Область техники
Предпочтительные варианты осуществления настоящего изобретения относятся, в числе прочего, к устройству обертывания электродных пластин для обертывания пластины положительного электрода или пластины отрицательного электрода разделителями и к способу обертывания электродной пластины разделителями.
Уровень техники
В последние годы, так называемые секционные аккумуляторы стали широко использоваться в качестве различных типов аккумуляторов, таких как, например, аккумуляторы для автомобилей, солнечные батареи или аккумуляторы для электронных устройств. Такой секционный аккумулятор сконструирован посредством укладки друг на друга пластины положительного электрода, разделителя, пластины отрицательного электрода и разделителя поочередно в этом порядке.
Для укладки друг на друга пластины положительного электрода, разделителя и пластины отрицательного электрода предложены различные укладочные устройства. В числе прочего известно укладочное устройство, раскрытое в публикации не прошедшей экспертизу выложенной заявки на патент Японии № H04-101366 (JP-A-H04-101366). В этом предложении, например, пластины отрицательного электрода транспортируются посредством первого транспортера в определенной компоновке и пластины положительного электрода, обернутые разделителями, также транспортируются с помощью второго транспортера в определенной компоновке. Поворотное устройство укладывает друг на друга пластину отрицательного электрода и пластину положительного электрода, обернутые разделителями, поочередно на третьем транспортере. Другими словами, в этом предложении одна из пластины положительного электрода и пластины отрицательного электрода обертываются разделителями, и затем обернутая электродная пластина и электродная пластина обратной полярности поочередно укладываются друг на друга.
В этом случае, поскольку электродные пластины, каждая из которых обернута разделителями, должны транспортироваться последовательно, электродные пластины должны последовательно обертываться разделителями. Такие устройства обертывания электродных пластин раскрываются, например, в публикации, не прошедшей экспертизу выложенной заявки на патент Японии № S62-31786 (в дальнейшем упоминаемой как "JP-В-S62-31786"), публикации, не прошедшей экспертизу выложенной заявки на патент Японии № H10-106588 (в дальнейшем упоминаемой как "JP-A-H10-106588"), публикации, не прошедшей экспертизу выложенной заявки на патент Японии № H10-275628 (в дальнейшем упоминаемой как "JP-A-H10-275628"), и публикации, не прошедшей экспертизу выложенной заявки на патент Японии № 2009-9919 (в дальнейшем упоминаемой как "JP-A-2009-9919").
JP-В-S62-31786 и JP-A-H10-106588 раскрывают устройство, выполненное с возможностью сварки обоих боковых краевых фрагментов разделителя с двумя сгибами, в котором размещается непрерывная электродная пластина. JP-A-H10-275628 раскрывает устройство, выполненное с возможностью транспортировки непрерывной ременной электродной пластины полностью горизонтально при подаче пары разделителей на обе поверхности электродной пластины, чтобы заставлять разделители приклеиваться к поверхностям электродной пластины, с помощью пары роликов, а затем сушить электродную пластину, обернутую разделителями. Дополнительно, JP-A-2009-9919 раскрывает устройство, выполненное с возможностью обертывания пластины положительного электрода или пластины отрицательного электрода, образующую предварительно определенную форму, парой непрерывных разделителей.
Задачи, на решение которых направлено изобретение
Тем не менее, в каждом варианте пара непрерывных разделителей приклеивается к обеим поверхностям электродной пластины и сваривается, а затем разрезается с образованием предварительно определенной формы аккумуляторного элемента. Это вызывает такую проблему, что требуется время на изготовление каждой электродной пластины, обернутой разделителями, что, в свою очередь, приводит к проблеме в укладке друг на друга электродов на последующем этапе. Таким образом, в целом, эффективность изготовления аккумуляторного элемента не является оптимальной.
Описание в данном документе преимуществ и недостатков различных признаков, вариантов осуществления, способов и установок, раскрытых в других публикациях, никоим образом не имеет намерение ограничивать настоящее изобретение. На самом деле, определенные признаки изобретения могут допускать преодоление определенных недостатков при сохранении части или всех признаков, вариантов осуществления, способов и установок, раскрытых в них.
Средство решения задач
Согласно первому аспекту предпочтительного варианта осуществления настоящего изобретения устройство обертывания электродных пластин для обертывания пластины положительного или отрицательного электрода разделителем включает в себя транспортировочную секцию, выполненную с возможностью транспортировки электродной пластины, укладочную барабанную секцию, включающую в себя пару барабанов, размещаемых параллельно так, что они обращены друг к другу и могут подавать пару разделителей, причем пара разделителей приклеена к соответствующим периферийным поверхностям пары барабанов, и сварочную секцию, сваривающую краевые фрагменты пары разделителей в состоянии, в котором электродная пластина размещается между парой разделителей. Транспортировочная секция транспортирует электродную пластину в пару барабанов, и пара барабанов подает пару разделителей синхронно с транспортировкой электродной пластины, причем пара разделителей приклеена к соответствующим периферийным поверхностям пары барабанов. В ходе этапа транспортировки электродной пластины посредством и между парой барабанов синхронно с вращениями пары барабанов, пара разделителей укладывается на соответствующих поверхностях электродной пластины, и краевые фрагменты пары разделителей свариваются посредством сварочной секции. Согласно этому устройству, поскольку разделители, образующие предварительно определенную форму, укладываются на обеих поверхностях с использованием вращений электродной пластины барабанов барабанной секции, электродная пластина, обернутая разделителями, может изготавливаться быстро и непрерывно.
В вышеуказанном устройстве обертывания электродных пластин, предпочтительно, чтобы устройство дополнительно включало в себя пару инструментов для резки разделителей, размещенных около соответствующих периферийных поверхностей пары барабанов, при этом пара инструментов для резки разделителей выполнена с возможностью разрезания одного непрерывного разделителя с образованием предварительно определенной формы в состоянии, в котором разделитель приклеен к периферийной поверхности барабана. С помощью этого устройства, поскольку разделитель разрезается с образованием предварительно определенной формы в состоянии, в котором разделитель приклеивается к периферийной поверхности барабана, электродная пластина, обернутая разделителями, может изготавливаться быстрее и непрерывно.
В вышеуказанном устройстве обертывания электродных пластин, предпочтительно, чтобы устройство дополнительно включало в себя узел подающих роликов, размещаемый около одного из пары барабанов, чтобы подавать разделитель на периферийную поверхность одного из пары барабанов. С помощью этого устройства может легко управляться операция установки разделителя на барабан.
Кроме того, предпочтительно, чтобы узел подающих роликов управлялся так, что подача разделителя синхронизируется с транспортировкой электродной пластины посредством прекращения подачи разделителя, чтобы вызывать скольжение разделителя на периферийной поверхности одного из пары барабанов. При такой конструкции, посредством управления операцией установки разделителя на барабан, может синхронизироваться транспортировка электродной пластины и подача разделителя.
Кроме того, предпочтительно, чтобы каждый из пары барабанов имел отверстия для всасывания воздуха на своей периферийной поверхности, так что разделитель приклеивается к периферийной поверхности посредством всасывания воздуха через отверстия для всасывания воздуха. Вследствие этого, разделитель может легко и надежно приклеиваться (прилипать) к периферийной поверхности барабана.
Кроме того, предпочтительно, чтобы транспортировочная секция включала в себя транспортер для транспортировки электродной пластины, причем электродная пластина размещается на нем, и втягивающее устройство для транспортировки электродной пластины к паре барабанов при втягивании верхней поверхности электродной пластины. При такой конструкции, электродная пластина может быть легко и надежно транспортирована к зазору пары барабанов. Кроме того, посредством управления положением и/или позицией электродной пластины посредством втягивающего устройства, даже в случаях, если в транспортере возникают смещения электродной пластины, электродная пластина может быть подана в зазор барабанной секции в надлежащем положении и позиции.
Кроме того, предпочтительно, чтобы транспортировочная секция дополнительно включала в себя детектор электродных пластин, размещаемый с возможностью определения электродной пластины, которая транспортируется посредством транспортера. Вследствие этого, может быть распознана позиция и/или положение электродной пластины. Детектор электродных пластин может быть камерой-датчиком, фотографирующей электрод, который транспортируется посредством транспортера.
Кроме того, предпочтительно, чтобы сварочная секция имела конструкцию, которая зажимает пару разделителей и управлялась таким образом, что сварочная секция захватывает краевые фрагменты торцов пары разделителей после начала укладки пары разделителей на соответствующих поверхностях электродной пластины, вытягивает пару разделителей синхронно с вращениями барабанов при захвате краевых фрагментов торца пары разделителей и затем сваривает краевые фрагменты пары разделителей посредством зажатия краевых фрагментов. При такой конструкции, даже если разделитель проходит через зазор барабанной секции, причем разделитель заряжен с помощью электрических статических зарядов, не допускается приклеивание разделителя к периферийной поверхности барабана. Кроме того, поскольку используется сварочная секция, обычно требуемая при постобработке, не требуется дополнительное устройство. Выполнение сварки при захвате краевых фрагментов торца обеспечивает условную сварку краевого фрагмента торца.
Кроме того, предпочтительно, чтобы сварочная секция могла осуществлять точечную сварку краевых фрагментов разделителей. В этом случае, краевые фрагменты разделителей могут быть легко и надежно предварительно сварены.
Кроме того, она может иметь такую конфигурацию, в которой сварочная секция имеет конструкцию в форме роликов теплопереноса с парой роликов теплопереноса, которые вращаются при зажатии пары разделителей между ними, и последовательно сваривает поперечные боковые краевые фрагменты пары разделителей посредством зажатия поперечных боковых краевых фрагментов при вращении синхронно с вращениями барабанов. Вследствие этого, укладка разделителей на обеих поверхностях электродной пластины и сварка боковых краевых фрагментов разделителей могут выполняться одновременно.
Аккумуляторный элемент может изготавливаться посредством поочередной укладки друг на друга пластины положительного или отрицательного электрода, обернутой разделителями, изготовленной с помощью одного из вышеуказанных устройств, противоположной пластины отрицательного или положительного электрода или противоположной пластины отрицательного или положительного электрода, обернутой разделителями. Вследствие этого, аккумуляторный элемент может эффективно изготавливаться посредством поочередной укладки их друг на друга.
Согласно второму аспекту предпочтительного варианта осуществления настоящего изобретения способ обертывания электродной пластины разделителями, причем способ включает этапы: размещения пары барабанов параллельно таким образом, что они обращены друг к другу; транспортировки электродной пластины к паре барабанов при подаче пары разделителей синхронно с транспортировкой электродной пластины в состоянии, в котором пара разделителей приклеивается к соответствующим периферийным поверхностям пары барабанов; и при транспортировке электродной пластины посредством и между парой барабанов синхронно с вращениями пары барабанов, укладки пары разделителей на соответствующих поверхностях электродной пластины и сварки краевых фрагментов разделителей.
