Изобретение относится к оборудованию для переработки термопластичных материалов, а именно к оборудованию для фаз гомогенизации и прессования.
Экструдер может быть использован при производстве на указанных фазах взрывчатых веществ любых типов.
Известным устройством, применяемым для целей гомогенизации и прессования порохов и топлив, являются шнек-пресс, конструкция и принцип работы которого изложены в книге Л.А. Смирнова «Оборудование для производства баллиститных порохов по шнековой технологии и зарядов из них», Москва, 1992 г., с.72 и 114-117.
Он состоит из стального корпуса с запрессованной в него динамически ослабленной бронзовой втулкой, в которой вращается шнек-винт. На выходе к корпусу крепится формующая решетка, если шнек-пресс используется как гомогенизатор.
Недостатком аналога является то, что в шнек-прессе в замкнутом состоянии находится объем пороха, обладающий большим разрушительным потенциалом и опасностью для людей, а также динамически ослабленная втулка, призванная исключить взрыв, будучи сложной конструктивно, весьма затратив при изготовлении. При этом ее расчетные и прочностные характеристики не проверяются натурными испытаниями.
Наиболее близким аналогом-прототипом заявленного устройства является «Экструдер для переработки баллиститных порохов и топлив» по патенту RU №2451003.
Экструдер выполнен в виде двух размещенных в открытом корпусе зубчатых роторов, установленных на параллельных валах с зазором, исключающим контакт в зубчатом зацеплении.
Недостатком прототипа является то, что при высоком давлении в прессующей зоне пороховая масса по зазору в зубчатом зацеплении перетекает частично в зону загрузки, создавая обратный поток, тем самым понижая давление в прессующей зоне до уровня, недостаточного для процесса гомогенизации и прессования.
Задача, на решение которой направлено заявляемое изобретение, состоит в усовершенствовании конструкции роторов, позволяющем ограничить обратный поток пороховой массы через зазор в их зубчатом зацеплении.
Технический результат, получаемый в результате реализации изобретения, состоит в обеспечении в прессующей зоне стабильного давления, необходимого для проведения процесса гомогенизации и прессования пороховой массы.
Для достижения указанного технического результата предлагается использовать экструдер для переработки термопластичных материалов, состоящий из корпуса, формующего инструмента, рамы, привода и рабочего органа в виде двух зубчатых роторов, установленных с зазором. Вдоль впадин зубьев роторов нарезаны канавки прямоугольного сечения, а вершина зуба выполнена с уступом в виде уголка, одна из сторон которого расположена в плоскости симметрии зуба.
Сущность предлагаемого экструдера поясняется фигурами.
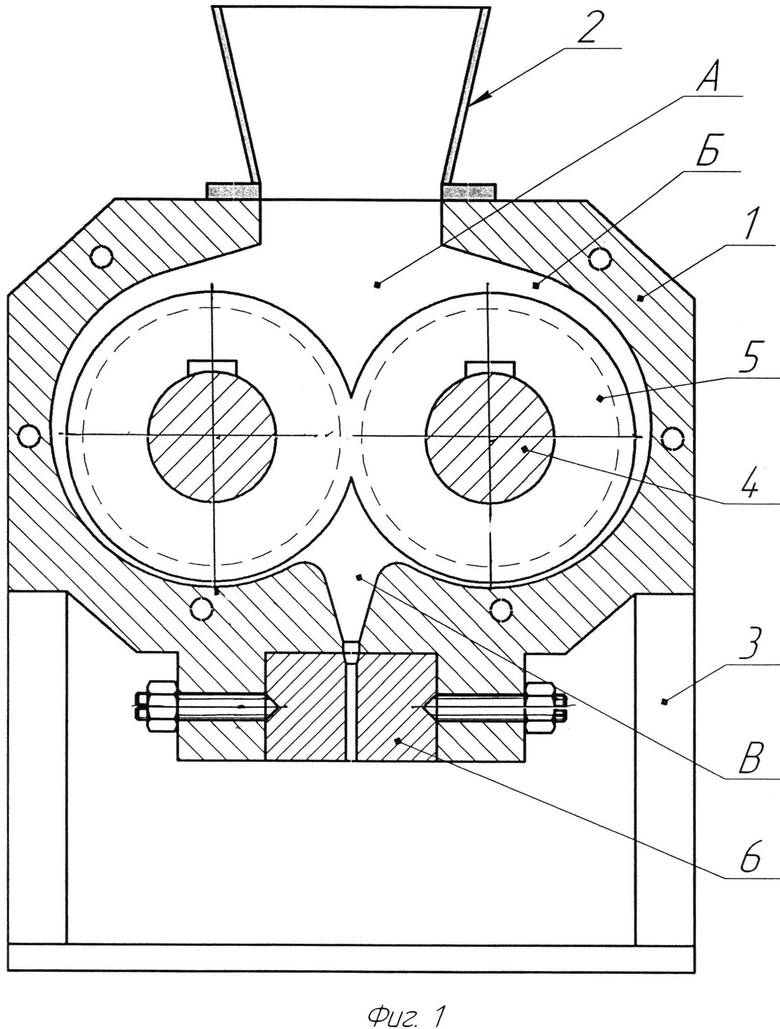
