Область техники
Изобретение относится к области деталей с покрытием и их получению. Более конкретно, оно относится к защите деталей от износа с помощью износостойких покрытий и к нанесению таких покрытий.
Уровень техники в области изобретения
Покрытия на основе TiAlN широко применяются как покрытия, получаемые физическим осаждением из паровой фазы (PVD), для применений, связанных с защитой от износа. Сообщается, что AlCrN-система проявляет превосходные механические свойства, такие, как твердость и твердость при высоких температурах, термические и трибологические характеристики, приводя к отличному сроку службы покрытых деталей. Как обычно понимается в данной области, стехиометрические индексы явно не приводятся, например, AlCrN означает более точно (AlyCr1-y)N (0<y<1).
В документе US 7226670 раскрывается деталь, покрытая системой пленочных слоев, содержащей по меньшей мере одну пленку, состоящую из (AlyCr1-y)X, где X - N, C, B, CN, BN, CBN, NO, CO, BO, CNO, BNO или BNCO, причем деталь представляет собой фрезерный инструмент, червячную фрезу, сферическую фрезу, плоский или профилированный резец, зачистной инструмент, фрезу-расширитель, режущую пластину для токарной и фрезеровочной обработки, пуансон или пресс-форму для литья под давлением, имеющие отличные противоизносные характеристики.
Документ US 7348074 раскрывает принцип покрытия, состоящего из многослойной структуры с 10 пакетами слоев. Эти концепции проявляют хорошие защитные характеристики в применениях, связанных с бурением.
В патентной заявке США US 2008/0229891 раскрывается многослойное покрытие, которое включает по меньшей мере один слой A, содержащий материал (TiAl)X, где X - N, CN, CNO или NO, или (AlCr)X, где X - N, CN, CNO или NO, и включающий по меньшей мере один слой B с (AlCrSiMe)X, где X - N, CN, CNO или NO, причем Me обозначает Nb, Mo, Ta или W.
Кроме того, указанный документ US 2008/0229891 описывает, что слоистая структура указанного по меньшей мере одного слоя B разработана так, чтобы состоять из по меньшей мере двух разных кристаллических фаз. Это могут быть, например, фракции кубической и гексагональной фазы.
Кроме того, в указанной заявке US 2008/0229891 раскрывается, что важным вопросом является соотношение толщин между слоем A и слоем B, в том смысле, что покрытия с отношением толщины слоя A к толщине слоя B выше единицы будут, по-видимому, проявлять худшие характеристики.
Все эти покрытия предшествующего уровня отличаются хорошими противоизносными характеристиками для более или менее частных применений. Поэтому остается потребность обеспечить износостойкое покрытие для широкого круга разных применений.
Суть изобретения
Таким образом, одной задачей изобретения является создать покрывную систему, которая не имеет упомянутых выше недостатков. В частности, существует необходимость получить покрывную систему, которую можно применять для широкого круга применений. Кроме того, будут даны соответствующая деталь с покрытием и соответствующий способ получения такой детали.
Другой задачей изобретения является получение покрывной системы, деталь, покрытая соответствующим образом, и способ получения такой детали, обеспечивающий улучшенные защищающие от износа и/или износостойкие свойства.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, которые обеспечивают повышенный срок службы инструмента для очень широкого круга применений. Так указанные применения могут включать непрерывное и прерывистое резание, включая без ограничений сверление, фрезерование, развертывание отверстий, токарную обработку, нарезание внутренней резьбы метчиком, нарезку резьбы и обработку червячной фрезой.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем указанные детали являются деталями для механической обработки компонентов, которые могут быть выполнены из различных материалов, таких, например, как черные и цветные металлы, а также композиционные материалы.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем указанные детали могут применяться в различных рабочих условиях, таких, например, как сухое резание, резание с орошением эмульсией и/или жидкими охлаждающими средами (СОЖ), резание с минимальным количеством смазки (технология MQL) и резание с газообразными охладителями.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем указанная деталь представляет собой сверло, концевую фрезу, режущую пластину или червячную фрезу.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем основа указанной детали сделана, по существу, из стали, в частности быстрорежущей стали, спеченного карбида, кубического нитрида бора, металлокерамики или керамического материала.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем указанная деталь подходит для применения при механической обработке по меньшей мере одного из, а предпочтительно большинства из: черных и цветных металлов, предпочтительно закаленной стали, отожженной стали, легированной стали, низкоуглеродистой стали, нержавеющей стали, сплавов на основе титана, сплавов на основе никеля, композиционных материалов.
Другой задачей изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем покрытие должно иметь превосходные механические и термические свойства, в частности, что касается твердости, твердости при высоких температурах и стойкости к окислению.
Другой целью изобретения является получение покрывной системы для покрытия детали, деталь, покрытая соответствующим образом, и способ получения такой детали, причем покрытие должно обеспечивать отличную защиту детали в условиях применения при низких и высоких температурах.
Другой задачей изобретения является способ получения детали с покрытием, в частности детали, какая указана выше, который может быть осуществлен особо высокопроизводительно.
Другой задачей изобретения является способ получения детали с покрытием, в частности детали, какая указана выше, который является особенно простым в осуществлении.
Другие задачи выявятся из приводимых ниже описания и вариантов осуществления.
По меньшей мере одна из этих задач достигается по меньшей мере частично покрывными системами, деталями и/или способами согласно формуле изобретения.
