Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при резке проката произвольного профиля с одновременным образованием фаски на торцах отре- заемых заготовок.
Цель изобретения - улучшение качества получаемых заготовок.,
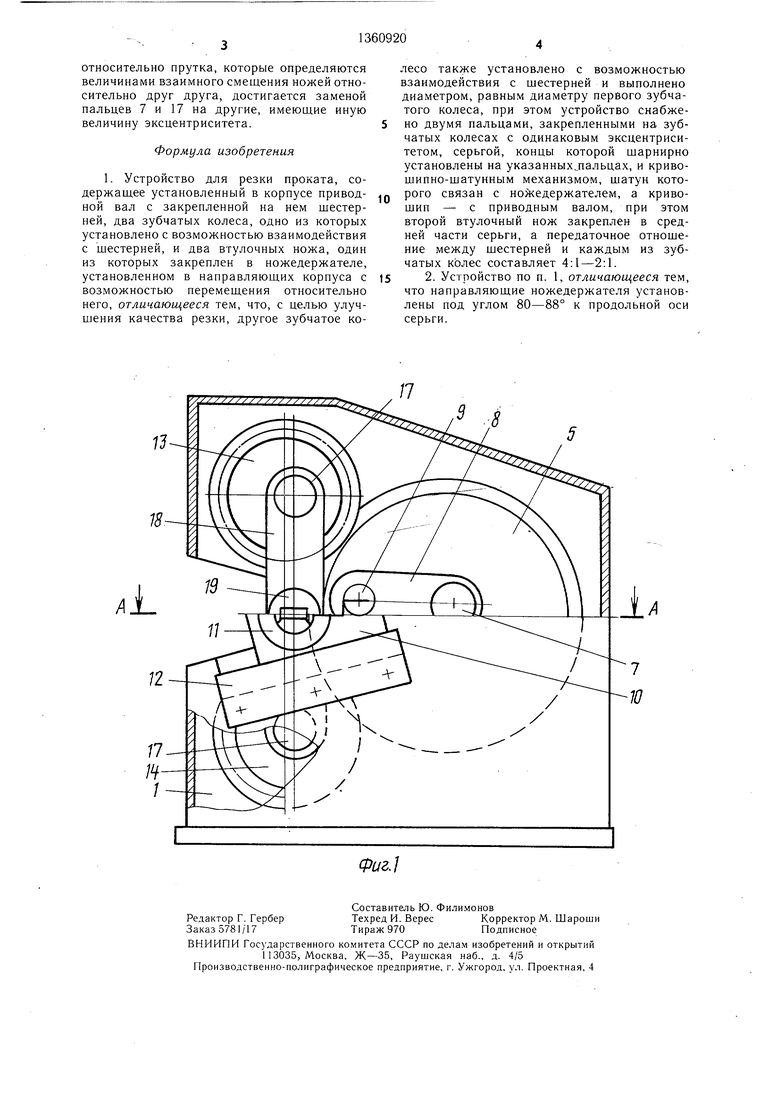
На фиг. 1 изображено предлагаемое устройство для резки проката, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для резки проката содержит корпус 1, в котором на подшипниковых опорах 2 размеш,ен вал 3 с двумя жестко посаженными на него зубчатым ко- лесом 4 и шестерней 5. Зубчатое колесо 4 входит в понижаюш,ую передачу (не показана), соединенную с приводом (не показан). Колесо 4 взаимодействует со стопорным устройством 6, которое выполнено нормально отключенным, т. е. не препятст- вуюшим вращению колеса 4 без подачи специальной команды на стопорение после отключения его от привода. Для отключения может быть использована однооборот- ная муфта (не показана), которая также выполняет команду включения, обеспечивая подсоединение привода. На шестерне 5 эксцентрично его оси враш.ения установлен палец 7, на который одним концом шар- нирно надет шатун 8. На другом конце шатуна 8 запрессован палец 9. На палец 9 по подвижной посадке надет ножедержа- тель 10, в отверстии которого закреплен втулочный нож 11, рабочие кромки которого выполнены с контуром, подобным профилю прутка, т. е. повторяющим форму профиля с небольшим зазором, равным, например, двум миллиметрам. Ножедержа- тель 10 имеет две параллельные между собой поверхности (не обозначены), которые могут скользить по прямолинейным направляющим 12. В зацеплении с шестерней 5 находятся два зубчатых колеса 13 и 14, равные по диаметру, жестко закрепленные на одинаковых валах 15, смонтированных на подшипниках 16 в корпусе 1. На обоих колесах 13 и 14 неподвижно установлены пальцы 17 с шарнирно надетой на них серьгой 18. При этом пальцы 17 установлены на колесах 13 и 14 с одинаковым эксцентриситетом, а серьга 18 надета таким образом, что образован шарнирный параллелограмм и серьга 18 при вращении зубчатых колес 13 и 14 движется параллельно самой себе. Каждая точка серьги совершает движение по окружности с радиусом, равным эксцентриситету установки пальцев 17. Колеса 13 и 14 находятся в постоянном зацеплении с. шестерней 5, что исключает изменение характера движения серьги 18. По диаметру шестерня 5 выполнена больше, чем колеса 13 и 14. Передаточное отношение в зацеплении каждого колеса 13 и 14 с шестерней ц 5 равно 1:2. На средней части серьги 18 смонтирован втулочный нож 19. Нож 19 выполнен аналогичным ножу 11, т. е. повторяющим форму профиля разделяемого на заготовки прутка. Направляющие 12 закреплены на корпусе 1 устройства под углом 80° к продольной оси серьги 18.
