Изобретение относится к устройствам для изготовления намоткой слоистых армированных изделий из полимерных композиций и может быть использовано для изготовления подшипников скольжения.
Известно устройство для изготовления подшипника скольжения методом намотки ленты армирующего материала с пропиткой полимерным связующим с наполнителями, которое содержит размещенные на раме бобину с лентой армирующего материала, снабженную тормозным устройством, пропиточные вальцы, оправку, закрепленную в патроне, расположенном на приводном валу, установленном в опорах и связанном с приводным двигателем, и прикрепленный к оправке рычаг, фиксирующий натяжение (Патент РФ №2238448, F16С 33/04, В29С 53/60 от 20.04.2004, Б.И. №29). Фиксация натяжения ленты при формировании и при отверждении связующего па бобине рычагом на оправке способствует сохранению структуры после отверждения.
Однако полученная без возможности управления процессом намотки слоистая структура материала не обеспечивает получение оптимального соотношения и максимально возможных прочностных и антифрикционных свойств армированного полимерного композиционного материала подшипника скольжения, что снижает его долговечность.
Наиболее близким по технической сущности и достигаемое результату является устройство для изготовления подшипника скольжения методом намотки ленты армирующего материала с пропиткой полимерным связующим с наполнителями, содержащее размещенную на paме бобину с лентой армирующею материала, снабженную тормозным устройством, пропиточные валики на осях, оправку, закрепленную в патроне, расположенном на приводном валу, установленном в опорах и связанном с приводным двигателем, и прикрепленный к оправке рычаг, фиксирующий натяжение, при этом приводной двигатель размещен на консоли вала балансирно и соединен с рычагом, контактирующим с консольной тензобалкой (Патент РФ №117546, В29С 53/60, БИ №18, 2012).
Однако недостатком данного устройства является низкое качество пропитки ленты армирующего материала полимерным связующим, вызванное несовершенством конструкции пропиточных валиков (отсутствует регулирование зазора между пропиточными валиками), что снижает долговечность изготавливаемых подшипников скольжения.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение долговечности изготавливаемых подшипников скольжения.
Поставленная задача достигается тем, что в устройстве для изготовления подшипника скольжения методом намотки ленты армирующего материала с пропиткой полимерным связующим с наполнителями, содержащем размещенную на раме бобину с лентой армирующего материала, снабженную тормозным устройством, пропиточные валики на осях, оправку, закрепленную в патроне, расположенном на приводном валу, установленном в опорах и связанном с приводным двигателем, и прикрепленный к оправке рычаг, фиксирующий натяжение, при этом приводной двигатель размещен на консоли вала балансирно и соединен с рычагом, контактирующим с консольной тензобалкой, согласно изобретения, оси пропиточных валиков установлены в направляющих пазах с возможностью поперечного смещения друг относительно друга и связаны между собой на консолях поджимающими пружинами.
Размещение осей пропиточных валиков с возможностью, поперечного перемещения друг относительно друга и связь их между собой на консолях поджимающими пружинами позволяет качественно пропитывать ленту армирующего материала полимерным связующим за счет эффекта постоянного поджатия (независимо от толщины ленты и вязкости полимерного связующего) в зоне контакта валиков друг относительно друга с расположенной между ними ленты армирующего материала с полимерным связующим, что повышает долговечность получаемых подшипников скольжения.
На чертеже изображена схема устройства для реализации способа.
Устройство для изготовления подшипника скольжения методом намотки ленты армирующего материала с пропиткой полимерным связующим с наполнителями содержит размещенную на раме 1 бобину 2 с лентой 3 армирующего материала, снабженную тормозным устройством 4, пропиточные валики 5 на осях 6, оправку 7, закрепленную в патроне 8, расположенном на приводном валу 9, установленном в опорах 10 и связанном с приводным двигателем 11, размещенным на консоли вала 9 балансирно и соединенным с рычагом 12, контактирующим с консольной тензобалкой 13. Связующее с наполнителями в виде композиции 14 располагают на пропиточных валиках 5, в зазор меж, которыми пропущена лента 3 армирующего материала. Оси 6 пропиточных валиков 5 установлены с возможностью поперечного перемещения друг относительно друга в направляющих пазах 15 и связаны между собой на консолях пружинами 16.
Устройство работает следующим образом.
Непрерывную ленту 3 армирующею материала сматывают с бобины 2, пропускают в зазор между пропиточными валиками 5 и наматывают с пропиткой композицией 14 (например, эпоксидной смолой ЭД-20 с отвердителем полиэтиленполиамином, порошками фторопласта, графита, дисульфида молибдена и др.) на оправку 7 за счет ее вращения, получаемого от вращения приводного двигателя 11. Необходимое давление намотки между слоями ленты 3 армирующего материала создают путем натяжения ленты 3, закрепленной в оправке 7 тормозным устройством 4 в зависимости от разрывного усилия ленты 3 армирующего материала и управляют им с помощью контроля за крутящим моментом, развиваемым приводным двигателем 11, соединенным с рычагом 12, контактирующим с консольной тензобалкой 13. Необходимая скорость намотки выбирается в зависимости от деформационных свойств и природы волокон ленты 3 армирующего материала.
