Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении крупногабаритных деталей, преимущественно, из сплавов на основе алюминия или магния.
Известен способ изготовление кольцевой детали, включающий обработку давлением слитка с формированием кольцевого полуфабриката осадкой слитка и прошивкой в нем центрального отверстия, а также раскаткой кольцевого полуфабриката на оправке(см. авт.свид. СССР N375125, кл. В21К 1/38, опубл. 1973).
Недостатком известного способа является наличие дефектов структуры слитка и, соответственно, неудовлетворительные механические характеристики деталей.
Известен способ изготовления кольцевой детали, включающий обработку давлением слитка с формированием горячей объемной штамповкой кольцевого полуфабриката и его раскаткой на оправке, при этом формирование полуфабриката ведут в два этапа: предварительный - формирование исходной заготовки осадкой слитка и заключительный - прошивкой в последней центрального отверстия, при этом улучшают специальной термической обработкой внутреннюю структуру(см. авт. свид. СССР N 910304, кл. В21К 1/38, опубл. 1982 - прототип).
Недостатком известного способа является ограниченность диапазона его применения - только для деталей из стали определенных марок. Для деталей, изготовленных из легких сплавов, этот способ не может быть реализован.
Предлагаемый способ изготовления кольцевой детали включает обработку давлением слитка с формированием горячей объемной штамповкой кольцевого полуфабриката и его раскаткой, а также термическую обработку. Формирование полуфабриката ведут в два этапа: предварительный - формирование исходной заготовки осадкой слитка и заключительный - прошивкой в последней центрального отверстия. Предварительный ведут по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой конических поверхностей и перекладкой заготовки перед каждым последующим переходом осадки вогнутой стороной на вогнутую поверхность бойка. Заключительный этап ведут в закрытом штампе с калибровкой исходной заготовки. Размеры упомянутых слитка, заготовки, полуфабриката и детали определены приведенными соотношениями.
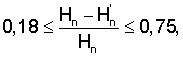
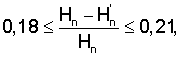
Предлагаемый способ отличается от прототипа тем, что упомянутый предварительный этап ведут по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой конических поверхностей и перекладкой заготовки перед каждым последующим переходом осадки вогнутой стороной на вогнутую поверхность бойка. Заключительный этап ведут в закрытом штампе с калибровкой исходной заготовки. Размеры упомянутых слитка, заготовки, полуфабриката и детали определены соотношениями