Эффект изобретения
При таком способе, поскольку разделители, образующие предварительно определенную форму, укладываются на обеих поверхностях электродной пластины, используя вращение барабанной секции, электродная пластина, обернутая разделителями, может изготавливаться быстро и непрерывно. Следовательно, в ходе изготовления аккумуляторного элемента при постобработке появляется возможность непрерывно подавать электродную пластину, обернутую разделителями, последовательно, приводя к повышенной эффективности изготовления аккумуляторных элементов.
Перечень ссылочных позиций
100 - транспортировочная секция;
110 - транспортер;
111 - первый вращательный ролик транспортера;
112 - второй вращательный ролик транспортера;
113 - втягивающий ремень;
113а - отверстие всасывания воздуха;
120 - втягивающее устройство;
121 - основной корпус;
122 - втягивающая головка;
130 - камера-датчик;
140 - поддерживающий фрагмент;
200 - укладочная барабанная секция;
210 - верхний барабан;
210а - отверстие всасывания воздуха;
220 - нижний барабан;
220а - отверстие всасывания воздуха;
230 - зазор;
240 - узел подающих роликов;
250 - инструмент для резки разделителей;
251 - втягивающая головка инструмента для резки;
300 - сварочная секция;
310 - верхнее сварочное устройство;
320 - нижнее сварочное устройство;
