Изобретение относится к обработке металлов давлением, а именно к устройствам для резки проката круглого сечения на мерные заготовки.
Известен штамп для резки пруткового материала на заготовки, содержащий нижнюю неподвижную и верхнюю подвижную плиты с размещенными на них корпусами, а также ножедержатели с втулочными ножами, установленными в соответствующих корпусах (Мещерин В.Т. Листовая штамповка. Атлас схем. - М.: Машиностроение, 1975, с.55, фиг.85).
Недостатками известного штампа являются неравномерность зажима заготовки по периметру, а также неудовлетворительное качество получаемых заготовок.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для резки прутков круглого сечения, содержащее два втулочных ножа, расположенных в корпусе (А.С. СССР №236952. Устройство для резки прутка / В.А. Ли. Заявка №1193525/25-27/ Опубл. 03.11.1969. Бюл. №7).
Устройства, использующие неполную закрытую резку с пассивным прижимом, не получили широкого распространения в машиностроении. Высокие удельные усилия, возникающие в очаге деформации, при отсутствии активного поперечного прижима приводят к недопустимому искажению формы отрезаемой заготовки (значительная утяжка заготовки в месте контакта с ножами, недопустимое искажение торцов в плоскости разделения прутка и др.).
Задачей предлагаемого изобретения является устранение указанного недостатка, а именно повышение качества отрезаемых заготовок.
Поставленная задача достигается тем, что в устройстве для резки прутков круглого сечения, содержащем два втулочных ножа, расположенных в корпусе, согласно изобретению каждый втулочный нож закреплен во вращающейся под действием привода втулке эксцентрично оси вращения их вращения с величиной эксцентриситета е, равной не менее половины диаметра разрезаемого прутка, при этом каждая втулка выполнена в виде шестерни и снабжена зубчатым приводом, обеспечивающим втулкам встречное вращение.
Выполнение каждого втулочного ножа закрепленным во вращающейся под действием привода втулке эксцентрично оси вращения их вращения с величиной эксцентриситета е, равной не менее половины диаметра разрезаемого прутка, выполнение каждой втулки в виде шестерни и снабжение каждой втулки зубчатым приводом, обеспечивающим втулкам встречное вращение, позволяет осуществить процесс резки за счет одновременного сдвига прутка и отрезаемой от него заготовки в диаметрально противоположных направлениях под действием двухсторонне приложенных активных поперечных сил, которые позволят исключить неуправляемое распространение скалывающей трещины в плоскости разделения прутка и тем самым способствовать предотвращению искажения формы заготовки в плоскости реза и повышению ее качества. Установка ножей с величиной эксцентриситета е, равной не менее половины диаметра разрезаемого прутка, позволит разделить пруток за полоборота каждой из втулок с практически оптимальным технологическим усилием и рабочим ходом зубчатых реек. Установка ножей с эксцентриситетом менее половины диаметра разрезаемого прутка приведет к увеличению рабочего хода ползуна, а с эксцентриситетом больше половины диаметра потребуется приложение большего технологического усилия для отрезки заготовки, что будет способствовать увеличению интенсивности износа ножей.