Покрывная система является многослойным покрытием, содержащим по меньшей мере один слой A, состоящий, по существу, из (AlyCr1-y)X, где X - N, CN, BN, NO, CNO, CBN, BNO или GNBO, и y описывает стехиометрический состав фракции металлической фазы. Кроме того, предполагается, что указанное многослойное покрытие содержит по меньшей мере один слой B, состоящий, по существу, из (AluCr1-u-v-wSivMew)X, где X - N, CN, BN, NO, CNO, CBN, BNO или СNBO, и где Me - W, Nb, Mo, Ta, или из их смеси, причем u, v, w описывают стехиометрический состав фракции металлической фазы. Благодаря этому может быть получена противоизносная покрывная система, которая может применяться для широкого круга различных применений.
Более точно и как принято в данной области, индекс y обозначает число, удовлетворяющее 0<y<1, и, также более точно и как принято в данной области, u есть число, удовлетворяющее 0<u<1, v есть число, удовлетворяющее 0<v<1, и w есть число, удовлетворяющее 0<w<1, причем u+v+w=1. Кроме того, более точно и как принято в данной области, стехиометрический индекс при X всегда равен 1, т.е. в случае, если X содержит более одного химического элемента, сумма стехиометрических индексов этих элементов равна единице, например, если X=BNO, то X обозначает B1-a-bNaOb (и 0<a<1, 0<b<1).
В одном варианте осуществления реализуется отношение толщин слоя A и слоя B, превышающее 1, более предпочтительно выше чем примерно 1,5. В результате этого может быть достигнута особенно хорошая защита от износа. Более толстый слой типа A в комбинации с более тонким слоем типа B дает отличные результаты.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, указанный по меньшей мере один слой типа B выполнен так, чтобы содержать по меньшей мере две кристаллических фазы, более конкретно, указанный по меньшей мере один слой типа B содержит, по существу, точно две кристаллические фазы.
В этом варианте осуществления первая кристаллическая фаза указанного по меньшей мере одного слоя типа B является кубической фазой, а вторая кристаллическая фаза указанного по меньшей мере одного слоя типа B является гексагональной фазой.
В этом случае, в частном варианте осуществления, содержание гексагональной фазы составляет <50% от объема указанного по меньшей мере одного слоя типа B, в частности варьируется от 5% до 40%.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, указанный по меньшей мере один слой типа A имеет, по существу, кубическую структуру.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, стехиометрический состав металлической фракции указанного по меньшей мере одного слоя типа A характеризуется неравенством 0,5<y<0,7.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, стехиометрический состав металлической фракции указанного по меньшей мере одного слоя типа B характеризуется неравенствами 0,5<u<0,7, 0,01<v<0,15 и 0,002<w<0,1, в частности, w<0,05.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, слой типа B осаждают непосредственно на слой типа A.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, слой типа B находится между первым слоем типа A и вторым слоем типа A.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, слой типа A и слой типа B образуют период, и указанная покрывная система является покрывной системой с несколькими такими периодами.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления, указанная покрывная система содержит другой слой, в частности, указанный другой слой образует функциональный слой. Например, указанный другой слой является адгезионным слоем, более конкретно, осажденным непосредственно на основу, и, в частности, непосредственно под первым слоем типа A; или, например, указанный другой слой является верхним слоем, т.е. слой нанесен как последний слой, в частности является декоративным верхним слоем.
Деталь согласно изобретению содержит покрывную систему согласно изобретению. Деталь выигрывает от преимуществ покрывной системы аналогичным образом.
В одном варианте осуществления (который фактически является перечислением различных возможных вариантов осуществления) указанная деталь является по меньшей мере одним элементом группы, состоящей из: инструмента, обрабатывающего инструмента, фрезерного инструмента, режущего инструмента, токарного инструмента, метчика, резьбонарезного инструмента, фрезы-развертки, торцевой фрезы, сверла, режущей пластины, зубострогального резца, втулки, червячной фрезы, зачистного инструмента, режущей пластины для токарной и фрезеровочной обработки.
В одном варианте осуществления, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления (и который фактически является перечислением различных возможных вариантов осуществления), указанная деталь имеет тело, выполненное, по существу, из по меньшей мере одного элемента группы, состоящей из: черного металла, цветного металла, композиционного материала, спеченного карбида, металлокерамики, кубического нитрида бора, керамического материала, стали, быстрорежущей стали.
В одном аспекте изобретение включает способ получения детали с покрытием, более конкретно, способ PVD (физическое осаждение из паровой фазы), который позволяет синтезировать покрывную систему, более конкретно, покрывную систему согласно изобретению, не только в отдельных процессах осаждения, но также в пределах одного процесса осаждения.
Способ получения детали с покрытием включает этапы:
a) осаждение на указанную деталь по меньшей мере одного слоя типа A и
b) осаждение на указанную деталь по меньшей мере одного слоя типа B, отличного от указанного типа A,
причем
- указанный по меньшей мере один слой типа A осаждают, используя nX мишеней типа X, и
- указанный по меньшей мере один слой типа B осаждают, используя nY мишеней типа Y, отличных от указанного типа X, и одновременно используя nXy мишеней указанного типа X;
причем nX, nY, и nXy являются целыми числами ≥1, и по меньшей мере одна из указанных мишеней указанного типа X активна на обоих этапах a) и b). Благодаря этому можно получить значительное снижение времени осаждения. Одна или более мишеней могут быть активными и при осаждении слоя типа B, и при осаждении слоя типа A. Это может быть также выгодным в терминах стабильности процесса. Осаждение может быть проведено за малое время, и этапы осаждения могут проводиться в одной и той же вакуумной камере без нарушения вакуума.
В одном варианте осуществления используется nX ≥ nXy.
В одном варианте осуществления nX=nXy. В этом случае все мишени типа X, активные при осаждении указанного по меньшей мере одного слоя типа A, активны также при осаждении указанного по меньшей мере одного слоя типа B.