400 - второй транспортер;
401 - первый вращательный ролик транспортера;
402 - второй вращательный ролик транспортера;
403 - втягивающий ремень.
Краткое описание чертежей
Предпочтительные варианты осуществления настоящего изобретения показаны в качестве примера, а не ограничения на прилагаемых чертежах, на которых:
Фиг. 1 является схематичным конструктивным видом, показывающим устройство обертывания электродных пластин согласно первому варианту осуществления настоящего изобретения;
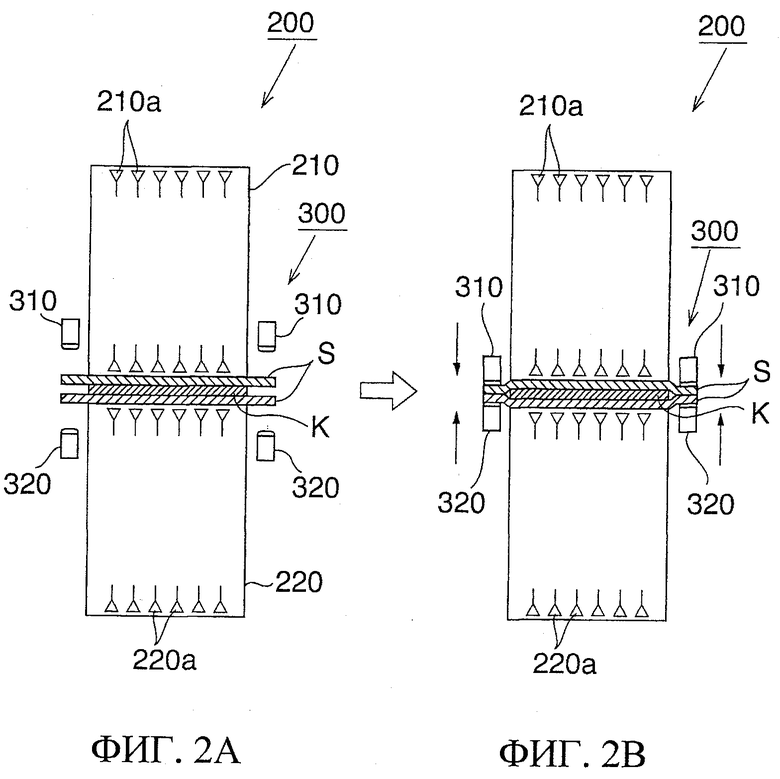
Фиг. 2A и 2B являются схематичными видами в поперечном сечении, показывающими процесс сварки разделителей, при этом фиг. 2A показывает вид в поперечном сечении в состоянии, в котором разделители не сварены, а фиг. 2B показывает вид в поперечном сечении в состоянии, в котором разделители сварены;
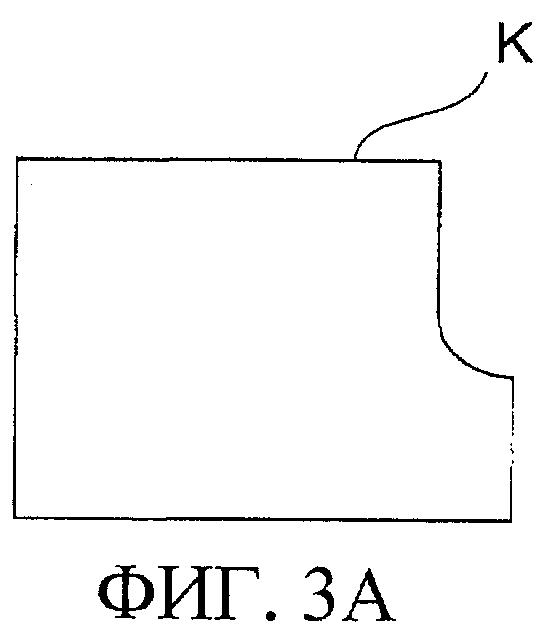
Фиг. 3A является видом сверху, показывающим электродную пластину;
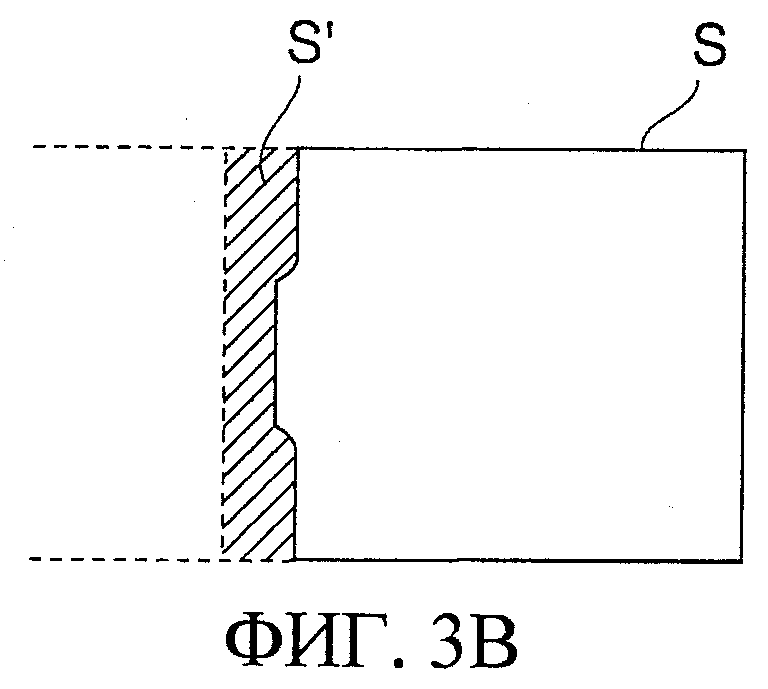
Фиг. 3B является видом сверху, показывающим разделитель;
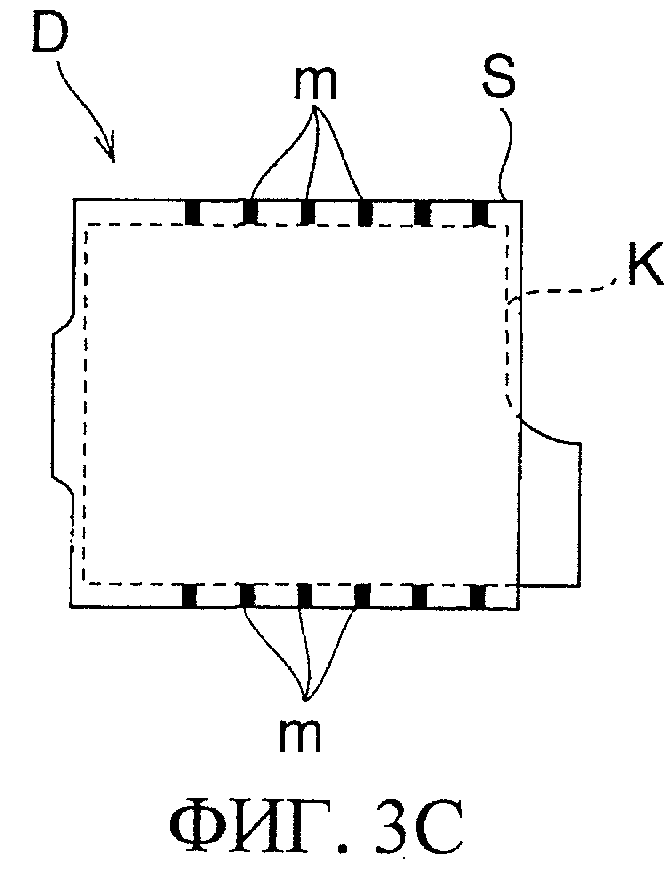
Фиг. 3C является видом сверху, показывающим аккумуляторный элемент;
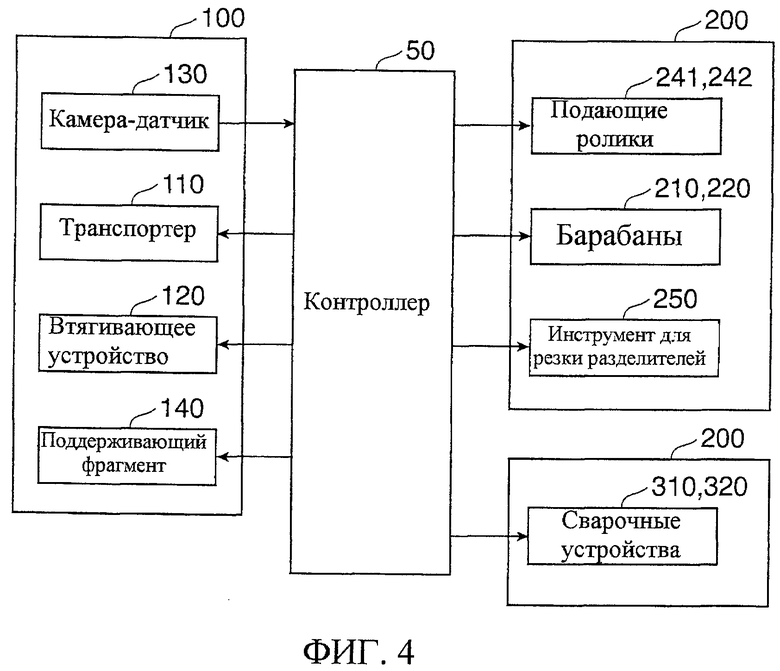
Фиг. 4 является блок-схемой этого устройства;
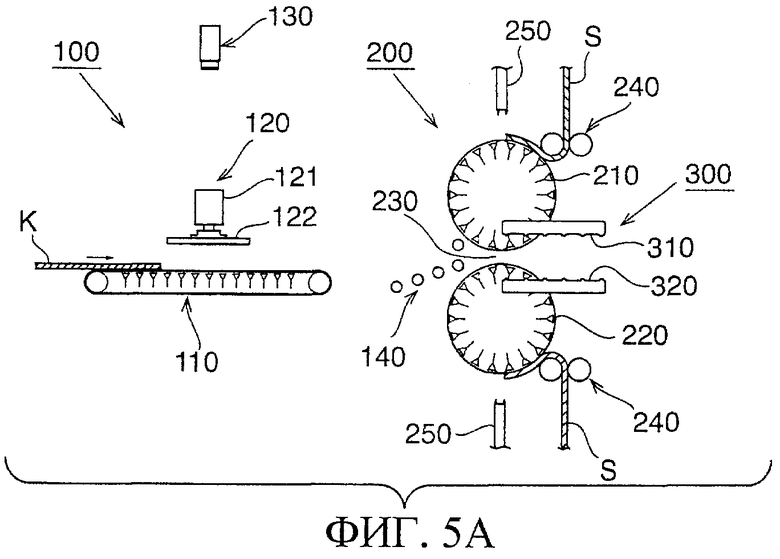
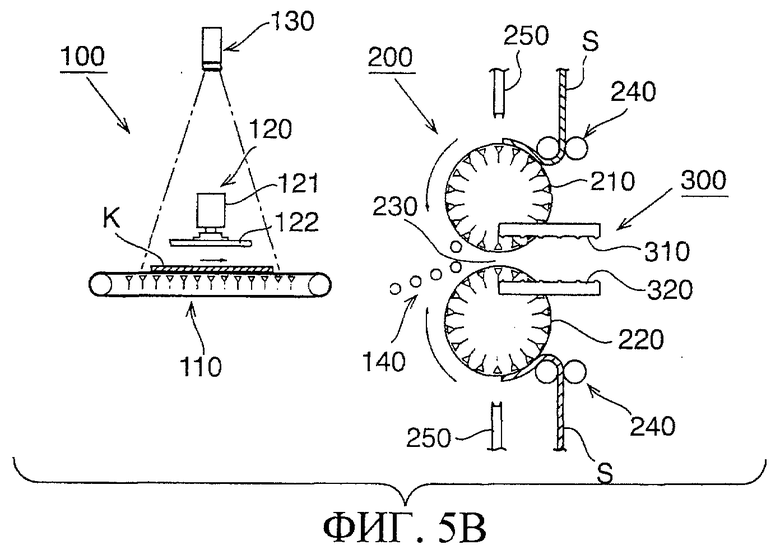
