Изобретение относится к деталям вспомогательной принадлежности, применяемым в оборудовании для экструзионного формования и грануляции пластмасс.
Известна фильера для формования профильных изделий из полимерных композиционных материалов, наклонные стенки фильеры расположены под углом 5-60° к ее оси, образуя подготовительную зону фильеры. Рабочая и подготовительная зоны сопряжены между собой плавной кривой. Кроме того, наклонные стенки подготовительной зоны фильеры сопряжены между собой по радиусу при изготовлении изделий выпукло-вогнутой формы. Длина рабочей зоны фильеры равна 400 - 600 мм. Фильера снабжена секцией доотверждения с индивидуальной системой регулирования температуры. Секция доотверждения примыкает к рабочей зоне фильеры (см. патент RU 2088405, кл. B29C 55/30, опубл. 27.08.1997).
Известна фильера гранулятора пластмасс, содержащая стальной корпус и соединенную с ним рабочую часть, выполненную в виде набора твердосплавных элементов с формующими отверстиями, отличающаяся тем, что твердосплавные элементы снабжены армирующими каркасами из инструментальной стали, которые жестко скреплены с корпусом (см. патент RU 2089390, кл. B29B 9/06, опубл. 10.09.1997).
Известна фильера гранулятора полимерных материалов, содержащая корпус с формующими и калибрующими каналами, при этом калибрующие каналы выполнены в твердосплавных втулках, а рабочая поверхность фильеры выполнена из композиционного сплава (см. патент RU 2146195, кл. B29B 9/06, опубл. 10.03.2000).
Недостатком известных изобретений является то, что пластины с формовочными отверстиями имеют значительную площадь поверхности, препятствующей разделению полимера между формовочными отверстиями, чем оказывают сопротивление продавливанию полимерной массы.
Задачей изобретения является устранение указанного недостатка. Технический результат заключается в устранении в формообразующей пластине поверхности, расположенной перпендикулярно направлению подачи полимера.
Поставленная задача решается, а технический результат достигается тем, что на внутренней стороне фильеры на каждом формовочном отверстии выполнены фаски, которые, пересекаясь между собой, занимают всю внутреннюю поверхность пластины. Предлагаемая конструкция отверстий в формообразующей пластине фильеры позволяет снизить сопротивление пластины продавливанию полимера, уменьшить рабочее давление и увеличить скорость процесса экструзии.
На чертеже представлена предлагаемая формообразующая пластина цилиндрической формы.
Формообразующая пластина фильеры имеет формовочные отверстия 1, расположенные на концентрических окружностях относительно центральной оси, на внутренней стороне пластины каждое формовочное отверстие имеет фаску 2, выполненную под углом α, равным 15…45°. Фаски выполнены таким образом, что, пересекаясь между собой, конические отверстия фасок покрывают всю внутреннюю поверхность пластины. Внутренняя поверхность пластины показана на виде А.
При этом верхнее значение 45о величины угла наклона фаски ограничивает превышение значений нормальной составляющей от сил давления материала значений касательного (тангенциального) трения, а также ограничивает резкое увеличение гидравлического сопротивления фильеры. Нижнее значение 15о угла фаски ограничивает длину подготовительной зоны фильеры.
Формообразующая пластина фильеры работает следующим образом.
Фильера с пластиной устанавливается в экструдер. Расплав полимера, достигая формообразующей пластины, распределяется между отверстиями, разделяясь кромками конических отверстий фасок, под давлением скользит по наклонным плоскостям фасок, переходящих в цилиндрические отверстия формующих каналов, через которые продавливается, приобретая форму отверстий. Применение формообразующей пластины фильеры позволяет снизить затраты энергии на формование и увеличить скорость протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬЕРА ДЛЯ ФОРМОВАНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2088405C1 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПЛАСТМАСС | 2006 |
|
RU2313454C1 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПЛАСТМАСС | 1992 |
|
RU2089390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОЙ СТРУКТУРЫ НА НОСИТЕЛЕ | 2003 |
|
RU2320481C2 |
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ СМЕСЕЙ | 1994 |
|
RU2082557C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТИНОК | 2003 |
|
RU2301740C2 |
| Способ изготовления гранул из пластичного материала и гранулятор шнекового пресса | 1980 |
|
SU876456A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146195C1 |
Изобретение относится к деталям вспомогательной принадлежности, применяемым в оборудовании для экструзионного формования и грануляции пластмасс, в частности к формообразующей пластине фильеры цилиндрической формы. Формообразующая пластина имеет формовочные отверстия, расположенные на концентрических окружностях вокруг центральной оси. На внутренней стороне пластины каждое формовочное отверстие имеет фаску, выполненную под углом 15-45° таким образом, что, пересекаясь между собой, конические отверстия фасок покрывают всю внутреннюю поверхность пластины. Изобретение позволяет снизить затраты энергии на формование и увеличить скорость протяжки за счет снижения сопротивления пластины продавливанию полимера. 1 ил.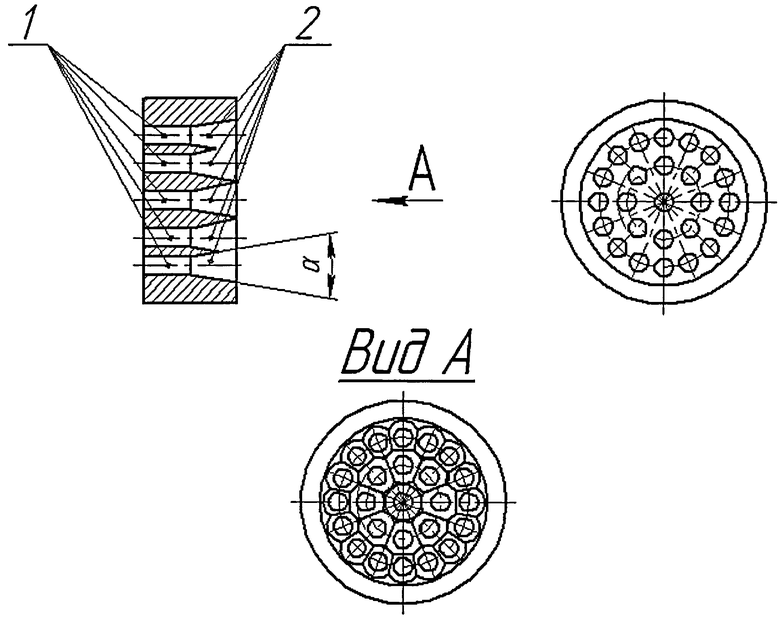
Формообразующая пластина фильеры цилиндрической формы, имеющая формовочные отверстия, расположенные на концентрических окружностях вокруг центральной оси, отличающаяся тем, что на внутренней стороне пластины каждое формовочное отверстие имеет фаску, выполненную под углом 15-45° таким образом, что, пересекаясь между собой, конические отверстия фасок покрывают всю внутреннюю поверхность пластины.

