Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения.
Известен способ изготовления подшипника скольжения методом намотки на оправку непрерывной ленты с полимерным связующим с последующим отверждением (Б.Д.Воронков. Подшипники сухого трения. Л.: Машиностроение, 1975, с.79-83).
Однако, указанный способ допускает расслоение получаемых подшипников скольжения, что приводит к износу и разрушению корпуса подшипника при эксплуатации узлов трения.
Ближайшим аналогом является способ изготовления подшипника скольжения, в котором его изготавливают методом намотки на оправку непрерывной ленты, с пропиткой ее полимерным связующим, с образованием наружного прочностного и внутреннего антифрикционного слоев и последующим отверждением (патент GB 1454385, кл. F 16 C 33/20, 03.11.76, 8 с.).
Однако известный способ не позволяет получить равномерное распределение самосмазывающегося наполнителя во внутреннем антифрикционном слое, что затрудняет процесс намотки; не обеспечивает равномерности насыщения порошков графита, что приводит к снижению износостойкости и прочности подшипника.
Кроме того, способ затрудняет применение эффективных смазок - масел различной вязкости, так как эти добавки разупрочняют по толщине рабочий слой (антифрикционный) и наружный (прочностной), приводит к потере посадки подшипника в корпусе изделия при динамических нагрузках.
Целью изобретения является повышение долговечности изготавливаемых подшипников скольжения.
Указанная цель достигается тем, что в предлагаемом способе перед формированием внутреннего антифрикционного слоя осуществляют намотку наружного прочностного слоя, причем формирование внутреннего антифрикционного слоя осуществляют путем введения самосмазывающегося наполнителя под давлением через каналы в оправке. Кроме того, внутренний антифрикционный слой формируют отличными друг от друга по составу самосмазывающимися наполнителями через несвязанные каналы в оправке. Кроме того, внутренний антифрикционный слой формируют путем образования карманов с самосмазывающимися наполнителями в наружном прочностном слое. Кроме того, карманы с отличными друг от друга по составу самосмазывающимися наполнителями формируют разными по глубине и термообрабатывают.
Формирование под давлением внутреннего антифрикционного слоя путем введения самосмазывающегося наполнителя через каналы в оправке обеспечивает равномерность распределения самосмазывающегося наполнителя (порошков графита, дисульфида молибдена, фторопласта, масел различной вязкости и т.д.) во внутреннем антифрикционном слое подшипника скольжения по площади и глубине, при этом сохраняется прочность наружного намотанного слоя, обеспечиваемая пропиткой полимерным связующим.
Использование несвязанных каналов в оправке для отличных по составу наполнителей позволяет формировать внутренний антифрикционный слой с заданными свойствами (например, с глубокими карманами для наполнителей с жидкой смазкой и менее глубокими - для наполнителей вязких смазок и сухих твердых смазок, что исключает раскалывание рабочего слоя подшипника, понижает коэффициент трения, повышает износостойкость в период приработки). Кроме того, исключается вредное влияние наполнителей друг на друга (например, коррозия, выпадание в осадок в результате химических реакций и др.), ухудшающее износостойкость и силу трения узла в целом. Это позволяет применять самосмазывающиеся наполнители в различных карманах, вступающие в реакцию друг с другом.
Формирование карманов с самосмазывающимися наполнителями в наружном прочностном слое повышает износостойкость, так как основу антифрикционного слоя составляют нити ленты (ткань), пропитанные полимерным связующим. Это обеспечивает удержание самосмазывающегося наполнителя в карманах, повышает несущую способность подшипника, позволяет использовать подшипники при динамической нагрузке (вибрации, ударах по корпусу), а также работать с абразивом, который задерживается в карманах.
Выполнение карманов с отличными друг от друга самосмазывающимися наполнителями разными по глубине позволяет повысить износостойкость внутреннего антифрикционного слоя, так как карманы для жидких самосмазывающихся наполнителей можно выполнить большей глубины в объеме подшипника для эффекта ротапринтной смазки, а для наполнителей с вязкой смазкой использовать карманы меньшей глубины, но более густо насыщая карманами внутренний антифрикционный слой по площади. Более мелкие карманы будут работать в период приработки и уничтожатся при выработке рабочего зазора узла трения (в зависимости от габаритных размеров подшипников). Кроме того, в карманах меньшей глубины можно применять дефицитные и дорогостоящие добавки. Использование термообработки позволяет производить дополнительную опрессовку антифрикционного слоя подшипника изнутри и способствует отверждению.
На фиг. 1 изображена схема устройства для реализации способа;
на фиг. 2 приведена конструкция оправки;
на фиг. 3 - разрез А-А на фиг. 2;
на фиг. 4 - разрез В-В на фиг. 2;
на фиг. 5 - вид получаемых карманов.
Устройство содержит оправку 1, кассету 2, наполненную лентой 3 (например в виде стеклоткани, капроновой ткани, х/б и т.д.), прижимной валик 4, раму 5. Оправка 1 предназначена для формирования подшипника скольжения 6, имеет полости 7, 8 с выходящими из них каналами 9, 10 и подводящие штуцера 11, 12. Подводящие штуцера 11, 12 снабжены кранами или клапанами известной конструкции (не показаны). Оправка 1 выполнена из антиадгезионного материала (фторопласта), либо имеет антиадгезионное покрытие 13 (слой парафина, эмульсии фторопласта и т.д.). Полости 7, 8 и каналы 9, 10 заполнены самосмазывающимися наполнителями (например, полость 7 заполнена графитом с жидким маслом, а полость 8 - фторопластом и дисульфидом молибдена с вязким маслом). Устройство оборудуется установками, нагнетающими под давлением самосмазывающийся наполнитель, известной конструкции (например, поршневые насосы, плунжера), связанными с оправкой 1 посредством гибких шлангов через подводящие штуцера 11, 12. Каналы 9, 10 могут быть выполнены с разными пропускными сечениями. Оправка 1 установлена в центрах 14 токарного станка.