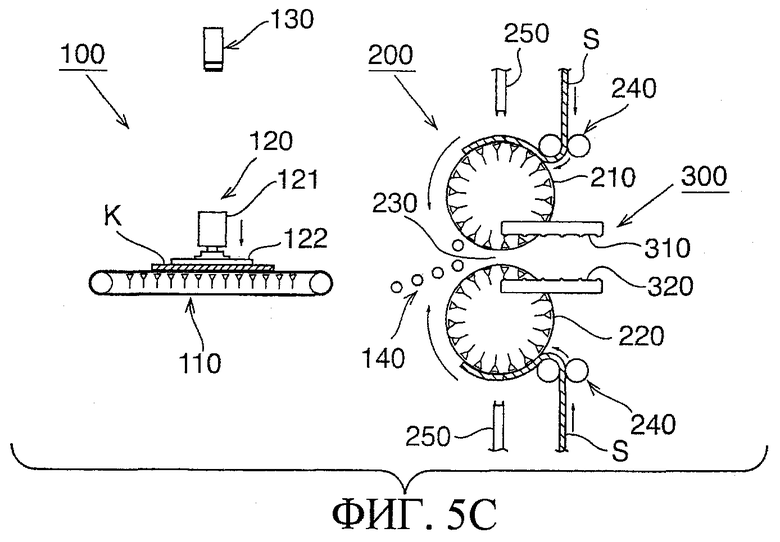
Фиг. 5A-5C показывают первый этап способа обертывания электродных пластин;
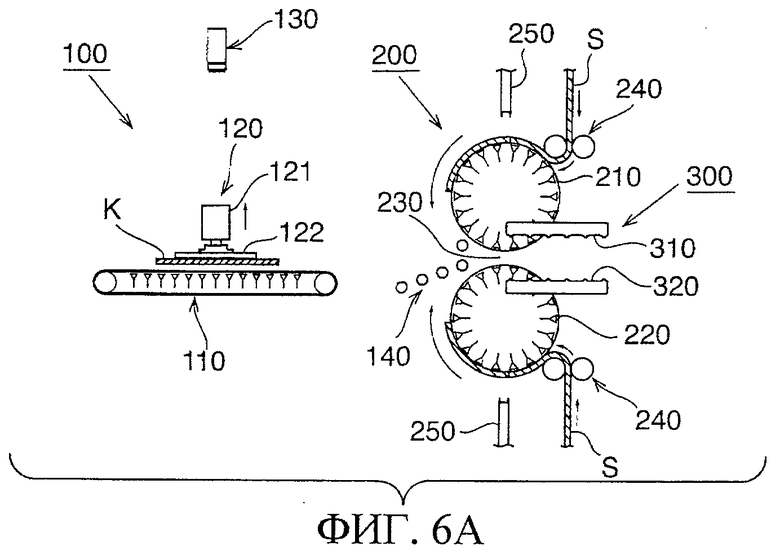
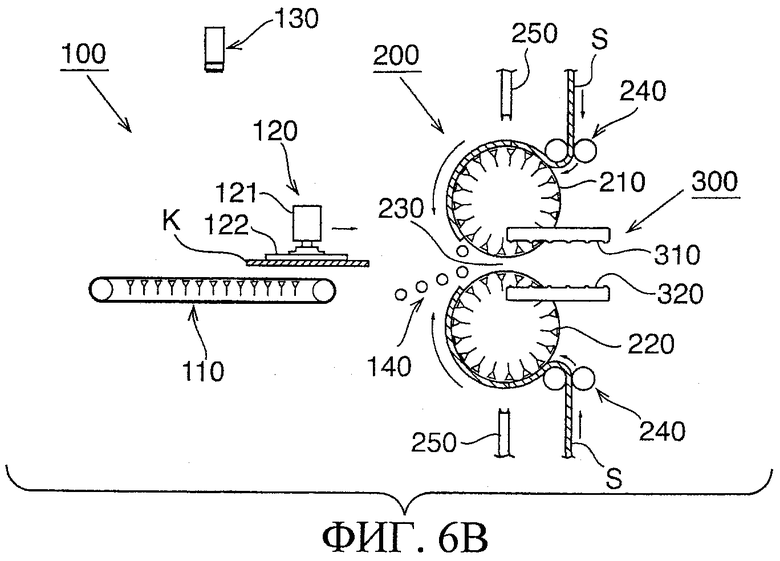
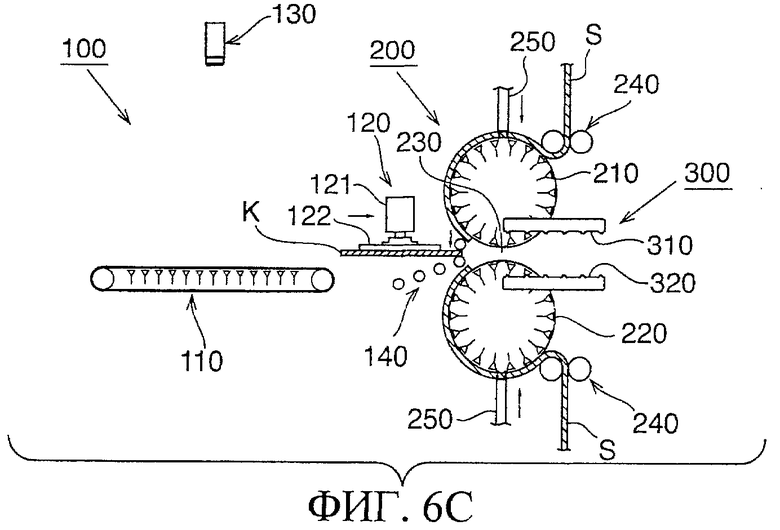
Фиг. 6A-6C показывают второй этап способа обертывания электродных пластин;
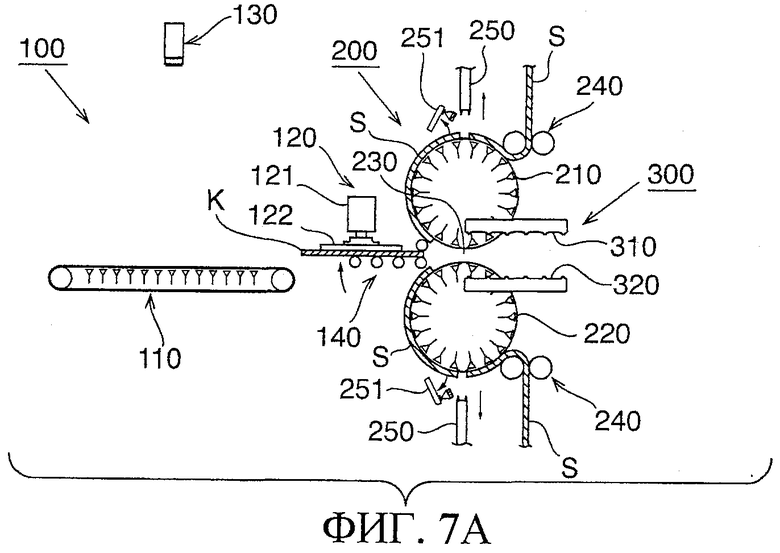
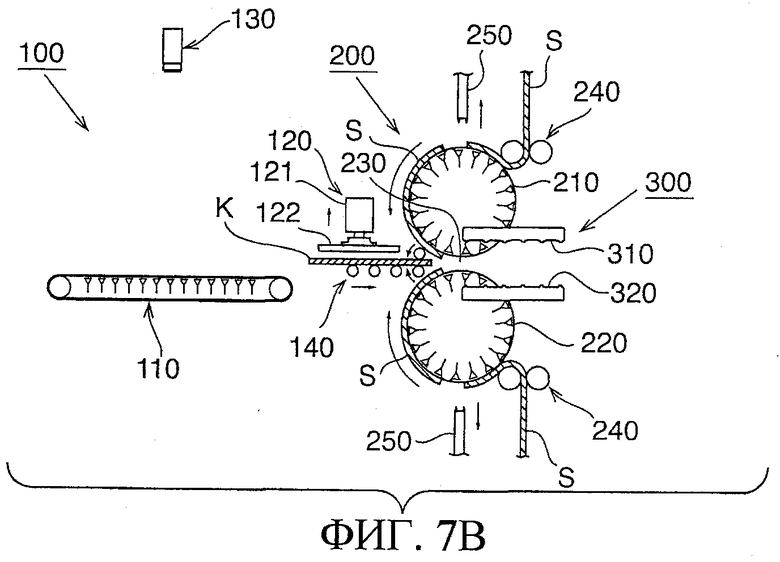
Фиг. 7A-7C показывают третий этап способа обертывания электродных пластин;
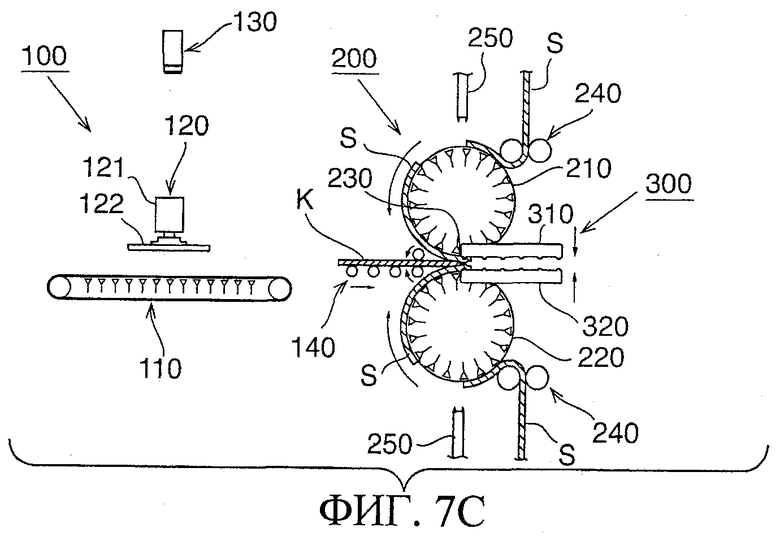
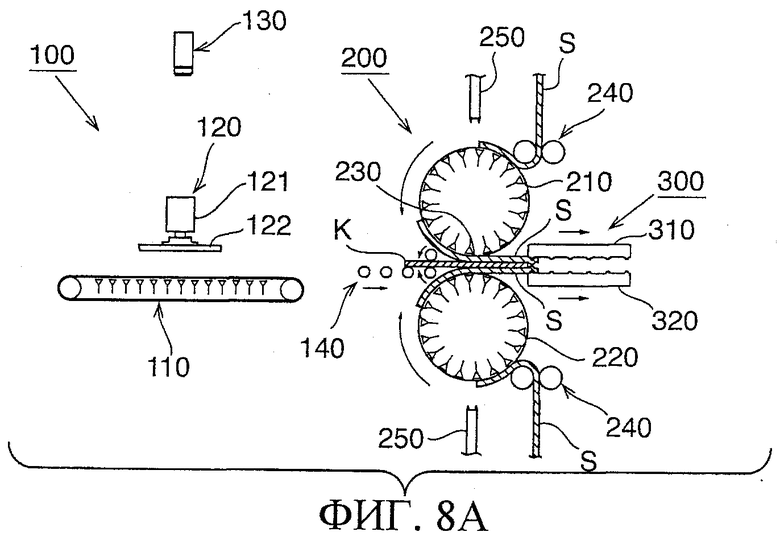
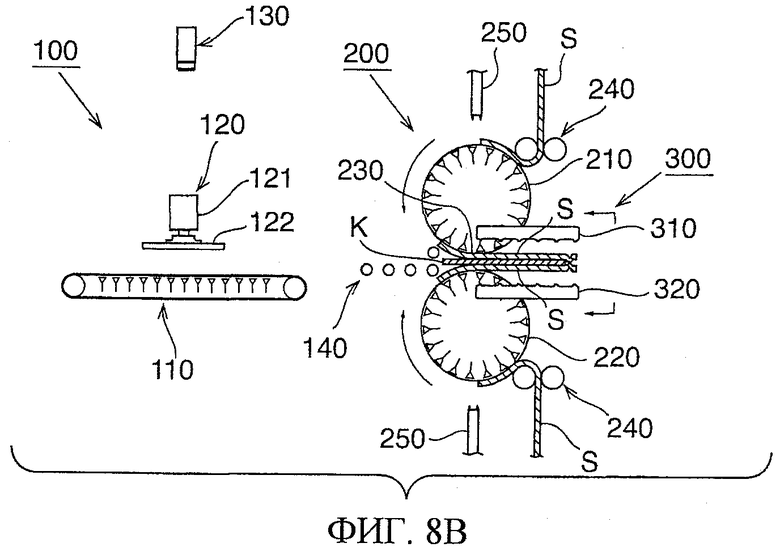
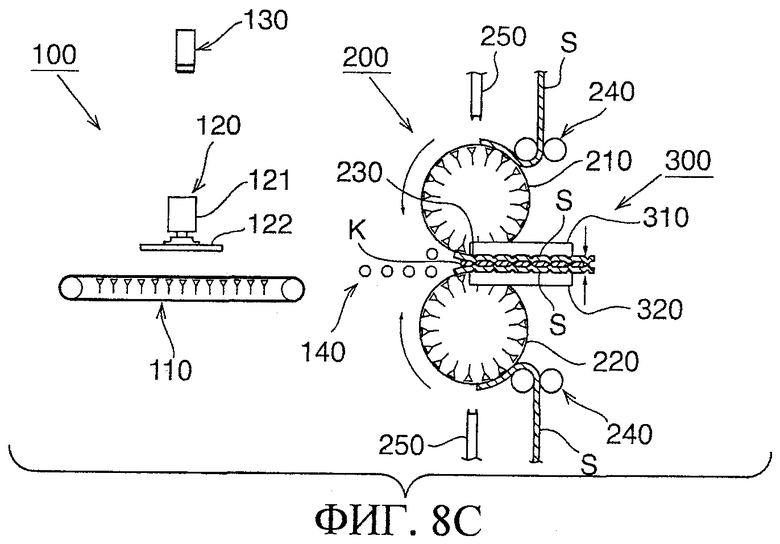
Фиг. 8A-8C показывают четвертый этап способа обертывания электродных пластин;
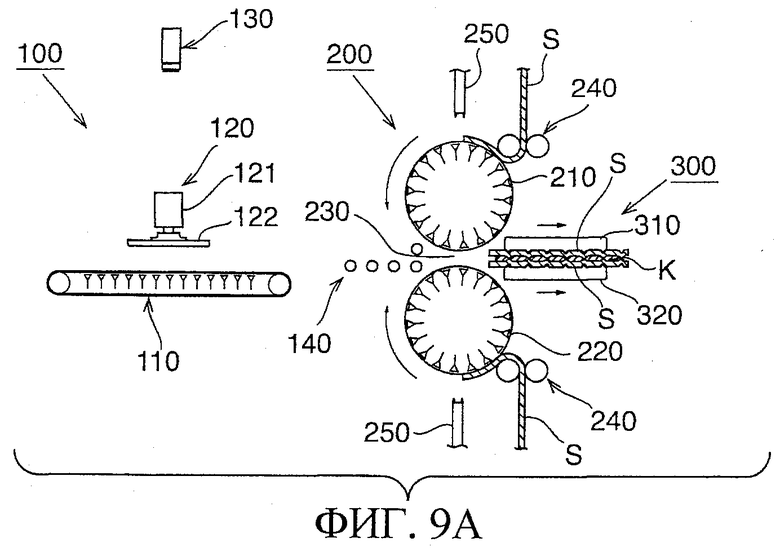
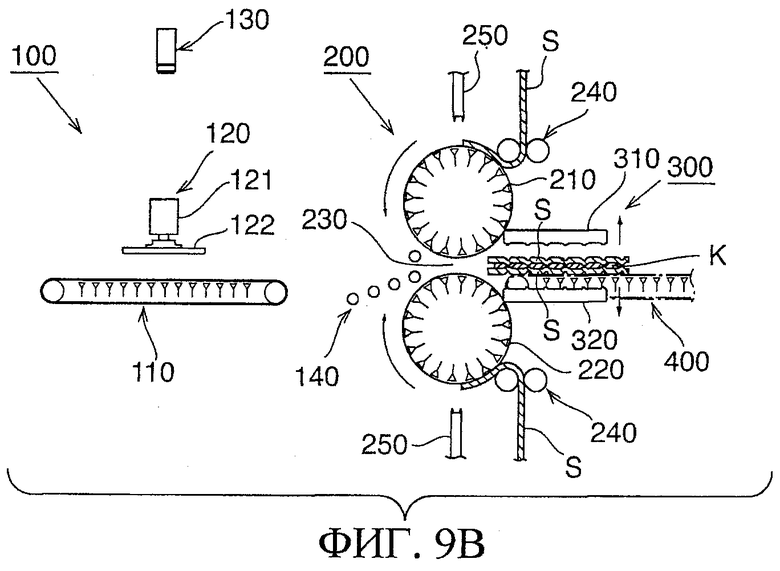
Фиг. 9A и 9B показывают пятый этап способа обертывания электродных пластин;
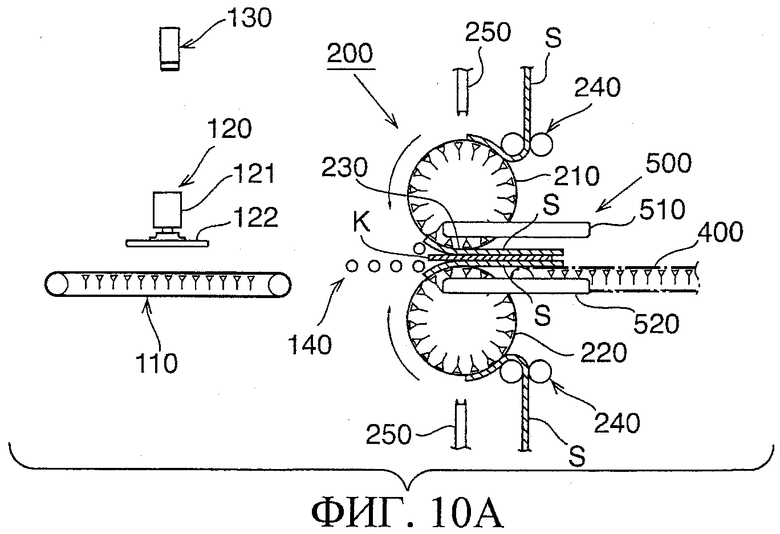
Фиг. 10A-10C показывают способ обертывания электродных пластин согласно второму варианту осуществления настоящего изобретения; и
Фиг. 11A-11C показывают способ обертывания электродных пластин согласно третьему варианту осуществления настоящего изобретения.
Подробное описание изобретения
Фиг. 1-9 показывают первый вариант осуществления настоящего изобретения.