где Нn и Hn' - соответственно высота заготовки (слитка перед первым переходом осадки) в ее центральной зоне перед и после n-го перехода осадки;
где Нк и Нд - соответственно высота кольцевого полуфабриката и кольцевой детали после обработки давлением.
Технический результат предлагаемого изобретения - удовлетворительная проработка всего объема слитка при осадке с получением текстуры исходной заготовки, обеспечивающей достижение оптимальных свойств готовых деталей.
Предлагаемое изобретение поясняется чертежами, где
На фиг.1 показаны переходы осадки:
слева - до осадки;
справа - после осадки;
а) первый переход (осадка слитка);
б) n-й переход осадки;
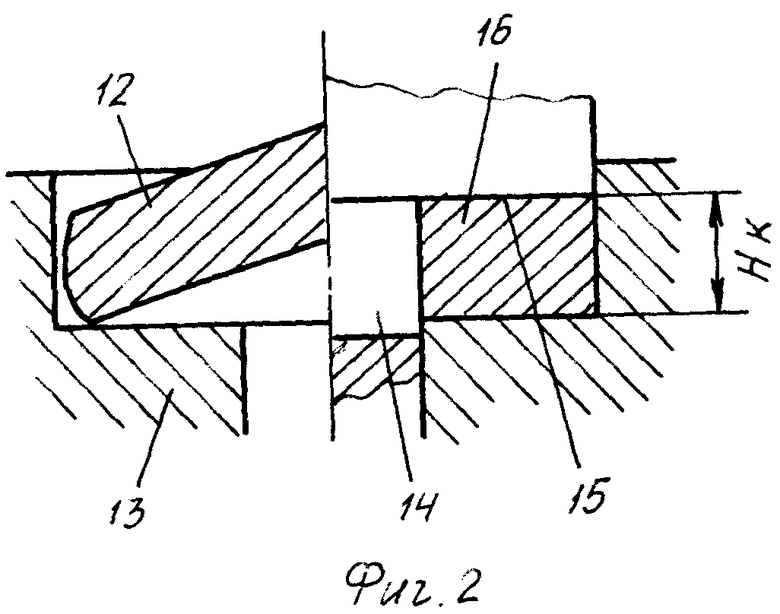
На фиг.2 - прошивка центрального отверстия с калибровкой исходной заготовки:
слева - до прошивки;
справа - после прошивки;
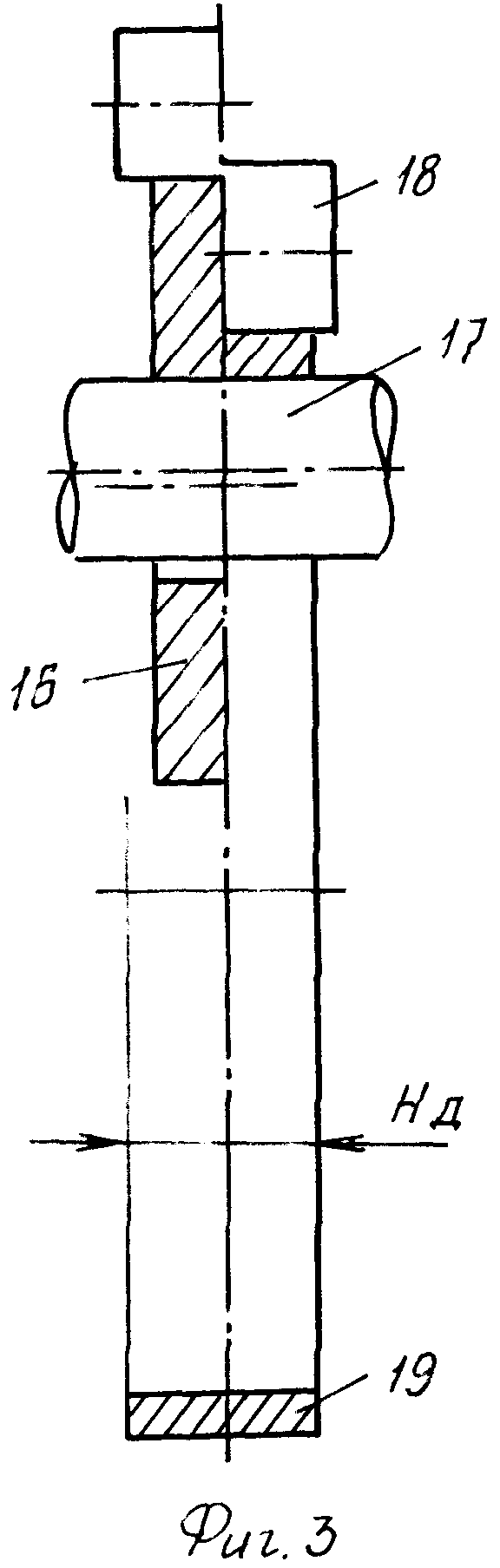
На фиг.3 - раскатка полуфабриката:
слева - до раскатки;
справа - после раскатки.
Проточенный слиток 1, имеющий высоту H1 (фиг.1,а), плоским торцем 2 укладывают на вогнутую коническую поверхность 3 нижнего бойка 4, установленного на столе пресса(не показаны). При дальнейшем перемещении ползуна пресса торца 5 слитка 1 выпуклой конической поверхностью 6 касается боек 7, формируя промежуточную заготовку 8 высотой в центральной зоне H'1 с соответствующими по форме конусным поверхностям 3 и 6 противоположными сторонами. Перед n-м переходом осадки(фиг.1,б) промежуточная заготовка 9, имеющая высоту Нn, вогнутой стороной 10 укладывается на вогнутую поверхность 3 бойка 4. После n-ого перехода осадки заготовка 11 имеет в центральной зоне высоту Нn'. Переходов осадки обычно от 2-х до 4-х. Полученная после последнего перехода осадки заготовка 12 укладывается в полость закрытого штампа 13 (фиг2). Перемещением ступенчатого прошивня 14 прошивается центральное отверстие в заготовке 12. Плоский торец 15 прошивня 14 одновременно с прошивкой отверстия калибровкой завершает формирование полуфабриката 16. Полуфабрикат 16 размещают на оправке 17 (фиг3.) и вальцем 18 раскатывают до получения конечной формы и размеров кольцевой детали 19. Нк и Нд - соответственно высота полуфабриката 16 и детали 19.
Примеры осуществления способа.
1. Кольцевая деталь с наружным диаметром 1800 мм, внутренним диаметром 1720 мм, высотой Нд=205 мм из сплава системы Al-Cu-Mg-Zn изготавливалась из проточенного слитка размерами D1=340 мм; H1=510 мм.
Высоту заготовки по переходам осадки и полуфабриката выбирали из соотношений
 где
где 


Затем деталь подвергали термообработке.
