Предлагаемое изобретение относится к области машиностроения, в частности к металлообработке, и может быть использовано при изготовлении металлических изделий с повышенной износостойкостью поверхности.
Наиболее близким к заявляемому устройству является устройство для упрочнения поверхности металлических изделий, включающее: рабочую камеру с крышкой с выполненным, ней отверстием для закрепления обрабатываемой детали и заполненную металлической дробью и легирующим веществом, ультразвуковой генератор, магнитострикционный преобразователь и ступенчатый концентратор [патент РФ №2287020 - прототип].
Недостатком устройства является то, что оно не позволяет получить равномерное упрочнение по всей рабочей поверхности обрабатываемой детали, а следовательно, и равномерную износостойкость. Так как деталь в рабочей камере размещается по вертикальной оси, то при таком ее расположении в рабочей камере степень покрытия дробью боковых поверхностей будет меньше, чем торцевых.
Также недостатком устройства является недостаточная надежность за счет использования в устройстве ступенчатого концентратора, который представляет собой металлический стержень переменного сечения, при этом соединение одного сечения с другим является местом концентрации напряжения и, как следствие, источником возникновения трещин.
Технической задачей заявляемого изобретения является повышение эффективности и надежности работы устройства за счет конструктивного исполнения, направленного на повышение равномерности упрочнения по всей поверхности обрабатываемой детали.
Техническая задача решается тем, что в устройстве для упрочнения металлических изделий, содержащем ультразвуковой генератор, магнитострикционный преобразователь, концентратор, рабочую камеру с крышкой, заполненную дробью и легирующим веществом, рабочая камера выполнена в виде чаши, в горизонтальном сечении имеющей форму овала, в верхней части рабочей камеры выполнены диаметрально противоположные отверстия с размещенными в них подшипниками скольжения для закрепления и вращения внутри рабочей камеры обрабатываемого изделия, а концентратор выполнен в виде усеченного конуса, при этом вращение обрабатываемого изделия внутри рабочей камеры осуществляется с помощью электродвигателя, причем скорость вращения обрабатываемой детали:
где τобр - продолжительность процесса обработки; kт=8 - безразмерный коэффициент, определенный опытным путем, который учитывает требуемую скорость поворота детали, при которой происходит полное покрытие дробью и легирующим веществом сегмента детали, равного 1/8 (45°) части детали.
Горизонтальное расположение обрабатываемой детали в рабочей камере на заданном расстоянии L и ее вращение в процессе обработки с заданной скоростью вращения обеспечивают равномерное покрытие дробью и легирующим веществом всей площади обрабатываемой поверхности, обеспечивая равномерное упрочнение, а следовательно, и износостойкость поверхности детали.
Кроме этого, использование в устройстве концентратора, выполненного в виде металлического усеченного конуса, позволяет избежать сосредоточения точек концентрации напряжения, а следовательно, возникновения трещин, что способствует повышению надежности работы устройства.
Таким образом, новым техническим результатом заявляемого изобретения является конструктивное исполнение устройства с горизонтальным расположением обрабатываемой детали внутри рабочей камеры с возможностью ее вращения в процессе обработки, что позволяет обеспечить по сравнению с прототипом равномерное упрочнение всей поверхности обрабатываемой детали, а следовательно, повышает эффективность работы устройства, а использование в устройстве конического концентратора позволяет избежать точек концентрации напряжения в металле, приводящих к возникновении трещин, что способствует повышению надежности работы устройства.
Заявляемое изобретение поясняется графическим материалом:
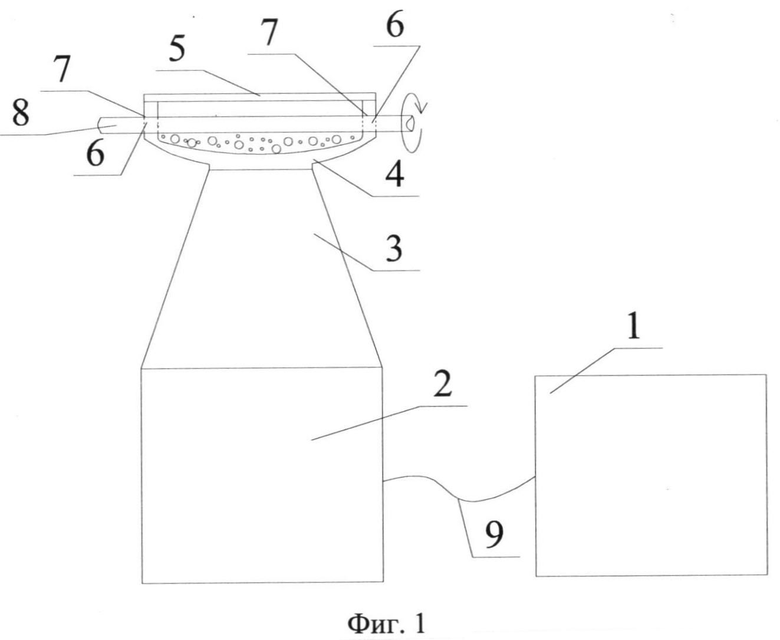
- на фиг.1 схематично представлено устройство для обработки поверхности металлических изделий;
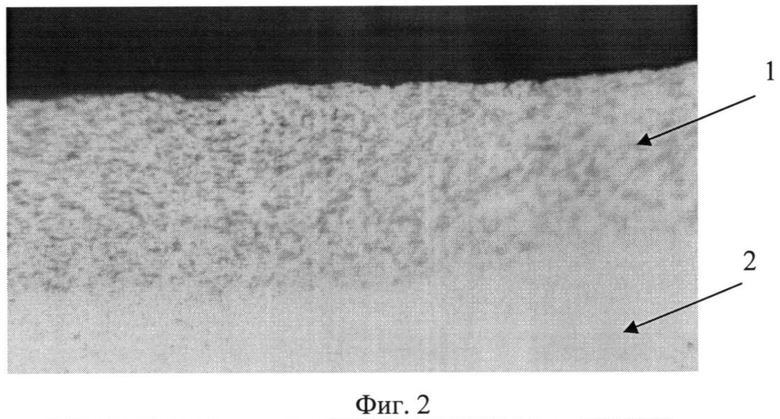
- на фиг.2 представлена фотография модифицированного слоя, получаемого в результате деформирования и упрочнения поверхности детали;
- на фиг.3 представлен образец в процессе испытания.
Устройство для обработки поверхности металлических изделий содержит ультразвуковой генератор 1, предназначенный для преобразования физических характеристик переменного тока (частота), соединенный с магнитострикционным преобразователем 2, в котором происходит преобразование электромагнитных колебаний в ультразвуковые, на котором жестко смонтирован концентратор 3, выполненный из металла в виде усеченного конуса и предназначенный для изменения амплитуды ультразвуковых колебаний. На коническом концентраторе 3 установлена и жестко закреплена рабочая камера 4, снабженная крышкой 5, заполненная дробью и легирующим веществом. Рабочая камера 4 выполнена в виде металлической чаши, имеющей форму овала в горизонтальном сечении. В верхней части рабочей камеры 4 выполнены диаметрально расположенные отверстия 6, в которых размещены подшипники скольжения 7 для закрепления и вращения обрабатываемой детали 8 внутри рабочей камеры. Отверстия 6 в рабочей камере выполнены на расстоянии L от низа рабочей камеры, определяемом расчетным путем исходя из математической зависимости:

где χ=0,6 - безразмерный коэффициент, учитывающий взаимодействие дроби между собой; 
В процессе обработки осуществляется вращение обрабатываемой детали, при этом скорость вращения определяется с помощью математического выражения:

где τобр - продолжительность процесса обработки; kт=8 - безразмерный коэффициент, определенный опытным путем, который учитывает требуемую скорость поворота детали, при которой происходит полное покрытие дробью и легирующим веществом сегмента детали, равного 1/8 (45°) части детали.
Вращение обрабатываемой детали осуществляется от электродвигателя.
Устройство работает следующим образом.
В рабочую камеру 4 помещают дробь и легирующее вещество, вставляют в технологические отверстия 6 рабочей камеры обрабатываемую деталь 8 и закрывают рабочую камеру крышкой 5. При включении устройства ультразвуковые колебания от магнитострикционного преобразователя 2 передаются в конический концентратор 3, проходя через который изменяют свою амплитуду колебаний за счет переменного сечения конического концентратора. Механические колебания посредством конического концентратора 3 передаются на стенки камеры 4, дробь и легирующее вещество приходят в движение до соударения с обрабатываемой деталью 7. Для равномерной обработки поверхности детали дробью и легирующим веществом всей поверхности обрабатываемой детали 8 в процессе обработки осуществляют ее вращение от электродвигателя.
Пример конкретного исполнения
Для проверки заявляемого устройства был изготовлен опытный образец из стали марки 40X, представляющий собой металлический диск диаметром 51 мм и толщиной 12 мм, который подвергался обработке.
Процесс обработки осуществлялся при следующих режимах: частота ультразвукового поля - 22 кГц, общая масса дроби 20 г, общая масса легирующего вещества 4 г, расстояние L=5 мм, скорость вращения детали - 4 град/сек, продолжительность процесса обработки 90 сек.
Расстояние L было определено следующим образом:

Скорость вращения детали в процессе обработки была определена следующим образом:

Испытания на износостойкость проводили при следующих режимах: скорости вращения детали 750 об/мин, нагрузке в процессе испытания 200 Н и продолжительности испытания 150 мин. Количество повторений испытаний было принято 5 согласно критерию Стьюдента.
Результаты испытаний на износостойкость представлены в таблице.
Из анализа результатов испытаний на износостойкость обработанных поверхностей видно, что предлагаемое устройство в сравнении с устройством по прототипу позволяет повысить износостойкость обрабатываемых поверхностей в среднем на 15% за счет более равномерного упрочения обрабатываемой поверхности детали по всей длине и за счет горизонтального размещения детали внутри рабочей камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2287020C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| Способ упрочнения поверхности металлических изделий | 1991 |
|
SU1765207A1 |
| Способ поверхностного упрочнения деталей дробью | 1983 |
|
SU1174232A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "МАХОВИК" | 1997 |
|
RU2137588C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "ТОРМОЗНОЙ ДИСК" | 1997 |
|
RU2137589C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "КРЕСТОВИНА" | 1997 |
|
RU2139785C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "ШЕСТЕРНЯ" | 1997 |
|
RU2137583C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "ШАРОВАЯ ОПОРА" | 1997 |
|
RU2137584C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ "РАСПРЕДВАЛ" | 1997 |
|
RU2137585C1 |
Изобретение относится к области машиностроения, в частности к металлообработке, и может быть использовано при изготовлении металлических изделий с повышенной износостойкостью поверхности. Для повышения эффективности и надежности работы устройство включает ультразвуковой генератор, предназначенный для преобразования физических характеристик переменного тока - частоты, соединенный с магнитострикционным преобразователем, в котором происходит преобразование электромагнитных колебаний в ультразвуковые, на котором жестко смонтирован концентратор, выполненный из металла в виде усеченного конуса и предназначенный для изменения амплитуды ультразвуковых колебаний. На коническом концентраторе установлена и жестко закреплена рабочая камера, снабженная крышкой, заполненная дробью и легирующим веществом. Рабочая камера выполнена в виде металлической чаши, имеющей форму овала в горизонтальном сечении. В верхней части рабочей камеры выполнены диаметрально расположенные отверстия, в которых размещены подшипники скольжения для закрепления и вращения обрабатываемой детали внутри рабочей камеры. Отверстия в рабочей камере выполнены на расстоянии от низа рабочей камеры, определяемом расчетным путем. Вращение обрабатываемой детали осуществляется от электродвигателя. 1 з.п. ф-лы, 3 ил., 1 табл.
1. Устройство для упрочнения поверхности металлических изделий, содержащее ультразвуковой генератор, магнитострикционный преобразователь, концентратор, рабочую камеру с крышкой, заполненную дробью и легирующим веществом, отличающееся тем, что рабочая камера выполнена в виде чаши, в горизонтальном сечении имеющей форму овала, причем в верхней части рабочей камеры выполнены диаметрально расположенные отверстия с размещенными в них подшипниками скольжения для закрепления и вращения внутри рабочей камеры обрабатываемого изделия, которое осуществляется с помощью электродвигателя, при этом используется концентратор, выполненный в виде усеченного конуса.
2.Устройство по п. 1, отличающееся тем, что вращение обрабатываемой детали осуществляется со скоростью ϖ,

где τобр - продолжительность процесса обработки; kт=8 - безразмерный коэффициент, учитывающий требуемую скорость поворота детали, при которой происходит полное покрытие дробью и легирующим веществом сегмента детали, равного 1/8 (45°) части детали.
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2287020C1 |
| Ультразвуковое устройство для упрочнения деталей | 1985 |
|
SU1252145A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ СТАЛЬНЫМИ ШАРИКАМИ | 2000 |
|
RU2191101C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2197541C1 |