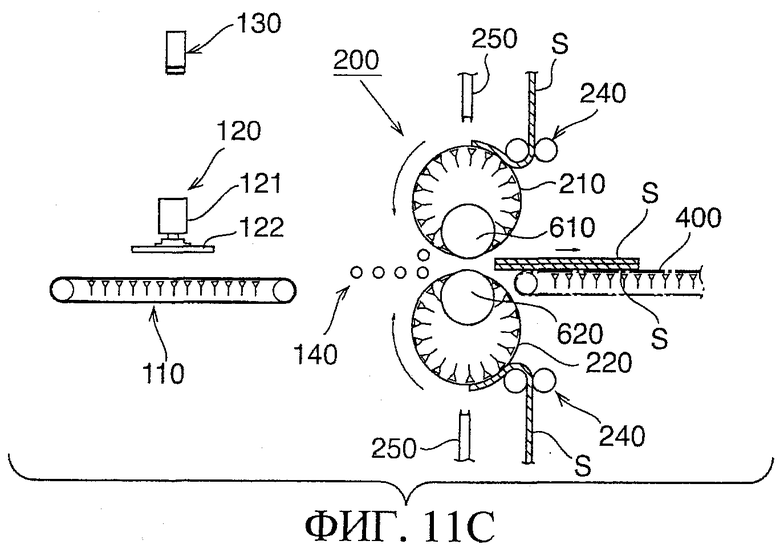
Как показано на фиг. 1, устройство обертывания электродных пластин включает в себя транспортировочную секцию 100 для транспортировки электродной пластины K предварительно определенной формы, укладочную барабанную секцию 200, размещаемую на стороне после транспортировочной секции 100 в направлении транспортировки (т.е. в направлении стрелки A на фиг. 1), и сварочную секцию 300, размещаемую на обеих поперечных сторонах укладочной барабанной секции 200 относительно направления транспортировки.
Транспортировочная секция 100 включает в себя транспортер 110 для транспортировки электродных пластин K на нем полностью горизонтально. Этот транспортер 110 имеет первый и второй вращательные ролики 111 и 112 транспортера, размещенные в переднем и заднем конце направления транспортировки, и втягивающий ремень 113, бесконечно перемещающийся вокруг первого и второго вращательных роликов 111 и 112 транспортера. Вращательные перемещения по часовой стрелке первого и второго роликов транспортера 111 и 112 вызывают перемещение вперед (т.е. перемещение вправо на фиг. 1) верхнего бокового фрагмента втягивающего ремня 113, приводя к перемещению вперед электродной пластины K, расположенной на транспортере 110. Таким образом, множество электродных пластин K может транспортироваться последовательно с помощью этой транспортировочной секции 100, например, посредством размещения множества электродных пластин K на втягивающем ремне 113 через определенные интервалы. В этом варианте осуществления, транспортер 100 используется в качестве средства для транспортировки электродной пластины K полностью горизонтально, но не ограничен этим. Следует отметить, что настоящее изобретение дает возможность использования различных типов транспортирующих устройств, отличных от вышеупомянутых ременных транспортеров.
Втягивающий ремень 113 имеет определенное число отверстий 113a для всасывания воздуха, так что электродная пластина K может фиксироваться на нем в предварительно определенной позиции посредством всасывания воздуха через отверстия 113a для всасывания воздуха.
Электродная пластина K формируется в предварительно определенной форме, например, как показано на фиг. 3A, до транспортировки посредством транспортера 110. Электродная пластина K, ранее разрезанная с образованием предварительно определенной формы, может быть размещена на транспортере 110. Альтернативно, одна непрерывная электродная пластина K может быть размещена на транспортере 110 и затем разрезана с образованием предварительно определенной формы на транспортере 110. Электродная пластина K не ограничена конкретным образом и может быть любой известной электродной пластиной. Например, пластина положительного электрода может быть пластиной, сформированной посредством нанесения жидкого раствора оксида лития и кобальта на обе поверхности алюминиевой подложки, такой как алюминиевая пластина или фольга, а пластина отрицательного электрода может быть пластиной, сформированной посредством нанесения жидкого раствора углеродного материала на обе поверхности медной подложки, такой как медная пластина или фольга.
Транспортировочная секция 100 включает в себя втягивающее устройство 120, размещаемое выше транспортера 110. Это втягивающее устройство 120 состоит из основного корпуса 121, соединенного и приводимого в действие посредством устройства приведения в действие (не проиллюстрировано), и втягивающей головки 122, присоединенной к нижнему фрагменту основного корпуса 121, и имеет такую конфигурацию, в которой втягивающее устройство 120 может перемещаться вверх и вниз, а также вправо и влево в соответствии с работой устройства приведения в действие.
Когда электродная пластина K транспортируется в предварительно определенную позицию посредством транспортера 110, втягивающее устройство 120 опускается так, что оно втягивает электродную пластину K с помощью втягивающей головки 122, а затем поднимается при втягивании электродной пластины K с помощью втягивающей головки 122, причем электродная пластина K поддерживается полностью в горизонтальном положении. После этого, втягивающее устройство 120 перемещается к укладочной барабанной секции 200 (т.е. перемещается вправо на фиг. 1), чтобы тем самым транспортировать электродную пластину K из транспортера 110 к зазору 230 между парой барабанов 210 и 220 барабанной секции 200.
Электродная пластина K, транспортируемая с помощью транспортера 110, иногда смещается поперечно и/или наклонно относительно направления A транспортировки. Втягивающее устройство 120 конструктивно исполнено с возможностью перемещаться при коррекции поперечного и/или наклонного смещения электродной пластины K в надлежащее положение во время транспортировки электродной пластины K. Таким образом, электродная пластина K может транспортироваться к зазору 230 между смежными барабанами 210 и 220 барабанной секции 200 в надлежащем положении.
Транспортировочная секция 100 также включает в себя камеру-датчик 130 (т.е. детектор электродных пластин), размещаемую над втягивающим устройством 120. Эта камера-датчик 130 фотографирует электродную пластину K, которая транспортируется на транспортере 130. Более конкретно, камера-датчик 130 фотографирует электродную пластину K, когда электродная пластина K транспортируется в предварительно определенную позицию, чтобы распознавать позицию и/или положение электродной пластины K из сфотографированного изображения, и затем отправляет предписанный сигнал в контроллер 50. Контроллер 50, который принимает сигнал, управляет устройством приведения в действие (не проиллюстрировано) таким образом, что втягивающее устройство 120 опускается до электродной пластины K и затем переносит электродную пластину K в зазор 230 барабанной секции 200 при коррекции поперечного и/или наклонного смещения электродной пластины K в надлежащее положение в ходе этапа транспортировки электродной пластины K.
В этом варианте осуществления, позиция и/или положение электродной пластины K распознается с использованием камеры-датчика 130. Тем не менее, вместо использования камеры, другой простой датчик(и) может быть использован для того, чтобы распознавать позицию и/или положение электродной пластины K посредством определения, например, краевого фрагмента торца электродной пластины K.
Транспортировочная секция 100 дополнительно включает в себя поддерживающий фрагмент 140 впереди рядом с барабанной секцией 200. Этот поддерживающий фрагмент 140 состоит из множества роликов и выполнен с возможностью поддерживать электродную пластину K, транспортируемую посредством втягивающего устройства 120, и подавать электродную пластину K в зазор 230 барабанной секции 200.
Поддерживающий фрагмент 140 обычно поддерживает положение с наклоном под углом вперед, как показано на фиг. 1, но принимает полностью горизонтальное положение при приеме электродной пластины K из втягивающего устройства 120, как показано на фиг. 7A. Поддерживающий фрагмент 140 содержит пару из верхнего и нижнего роликов, обращенных друг к другу в вертикальном направлении в дальнем выходном конце, так что ролики могут зажимать электродную пластину K за обе поверхности.
Более подробно, когда электродная пластина K транспортируется с помощью втягивающего устройства 120, пара роликов поддерживающего фрагмента 140, расположенных в дальнем выходном конце, зажимает краевой фрагмент торца электродной пластины K за обе поверхности, и затем оставшиеся ролики поднимаются, чтобы принимать полностью горизонтальное положение, чтобы тем самым поддерживать электродную пластину K на себе. После получения опоры посредством поддерживающего фрагмента 140, электродная пластина K высвобождается из втягивающей головки 122 втягивающего устройства 120 и подается в зазор 230 барабанной секции 200 в соответствии с вращениями роликов, составляющих поддерживающий фрагмент 140.
Укладочная барабанная секция 200 состоит из пары верхнего и нижнего цилиндрических барабанов 210 и 220. Верхний и нижний цилиндрические барабаны 210 и 220 размещаются параллельно друг другу с предварительно определенным зазором 230, сформированным между ними, так что ось каждого барабана идет в направлении, перпендикулярном направлению A транспортировки. Каждый из барабанов 210 и 220 сформирован с возможностью иметь осевую длину (т.е. ширину), превышающую ширину разделителя S, так что оба боковых краевых фрагмента разделителя S выступают из обоих краевых фрагментов барабанов 210 и 220 в состоянии, в котором электродная пластина K зажимается посредством и между барабанами 210 и 220, как показано на фиг. 2A и 2B.
В этой укладочной барабанной секции 200 верхний и нижний барабаны 210 и 220 вращаются таким образом, что соответствующие периферийные поверхности барабанов перемещаются в идентичном направлении транспортировки между зазором 230. Более подробно, верхний барабан 210 вращается против часовой стрелки на фиг. 1, чтобы подавать верхний разделитель S в зазор 230, при этом разделитель S приклеен к периферийной поверхности барабана 210. С другой стороны, нижний барабан 220 вращается по часовой стрелке на фиг. 1, чтобы подавать нижний разделитель S в зазор 230, при этом разделитель S приклеен к его периферийной поверхности. Верхний и нижний барабаны 210 и 220 приводятся во вращение посредством приводного электромотора (не проиллюстрирован), управляемого посредством контроллера 50.
Верхний и нижний барабаны 210 и 220 укладочной барабанной секции 200 имеют множество отверстий 210a и 220a для всасывания воздуха на своей периферийной поверхности, так что разделитель S может быть неподвижно зафиксирован на периферийной поверхности барабана посредством всасывания воздуха через отверстия 210a и 220a для всасывания воздуха.
В зазоре 230 укладочная барабанная секция 200 последовательно укладывает разделители S на обеих поверхностях электродной пластины K, транспортируемой полностью горизонтально синхронно с вращением барабанной секции 200 в соответствии с вращением барабанной секции 200.
Более конкретно, электродная пластина K транспортируется к зазору 230 укладочной барабанной секции 200, и краевой фрагмент торца электродной пластины K достигает зазора 230. С другой стороны, синхронно с транспортировкой электродной пластины K разделители S и S транспортируются к зазору 230 укладочной барабанной секции 200 в соответствии с вращением каждого барабана. Краевые фрагменты торцов разделителей S и S, достигшие зазора 230 барабанной секции 200, перекрываются в зазоре 230. После этого электродная пластина K транспортируется вперед с поддерживающим фрагментом 140 полностью в горизонтальном положении синхронно с вращением барабанной секции 200. В ходе этапа транспортировки разделители S и S, втянутые на периферийную поверхность барабанной секции 200, последовательно укладываются на обеих поверхностях электродной пластины K. В это время сварочная секция 300 захватывает оба поперечных боковых края краевого фрагмента торца разделителей S и протягивает разделители S вперед.
