Изобретение относится к оборудованию для производства баллиститных пороков и топлив, а именно к оборудованию для фаз гомогенизации пороховой массы и прессования зарядов.
Экструдер может быть использован при производстве на указанных фазах баллиститных порохов и топлив любых типов, включая высоконаполненных мощными ВВ (типа октогена, гексогена) и катализаторами горения.
Известным устройством, применяемым для целей гомогенизации порохов и топлив, являются вальцы, сущность которых изложена в книге Л.А.Смирнова «Оборудование для производства баллиститных порохов по шнековой технологии и зарядов из них», М., 1997 г., с.95-107.
Вальцы имеют два чугунных полых валка диаметром 550 мм и длиной 1400-1450 мм, расположенных в горизонтальной плоскости. Недостатками использования вальцев для переработки выше охарактеризованных порохов и топлив являются высокие сдвиговые напряжения, возникающие в составах, ведущие к их разогреву и, как следствие, термическому разложению, деструкции нитратов целлюлозы, уменьшению физико-механической прочности. Часто это сопровождается загораниями с потерей 40-50 кг дорогостоящего топлива, возникновением серьезной опасности для обслуживающего персонала и выводу из строя оборудования.
Наиболее близким аналогом-прототипом предлагаемого изобретения является шнек-пресс, конструкция и принцип работы которого изложены в вышеупомянутой книге Л.А.Смирнова на с.72 и 114-117. Он состоит из стального корпуса с запрессованной в него динамически ослабленной бронзовой втулкой, в которой вращается шнек-винт. На выходе к корпусу крепится формующая решетка, если шнек-пресс используется как гомогенизатор. Процесс течения пороховой массы условно разбит на четыре технологические зоны по длине шнек-винта: загрузки, пластической деформации пороховой массы, гомогенизации и прессования.
Недостатком прототипа является то, что в шнек-прессе в замкнутом состоянии находится объем пороха, обладающий большим разрушительным потенциалом и опасностью для работающих людей, а также динамически ослабленная втулка, призванная исключить взрыв, будучи сложной конструктивно, весьма затратна в изготовлении, при этом прочностные расчетные характеристики ее не проверяются натурными испытаниями. Поток массы, сходящий с винта, имеет неравномерную эпюру скоростей с пульсирующим характером, что в некоторых случаях затрудняет создание безопасного непрерывного процесса.
Задачей, на решение которой направлено заявляемое изобретение, является разработка устройства, способного выполнять операцию гомогенизации гранулированной пороховой массы при температуре ее пластической деформации, обеспечивать давление для формования экструдата заданной геометрической формы с повышенным уровнем безопасности всего процесса.
Технический результат изобретения состоит в разработке конструкции экструдера, обеспечивающего переработку баллиститных порохов и топлив любых типов, включая высоконаполненных мощными ВВ (типа октогена, гексогена) и катализаторами горения.
Для достижения заявленного результата предлагается экструдер выполнить по принципу шестеренного насоса. Рабочий орган предлагается выполнить в виде двух размещенных в открытом корпусе роторов, установленных на параллельные валы с зазором, исключающим контакт в зубчатом зацеплении. Между внутренними боковыми поверхностями корпуса и наружными цилиндрическими поверхностями роторов выполнены криволинейные клиновые зазоры, уменьшающиеся в направлении вращения роторов. По торцам корпус закрыт крышками, стянутыми через его посредство динамически ослабленными шпильками. За пределами корпуса на параллельные валы установлена зубчатая пара. Одно из колес пары является ведущим, закрепленном на валу, соединенным с приводом. Пара обеспечивает синхронность вращения роторов. В нижней части корпуса крепится формующий инструмент.