Пример реализации способа.
Непрерывную ленту 3 сматывают с кассеты 2 и наматывают с пропиткой полимерным связующим (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА) на оправку 1 за счет ее вращения, получаемого от центров 14. Прижимным валиком 4 создают необходимое давление намотки. Процесс намотки продолжают до достижения требуемой толщины подшипника 6 с учетом припуска на механическую обработку. Затем к оправке 1 через подводящие штуцера 11, 12 и гибкие шланги подсоединяют нагнетающие установки и под давлением (устанавливают величину давления экспериментально) впрыскивают самосмазывающиеся наполнители. Впрыскивание осуществляют отличными друг от друга по составу самосмазывающимися наполнителями последовательно. Через полость 7 - графит с жидким маслом, через полость 8 - фторопласт и дисульфид молибдена с вязким маслом. При этом, внедряясь в намотанный прочностной слой, самосмазывающийся наполнитель образует карманы, пронизанные слоями ткани непрерывной ленты 3 (см. фиг. 5). Слои ткани удерживают выход самосмазывающегося наполнителя из полостей карманов и играют роль фитилей ротапринтной смазки узла трения в процессе работы.
Карманы с самосмазывающимися наполнителями изготавливают разной глубины за счет разности давлений P1 и P2, создаваемых нагнетающими установками, либо за счет разности сечений каналов 9, 10 (см. фиг. 3 и фиг. 4). При этом карманы с большей глубиной пронизывают ткань непрерывной ленты 3, а карманы с меньшей глубиной располагаются в зоне полимерного связующего и обеспечивают приработку подшипника.
После формирования под давлением внутреннего антифрикционного слоя гибкие шланги отсоединяют от подводящих штуцеров 11, 12 и полости 7, 8 герметизируют посредством клапанов или кранов (пробок). Затем подшипник 6 отверждают и термообрабатывают при температуре 100-120oC в течение 2-3 часов (для эпоксидной смолы ЭД-20). В процессе термообработки масло в карманах расширяется и дополнительно опрессовывает внутренний антифрикционный слой, повышая его прочность и износостойкость.
Подшипники (допускается несколько штук на одной оправке) механически обрабатывают до требуемых размеров и спрессовывают с оправки.
Глубина введения самосмазывающегося наполнителя во внутренний антифрикционный слой подшипника скольжения контролируется количеством введенного наполнителя и зависит от габаритных размеров, допустимого износа и условий эксплуатации узла трения.
В отличие от аналогов данный способ изготовления подшипника скольжения обеспечивает наличие самосмазывающегося наполнителя только в рабочем слое, в результате чего возрастает износостойкость, ударная прочность, абразивостойкость и надежность посадки в корпусе изделия. Способ позволяет обеспечить равномерность распределения самосмазывающегося наполнителя в рабочем слое, создавать узлы с заданными свойствами, сократить расход дефицитного наполнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2194888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| САМОСМАЗЫВАЮЩИЙСЯ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2222721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2215654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2492368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1997 |
|
RU2123624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2208722C2 |




Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения. В способе изготовления подшипника скольжения методом намотки на оправку непрерывной ленты с пропиткой ее полимерным связующим, получением наружного прочностного слоя и формированием внутреннего антифрикционного слоя путем образования карманов с самосмазывающимся наполнителем в наружном прочностном слое и последующим отверждением намотку наружного прочностного слоя осуществляют перед формированием внутреннего антифрикционного слоя, причем формирование внутреннего антифрикционного слоя осуществляют путем введения самосмазывающегося наполнителя под давлением через каналы в оправке. Способ позволяет повысить долговечность изготавливаемых подшипников скольжения. 2 з.п. ф-лы, 5 ил.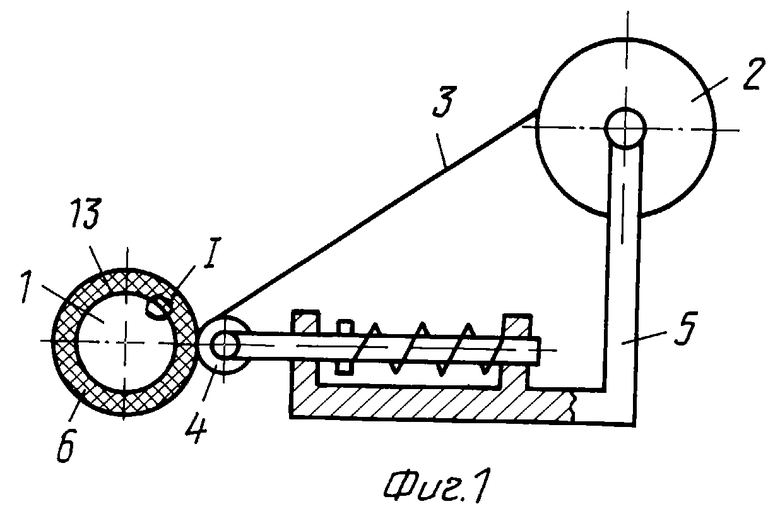
| Тренажер | 1986 |
|
SU1454385A1 |
| US 3802756 A, 09.04.1974 | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Вкладыш подшипника скольжения | 1990 |
|
SU1709136A1 |