В расположенных под наклоном верхних и нижних фрагментах выходной стороны барабанной секции 200, как показано на фиг. 1, предоставляется, соответственно, узел 240 из пары цилиндрических небольших подающих роликов. Узел 240 из пары подающих роликов состоит из пары переднего и заднего подающих роликов 241 и 242, размещаемых в направлении A транспортировки с определенным расстоянием между ними. Этот узел 240 подающих роликов может подавать один непрерывный разделитель S, подаваемый из ролика с разделителем (не проиллюстрирован), в барабанную секцию 200 в предварительно определенное время, при зажатии разделителя S между ними при приеме команды контроллера 50. В это время узел 240 подающих роликов прекращает подачу разделителя S, чтобы вызывать скольжение разделителя S на периферийной поверхности барабана 210 или 220, так что подача разделителя S синхронизируется с подачей электродной пластины K. Ниже поясняется конкретное регулирование подачи разделителя S посредством узла 240 подающих роликов.
Верхний инструмент 250 для резки разделителей располагается выше барабанной секции 200, а нижний инструмент 250 для резки разделителей предоставляется ниже барабанной секции 200. Каждый инструмент 250 для резки разрезает разделитель S, посаженный на периферийной поверхности барабана 210 или 220. Более подробно, когда разделитель S подается в предварительно определенную позицию, при этом разделитель S приклеен к периферийной поверхности барабана 210, каждый инструмент 250 для резки разделителей приближается к соответствующему барабану 210 или 220 при приеме команды контроллера 50, чтобы разрезать разделитель S с образованием предварительно определенной формы, например, как показано на фиг. 3B, с помощью режущего полотна, присоединенного к торцу инструмента 250 для резки. Материал разделителя S не ограничивается конкретным материалом и может быть использован традиционно предлагаемый разделитель. Например, изолирующая пленка, изготовленная из полипропиленовой (PP) смолы или полиэтиленовой (PE) смолы, может использоваться в качестве разделителя S.
Как пояснено выше, в этом варианте осуществления один непрерывный разделитель S фиксированным образом прилипает к периферийной поверхности барабана 210 или 220 и затем разрезается с образованием предварительно определенной формы на периферийной поверхности барабана 210 или 220 в ходе процесса подачи. Это исключает отдельный процесс резки для резки разделителя S с образованием предварительно определенной формы, приводя к быстрой подаче разделителя S. Отрезанный фрагмент S' разделителя S, как показано на фиг. 3B, вытягивается посредством втягивающей головки 251 инструмента для резки, показанной на фиг. 7A, чтобы не допускать того, чтобы отрезанный фрагмент S' оставался в устройстве.
Сварочная секция 300 выполнена с возможностью сваривать оба боковых краевых фрагмента разделителей S, уложенных на обеих поверхностях электродной пластины K. Сварочная секция 300 включает в себя пару на правой стороне из верхнего и нижнего сварочных устройств 310 и 320 и пару на левой стороне из верхнего и нижнего сварочных устройств 310 и 320. Каждая пара сварочных устройств 310 и 320 размещается таким образом, что сварочные устройства 310 и 320 сдвинуты к выходной стороне или в направлении A транспортировки (т.е. в направлении вправо на фиг. 1) относительно центра вращения барабана 210 (220).
Каждое из верхнего и нижнего сварочных устройств 310 и 320 сварочной секции 300 имеет множество выступов 310a и 320a на соответствующей противоположной поверхности и размещается через определенные интервалы в продольном направлении сварочного устройства 300, так что верхний и нижний разделители S и S свариваются в фрагментах, соответствующих выступам 310a и 320a. Таким образом, сваренные разделители S и S имеют множество сварных фрагментов "m", размещаемых вдоль продольного направления разделителей в обоих боковых краевых фрагментах, как показано на фиг. 3C. Посредством сварки обоих боковых краевых фрагментов разделителей S и S во множестве сварных фрагментов "m", оба разделителя S и S переходят в предварительно сваренное состояние.
Каждая пара сварочных устройств 310 и 320 обычно размещается с расстоянием между ними в вертикальном направлении и перемещается в направлении приближения, чтобы захватывать краевые фрагменты торцов обоих боковых краев разделителей S после достижения краевого фрагмента торца разделителей S. Затем сварочная секция 300 перемещается вперед (т.е. к выходной стороне) синхронно с вращениями барабанов 210 и 220, причем краевые фрагменты торцов обоих боковых краев разделителей S захвачены с помощью сварочной секции 300. Когда электродная пластина K, обернутая разделителями S (в дальнейшем называемая "аккумуляторным элементом D"), достигает предварительно определенной позиции, пара из верхнего и нижнего сварочных устройств 310 и 320 перемещается в направлении друг от друга, затем перемещается назад (т.е. к входной стороне) и перемещается в направлении приближения, чтобы зажимать оба боковых краевых фрагмента разделителей S аккумуляторного элемента D, чтобы тем самым сваривать их в сварных точках "m". Затем, после переноса аккумуляторного элемента D с обоими боковыми краевыми фрагментами разделителей S, зажатыми в предварительно определенной позиции, сварочные устройства 310 и 320 перемещаются в направлении друг от друга, чтобы высвобождать аккумуляторный элемент D.
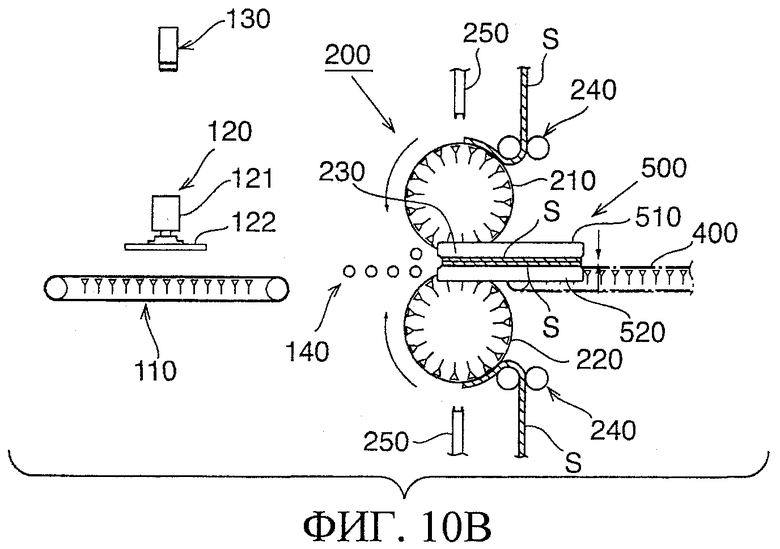
Как показано на фиг. 10, второй транспортер 400 размещается перед (т.е. на выходной стороне) барабанной секцией 200. Эта вторая барабанная секция 400 выполнена с возможностью размещать аккумуляторный элемент D, в котором электродная пластина K размещается между разделителями S, и транспортировать аккумуляторный элемент D в предварительно определенную позицию после того, как аккумуляторный элемент D высвобождается из сварочной секции 300.
Далее поясняется способ обертывания электродной пластины K разделителями S с использованием вышеуказанного устройства со ссылкой на фиг. 5-9.
(1) Электродная пластина K предварительно определенной формы размещается на транспортере 110 вдоль продольного направления с концом торца, обращенным вперед (т.е. обращенным к выходной стороне). С другой стороны, каждый узел 240 подающих роликов подает один непрерывный разделитель S, подаваемый из ролика с разделителем (не проиллюстрирован), при его зажатии между ними. В это время, краевой фрагмент торца каждого разделителя S размещается в верхнем или нижнем дальнем фрагменте барабанной секции 200 (см. фиг. 5A).
(2) Когда электродная пластина K достигает предварительно определенной позиции на транспортере 110, камера-датчик 130 (детектор электродных пластин) фотографирует электродную пластину K, чтобы распознавать позицию, положение и т.д., и отправляет предписанный сигнал в контроллер 50. В это время каждый узел 240 подающих роликов поддерживает свое состояние отсутствия вращения при фиксации разделителя S между подающими роликами 241 и 242 в зазоре, и каждый из барабанов 210 и 220 барабанной секции 200 поддерживает свое состояние вращения при предоставлении возможности разделителю S скользить на своей периферийной поверхности. Другими словами, каждый узел 240 подающих роликов выполнен с возможностью фиксировать разделитель S, чтобы давать возможность разделителю S скользить на периферийной поверхности барабана 210 и 220, так что транспортировка разделителя S синхронизируется с подачей электродной пластины K. Причина синхронизации подачи разделителя S с транспортировкой электродной пластины K состоит в том, чтобы полностью совмещать концы торцов разделителей S и конец торца разделителя K в зазоре 230 барабанной секции 200 (см. фиг. 5B).
(3) При приеме предписанного сигнала из камеры-датчика 130 контроллер 50 управляет устройством управления (не проиллюстрировано), чтобы вызывать перемещение вниз втягивающего устройства 120 с тем, чтобы втягивать электродную пластину K. С другой стороны, каждый узел 240 подающих роликов последовательно подает один непрерывный разделитель S, подаваемый из ролика с разделителем (не проиллюстрирован), при зажатии разделителя S между подающими роликами 241 и 242. Таким образом, каждый разделитель S, приклеенный к соответствующему барабану 210 или 220, подается в соответствии с вращением барабана (см. фиг. 5C).
(4) Втягивающее устройство 120 поднимается при поддержании полностью горизонтального положения электродной пластины K и затем перемещается к барабанной секции 200 (т.е. в направлении вправо на фиг. 1), чтобы тем самым транспортировать электродную пластину K из транспортера 110 к зазору 230 барабанной секции 200. С другой стороны, каждый узел 240 подающих роликов последовательно подает один непрерывный разделитель S при зажатии разделителя S между подающими роликами 241 и 242. Таким образом, каждый разделитель S, приклеенный к соответствующему барабану 210 или 220, подается в зазор 230 в соответствии с вращением барабана (см. фиг. 6A-6C).
(5) Когда электродная пластина K транспортируется посредством втягивающего устройства 120, пара роликов поддерживающего фрагмента 140 в дальнем выходном конце зажимает краевой фрагмент торца электродной пластины K, и затем оставшиеся ролики поддерживающего фрагмента 140 перемещаются вверх, чтобы поддерживать электродную пластину K полностью горизонтально. С другой стороны, при приеме команды из контроллера 50, каждый из верхнего и нижнего инструментов 250 для резки разделителей перемещается вниз вертикально, чтобы разрезать соответствующий разделитель S с образованием предварительно определенной формы, например, как показано на фиг. 3B, с помощью режущего полотна, предоставляемого на торце инструмента для резки (см. фиг. 7A).
(6) После высвобождения из втягивающей головки 122 втягивающего устройства 120 электродная пластина K последовательно подается в зазор 230 барабанов 210 и 220 в соответствии с вращениями барабанов 210 и 220. С другой стороны, разделители S, каждый из которых разрезан с образованием предварительно определенной формы, подаются в зазор 230 барабанов 210 и 220 в соответствии с вращениями барабанов 210 и 220 (см. фиг. 7B).
(7) После соединения пары разделителей S и S в зазоре 230 барабанов 210 и 220 разделители S и S укладываются на обеих поверхностях краевого фрагмента торца электродной пластины K. В это время, на вышеуказанном этапе (2), поскольку подача разделителя S и транспортировка электродной пластины K синхронизируются друг с другом за счет фиксации разделителя S, чтобы позволять разделителю S скользить на периферийной поверхности барабана, краевой фрагмент торца разделителя S и краевой фрагмент торца электродной пластины K полностью совпадают друг с другом в зазоре 230 барабанной секции 200. Верхнее и нижнее сварочные устройства 310 и 320 перемещаются в направлении приближения, чтобы захватывать концы торцов обоих боковых краевых фрагментов разделителей S. В это время, втягивающее устройство 120 возвращается в исходную позицию выше транспортера 110 (см. фиг. 7C).