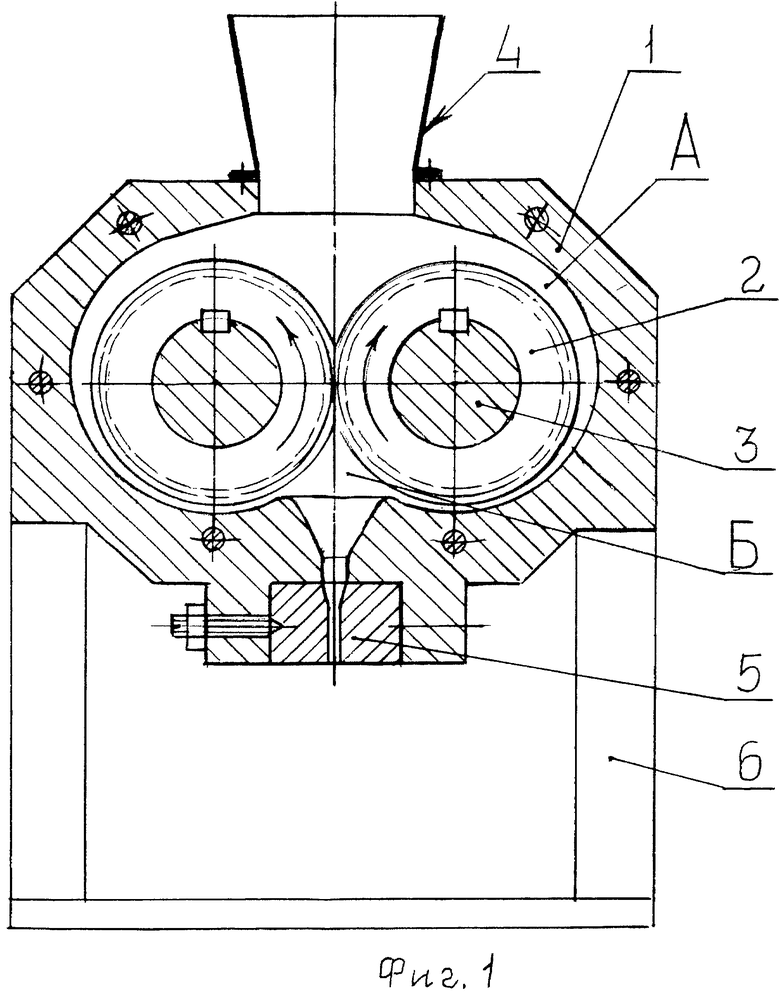
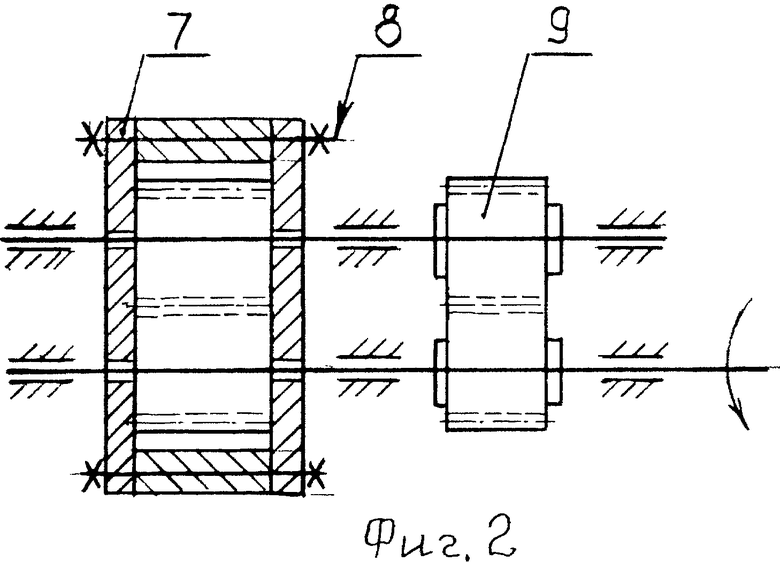
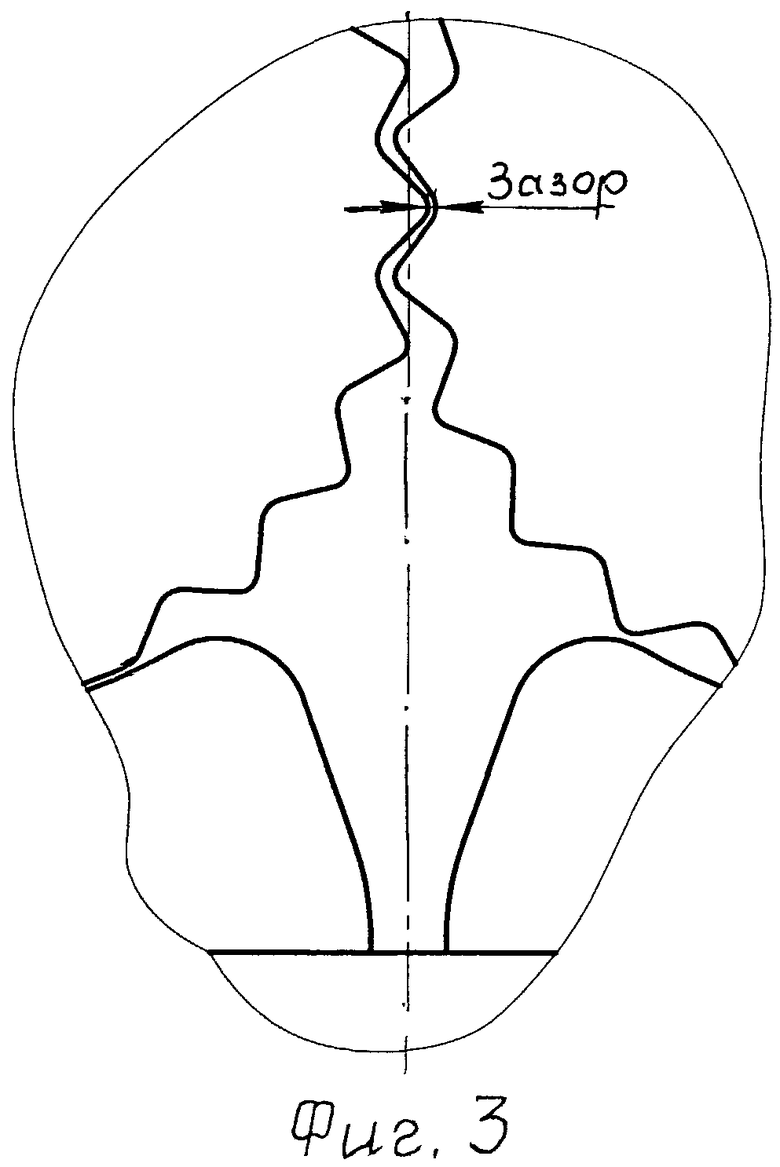
Сущность предлагаемого экструдера поясняется чертежами, где на фиг.1 показан поперечный разрез экструдера, на фиг.2 - вид экструдера сверху, на фиг.3 - зубчатое зацепление роторов.
Экструдер включает корпус 1 (фиг.1), два зубчатых ротора 2, установленных на параллельные валы 3. Вверху над корпусом установлен бункер 4, а внизу - сменный формующий инструмент 5. Экструдер закреплен на раме 6. Между роторами 2 и корпусом 1 выполнены криволинейные клиновые зазоры «А», уменьшающиеся в направлении вращения роторов. Корпус 1 по торцам закрыт крышками 7 (фиг.2), стянутыми через его посредство динамически ослабленными шпильками 8. За пределами корпуса на параллельных валах установлена зубчатая пара 9, одно из колес которой является ведущим. На фиг.3 показано зубчатое зацепление роторов.
Устройство работает следующим образом. Порох в виде гранул, разогретый до требуемой температуры, поступает в бункер 4 (фиг.1) и из него самотеком в корпус 1, где гранулы заполняют впадины роторов 2 и начала криволинейных клиновых зазоров «А». Это зона загрузки. Вращающиеся роторы захватывают гранулы и увлекают их в зазоры «А», где происходит сжатие гранул и их пластическая деформация. При дальнейшем вращении пороховая масса попадает в зону «Б» полной гомогенизации, расположенную между началом зубчатого зацепления роторов 2 и формующим инструментом 5. В этой зоне течение потока массы идет последовательно, расширяясь и сужаясь в поперечном сечении с большим объемом сдвиговых деформаций. Заканчивается процесс гомогенизации в формующем инструменте.
