Изобретение относится к обработке металлов давлением, а именно к устройствам для резки, и может быть использовано для получения мерных заготовок резкой пруткового материала.
Целью изобретения является упрощение изготовления штампа для резки пруткового материала.
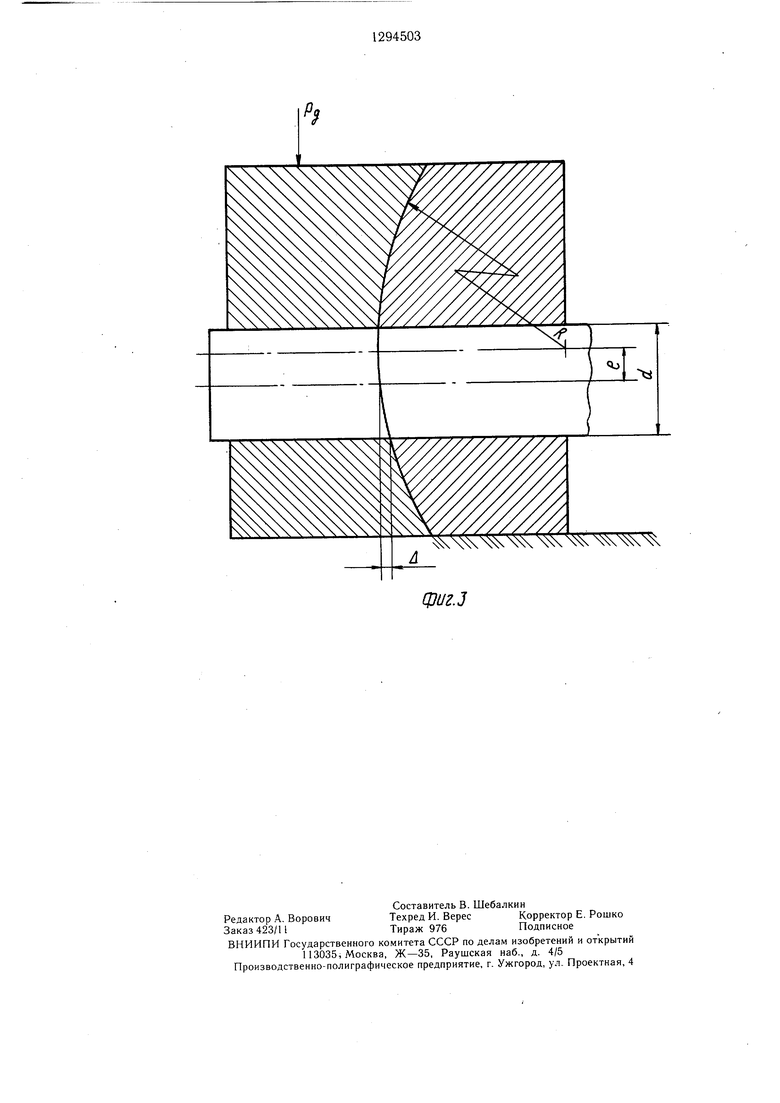
На фиг. 1 изображен штамп для пруткового материала, обш,ий вид, в разрезе, исходное положение; на фиг. 2 - то же, после отделения заготовки; на фиг. 3 - втулочные ножи штампа, разрез.
Штамп содержит плиту 1, на которой установлен корпус 2 с закрепленным неподвижным втулочным ножом 3. Подвижный нож 4 крепится в держателе 5, имеюпдем возможность поворота вокруг оси 6 и вза- имодействуюш,им с бойком 7, закрепляемым на ползуне пресса. В корпусе 2 помешены направляюш,ая втулка 8 и выталкиватель 9. Держатель 5 поддерживается в верхнем положении двумя пружинными буферами 10. На плите Г смонтирована сварная рама с перемещающейся от винта И траверсой 12, на которой установлен подпружиненный упор 13. В сварной раме предусмотрен склиз 14. Позицией 15 обозначен пруток. Штамп работает следующим -образом. В корпусе 2 и держателе 5 устанавливаются ножи 3 и 4 и втулка 8, соответствующие материалу и диаметру разрезаемого прутка. Пруток 15 через направляющую втулку 8 вводят до упора 13 (фиг. 1). При включении пресса ползун с бойком 7, перемещаясь вниз, поворачивает держатель 5 вокруг оси 6. Происходит отделение заготовки.
При дальнейшем повороте ножедержа- теля он воздействует через регулировочный винт на выталкиватель 9 и отрезанная заготовка проталкивается через рабочее отверстие подвижного ножа 4 (фиг. 2).