(8) Сварочная секция 300 перемещается вперед (т.е. к выходной стороне) синхронно с вращением барабанной секции 200 при захвате краевых фрагментов торца разделителей S, чтобы переносить разделители S вперед, так что разделители S вытягиваются вперед. В это время, электродная пластина K переносится вперед (т.е. к выходной стороне) полностью в горизонтальном состоянии посредством поддерживающего фрагмента 140 синхронно с вращением барабанной секции 200. В ходе этапа переноса электродной пластины K разделители S, каждый из которых приклеен к соответствующей периферийной поверхности барабана 210 или 220 барабанной секции 200, укладываются на обеих поверхностях электродной пластины K в соответствии с вращением барабанной секции 200 (см. фиг. 8A).
(9) Когда разделители S, уложенные на обеих поверхностях электродной пластины K в качестве аккумуляторного элемента D, перенесены в предписанную позицию, пара из верхнего и нижнего сварочных устройств 310 и 320 перемещается в направлении отсоединения, чтобы открываться, и затем снова перемещается назад (см. фиг. 8B).
(10) Верхнее и нижнее сварочные устройства 310 и 320 сварочной секции 300 перемещаются в направлении приближения, чтобы захватывать разделители S посредством зажатия обоих боковых краевых фрагментов разделителей S, чтобы тем самым сваривать боковые краевые фрагменты с помощью выступов 310a и 320a (см. фиг. 8C). В это время, как показано на фиг. 3C, оба боковых краевых фрагмента разделителей S точечно свариваются во множестве фрагментов "m", как упомянуто выше, и, следовательно, электродная пластина K заключается в оболочку из разделителей S.
(11) После переноса электродной пластины K в предварительно определенную позицию при захвате обоих боковых краевых фрагментов разделителей S сварочные устройства 310 и 320 сварочной секции 300 перемещаются в направлении отсоединения, чтобы высвобождать аккумуляторный элемент D, чтобы размещать аккумуляторный элемент D на втором транспортере 400, который, в свою очередь, транспортирует аккумуляторный элемент D в предварительно определенную позицию (см. фиг. 9A и 9B).
При последующей обработке аккумуляторный элемент D, в котором пластина положительного или отрицательного электрода K обернута или заключена в оболочку из разделителей S, и противоположная пластина K отрицательного или положительного электрода либо противоположная электродная пластина, покрытая разделителями, поочередно укладываются друг на друга, чтобы тем самым изготавливать аккумуляторный элемент.
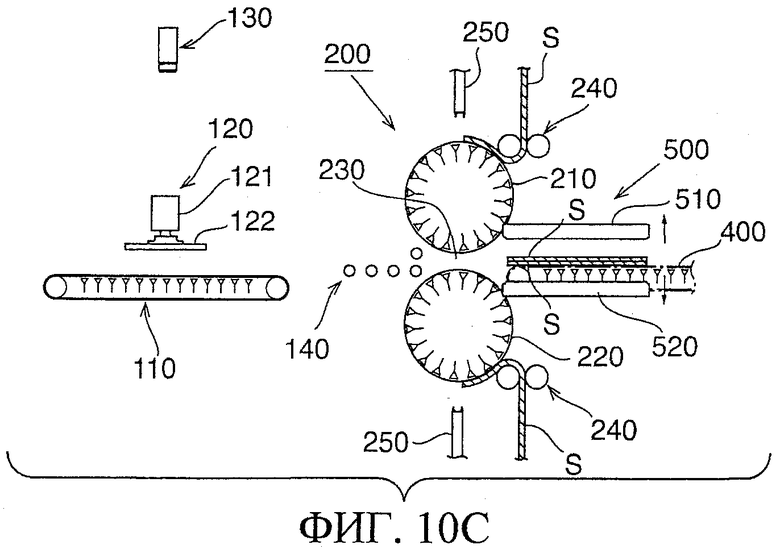
Фиг. 10A-10C показывают этапы способа обертывания электродных пластин с использованием устройства согласно второму варианту осуществления настоящего изобретения. В этом варианте осуществления свариваемые поверхности пары верхнего и нижнего сварочных устройств 510 и 520 сварочной секции 500 образуют плоские поверхности. При такой конструкции оба боковых краевых фрагмента разделителей S могут быть сварены непрерывно вдоль продольного направления в форме полосы. В этом варианте осуществления краевые фрагменты торцов разделителей S не вытягиваются, как в первом варианте осуществления, и оба боковых краевых фрагмента разделителей S свариваются в состоянии, в котором почти весь фрагмент разделителей S является открытым со стороны зазора 230 барабанной секции 230. На фиг. 10A-10C идентичные ссылки с номерами назначаются идентичным устройствам/фрагментам, аналогично первому варианту осуществления, чтобы тем самым исключать дублированное пояснение.
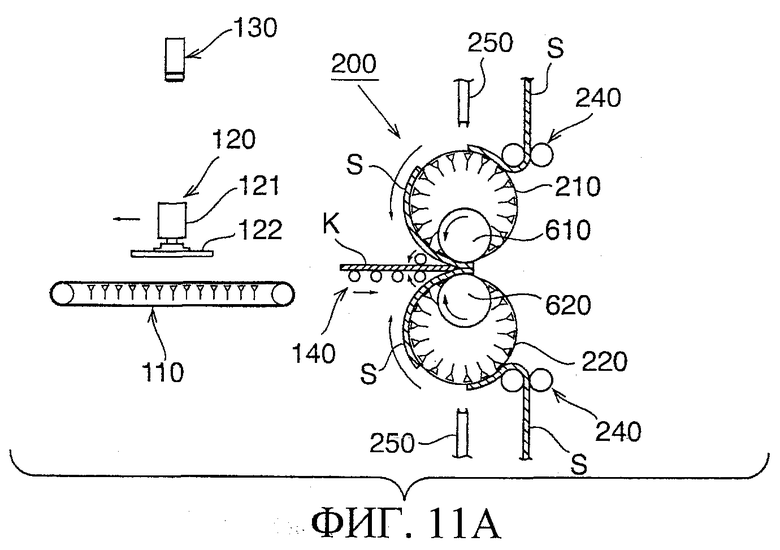
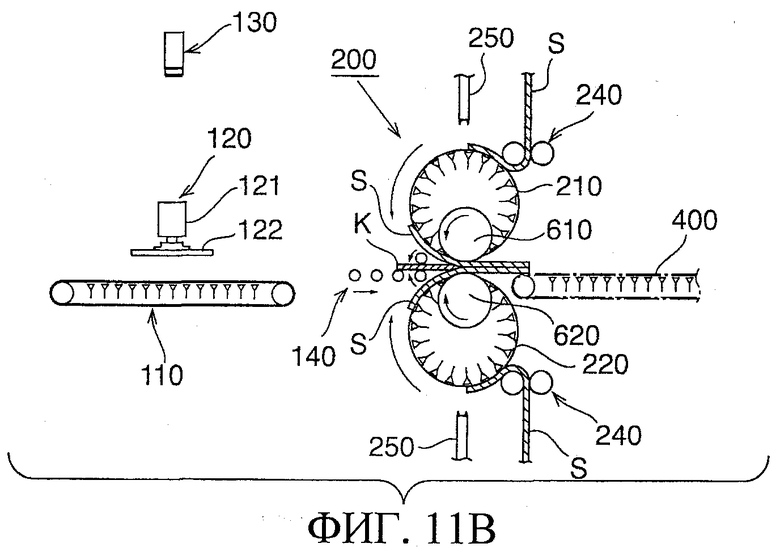
Фиг. 11A-11C показывают этапы способа обертывания электродных пластин с использованием устройства согласно третьему варианту осуществления настоящего изобретения. В этом варианте осуществления сварочная секция состоит из пары верхнего и нижнего вращающихся роликов 610 и 620 теплопереноса при зажатии разделителей S между ними в вертикальном направлении. Ролики 610 и 620 теплопереноса вращаются синхронно с вращениями барабанов 210 и 220 барабанной секции 200, чтобы последовательно сваривать оба боковых краевых фрагмента разделителей S. На фиг. 11A-11C одинаковыми ссылочными позициями обозначены идентичные устройства/фрагменты аналогично первому варианту осуществления, чтобы тем самым исключать дублированное пояснение.
Хотя пара из верхнего и нижнего барабанов 210 и 220 барабанной секции 200 размещается с предписанным зазором между ними в вышеуказанных вариантах осуществления, пара барабанов 210 и 220 может размещаться таким образом, что зазор не предоставляется между ними. Кроме того, барабанная секция 200 может быть подвесного типа, в котором один или оба из барабанов 210 и 220 перемещаются в соответствии с толщиной электродной пластины K.
Хотя электродная пластина K транспортируется полностью горизонтально с помощью транспортировочной секции 100 в вышеуказанных вариантах осуществления, электродная пластина может транспортироваться в любом положении.
Хотя пара барабанов 210 и 220 барабанной секции 200 размещается в вертикальном направлении в вышеуказанных вариантах осуществления, пара барабанов может размещаться в любом направлении. В этом случае, электродная пластина K переносится в касательном направлении противостоящих фрагментов барабанов (т.е. в направлении, перпендикулярном прямой линии, проходящей через центры верхнего и нижнего барабанов 210 и 220). Например, в случаях, если барабаны размещаются справа и слева (т.е. рядом), электродная пластина K переносится вертикально вверх или вниз.
Хотя сварочные устройства 310 и 320 сварочной секции 300 размещаются сверху и снизу в вышеуказанных вариантах осуществления, сварочные устройства могут быть размещены в любом направлении. Например, в случаях, если барабаны размещаются справа и слева, так что электродная пластина K переносится вертикально сверху или снизу, сварочные устройства 310 и 320 предпочтительно размещаются справа и слева.
Кроме того, сварочная секция 300 может полностью сваривать оба боковых краевых фрагмента разделителей S в вышеуказанном варианте осуществления. Тем не менее, она может иметь такую конфигурацию, в которой частично свариваются оба боковых краевых фрагмента разделителей S.
В первом и втором вариантах осуществления, после вытягивания разделителей S посредством захвата краевых фрагментов торца разделителей S, сварочная секция 300 полностью выполняет сварку обоих боковых краевых фрагментов разделителей S за одну операцию. Тем не менее, операция сварки может повторяться несколько раз. Например, после вытягивания разделителей S посредством захвата краевых фрагментов торца разделителей S сварочная секция 300 выполняет первую точечную сварку только в части обоих боковых краевых фрагментов разделителей (например, в двух точках около краевого фрагмента торца), а затем разделители S вытягиваются в этом состоянии. Далее сварочная секция 300 быстро возвращается назад и выполняет вторую точечную сварку в последующем фрагменте обоих боковых краевых фрагментов разделителей S (например, в следующих двух точках) и вытягивает разделители S в этом состоянии. Далее сварочная секция 300 снова быстро возвращается назад и выполняет третью точечную сварку последующего фрагмента обоих боковых краевых фрагментов разделителей S (например, следующих двух точек) и вытягивает разделители S в этом состоянии. Как пояснено выше, посредством повторной сварки обоих боковых краевых фрагментов разделителей S с помощью сварочной секции 300 оба боковых краевых фрагмента разделителей S могут быть сварены с высокой степенью точности.