Устройство работает следующим образом.
В исходном положении, когда втулочные ножи 11 и 19 совмещены, т. е. рабочие кромки ножа 11 расположены строго напротив аналогичных рабочих кромок ножа 19, пруток подается на заданную длину. Электродвигатель (не показан) через понижающую передачу и однооборотную муфту (не показаны) вращает колесо 4. Вращение передается на вал 3 и на шестерню &, откуда через палец 7, шатун 8 и палец 9 сообщает движение ножедержателю 10, а через зубчатое зацепление на колеса 13 и 14. Втулочный нож 19, смонтированный на серьге 18, совершает движение по окружности. В это же время втулочный нож 11, закрепленный в отверстии ножедержателя 10, совершает возвратно-поступательное перемешение. При этом за два оборота колес 13 и 14 нож сделает также два оборота, а втулочный нож 11 - один цикл возвратно-поступательного перемещения. Расположение направляющих 12, а следовательно, и направления движения ножедержателя 10 под углом 80° к продольной оси серьги 18 обеспечивает смещение ножа 11 в поперечном направлении, при этом максимальная величина смещения, равная удвоенному эксцентриситету установки пальца 7, достигается, когда нож 19 сделает один оборот. В результате такого перемещения пруток надрезается по всему периметру и отрезаемая заготовка сдвигается относительно прутка последовательно, во всех направлениях. Величина такого надрезания, примерно равная величине сдвига, задана величиной эксцентриситетов установки пальцев 7 и 17 и величиной одностороннего зазора, между контуром рабочих кромок ножей 11 и 19 и профилем разрезаемого на заготовки прутка. Второй оборот втулочного ножа 19 и вторая половина движения ножедержателя 10 с ножом 11 являются возвратными. По окончании этих движений одно- оборотная муфта отключает привод, включается стопорное устройство 6. Ножи останавливаются в совмещенном относительно друг друга положении, т. е. устройство готово для выполнения следующего цикла резки.
При смене разделяемого прутка необходимо заменить втулочные ножи, рабочие кромки которых должны быть выполнены с контуром, подобным профилю нового прутка. Регулирование величин смещения заготовки
относительно прутка, которые определяются величинами взаимного смещения ножей относительно друг друга, достигается заменой пальцев 7 ti 17 на другие, имеющие иную величину эксцентриситета.
Формула изобретения
1. Устройство для резки проката, содержащее установленный в корпусе приводной вал с закрепленной на нем шестерней, два зубчатых колеса, одно из которых установлено с возможностью взаимодействия с шестерней, и два втулочных ножа, один из которых закреплен в ножедержателе, установленном в направляющих корпуса с возможностью перемешения относительно него, отличающееся тем, что, с целью улучшения качества резки, другое зубчатое ко
5
лесо также установлено с возможностью взаимодействия с шестерней и выполнено диаметром, равным диаметру первого зубчатого колеса, при этом устройство снабжено двумя пальцами, закрепленными на зубчатых колесах с одинаковым эксцентриситетом, серьгой, концы которой щарнирно установлены на указанных,пальцах, и криво- щипно-щатунным механизмом, шатун которого связан с ножедержате-1ем, а кривошип - с приводным валом, при этом второй втулочный нож закреплен в средней части серьги, а передаточное отношение между шестерней и каждым из зубчатых колес составляет 4:1-2:1.