Величина крутящего момента, контролируемая тензобалкой, связана с величиной тормозного момента через КПД установки. Произведение силы натяжения ленты 3 на радиус изготавливаемого подшипника равно величине крутящего момента, замеряемого тензобалкой 13. При отклонении силы натяжения ленты 3, например при изменении вязкости композиции 14 или при увеличении радиуса изготавливаем подшипника, наличие тензобалки 13 позволяет регулировать силу натяжения ленты 3 путем изменения тормозного момента тормозным устройством 4.
В процессе намотки подшипника скольжения до процесса отверждения полимерного связующего с наполнителями производят (до 70°С) температурную обработку путем обдува горячим воздухом (до 70°С), поступающим от калорифера (не показан). В процессе отверждения полимерного связующего температура обдува заготовки на неподвижной оправке поднимается до 120°С.
В процессе прохождения ленты 3 через пропиточные валики 5 благодаря возможности поперечного перемещения осей 6 в направляющих пазах 15 пропиточные валики 5 всегда поджаты друг к другу поджимающими пружинами 16. Это увеличивает качество прописки.
После полного отверждения композиции подшипник скольжения обрабатывают на токарном станке путем обточки наружной поверхности под посадку в изделие и выравнивания торцов.
В отличие от аналогов предлагаемое устройство позволяем обеспечить более надежную пропитку ленты композицией и тем самым повысить долговечность подшипников скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАМОТКОЙ | 2013 |
|
RU2531797C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАМОТКОЙ | 2014 |
|
RU2567493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2238448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2493447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2486379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2355921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2355920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2492368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2011 |
|
RU2460908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2547949C1 |
Изобретение относится к устройству для изготовления намоткой слоистых армированных изделий из полимерных композиций и может быть использовано для изготовления подшипников скольжения. Устройство для изготовления подшипника скольжения методом намотки ленты (3) армирующего материала с пропиткой полимерным связующим с наполнителями содержит размещенную на раме (1) бобину (2) с лентой (2) армирующего материала, снабженную тормозным устройством (4), пропиточные валики (5) на осях (6), оправку (7), закрепленную в патроне (8), расположенном на приводном валу (9), установленном в опорах (10) и связанном с приводным двигателем (11), и прикрепленный к оправке (7) рычаг (12), фиксирующий натяжение. Двигатель (11) размещен на консоли вала (9) балансирно и соединен с рычагом (12), контактирующим с консольной тензобалкой (13). Оси (6) валиков (5) установлены в направляющих пазах (15) с возможностью поперечного смещения друг относительно друга и связаны между собой на консолях поджимающими пружинами (16). Технический результат: повышение долговечности изготавливаемых подшипников скольжения. 1 ил.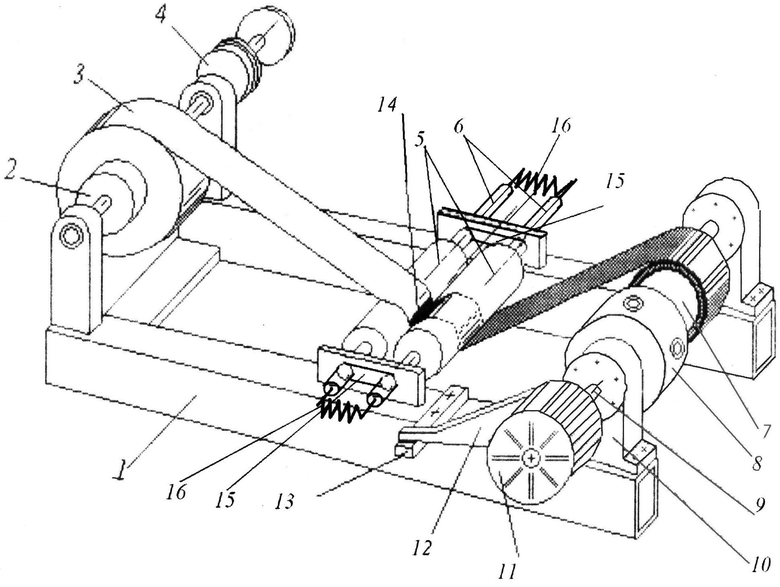
Устройство для изготовления подшипника скольжения методом намотки ленты армирующего материала с пропиткой полимерным связующим с наполнителями, содержащее размещенную на раме бобину с лентой армирующего материала, снабженную тормозным устройством, пропиточные валики на осях, оправку, закрепленную в патроне, расположенном на приводном валу, установленном в опорах и связанном с приводным двигателем, и прикрепленный к оправке рычаг, фиксирующий натяжение, при этом приводной двигатель размещен на консоли вала балансирно и соединен с рычагом, контактирующим с консольной тензобалкой, отличающееся тем, что оси пропиточных валиков установлены в направляющих пазах с возможностью поперечного смещения друг относительно друга и связаны между собой на консолях поджимающими пружинами.
| Устройство для дистанционного управления по двухпроводной линии взрывобезопасным магнитным пускателем | 1957 |
|
SU117546A1 |
| Захарычев С.П., Отмахов Д.В., Исследование антифрикционных армированных эпоксидофторопластов, полученных намоткой, Известия ОрелГТУ, 2009, N3-2/275 (561), стр | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2238448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2222722C2 |
| JPS 5776317 A, 13.05.1982 | |||