В одном варианте осуществления способа, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления способа, слой типа A, по существу, состоит из (AIyCr1-y)X, где X обозначает один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO и CNBO, y описывает стехиометрический состав фракции металлической фазы; а слой типа B, по существу, состоит из (AluCr1-u-v-wSivMew)X, где X обозначает один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO или CNBO, причем Me обозначает один элемент группы, состоящей из W, Nb, Mo и Ta, или смесь двух или более составляющих этой группы, u, v и w описывают стехиометрический состав фракции металлической фазы.
В одном варианте осуществления способа, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления способа, отношение толщины указанного слоя типа A к толщине указанного слоя типа B больше 1, в частности выше чем примерно 1,5. Другими словами, этапы a) и b) проводятся так, чтобы толщина слоя типа A была больше, в частности больше чем примерно в полтора раза, чем толщина слоя типа B.
В одном варианте осуществления способа, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления способа, мишень указанного типа X содержит Al и Cr, а мишень типа Y содержит Al, Cr, Si, и указанный Me имеется в указанном слое типа B.
В одном варианте осуществления способа, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления способа, этапы a) и b) проводятся с применением процесса физического осаждения из паровой фазы, в частности процесса испарения с катода в электрической дуге.
В одном варианте осуществления способа, который может комбинироваться с одним или более из рассмотренных выше вариантов осуществления способа, процесс осаждения характеризуется температурой осаждения <650°C, предпочтительно равной или ниже примерно 500°C, и/или характеризуется атмосферой химически активного газа, содержащей преимущественно N, и/или полным давлением газа, составляющим от 0,5 до 10 Па, предпочтительно >2 Па, и/или напряжением смещения от 40 до 200 В, и/или тем, что напряжение смещения при осаждении указанного по меньшей мере одног, слоя типа A ниже, чем при осаждении указанного по меньшей мере одного слоя типа B в многослойной структуре.
Изобретение включает способы с признаками соответствующих покрывных систем и деталей согласно изобретению и наоборот.
Преимущества способов соответствуют преимуществам соответствующих покрывных систем и деталей и vice versa.
Следующие варианты осуществления и преимущества выявляются из зависимых пунктов формулы и фигур.
Краткое описание чертежей
Ниже изобретение описывается более подробно на примерах и приложенных чертежах. Фигуры показывают:
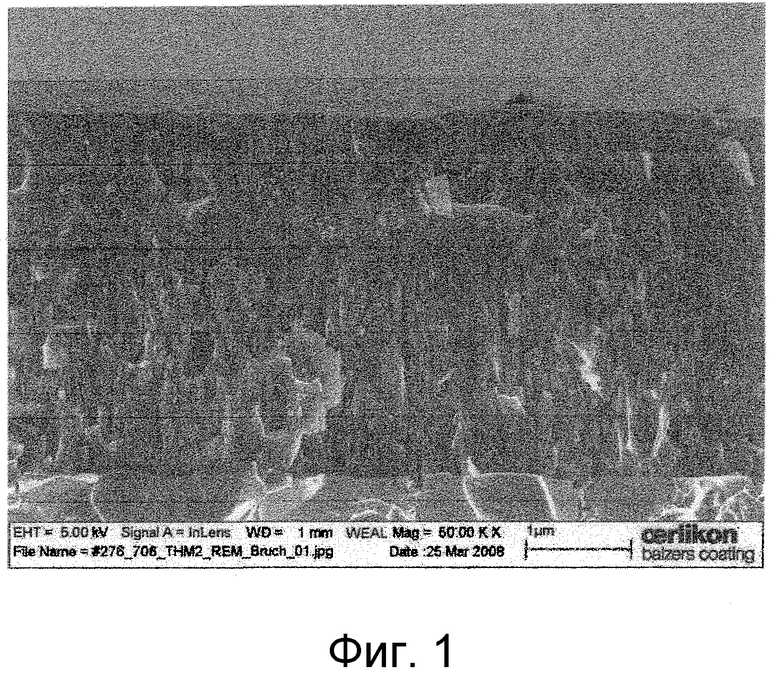
фиг.1 - СЭМ-снимок (сканирующая электронная микроскопия), показывающий структуру покрытия согласно одному варианту осуществления настоящего изобретения;
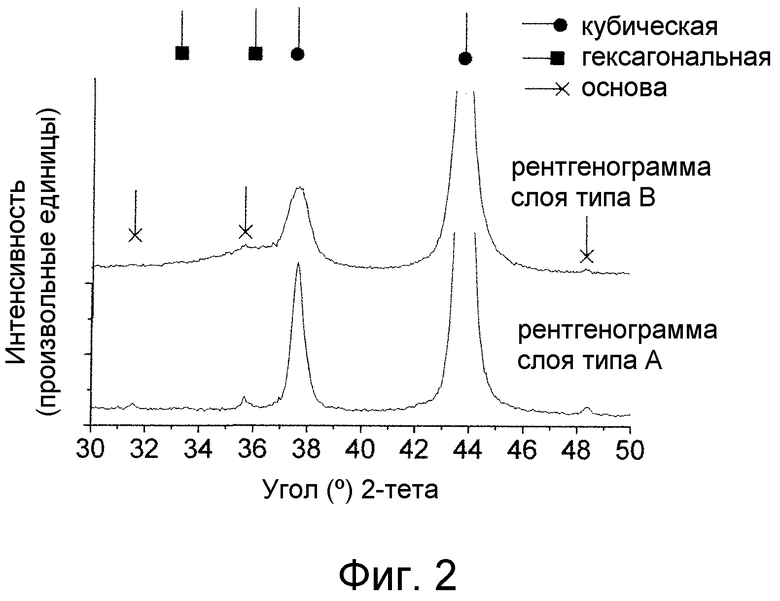
фиг.2 - рентгенограммы (рентгеновская дифракция) единичных слоев типа A и типа B соответственно;
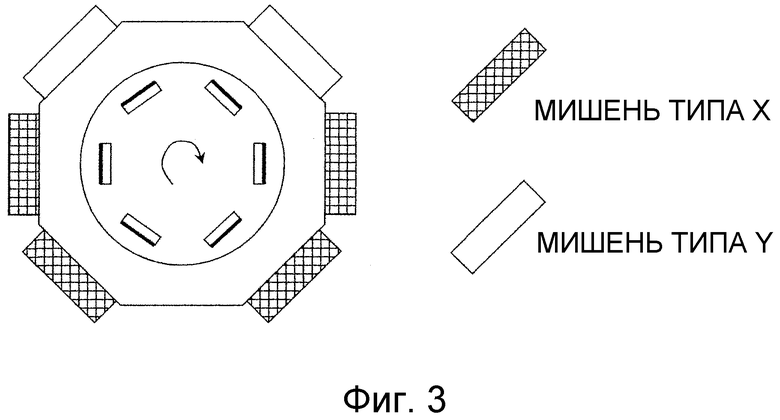
фиг.3 - схематический вид сверху части типичной компоновки камеры вакуумного осаждения;
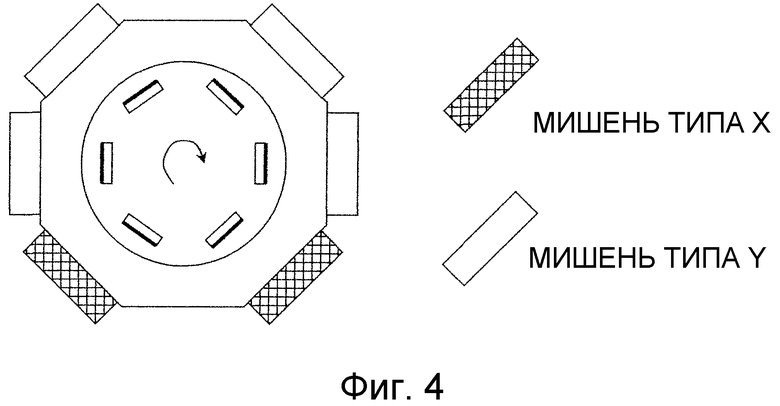
фиг.4 - схематический вид сверху части типичной компоновки камеры вакуумного осаждения;
фиг.5 - структура слоев покрывной системы;