На фиг.1 показан поперечный разрез экструдера, где корпус 1, с закрепленным на нем бункером 2, установлен на раме 3. Внутри корпуса на параллельных валах 4 расположен рабочий орган экструдера в виде двух зубчатых роторов 5. Снизу к корпусу крепится сменный формующий инструмент 6.
Полость А - загрузочная зона;
полость Б - каналы пластической деформации;
полость В - прессующая зона.
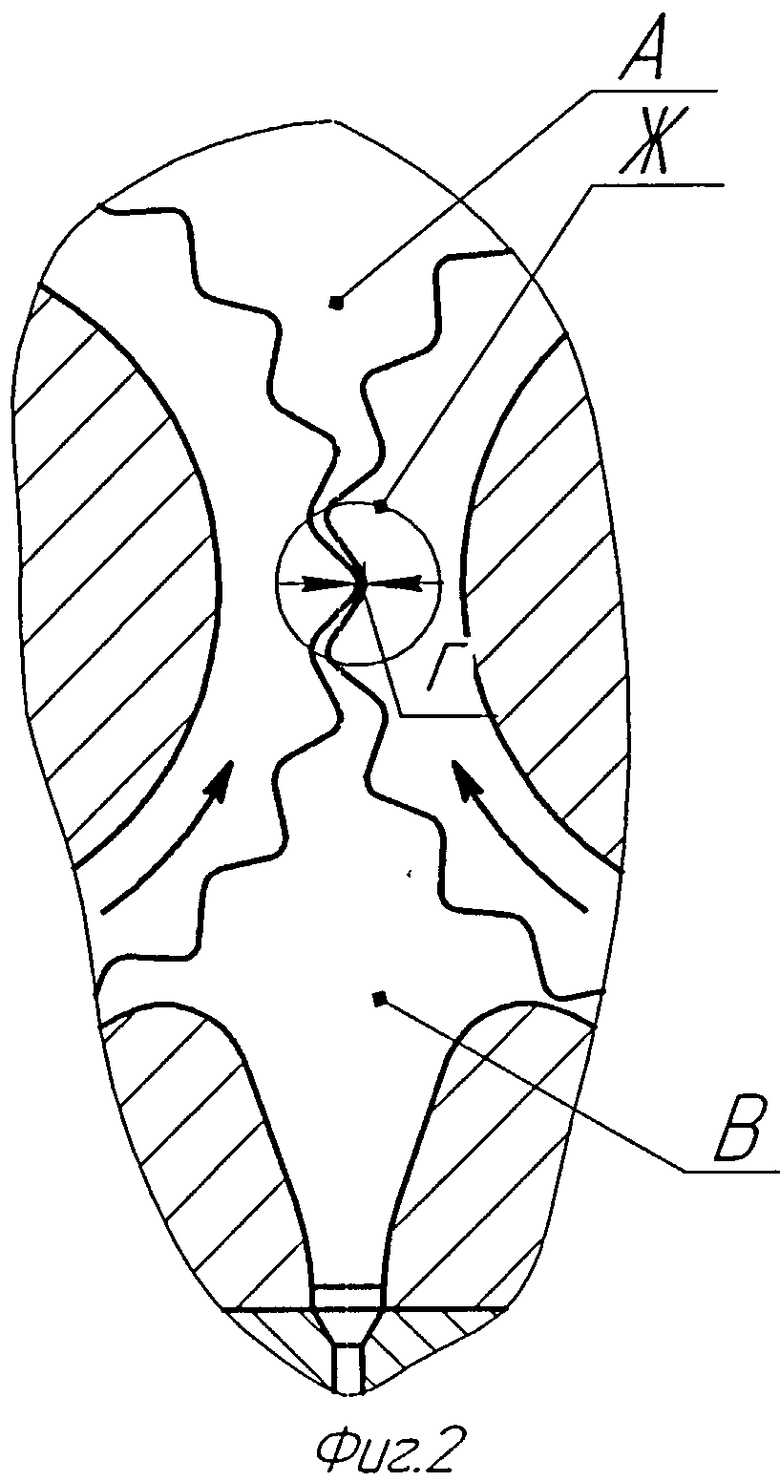
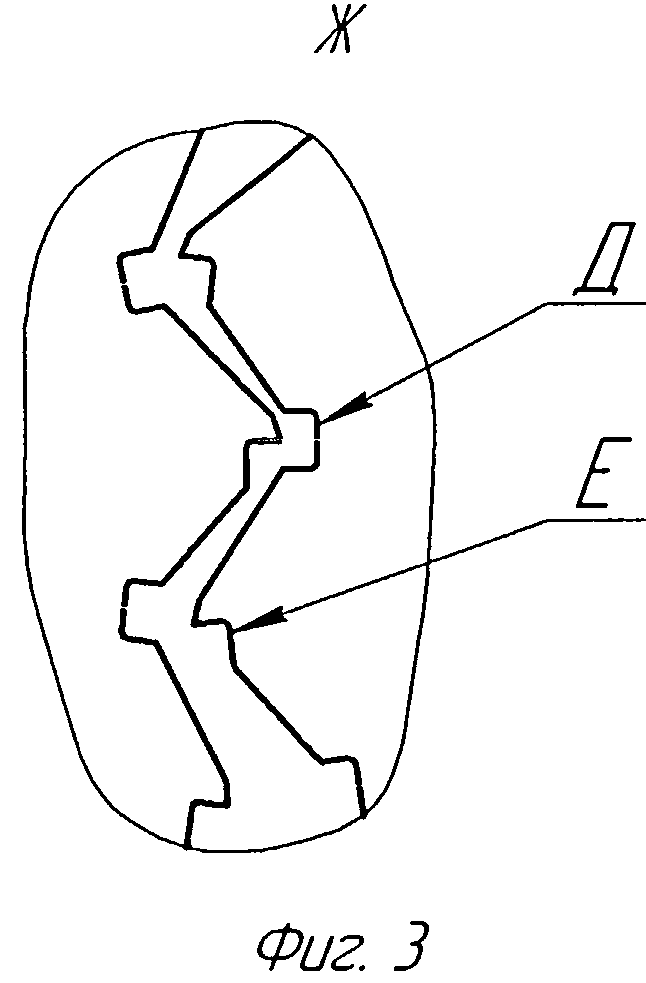
На фиг.2 показано зубчатое зацепление роторов с зазором Г между ними; на фиг.3 - конструктивное решение зубчатого зацепления, где Д - канавка во впадине зуба, Е - уступ при вершине зуба. Экструдер работает следующим образом.
Пороховая масса в виде гранул, разогретая до требуемой температуры, поступает в бункер 2 (фиг.1) и из него самотеком в загрузочную зону А корпуса 1, где гранулы заполняют впадины зубьев роторов 5. Вращающиеся роторы захватывают гранулы, увлекают их в криволинейные клиновые каналы Б, где происходит сжатие гранул и их пластическая деформация. При дальнейшем вращении пороховая масса попадает в прессующую зону В, расположенную между началом зубчатого зацепления роторов 5 и формующим инструментом 6, где создается давление для обеспечения полной ее гомогенизации. Под действием давлений масса течет по каналам формующего инструмента 6, но одновременно и в виде обратного потока по зазору Г (фиг.2) в зубчатом зацеплении в загрузочную зону.