При ходе ползуна пресса вверх держа- тель 5 под действием буферов 10 возвращается в исходное положение. В случае, ес0
15 25 35
40
ли отрезанная заготовка полностью не вышла из рабочего отверстия подвижного ножа, она отжимает упор 13, давая возможность при очередной подаче прутка вытолкнуть ее на склиз 14. По склизу отрезанная заготовка удаляется .из штампа. Под действием пластинчатых пружин упор 13 возвращается в исходное положение.
При необходимости получения заготовок других размеров и материала заменяется комплект втулочных ножей 3 и 4 и направляющей втулки 8, а также устанавливается упор 13 на необходимую длину отрезаемой заготовки.
Формула изобретения
Штамп для резки пруткового материала на мерные заготовки, содержащий корпус с неподвижным втулочным ножом и подвижный втулочный нож, установленный в поворотном в плоскости, проходящей через оси втулочных ножей и направление приложения усилия реза, держателе и сопряженный с зазором с неподвижным втулочным ножом по цилиндрической поверхности, образую- шая которой перпендикулярна осям втулочных ножей, отличающийся тем, что, с целью упрощения изготовления, отверстия в подвижном и неподвижном втулочных ножах выполнены со смещением е в плоскости поворота держателя, определяемым из соотнощения 1
е V RA-u2 -f,
где R - радиус поворота подвижного втулочного ножа, мм;
Л-величина максимального зазора между режущи.ми кромками подвижного и неподвижного ножей при оптимальном качестве поверхности среза для данного материала и диаметра прутка, мм; d - диа.метр отверстия ножей, а радиус поворота подвижного ножа определяется
из соотношения R (4...6)d
фиг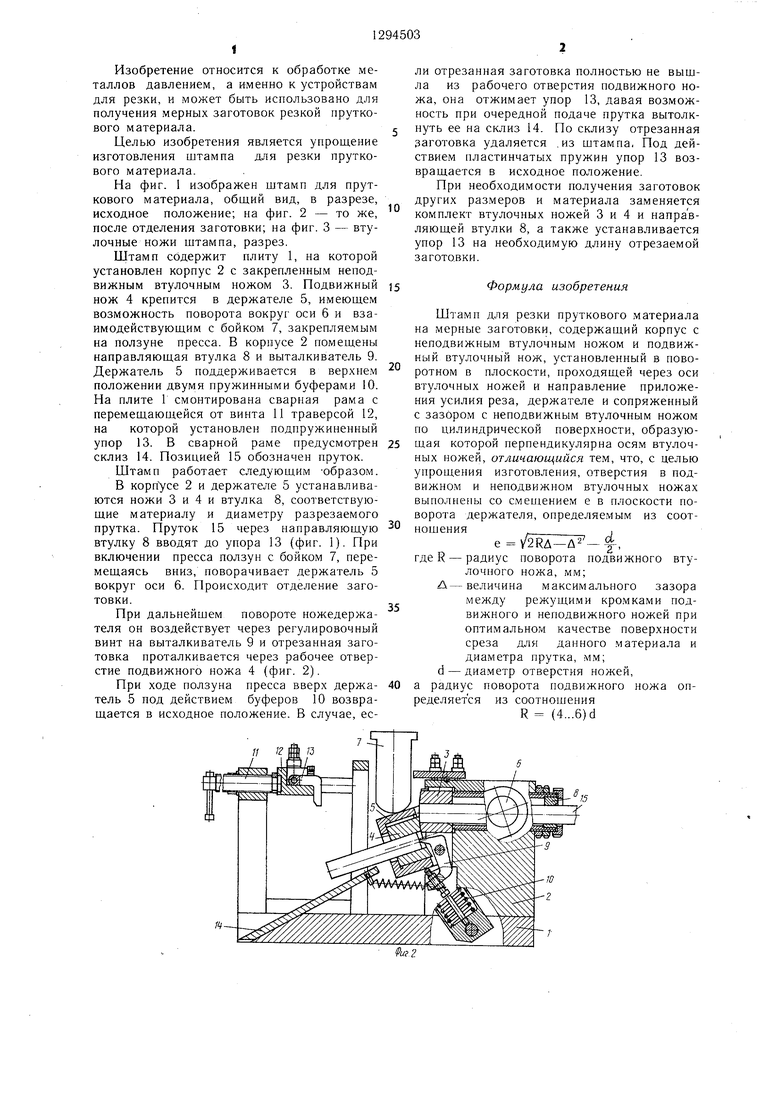