Фиг.6 - структура слоев покрывной системы;
фиг.7 - структура слоев покрывной системы;
фиг.8 - схематический вид сверху части типичной компоновки камеры вакуумного осаждения;
фиг.9 - структура слоев покрывной системы, содержащей дополнительный верхний слой (например декоративный верхний слой), который может быть осажден в камере вакуумного осаждения, скомпонованной как показано на фиг. 8.
Символы для ссылок, использованные на фигурах, и их значение, сведены в списке позиций для ссылок. Подразумевается, что описанные варианты осуществления являются примерами и не должны ограничивать изобретение.
Подробное описание изобретения
Далее изобретение будет пояснено более подробно в сочетании с некоторыми примерами применения.
Как упоминалось выше, одной из возможных задач настоящего изобретения является получение покрывной системы (или кратко "покрытие"), обнаруживающей отличную износостойкость для очень широкого круга применений. Чтобы продемонстрировать превосходство покрытий согласно изобретению над покрытиями предшествующего уровня техники, авторы сначала вводят ряд покрытий предшествующего уровня вместе с рядом различных покрытий согласно изобретению, описывая, как они получаются.
Затем будут обсуждены разные примеры применения с сильно отличающимися условиями механической обработки, представляющие такие применения, как, например, сверление или фрезерование мягкого, отожженного или твердого материала, и обсуждены характеристики покрытий согласно изобретению в сравнении с покрытиями предшествующего уровня.
Все следующие покрытия были созданы с применением испарения с катода в электрической дуге в оборудовании для электродугового испарения. Детали помещают в камеру (вакуумную камеру) подходящего оборудования электродугового испарения. В таком оборудовании для нанесения покрытий используются мишени, например, какие показаны в таблице 1.
Таблица 1 указывает для каждого из шести образцов (покрытий) элементный состав используемых мишеней (в атомных процентах) и элементный состав соответственно осажденных слоев. Наконец, таблица 1 показывает результаты испытаний на применение для четырех разных применений (исп. 1 - исп. 4).
Толщины слоя находятся в обычных диапазонах толщин износостойких покрытий. Общая толщина покрывной системы обычно не будет превышать примерно 20 мкм.
II
Образцы 1, 2 и 3 являются покрытиями, какие известны в уровне техники.
Покрытие 1 согласно предшествующему уровню техники описывает монослой AlCrN, осажденный с шестью одинаковых мишеней AlCr состава 70% Al и 30% Cr, как показано в таблице 1. Осаждение проводилось в атмосфере чистого N2 при давлении газа 3,5 Па и при напряжении смещения от -40В до -100В при температуре на основе 500°C.
Нанесение покрытия 2 согласно предшествующему уровню техники, в отличие от примера 1, проводилось с использованием четырех мишеней AlCr и двух мишеней TiSi. Составы мишеней показаны в таблице 1. Испарение проводилось в атмосфере чистого N2 при давлении 3,5 Па и при напряжении смещения -40В при температуре на основе около 500°C. Покрытие 2 согласно предшествующему уровню техники синтезировали как многослойное покрытие, имеющее нижний слой AlCrN, за которым идут группы из 10 слоев (AlCrN, TiSiN, AlCrTiSiN), и верхний слой TiSiN.