2. Устройство по п. 1, отличающееся тем, что направляющие ножедержателя установлены под углом 80-88° к продольной оси серьги.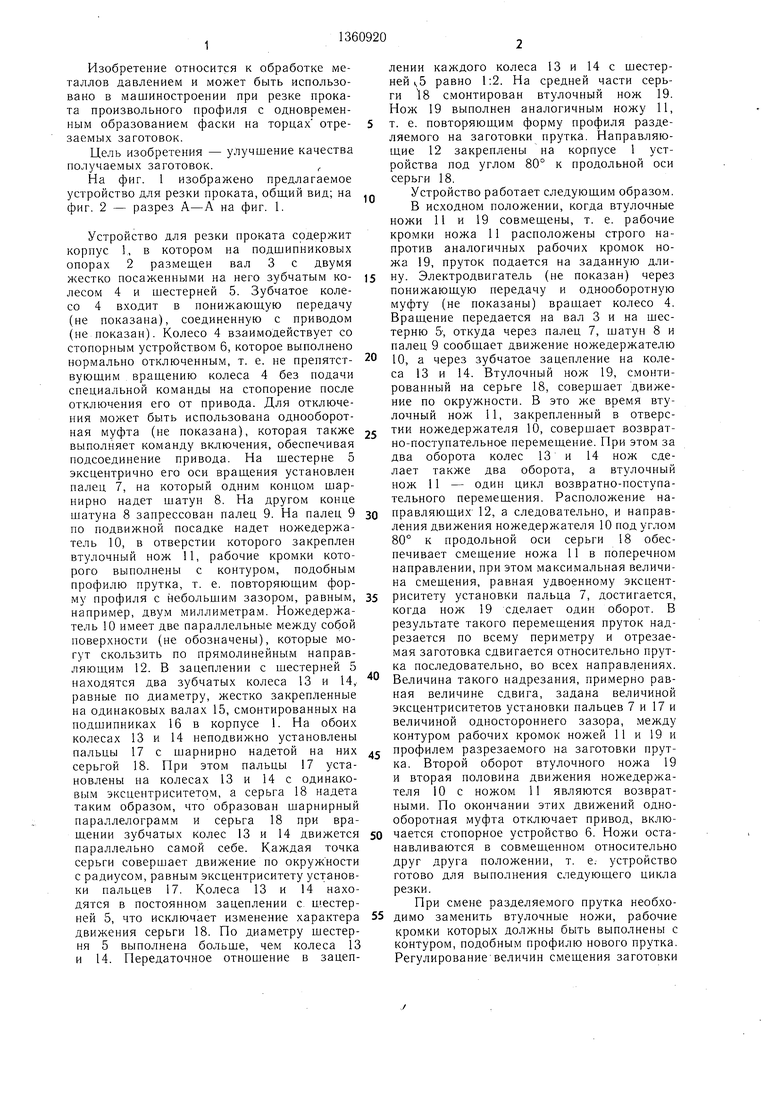
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Устройство для резки проката | 1981 |
|
SU1017442A1 |
| Устройство для разделения проката на заготовки | 1981 |
|
SU1061944A1 |
| Устройство для резки проката | 1979 |
|
SU772753A1 |
| Летучие ножницы | 1986 |
|
SU1368116A1 |
| Устройство для разделения профильного проката | 1980 |
|
SU927417A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Ножницы для резки проката | 1988 |
|
SU1706784A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
Изобретение относится к обработке металлов давлением и .может быть иснользо- вано в машиностроении при резке проката произвольного профиля с одновременным образованием фаски на торцах отрезаемых заготовок. Цель изобретения - улучшение качества получаемых заготовок. После включения привода шестерня 5 через кривошип- но-н1атунный механизм сообщает возвратно- поступательное перемещение ножедержате/ -/1 лю 10 и передает вращение на два зубчатых колеса 13 меньшего диаметра. Перо- даточное соотношение между шестерней и каждым из зубчатых колес 13 составляет 4:1-2:1. На каждом из последних с одинаковым эксцентриситетом установлено но нальцу 17, которые соединены серьгой (С) 18. Образованный шарнирный параллелогра.мм при вращении зубчатых колес обеспечивает перемещение С 18, которая остается параллельной самой себе. Перемещается и втулочный нож 19, закрепленный на С 18. Второй втулочный нож II установ;1ен в ножедержателе 10, перемещающемся в прямолинейных направляющих 12, установ юн- ных на корпусе 1 под углом 80-88 к продольной оси С 18. Оба ножа выиол- „ нены с контуром режущих кромок, нов- g торяющим профиль проката. Отрезаемая заготовка Б процессе резки сдвигается относительно проката последовательно во всех направлениях. 1 з. п. ф-лы, 2 ил. (Л 15 WСО О5 о со hO о
Составитель Ю. Филимонов
Редактор Г. ГерберТехред И. ВересКорректор М. Шароши
Заказ 5781/17Тираж 970Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Ножницы для резки проката | 1981 |
|
SU996109A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для резки проката | 1981 |
|
SU1017442A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