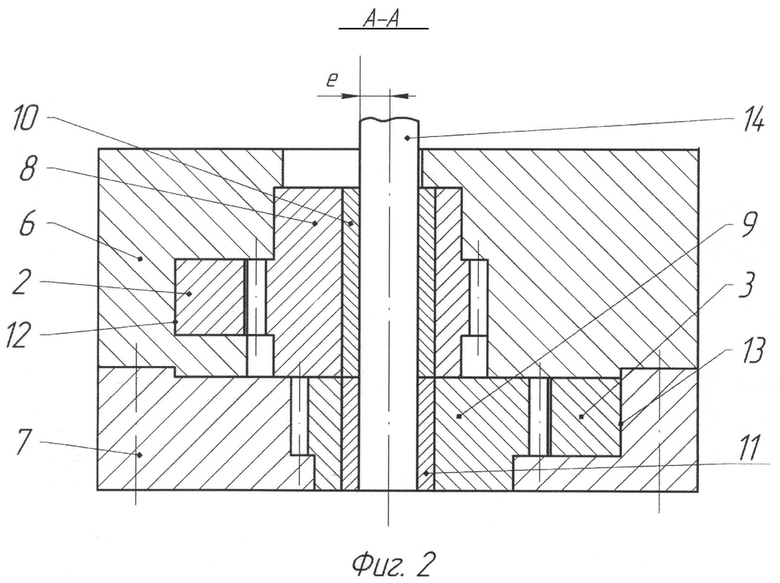
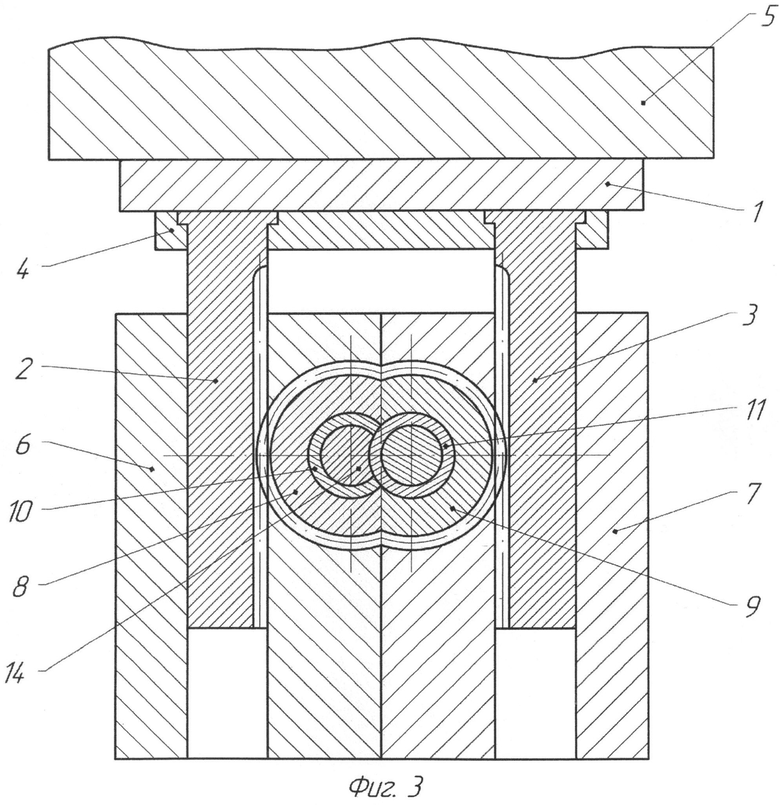
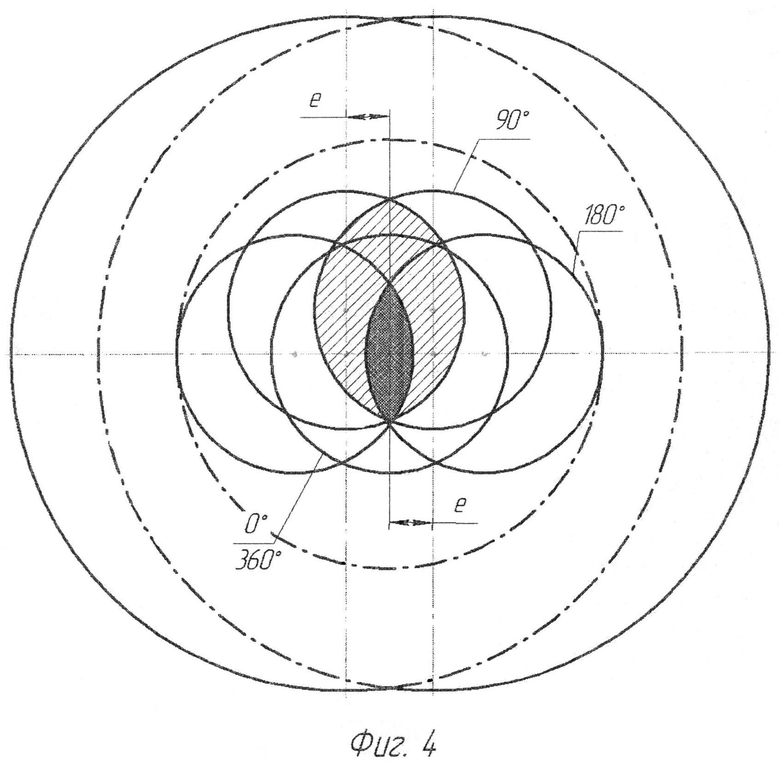
Сущность изобретения поясняется чертежами, где на фиг.1 показано устройство для резки прутков круглого сечения в исходном положении, на фиг.2 сечение А-А фиг.1, на фиг.3 устройство в конце рабочего хода, на фиг.4 положения прутка и отрезаемой заготовки в процессе отрезки.