Покрытие 3 согласно предшествующему уровню техники осаждали, используя четыре мишени AlCrSiW и две мишени TiAl состава, указанного в соответствующей строке таблицы 1. Сначала осаждали несущий слой TiAlN, за которым шел основной слой AlCrSiWN. Соотношение толщин между основным слоем и несущим слоем находится в диапазоне 1:2,5. Испарение проводилось в атмосфере чистого N2 при 3,5 Па, напряжение смещения регулировалось на уровне от -40В до -100В при температуре на основе около 600°C.
Осаждение покрытий 4, 5 и 6 проводилось при температуре осаждения 500°C и полном давлении 4 Па в атмосфере азота, используя соответствующие составы мишеней, как показано в таблице 1. Все три покрытия содержат первый слой (называемый также "слой I", или слой типа A, или слой A) и второй слой (называемый также "слой II", или слой типа B, или слой B).
Покрытие 4 является покрытием согласно первому варианту осуществления изобретения. Здесь для первого слоя использовались четыре мишени AlCr с составом, какой показан в таблице 1 в столбце "мишень X", при этом к образцу прикладывалось низкое напряжение смещения от -40В до -100В. Оно может быть постоянным или оно может меняться. Для второго слоя использовались четыре мишени AlCr и дополнительно две мишени AlCrSiW с составом, какой показан в таблице 1 в столбце "мишень Y", при этом к образцу прикладывалось более высокое напряжение смещения от -100В до -200В. Абсолютное значение напряжения смещения при осаждении второго слоя было по меньшей мере на 50В или предпочтительно на 100В выше, чем напряжение смещения при осаждении первого слоя. Полученная концентрация Al вместе с выбранным смещением приводит к фракции гексагональной фазы во втором слое, как это было описано выше для частного варианта осуществления изобретения, в котором второй слой (слой B, более точно, слой типа B) содержит по меньшей мере две кристаллические фазы (обычно кубическую и гексагональную).
Покрытие 5 является покрытием согласно второму варианту осуществления изобретения. По сравнению с покрытием 4 оно имеет более высокое содержание вольфрама, но содержание алюминия снижено не сильно и все еще остается значительно выше 60% (смотри таблицу 1).
В отличие от этого, покрытие 6 имеет процентную долю алюминия 60% или ниже. Вольфрам не использовался, т.е. мишени не содержали вольфрама, см. таблицу 1. В этой конфигурации гексагональной фракции не получалось.
Последние четыре столбца таблицы 1 показывают результаты разных испытаний на применение.
Испытание на применение 1 ("исп. 1") определено следующим образом:
Условия фрезерования:
Испытание на применение 2 ("исп. 2") определено следующим образом:
Условия фрезерования:
Испытание на применение 3 ("исп. 3") определено следующим образом:
Условия фрезерования:
Испытание на применение 4 ("исп. 4") определено следующим образом:
Условия фрезерования:
Параметр Vbmax представляет собой, как принято в уровне техники, максимально допустимый износ по задней поверхности.
Как можно видеть из четырех последних столбцов таблицы 1, покрытия 4 и 5 показывают самый лучший и второй по качеству результаты для всех четырех испытаний на применение. Соответственно эти покрытия не только применимы для широкого круга применений, но и могут также осаждаться на самые разные детали.
Кроме того, как можно видеть из столбцов таблицы 1, относящихся к первому испытанию на применение, третье и четвертое испытания, то есть покрытия, не относящиеся к уровню техники, обеспечивают значительно более хорошие результаты, чем покрытия предшествующего уровня.
Следует отметить, что время покрытия, требующееся для получения покрытий 4 и 5 (а именно 270 мин) значительно ниже времени, требующегося для получения покрытия 2 (340 мин) и 3 (410 мин), и примерно такое же, как время покрытия для покрытия 1 (а именно 240 мин). Это связано главным образом с параллельным применением разных мишеней, как делается для второго слоя (слой B, называемый слоем II в таблице 1). Мишени X могут быть активными в продолжение всего процесса осаждения (по меньшей мере столько же, сколько осаждается слой I (слой A) или слой II (слой B)), тогда как мишени Y активируются (в дополнение к мишеням X) только тогда, когда осаждается слой II (слой B).
Фиг. 1 показывает СЭМ-снимок (сканирующая электронная микроскопия), иллюстрирующий структуру покрытия согласно одному варианту осуществления настоящего изобретения. Как можно видеть, полная толщина покрывной системы на фиг. 1 составляет около 3 мкм, и отношение толщин слоя A и слоя B составляет примерно 2.
Фиг. 2 показывает рентгенограммы (рентгеновская дифракция) единичных слоев типа A и типа B соответственно. Гексагональная фаза демонстрирует пики с более низкой интенсивностью, но с более высоким средним, что указывает на меньший размер зерна гексагональных кристаллических зерен.
Фиг. 3 показывает схематический вид сверху части камеры вакуумного осаждения в типичной конфигурации. Указано шесть мишеней: две типа Y и четыре типа X. Детали, которые нужно покрыть, помещают на поворотном устройстве загрузки образцов, символически показанном кругом и круговой стрелкой. Шесть деталей схематически изображены как прямоугольники. Такая конфигурация подходит для получения таких покрытий, как покрытия 4, 5 или 6, рассмотренные выше.
Фиг. 4 показывает, в той же манере, что и фиг. 3, схематический вид сверху части камеры вакуумного осаждения типичной конфигурации.
