Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении, например, автомобильных колес, емкостей высокого давления и подобных им изделий из слитков сплавов, содержащих алюминий.
Известен способ изготовления колеса транспортного средства из сплава, содержащего алюминий, включающий формирование горячей объемной штамповкой полуфабриката колеса, а также термическую и механическую обработку. Формирование полуфабриката ведут в два этапа: предварительный - формирование плоской исходной заготовки из слитка осадкой, и заключительный - формирование обода и дисковой части (пат. РФ №2042467, Кл. В21К 1/28, публ. 1995).
Недостатком известного способа является неудовлетворительная проработка слитка при осадке. Текстура исходной заготовки не обеспечивает получение оптимальных свойств готовых колес. Особенно это важно при производстве колес, пригодных для эксплуатации в условиях экстремальных нагрузок. Соответственно, приходится увеличивать массу колес, что приводит к их удорожанию.
Известен способ изготовления деталей типа осесимметричной чаши из сплава, содержащего алюминий, включающий изготовление исходной цилиндрической заготовки из слитка, формирование горячей объемной штамповкой полуфабриката, его термическую и механическую обработку, при этом формирование полуфабриката ведут в два этапа, на предварительном этапе производят изменение габаритных размеров исходной цилиндрической заготовки с уменьшением ее высоты и увеличением диаметральных размеров, а на заключительном - формирование стенки чаши и ее донной части, при этом изменение габаритных размеров исходной цилиндрической заготовки на предварительном этапе осуществляют путем осадки по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой поверхностей, причем заготовку перекладывают перед каждым последующим переходом осадки вогнутой стороной на поверхность вогнутого бойка (пат. РФ №2339483, кл. В21К 21/02, публ. 2008 - прототип).
Недостатком известного способа является получение недостаточно удовлетворительной макро- и микроструктуры и, соответственно, не обеспечиваются оптимальные прочностные свойства готовых деталей.
Предлагаемый способ изготовления деталей типа осесимметричной чаши включает изготовление исходной цилиндрической заготовки из слитка, формирование горячей объемной штамповкой полуфабриката, а также термическую и механическую обработку. Формирование полуфабриката ведут в два этапа: предварительный - с изменением габаритных размеров исходной цилиндрической заготовки, с уменьшением ее высоты и увеличением диаметральных размеров, и заключительный - с формированием стенки чаши и ее донной части. Упомянутый предварительный этап включает осадку по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой поверхностей с перекладкой заготовки перед каждым последующим переходом осадки вогнутой стороной на вогнутую поверхность бойка. Исходную заготовку изготавливают из слитка гомогенизацией при температуре(310÷440)°C в течение (1÷5) часов с последующим охлаждением до температуры (110÷125)°C со скоростью не менее 110°C/ч. Гомогенизированный слиток деформируют с нагревом до температуры (270÷440)°C путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации.
Упомянутые этапы формирования полуфабриката ведут с нагревом до температуры: (270÷400)°C - предварительный этап и (400÷440)°C - заключительный этап.
Предлагаемый способ отличается от прототипа тем, что исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷440)°C в течение (1÷5)часов с последующим охлаждением до температуры (110÷125)°C со скоростью не менее 110°C/ч. Гомогенизированный слиток деформируют с нагревом до температуры (270÷440)°C путем уменьшения площади его поперечного сечения и увеличения его длины с образованием продольной текстуры деформации.
Упомянутые этапы деформирования полуфабриката ведут с нагревом до температуры: (270÷400)°C - предварительный этап и (400÷440)°C - заключительный этап.
Технический результат предлагаемого изобретения: получаемая макро- и микроструктура готовых деталей обеспечивает высокий уровень их прочности в условиях экстремально высоких нагрузок, например, колес спортивных автомобилей или самолетов для спорта высших достижений.
Предлагаемое изобретение поясняется чертежами.
На фиг.1 показаны переходы осадки:
слева - до осадки; справа - после осадки,
а - первый переход осадки;
б - n-й переход осадки.
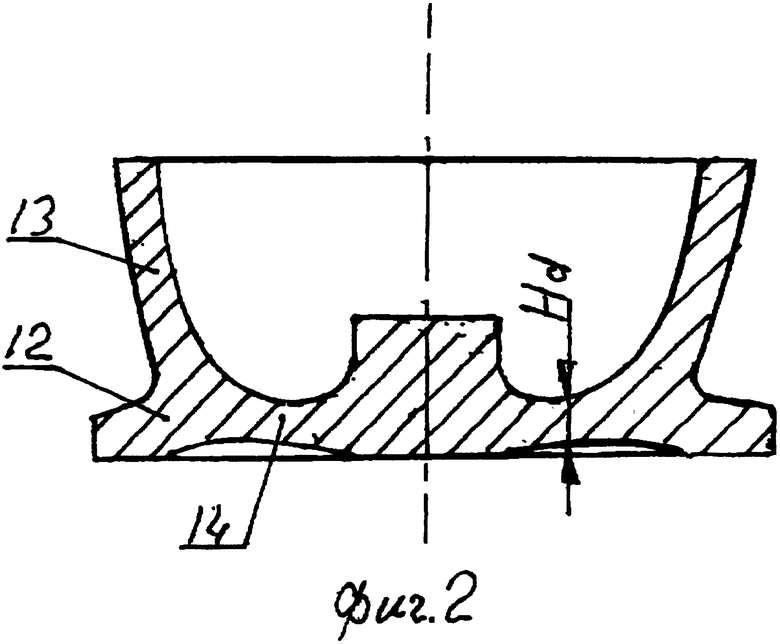
На фиг.2 - полуфабрикат (после горячей объемной штамповки).