Устройство для резки прутков содержит верхнюю плиту 1 со смонтированными на ней зубчатыми рейками 2, 3 посредством планки 4, закрепленную на ползуне 5 пресса, корпус, состоящий из двух половин 6, 7 (фиг.2), собранных в одно целое. В каждой из половин корпуса размещены втулки 8 и 9, выполненные в виде шестерен, в которых с эксцентриситетом е, равным, как минимум, половине диаметра разрезаемого прутка, относительно оси их вращения смонтированы втулочные ножи 10 и 11. Шестерни 8 и 9 находятся в зацеплении с зубчатыми рейками 2 и 3, смонтированными в направляющих пазах 12 и 13, выполненных в составных частях 6 и 7 корпуса. 14 - разделяемый пруток.
Устройство для резки прутков работает следующим образом. При крайнем верхнем положении ползуна 5 пресса в совмещенные относительно друг друга отверстия втулочных ножей 10 и 11 (фиг.2), размещенных во втулках 8, 9, выполненных в виде шестерен, подается пруток 14 до упора (на фиг. условно не показан). Затем включается пресс. Ползун 5 с верхней плитой 1 и смонтированными на ней зубчатыми рейками 2, 3 посредством планки 4 начинает перемещаться вниз (фиг.1). Зубчатые рейки 2, 3, перемещаясь соответственно в направляющих пазах 12 и 13, вращают навстречу друг другу ножи 10 и 11 (фиг.2). Благодаря тому, что отверстия, в которых установлены втулочные ножи 10 и 11, выполнены с эксцентриситетом е относительно осей вращения втулок 8 и 9, каждая из которых размещена соответственно в своих половинах 6 и 7 составного корпуса, происходит одновременный сдвиг в диаметрально противоположные стороны прутка 14 и отрезаемой от него заготовки до окончательного ее отделения (фиг.3). При ходе ползуна 5 вверх зубчатые рейки 2, 3 вращают ножи 10 и 11 в обратном направлении, и при подходе его к крайнему верхнему положению отверстия вновь занимают совмещенное положение. Затем цикл повторяется.
Опытное устройство предназначено для получения мерных заготовок из прутков диаметром до 40 мм. Втулочные ножи установлены в шестернях с диаметром вершин зубьев 102 мм, делительным диаметром 90 мм и модулем 5, ширина шестерни 30 мм. Длина зубчатых реек принята равной 200 мм. Осевой зазор между ножами не превышал 0,07 диаметра отрезаемой заготовки. Опробование устройства на гидравлическом прессе модели П250 усилием 2500 кН и универсальном кривошипном прессе усилием 1600 кН при резке среднеуглеродистых и низколегированных сталей показало его работоспособность. При резке прутка диаметром 20 мм в холодную были получены заготовки с качественной поверхностью среза: заусенец отсутствовал, продольная утяжка не превышала 4 мм, утяжка поперечная в пределах 1 мм, угол скоса торца в среднем не превышал 2°, овальность торца не более 0,04, поперечная вмятина не превышала 0,5 мм, суммарная ширина пластического пояска до 15 мм.