Фиг. 5 показывает слоистую структуру покрывной системы. Покрывная система состоит из слоя типа A, осажденного на основу (заштрихована на фиг. 5), и слоя типа B, осажденного на указанный слой типа A, как в случае обсужденных выше покрытий 4, 5, и 6 (ср. таблицу 1). Отметим также, что слой A толще, чем слой B. Для осаждения слоя A активируются мишени типа X, а для осаждения слоя B активируются указанные мишени типа X и, кроме того, мишени типа Y, сравни также фиг. 3 и 4. Кроме того, можно, используя два типа мишеней X и Y, осадить также третий тип слоя, а именно слой типа C, который осаждают с использованием только одной или более мишеней типа Y. Такой слой может быть расположен, например, между слоем A и основой, чтобы, например, образовать адгезионный слой, или он может быть осажден сверху слоя B, чтобы образовать верхний слой, например декоративный верхний слой.
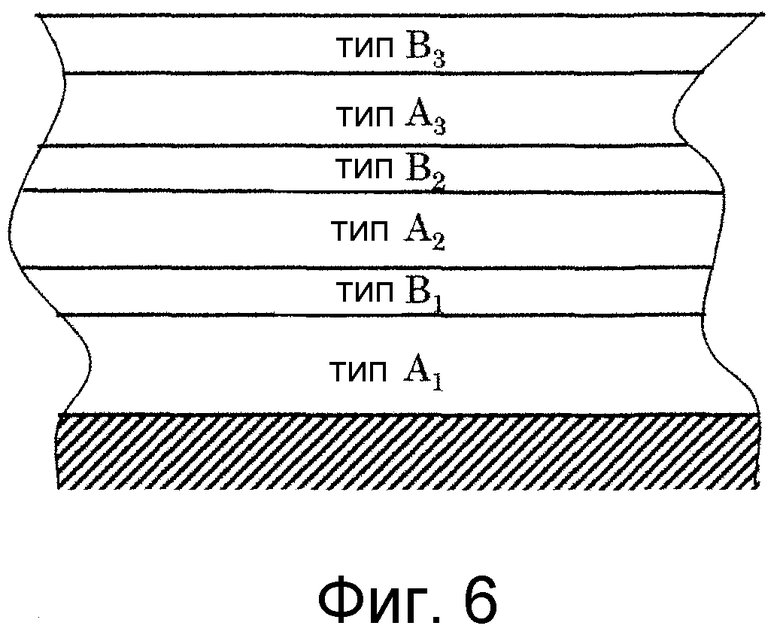
Фиг. 6 показывает структуру слоев покрывной системы. В этом случае покрывная система является многослойной системой из шести слоев, состоящая из трех пар "слой типа A+слой типа B" каждая; причем один слой A и один слой B образуют один период слоев, который неоднократно повторяется. Можно, как показано на фиг. 6, обеспечить, чтобы в каждом периоде слоев толщина слоя A была больше, чем толщина слоя B.
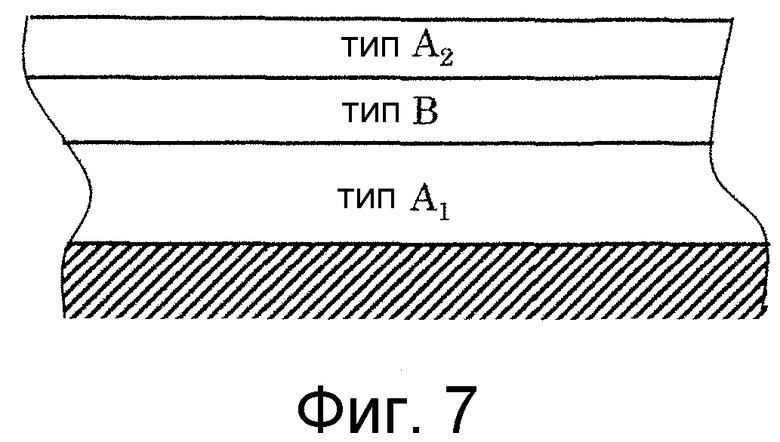
Фиг. 7 показывает структуру слоев покрывной системы. В этом случае на основе имеется три слоя. Один слой B проложен между двумя слоями A.
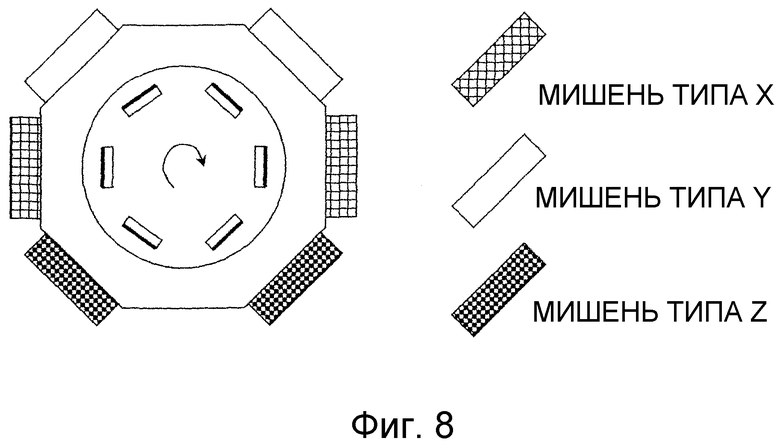
Фиг. 8 показывает, в той же манере, что и фиг. 3 и 4, схематический вид сверху части камеры вакуумного осаждения в типичной конфигурации. В этом случае предусмотрено три типа мишеней: тип X, тип Y, тип Z. Это позволяет осадить три разных типа слоев или даже четыре разных типа слоев, используя одновременно (по меньшей мере частично) два или все три типа мишеней. Рассматривая также использование каждого типа мишени по отдельности, можно осадить до семи разных типов слоев; а рассматривая активацию и деактивацию одной или более мишеней одинакового типа, можно осадить еще более разные типы слоев.