Примеры.
1. Колесо спортивного автомобиля из сплава системы Mg-Al-Zn-Mn размерами 22″×11″ изготавливали из исходной заготовки 1 размерами H1=360 мм, D1=320 мм. Указанную исходную круглую заготовку изготавливали из слитка(не показан) диаметром 420 мм гомогенизацией при температуре 320°C в течение 4 часов с последующим охлаждением до температуры 115°C со скоростью 110°C/ч. Гомогенизированный слиток нагревали до температуры 380°C и прессовали в пруток - исходную заготовку 1 диаметром D1=320 мм. При прессовании образована продольная текстура деформации. Предварительный этап ведут при нагреве заготовки до температуры 300°C, заключительный этап - при нагреве заготовки до 400°C.
Исходную заготовку 1, имеющую высоту H1 (фиг.1, а), плоским торцом 2 укладывают на вогнутую коническую поверхность 3 нижнего бойка 4, установленного на столе пресса(не показаны). При перемещении ползуна пресса торца 5 заготовки 1 выпуклой конической поверхностью 6 касается боек 7 и деформирует ее, формируя осаженную заготовку 8 высотой в центральной зоне H1 1 с соответствующими по форме конусным поверхностям 3 и 6 противоположными сторонами. Перед n-м переходом осадки (фиг.1, б) промежуточная заготовка 9, имеющая высоту Hn вогнутой стороной 10 укладывается на вогнутую поверхность 3 бойка 4. После n-го перехода осадки заготовка 11 имеет в центральной зоне высоту Hn′. Переходов осадки обычно от 2 до 5.
Полуфабрикат 12 (фиг 2) формируют с образованием стенки 13 и донной части 14. Hd - минимальная толщина донной части в направлении вдоль оси полуфабриката. 2. Изготавливалась аналогичная деталь из сплава системы Al-Li.
Слиток диаметром 85 мм гомогенизировали при температуре 360°C в течение 5 часов с последующим охлаждением до температуры 110°C со скоростью 120°C/ч. Гомогенизированный слиток нагревали до температуры 350°C и деформировали (не показано) в пруток - исходную заготовку 1 диаметром D1=51 мм. При этом предварительный этап ведут при нагреве заготовки до температуры 380°C, заключительный - при нагреве заготовки до 410°C.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2009 |
|
RU2443497C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2007 |
|
RU2339483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2364463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛУФАБРИКАТА ИЗ ЦИЛИНДРИЧЕСКОГО СЛИТКА ЛЕГКОГО СПЛАВА ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2498875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2532678C2 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ТИПА ГАЛЕТ И ШАЙБ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2532630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ | 2014 |
|
RU2595154C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении, например, автомобильных колес, емкостей высокого давления и подобных им изделий. Из исходной цилиндрической заготовки горячей объемной штамповкой в два этапа формируют полуфабрикат. На предварительном этапе путем осадки по переходам изменяют габаритные размеры заготовки с уменьшением высоты и увеличением диаметральных размеров. На заключительном этапе формируют стенки чаши и донную часть. Полученный полуфабрикат подвергают термической и механической обработке. Исходную заготовку изготавливают прессованием из слитка с предварительной гомогенизацией при указанной температуре и охлаждением с указанной скоростью. Приведены интервалы температур нагрева для двух этапов формирования полуфабриката. В результате обеспечивается повышение качества готовых деталей. 2 з.п. ф-лы, 2 ил., 2 пр.
1. Способ изготовления деталей типа осесимметричной чаши из сплава, содержащего алюминий, включающий изготовление исходной цилиндрической заготовки из слитка, формирование горячей объемной штамповкой полуфабриката, его термическую и механическую обработку, при этом формирование полуфабриката ведут в два этапа, причем на предварительном этапе производят изменение габаритных размеров исходной цилиндрической заготовки с уменьшением ее высоты и увеличением диаметральных размеров путем осадки по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой поверхностей, при этом заготовку перекладывают перед каждым последующим переходом осадки вогнутой стороной на поверхность вогнутого бойка, а на заключительном этапе осуществляют формирование стенки чаши и ее донной части, отличающийся тем, что исходную заготовку изготавливают из слитка гомогенизацией при температуре (310÷440)°C в течение (1÷5) часов с последующим охлаждением до температуры(110÷125)°C и деформированием гомогенизированного слитка с нагревом до температуры (270÷400)°C путем изменения площади его поперечного сечения с увеличением его длины и образованием продольной текстуры деформации, а упомянутые этапы формирования полуфабриката ведут с нагревом до температуры (270÷400)°C на предварительном этапе и до температуры (410÷440)°C на заключительном этапе.
2. Способ по п.1, отличающийся тем, что исходную заготовку изготавливают из слитка сплава системы Mg-Al-Zn-Mn.
3. Способ по п.1, отличающийся тем, что исходную заготовку изготавливают из слитка сплава системы Al-Li.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2007 |
|
RU2339483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2299264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2087582C1 |
| US 3263468 A, 02.08.1966 | |||
| US 3847681 A, 12.11.1974 | |||