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| ШТАМП ДЛЯ ОТРЕЗКИ МЕРНЫХ ЗАГОТОВОК ОТ ПРУТКОВОГО МАТЕРИАЛА | 1973 |
|
SU396202A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303291A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1382602A1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1433656A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для резки, и может быть использовано для получения мерных заготовок резкой пруткового материала. Целью изобретения является упрощение изготовления штампа для резки пруткового материала. Подвижный втулочный нож 4 установлен в держателе 5, поворотном в плоскости, проходящей через оси подвижного и неподвижного втулочных ножей 4, 3 и направление приложения усилия реза. Втулочные ножи 3 и 4 сопряжены между собой по цилиндрической поверхности, образующая которой перпендикулярна осям втулочных ножей. Отверстия в подвижном и неподвижном втулочных ножах 3 и 4 выполнены со смещением е в плоскости поворота держателя определяемым из соот- нощения е V2RA-Д2 - d/2, где R - радиус поворота подвижного втулочного ножа; Д- величина максимального зазора между режущими кромками подвижного и неподвижного ножей при оптимальном качестве поверхности среза для данного материала и диаметра прутка; d - диаметр отверстия ножей. Радиус R поворота подвижного ножа определяется из соотношения R (4...6)d. При включении пресса ползун с бойком 7, перемещаясь вниз, поворачивает держатель 5 вокруг оси 6. При этом происходит отделение заготовки. 3 ил. se (Л ю со NU СП О 00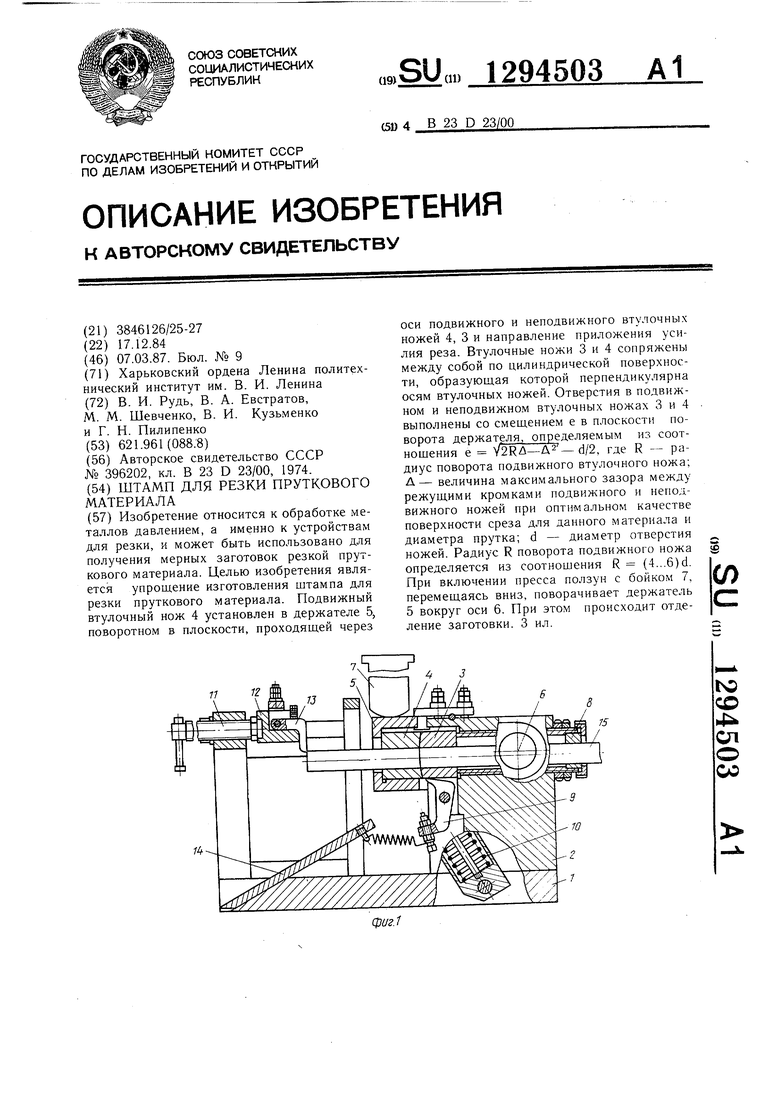
| ШТАМП ДЛЯ ОТРЕЗКИ МЕРНЫХ ЗАГОТОВОК ОТ ПРУТКОВОГО МАТЕРИАЛА | 0 |
|
SU396202A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