В простом случае, конфигурация, какая показана на фиг. 8, может использоваться для осаждения покрывной системы, показанной на фиг. 9.
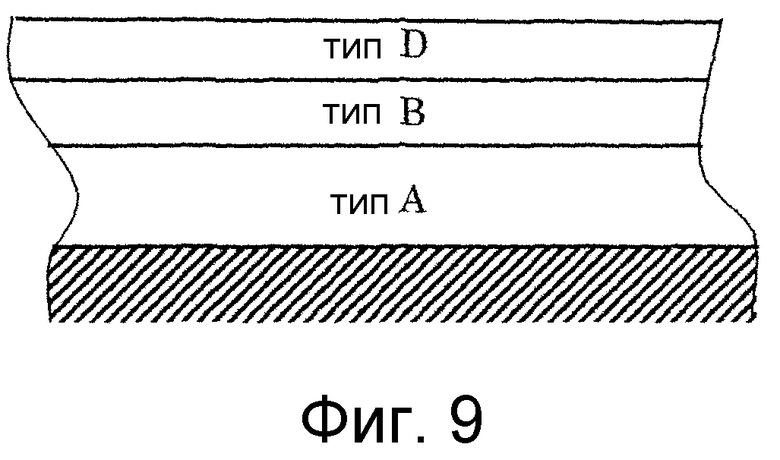
Фиг. 9 показывает структуру слоев покрывной системы, содержащей дополнительный верхний слой (например декоративный верхний слой), какой можно осадить в камере вакуумного осаждения с конфигурацией, какая показана на фиг. 8. Например, для осаждения слоя A активируются только мишени X, для осаждения слоя B - мишени X и дополнительно активируются мишени Y, а для осаждения слоя D активируются, например, только мишени Z или некоторая комбинация мишени Z с одной или более мишенями одного или обоих других типов мишеней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКОЕ ЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2528298C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ С МНОГОСЛОЙНЫМИ ПОКРЫТИЯМИ Al-Cr-B-N/Ti-Al-N | 2011 |
|
RU2560480C2 |
| ДЕТАЛЬ С ТВЕРДЫМ ПОКРЫТИЕМ | 2007 |
|
RU2469128C2 |
| ИЗНОСОСТОЙКОЕ ТВЕРДОЕ ПОКРЫТИЕ ДЛЯ ЗАГОТОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2450081C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2623937C2 |
| НЕГАММАФАЗНЫЙ КУБИЧЕСКИЙ AlCrO | 2009 |
|
RU2507303C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ ВЫСОКОСКОРОСТНЫХ ОБРАБОТОК | 2024 |
|
RU2822279C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПОКРЫТИЕМ | 2015 |
|
RU2695686C2 |
| ПОКРЫТИЕ НА ОСНОВЕ AlCrN, ОБЕСПЕЧИВАЮЩЕЕ ПОВЫШЕННУЮ УСТОЙЧИВОСТЬ К КРАТЕРНОМУ ИЗНОСУ | 2015 |
|
RU2712329C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2010 |
|
RU2542185C2 |
Изобретение относится к области деталей с покрытием и их получению. Многослойное покрытие содержит по меньшей мере один слой типа А, причем слой типа А, по существу, состоит из (AlyCr1-y)X, где Х - один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO и CNBO, y описывает стехиометрический состав фракции металлической фазы, по меньшей мере один слой типа В, причем слой типа В, по существу, состоит из (AluCr1-u-v-wSivMew)X, где Х означает один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO или CNBO, причем Me обозначает один элемент группы, состоящей из W, Nb, Mo и Та, или смесь двух или более составляющих этой группы, u, v и w описывают стехиометрический состав фракции металлической фазы, причем отношение толщины указанного слоя типа А к толщине указанного слоя типа В больше 1. Способ получения детали с упомянутым многослойным покрытием, характеризующийся тем, что осаждают на указанную поверхность детали по меньшей мере один слой типа А и осаждают на указанную деталь по меньшей мере один слой типа В. Указанный по меньшей мере один слой типа А осаждают с использованием nx мишеней. Указанный по меньшей мере один слой типа В осаждают с использованием ny мишеней, причем одновременно используют nXy мишеней, используемых для осаждения слоя типа А, при этом nx, ny и nXy являются целыми числами ≥1, и по меньшей мере одна из указанных мишеней, используемых для осаждения слоя типа А, активна на обоих этапах а) и b). Получается многослойное покрытие, имеющее улучшенные износостойкость, механические и термические свойства, в частности твердость при высоких температурах и стойкость к окислению. 3 н.з. и 20 з.п. ф-лы, 9 ил., 1 табл.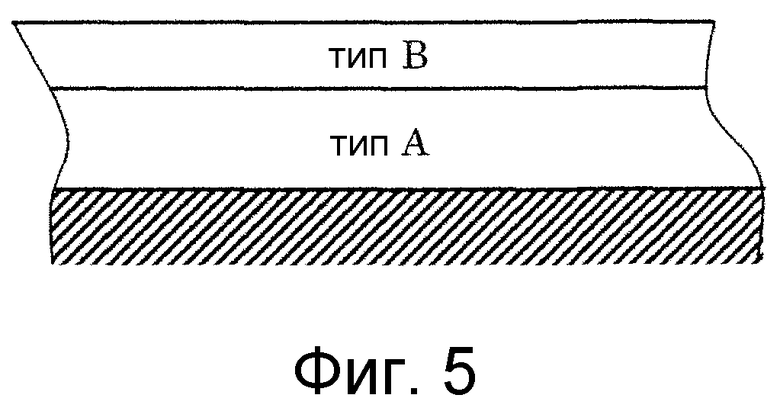
1. Многослойное покрытие, содержащее по меньшей мере один слой типа А, причем слой типа А, по существу, состоит из (AlyCr1-y)X, где Х означает один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO и CNBO, y описывает стехиометрический состав фракции металлической фазы, по меньшей мере один слой типа В, причем слой типа В, по существу, состоит из (AluCr1-u-v-wSivMew)X, где Х означает один элемент группы, состоящей из N, CN, BN, NO, CNO, CBN, BNO или CNBO, причем Me обозначает один элемент группы, состоящей из W, Nb, Mo и Та, или смесь двух или более составляющих этой группы, u, v и w описывают стехиометрический состав фракции металлической фазы, причем отношение толщины указанного слоя типа А к толщине указанного слоя типа В больше 1.