Кроме того, один непрерывный разделитель S разрезается с образованием предварительно определенной формы с помощью инструмента 250 для резки разделителей в состоянии, в котором разделитель S приклеен к периферийной поверхности барабана барабанной секции 200 в вышеуказанном варианте осуществления. Тем не менее, разделитель, ранее разрезанный с образованием предварительно определенной формы, может быть подан, при этом разделитель приклеен к периферийной поверхности барабана.
Поддерживающий фрагмент 140 состоит только из роликов в вышеуказанных вариантах осуществления. Тем не менее, поддерживающий фрагмент может быть сконструирован посредством любого другого элемента, такого как, например, плоский элемент. Предпочтительно, чтобы фрагмент дальнего выходного конца поддерживающего фрагмента 140 представлял собой конструкцию в форме роликов, которая подает электродную пластину K при ее зажатии, чтобы точно подавать электродную пластину K в зазор 230 барабанной секции 200.
В вышеуказанных вариантах осуществления свариваются оба боковых краевых фрагмента электродной пластины K. Тем не менее, настоящее изобретение позволяет сваривать только один из боковых краевых фрагментов, только краевой фрагмент торца, три краевых фрагмента, включающих в себя оба боковых краевых фрагмента и краевой фрагмент торца, или всю периферию электродной пластины K.
Кроме того, как показано на фиг. 3, электродная пластина K транспортируется в продольной компоновке. Тем не менее, электродная пластина K может транспортироваться в поперечной компоновке (т.е. таким образом, что электродная пластина K поворачивается на 90 градусов по часовой стрелке или против часовой стрелки на фиг. 3) либо в компоновке в любых направлениях.
Также следует отметить, что настоящее изобретение не ограничено одним из вышеуказанных вариантов осуществления и дает возможность различных конструктивных модификаций. Настоящее изобретение дает возможность любых модификаций до тех пор, пока разделители S предварительно определенной формы укладываются на обеих поверхностях электродной пластины K предварительно определенной формы при использовании вращения барабанной секции 200.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКЛАДОЧНОЕ УСТРОЙСТВО И СПОСОБ УКЛАДКИ | 2012 |
|
RU2539264C1 |
| УСТРОЙСТВО ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2540407C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И СПОСОБ СОЕДИНЕНИЯ | 2012 |
|
RU2549826C1 |
| УКЛАДЫВАЮЩЕЕ СТОПКОЙ УСТРОЙСТВО И СПОСОБ УКЛАДЫВАНИЯ СТОПКОЙ | 2012 |
|
RU2557088C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПОЗИЦИИ | 2012 |
|
RU2556034C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРКИ СЕПАРАТОРОВ | 2012 |
|
RU2549368C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТАБАЧНОГО СТЕРЖНЯ С ВОЗВРАТОМ ТАБАКА | 2015 |
|
RU2692847C2 |
| ТРАНСПОРТИРУЮЩЕЕ СЕПАРАТОР УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ СЕПАРАТОРА | 2012 |
|
RU2554928C2 |
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВ БУМАГИ | 2013 |
|
RU2555802C2 |
Изобретение относится к технике изготовления электродных пластин. Технический результат - повышение эффективности изготовления аккумуляторных элементов. Электродная пластина (K) транспортируется к зазору пары укладочных барабанов с помощью транспортировочной секции. Синхронно с транспортировкой электродной пластины (K) барабаны подают пару разделителей (S), образующих предварительно определенную форму, причем разделители (S) приклеиваются к соответствующим периферийным поверхностям пары барабанов. При подаче электродной пластины (K) вперед полностью горизонтально разделители (S) последовательно укладываются на обеих поверхностях электродной пластины (K) синхронно с вращениями барабанов и свариваются оба краевых фрагмента разделителей (S). 2 н. и 10 з.п. ф-лы, 27 ил.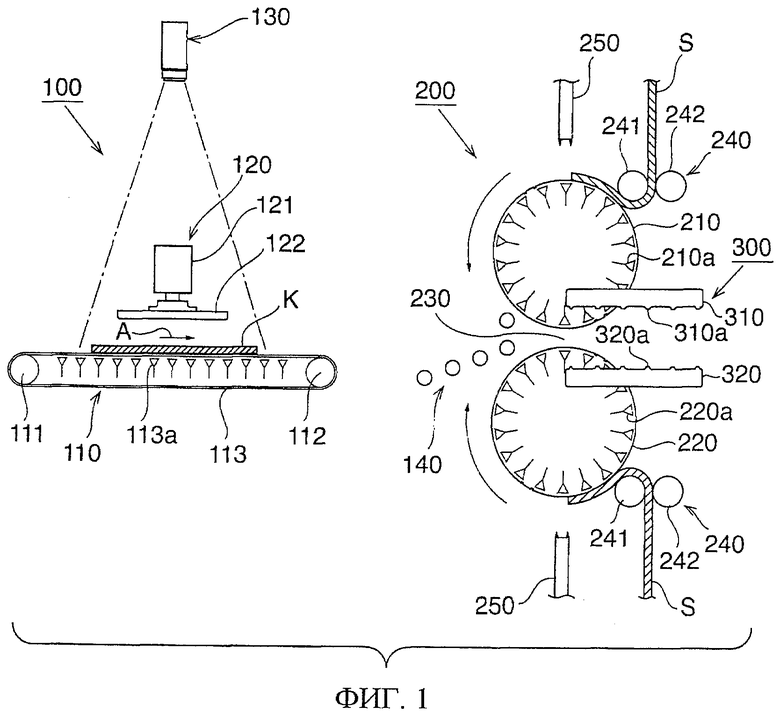
1. Устройство обертывания электродных пластин для обертывания пластины положительного или отрицательного электрода разделителями, содержащее:
транспортировочную секцию, выполненную с возможностью транспортировки электродной пластины;
укладочную барабанную секцию, включающую в себя пару барабанов, размещаемых параллельно таким образом, что они обращены друг к другу и выполнены с возможностью подачи пары разделителей, причем пара разделителей приклеена к соответствующим периферийным поверхностям пары барабанов; и
сварочную секцию, выполненную с возможностью сваривания краевых фрагментов пары разделителей в состоянии, в котором электродная пластина размещается между парой разделителей,
при этом транспортировочная секция транспортирует электродную пластину в пару барабанов и пара барабанов подает пару разделителей синхронно с транспортировкой электродной пластины, причем пара разделителей приклеена к соответствующим периферийным поверхностям пары барабанов,
при этом в ходе этапа транспортировки электродной пластины посредством и между парой барабанов синхронно с вращениями пары барабанов пара разделителей укладывается на соответствующих поверхностях электродной пластины и краевые фрагменты пары разделителей свариваются посредством сварочной секции.
2. Устройство по п.1, дополнительно содержащее пару инструментов для резки разделителей, размещаемых вблизи соответствующих периферийных поверхностей пары барабанов, при этом пара инструментов для резки разделителей выполнена с возможностью разрезания одного непрерывного разделителя с образованием предварительно определенной формы в состоянии, в котором разделитель приклеен к периферийной поверхности барабана.
3. Устройство по п.1 или 2, дополнительно содержащее узел подающих роликов, размещаемый вблизи одного из пары барабанов, чтобы подавать разделитель на периферийную поверхность одного из пары барабанов.
4. Устройство по п.3, в котором узел подающих роликов управляется таким образом, что подача разделителя синхронизируется с транспортировкой электродной пластины посредством прекращения подачи разделителя, чтобы вызывать скольжение разделителя на периферийной поверхности одного из пары барабанов.
5. Устройство по п.1 или 2, в котором каждый из пары барабанов имеет отверстия для всасывания воздуха на своей периферийной поверхности, так что разделитель приклеивается к периферийной поверхности посредством всасывания воздуха через отверстия для всасывания воздуха.
6. Устройство по п.1 или 2, в котором транспортировочная секция включает в себя транспортер для транспортировки электродной пластины, причем электродная пластина размещается на нем, и втягивающее устройство для транспортировки электродной пластины к паре барабанов при втягивании верхней поверхности электродной пластины.
7. Устройство по п.1 или 2, в котором транспортировочная секция дополнительно включает в себя детектор электродных пластин, выполненный с возможностью определения электродной пластины, которая транспортируется посредством транспортера.
8. Устройство по п.1 или 2, в котором сварочная секция имеет конструкцию, которая зажимает пару разделителей, и управляется таким образом, что сварочная секция захватывает краевые фрагменты торцов пары разделителей после начала укладки пары разделителей на соответствующих поверхностях электродной пластины, вытягивает пару разделителей синхронно с вращениями барабанов при захвате краевых фрагментов торца пары разделителей и затем сваривает краевые фрагменты пары разделителей посредством зажатия краевых фрагментов.
9. Устройство по п.1 или 2, в котором сварочная секция выполнена с возможностью осуществления точечной сварки краевых фрагментов пары разделителей.
10. Устройство по п.1 или 2, в котором сварочная секция имеет конструкцию в форме роликов теплопереноса с парой роликов теплопереноса, которые вращаются при зажатии пары разделителей между ними, и выполнена с возможностью последовательной сварки поперечных боковых краевых фрагментов пары разделителей посредством зажатия поперечных боковых краевых фрагментов при вращении синхронно с вращениями барабанов.
11. Устройство по п.1 или 2, дополнительно содержащее укладочное устройство для электродных пластин, размещаемое в выходной стороне пары барабанов, при этом укладочное устройство для электродных пластин поочередно укладывает друг на друга
пластину положительного и отрицательного электрода, обернутые парой разделителей.
12. Способ обертывания электродной пластины разделителями, включающий этапы, на которых:
размещают пару барабанов параллельно таким образом, что они обращены друг к другу;
транспортируют электродную пластину к паре барабанов при подаче пары разделителей синхронно с транспортировкой электродной пластины в состоянии, в котором пара разделителей приклеивается к соответствующим периферийным поверхностям пары барабанов; и
при транспортировке электродной пластины посредством и между парой барабанов синхронно с вращениями пары барабанов укладывают пару разделителей на соответствующих поверхностях электродной пластины и сваривают краевые фрагменты разделителей.
| Устройство для обертывания электродов аккумуляторов в сепарационный материал | 1981 |
|
SU978700A1 |
| RU 95107120 A1, 27.05.1996 | |||
| RU 2002106813 A, 20.10.2003 | |||
| JP2002100394 A, 05.04 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| JP2007329111 A, 20.12 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| JP2000315518 A, 14.11 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