2. Кольцевая деталь с наружным диаметром 1650 мм, внутренним диаметром 1540 мм, высотой Нд=184 мм из сплава системы Mg-Al-Zn-Mn изготавливалась из проточенного слитка размерами D1=320 мм; Н1=650 мм. Высоту заготовки по переходам осадки и полуфабриката выбирали из соотношений
Затем деталь подвергалась термообработке. Таким образом, предлагаемый способ позволяет экономично выполнять оптимальную проработку слитка при осадке с перекладкой, «залечивая» дефекты литой структуры. Обеспечиваются требуемые свойства готовых деталей. Последнее особенно важно для получения крупногабаритных деталей из легких сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2364463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2007 |
|
RU2339483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ ИЗ СПЛАВА, СОДЕРЖАЩЕГО АЛЮМИНИЙ | 2011 |
|
RU2532687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ТИПА ГАЛЕТ И ШАЙБ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2532630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛУФАБРИКАТА ИЗ ЦИЛИНДРИЧЕСКОГО СЛИТКА ЛЕГКОГО СПЛАВА ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2498875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНА-ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2318629C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2250150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2241568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении крупногабаритных деталей, преимущественно, из сплавов алюминия или магния. Из слитка в два этапа формируют кольцевой полуфабрикат. На предварительном этапе путем осадки слитка получают исходную заготовку. Осадку осуществляют по переходам на выпуклом и вогнутом бойках. При этом на противоположных сторонах осаженной заготовки образуют выпуклую и вогнутую конические поверхности. Перед каждым последующим переходом осадки заготовку перекладывают вогнутой стороной на вогнутую поверхность соответствующего бойка. На заключительном этапе в осаженной заготовке прошивают центральное отверстие. Прошивку производят в закрытом штампе с калибровкой исходной заготовки. Полученный кольцевой полуфабрикат подвергают раскатке и термической обработке. Высоту заготовки на переходах осадки и кольцевого полуфабриката определяют с учетом высоты слитка и кольцевой детали из приведенных соотношений. В результате обеспечивается удовлетворительная проработка всего объема слитка с получением оптимальных свойств готовых деталей. 3 ил.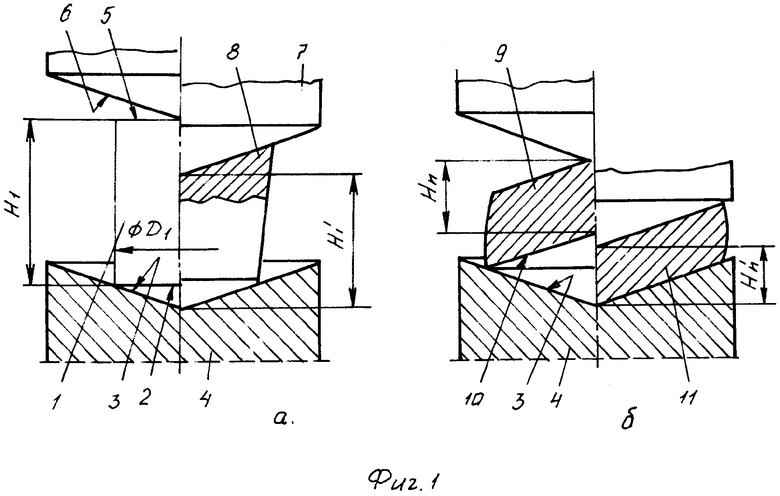
Способ изготовления кольцевой детали, включающий формирование из слитка горячей объемной штамповкой кольцевого полуфабриката, его раскатку и термическую обработку, при этом формирование кольцевого полуфабриката ведут в два этапа, на предварительном этапе осуществляют формирование из слитка исходной заготовки осадкой, а на заключительном - прошивку в исходной заготовке центрального отверстия, отличающийся тем, что осадку на предварительном этапе осуществляют по переходам на выпуклом и вогнутом бойках с образованием на противоположных сторонах осаженной заготовки выпуклой и вогнутой конических поверхностей, при этом заготовку перекладывают перед каждым последующим переходом осадки вогнутой стороной на поверхность вогнутого бойка, прошивку в исходной заготовке центрального отверстия на заключительном этапе производят в закрытом штампе с калибровкой исходной заготовки, а размеры заготовки на переходах осадки и кольцевого полуфабриката выбирают с учетом размеров слитка и кольцевой детали из соотношений:
где Нn - высота слитка перед первым переходом осадки или заготовки в центральной зоне перед n-м переходом осадки;
 - высота в центральной зоне заготовки после n-го перехода осадки;
- высота в центральной зоне заготовки после n-го перехода осадки;
Нд и Нк - высота, соответственно, кольцевой детали и кольцевого полуфабриката.
| Способ ковки полых цилиндрических заготовок | 1980 |
|
SU910304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ ДИСКОВ | 0 |
|
SU261883A1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕЦ | 2004 |
|
RU2279328C2 |
| Датчик давления Смыслова | 1987 |
|
SU1571446A1 |