2. Многослойное покрытие по п.1, в котором указанное отношение толщин выше чем 1,5.
3. Многослойное покрытие по п.1, в котором указанный по меньшей мере один слой типа В содержит по меньшей мере две кристаллические фазы.
4. Многослойное покрытие по п.1, в котором указанный по меньшей мере один слой типа В содержит кубическую фазу и гексагональную фазу.
5. Многослойное покрытие по п.4, в котором содержание в указанном по меньшей мере одном слое типа В указанной гексагональной фазы составляет <50 об. % от указанного по меньшей мере одного слоя типа В.
6. Многослойное покрытие по п.4, в котором содержание в указанном по меньшей мере одном слое типа В указанной гексагональной фазы составляет >5 об.% от указанного по меньшей мере одного слоя типа В и <40 об.% от указанного по меньшей мере одного слоя типа В.
7. Многослойное покрытие по п.1, в котором указанный, по меньшей мере один слой типа А образован, по существу, из кубической структуры.
8. Многослойное покрытие по п.1, в котором 0,05<y<0,7.
9. Многослойное покрытие по п.1, в котором 0,5<u<0,7, 0,01<v<0,15 и 0,002<w<0,1, в частности w<0,05.
10. Многослойное покрытие по любому из пп.1-9, в котором указанный по меньшей мере один слой типа В осажден непосредственно на указанный по меньшей мере один слой типа А.
11. Многослойное покрытие по любому из пп.1-9, содержащее слой типа В, расположенный между первым слоем типа А и вторым слоем типа А.
12. Многослойное покрытие по любому из пп.1-9, содержащее несколько периодов слоев, при этом один такой период слоев образован из одного слоя типа А и одного слоя типа В.
13. Деталь с многослойным покрытием, отличающаяся тем, что она содержит покрытие по любому из пп. 1-12.
14. Деталь по п.13, в которой указанная деталь является одной из группы, состоящей из
- инструмента,
- обрабатывающего инструмента,
- фрезерного инструмента,
- режущего инструмента,
- токарного резца,
- метчика,
- резьбонарезного инструмента,
- фрезы-развертки,
- торцовой фрезы,
- сверла,
- режущей пластины,
- зубострогального резца,
- втулки,
- червячной фрезы,
- зачистного инструмента,
- режущей пластины для токарной и фрезеровочной обработки.
15. Деталь по п.13 или 14, которая имеет корпус, выполненный, по существу, из элемента группы, состоящей из
- черного металла,
- цветного металла,
- композиционного материала,
- спеченного карбида,
- металлокерамики,
- кубического нитрида бора,
- керамического материала,
- стали,
- быстрорежущей стали.
16. Способ получения детали с многослойным покрытием по любому из пп. 13-15, характеризующийся тем, что: а) осаждают на указанную деталь по меньшей мере один слой типа А и b) осаждают на указанную деталь по меньшей мере один слой типа В, причем указанный по меньшей мере один слой типа А осаждают с использованием nx мишеней, указанный по меньшей мере один слой типа В осаждают с использованием ny мишеней, причем одновременно используют nXy мишеней, используемых для осаждения слоя типа А, причем nx, ny и nXy являются целыми числами ≥1, и по меньшей мере одна из указанных мишеней, используемых для осаждения слоя типа А, активна на обоих этапах а) и b).
17. Способ по п.16, в котором мишень, используемая для осаждения слоя А, содержит Al и Cr, а мишень, используемая для осаждения слоя типа B, содержит Al, Cr, Si, и в указанном слое типа В предусмотрен указанный Me.
18. Способ по п. 16 или 17, в котором этапы а) и b) проводят с применением процесса физического осаждения из паровой фазы, в частности процесса испарения с катода под действием электрической дуги.
19. Способ по п. 16 или 17, включающий выдерживание указанной детали при температуре ниже приблизительно 650°С, в частности равной или ниже примерно 500°С, при проведении этапов a) и b).
20. Способ по п.18, включающий воздействие на указанную деталь атмосферы химически активного газа с общим давлением газа от 0,5Па до 10Па, в частности >2Па, при проведении этапов а) и b).
21. Способ по п.20, в котором указанная атмосфера химически активного газа содержит преимущественно N.
22. Способ по п.20, включающий приложение к указанной детали напряжения смещения от 40В до 200В при проведении этапов а) и b).
23. Способ по п.19, включающий приложение напряжения смещения к указанной детали при проведении этапа а) и приложение меньшего напряжения смещения к указанной детали при проведении этапа b).
| WO 2006084404 A1, 17.08.2006 | |||
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2191220C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ С ПЕРИОДИЧЕСКОЙ СТРУКТУРОЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2308538C1 |
| WO 2006005217 A2, 19.01.2006 | |||
| WO 2008037556 A2, 03.04.2008 | |||