По заранее разработанным программам проведены экспериментальные исследовательские работы в ФГУП «НИИПМ» с целью определения безопасных условий и режимов работы экструдера. Выявленные границы значений конструктивных параметров использованы при разработке технической документации. Ведется изготовление экструдера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2531187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОХОВ И ТОПЛИВ БАЛЛИСТИТНОГО ТИПА | 2011 |
|
RU2458896C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ БАЛЛИСТИТНОГО ПОРОХА | 2010 |
|
RU2434831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСВОДНЫХ ПОРОХОВЫХ ТРУБОК | 2010 |
|
RU2451002C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАЛЛИСТИТНОГО АРТИЛЛЕРИЙСКОГО ПОРОХА | 2003 |
|
RU2254311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛИСТИТНОГО ПОРОХА НЕПРЕРЫВНЫМ МЕТОДОМ | 2010 |
|
RU2442765C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ПОРОХОВ И ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2001 |
|
RU2183605C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ПЕРЕРАБОТКИ ПОРОХОВОЙ МАССЫ БАЛЛИСТИТНОГО ТИПА | 2004 |
|
RU2273626C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2007 |
|
RU2333186C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСВОДНЫХ БАЛЛИСТИТНЫХ ПОРОХОВЫХ ТРУБОК | 2010 |
|
RU2451599C1 |
Изобретение относится к оборудованию, предназначенному для переработки баллиститных порохов и топлив и изготовления зарядов из них, и может быть эффективно использовано на фазе гомогенизации пороховой массы и прессования зарядов. Изобретение представляет собой экструдер, рабочий орган которого выполнен в виде двух роторов, размещенных в открытом корпусе на параллельных валах с зазором, исключающим контакт в зубчатом зацеплении между противолежащими поверхностями. Между внутренними боковыми поверхностями корпуса и наружными цилиндрическими поверхностями роторов - криволинейные клиновые зазоры, уменьшающиеся в направлении вращения роторов. По торцам корпус закрыт крышками, стянутыми динамически ослабленными шпильками. Между роторами и приводом размещена зубчатая пара, обеспечивающая синхронность вращения роторов. Экструдер обеспечивает повышенный уровень безопасности в производстве баллиститных порохов и топлив на фазах гомогенизации и прессования. 3 ил.
Экструдер для переработки баллиститных порохов и топлив, включающий корпус, рабочий орган, формующий инструмент, раму и привод, отличающийся тем, что рабочий орган выполнен в виде двух роторов, размещенных в открытом корпусе на параллельных валах с зазором, исключающим контакт в зубчатом зацеплении между противолежащими поверхностями и криволинейными клиновыми зазорами между внутренними боковыми поверхностями корпуса и наружными цилиндрическими поверхностями роторов, уменьшающимися в направлении вращения роторов, при этом корпус по торцам закрыт крышками, стянутыми через его посредство динамически ослабленными шпильками, а за пределами корпуса на параллельных валах установлена зубчатая пара, одно из колес которой является ведущим.
| Двухшнековый экструдер | 1988 |
|
SU1581590A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗАРЯДА БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА В ВИДЕ ТОНКОСВОДНЫХ ТРУБОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338732C1 |
| Смирнов Л.А | |||
| Оборудование для производства баллиститных порохов по шнековой технологии и зарядов из них | |||
| Электрическое сопротивление для нагревательных приборов и нагревательный элемент для этих приборов | 1922 |
|
SU1997A1 |
| ВАЛКОВО-ШЕСТЕРЕННЫЙ ЭКСТРУДЕР | 2004 |
|
RU2274551C1 |
| Установка для переработки пластмасс | 1980 |
|
SU986293A3 |
| CN 201245574 Y, 27.05.2009 | |||
| Устройство для пластификации масс на основе нитроцеллюлозы | 1991 |
|
SU1779683A1 |
| Способ получения сублимированного йода | 1936 |
|
SU47289A1 |
| Устройство для моделирования петли гистерезиса | 1988 |
|
SU1550542A1 |
| Устройство для изготовления листов из полимерных материалов | 1986 |
|
SU1430288A2 |
| Способ автоматического управления технологическим режимом работы одностадийного агрегата мокрого помола | 1982 |
|
SU1080867A1 |
| ЭКСТРУДЕРДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНБ1Х МАТЕРИАЛОВ | 0 |
|
SU246033A1 |