Прямоугольные канавки Д (фиг.3) во впадинах зубьев и уступы Е при их вершинах создают сопротивление течению обратного потока. В них пороховая масса задерживается с постепенным обновлением, повышая силу трения, т.к. коэффициент трения пороха по металлу не превышает 2, а коэффициент трения пороха по пороху достигает значений около 12. Таким образом, уменьшение обратного потока по зазору в зацеплении способствует обеспечению в прессующей зоне стабильного давления, необходимого для проведения процесса гомогенизации и прессования пороховой массы, а следовательно, более устойчивой работе экструдера с расчетной производительностью.
Конструктивное решение зубчатого зацепления обеспечит повышенный уровень безопасности в производстве термопластичных веществ на фазах гомогенизации и прессования.
В настоящие время данное техническое предложение проверяется в условиях опытного цеха ОАО «НИИПМ».
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ БАЛЛИСТИТНЫХ ПОРОХОВ И ТОПЛИВ | 2010 |
|
RU2451003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОХОВ И ТОПЛИВ БАЛЛИСТИТНОГО ТИПА | 2011 |
|
RU2458896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛИСТИТНОГО ПОРОХА НЕПРЕРЫВНЫМ МЕТОДОМ | 2010 |
|
RU2442765C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ БАЛЛИСТИТНОГО ПОРОХА | 2010 |
|
RU2434831C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ | 2000 |
|
RU2210728C2 |
| СПОСОБ ПОЛУЧЕНИЯ БАЛЛИСТИТНОГО АРТИЛЛЕРИЙСКОГО ПОРОХА | 2003 |
|
RU2254311C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ПЕРЕРАБОТКИ ПОРОХОВОЙ МАССЫ БАЛЛИСТИТНОГО ТИПА | 2004 |
|
RU2273626C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСВОДНЫХ ПОРОХОВЫХ ТРУБОК | 2010 |
|
RU2451002C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ТРУБЧАТЫХ ПОРОХОВ (ВАРИАНТЫ) | 1995 |
|
RU2102364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2010 |
|
RU2442764C1 |
Изобретение относится к оборудованию для переработки термопластичных материалов и может быть использовано на фазе гомогенизации пороховой массы и прессования изделий. Техническим результатом заявленного изобретения является уменьшение обратного потока пороховой массы через зазор в зубчатом зацеплении роторов, обеспечение стабильного давления в прессующей зоне экструдера и повышение устойчивости его работы с расчетной производительностью. Технический результат достигается в экструдере для переработки термопластичных материалов, который включает корпус, формующий инструмент, раму, привод и рабочий орган в виде двух зубчатых роторов, установленных с зазором. Причем вдоль впадин зубьев роторов нарезаны канавки прямоугольного сечения, а вершина зуба выполнена с уступом в виде уголка, одна из сторон которого расположена в плоскости симметрии зуба. 3 ил.
Экструдер для переработки термопластичных материалов, включающий корпус, формующий инструмент, раму, привод и рабочий орган в виде двух зубчатых роторов, установленных с зазором, отличающийся тем, что вдоль впадин зубьев роторов нарезаны канавки прямоугольного сечения, а вершина зуба выполнена с уступом в виде уголка, одна из сторон которого расположена в плоскости симметрии зуба.
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ БАЛЛИСТИТНЫХ ПОРОХОВ И ТОПЛИВ | 2010 |
|
RU2451003C1 |
| US 6623673 B1, 23.09.2003 | |||
| WO 2001078967 A1, 25.10.2001 | |||
| Устройство для моделирования петли гистерезиса | 1988 |
|
SU1550542A1 |
| Сырьевая смесь для производства легкого заполнителя | 1976 |
|
SU558888A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИЛ1ЕРНЫХМАТЕРИАЛОВ | 0 |
|
SU288993A1 |