Предложенное техническое решение, в сравнении с наиболее близким аналогом, обеспечивает получение мерных заготовок с лучшими показателями, характеризующими их геометрическую точность. При этом устройство технологично в изготовлении, имеет небольшое количество сборочных единиц, не требует какой-либо предварительной настройки.
Предложенное изобретение целесообразно использовать в заготовительных отделениях машиностроительных, металлургических и других предприятиях для получения мерных заготовок из сортового проката черных и цветных металлов малого и среднего диаметра, а также толстостенных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки проката | 1986 |
|
SU1360920A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Устройство для резки труб | 1988 |
|
SU1623841A2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Устройство для резки труб и прутков | 1981 |
|
SU996111A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2005 |
|
RU2279952C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2005 |
|
RU2283732C1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для резки прутков круглого сечения на мерные заготовки. Устройство содержит два втулочных ножа, расположенных в корпусе. Каждый втулочный нож закреплен во вращающейся под действием привода втулке эксцентрично оси их вращения с величиной эксцентриситета е, равной не менее половины диаметра разрезаемого прутка. Каждая втулка выполнена в виде шестерни и снабжена зубчатым приводом, обеспечивающим втулкам встречное вращение. В результате обеспечивается повышение качества отрезаемых заготовок. 4 ил.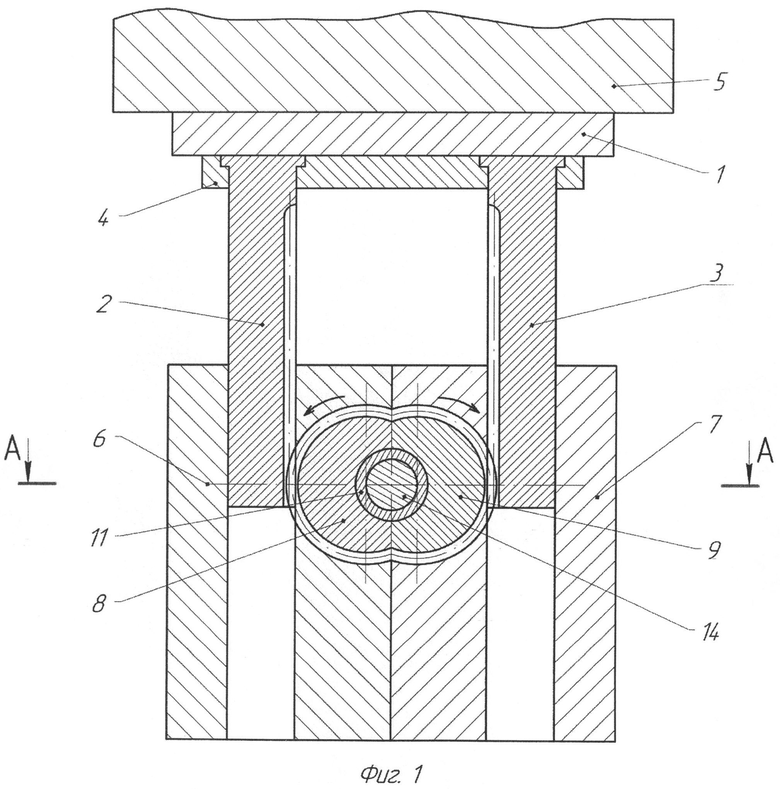
Устройство для резки прутков круглого сечения, содержащее два втулочных ножа, расположенных в корпусе, отличающееся тем, что каждый втулочный нож закреплен во вращающейся под действием привода втулке эксцентрично оси их вращения с величиной эксцентриситета е, равной не менее половины диаметра разрезаемого прутка, при этом каждая втулка выполнена в виде шестерни и снабжена зубчатым приводом, обеспечивающим втулкам встречное вращение.
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА | 0 |
|
SU236952A1 |
| Устройство для резки труб и прутков | 1981 |
|
SU996111A1 |
| ВСЕСОЮЗНАЯ ^» 1ШЕШмшш^^*^S^?I§KA 11 | 0 |
|
SU360174A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2006350C1 |
| DE 3832853 A, 29.03.1990 | |||
| TW 200922763 A, 01.06.2009 | |||

