Изобретение относится к пресс-формам для формования и приготовления мяса, в частности свинины, например вареных окороков и аналогичных мясных продуктов.
На рынке имеются различные системы для производства вареных окороков и аналогичных мясопродуктов, в частности в форме ветчинно-рубленных хлебов, либо целых, либо разделенных на части, производство которых обеспечивает значительное преимущество при продаже нарезанной ломтиками продукции, поскольку значительно повышает производительность линий нарезки и упаковки, а также сокращает отходы, приходящиеся на торцевую часть мясных хлебов.
Согласно наиболее испытанной технологии под названием "вакуумное приготовление" предназначенные для изготовления ветчинно-рубленных хлебов полуфабрикаты варят в водонепроницаемых формах, исключающих соединение продукта с воздухом, с целью повышения компактности и целостности продукта.
Согласно этой технологии окорок или лопатку укладывают в водонепроницаемые пакеты, которые размещают в пресс-формах, придающих мясу определенную форму, которую закрепляют в процессе приготовления. Указанная технология применима также к белому мясу и любым другим мясным продуктам.
Водонепроницаемые пакеты, преимущественно, но не всегда, состоящие из мягкого и гибкого, поддающегося тепловой сварке пластика, заполняют продуктом, например мясом, в частности обработанным физиологическим раствором и отбитым с помощью специальных машин, а затем запечатывают под вакуумом, с тем чтобы обеспечить герметичность и изолировать помещенное в пакет мясо от внешней среды.
Укладку мяса в пакеты производят разными способами.
Первый способ предусматривает размещение пустых пакетов непосредственно в пресс-формах, укладку мяса и, наконец, тепловую сварку пакетов под вакуумом на специальных вакуумных термосварочных машинах.
Второй способ содержит размещение пустых пакетов, или предварительно отформованных пакетов, внутри контейнеров - «ложных пресс-форм», укладку мяса, тепловую сварку пакетов или предварительно отформованных пакетов под вакуумом с помощью специальных термоформовочных и/или капсулонаполнительных машин, в зависимости от конкретного случая и, наконец, перемещение приготовленной таким образом продукции в пресс-формы.
Третий вариант предполагает использование вакуумных упаковочных машин для помещения мяса в "тубы" из мягкого и гибкого пластика, которые, после запечатывания их по краям степлерными машинами с тем, чтобы образовать закрытые пакеты, перемещают, в свою очередь, вовнутрь пресс-форм.
Какой бы метод ни был избран для укладки мяса в пакеты, изобретение относится к пресс-формам, в которые помещают пакеты для формования и приготовления мяса.
Обычно пресс-формы бывают двух видов.
Первый вид относится к пресс-формам, содержащим:
матрицу в форме емкости для мяса, с обращенной вверх полостью;
крышку для закрывания матрицы и линейного перемещения внутрь верхнего загрузочного отверстия полости;
противоположный элемент, закрепленный на матрице, и толкающие упругие средства для толкания крышки на прессование мяса, находящегося в матрице между крышкой и противоположным элементом (производителями таких пресс-форм являются: Menozzi, Manzmi, Riva и другие международные производители).
Продукцию изготавливают путем размещения пакета внутри матрицы и укладки продукта, запечатывания пакета вокруг продукта (при необходимости путем вакуумной горячей сварки), установки и прижатия крышки, с последующим приготовлением продукта внутри пресс-формы.
Мышечные пучки, получаемые в результате разделки животного, могут помещать в пресс-формы для обеспечения пространственных параметров продукта в матрице, с получением в этом случае мясного ломтика, схожего по внешнему виду с приготовленным целиком продуктом и обладающего лучшими показателями в отношении качества и плотности.
Продукцию разделяют на продукты с "потерей веса" и без, при этом под "потерей веса" понимается уменьшение веса, происходящее вследствие отделения жидкой или студенистой части (выделяемое вещество) в процессе приготовления мяса.
По причине указанного эффекта запечатанный пакет приходится снабжать дополнительным элементом, который, являясь вначале пустым, собирает в себя в процессе варки выделяемое вещество, обеспечивая тем самым отсутствие выделяемого вещества внутри конечного продукта.
Понятие "потеря веса" применимо к тем продуктам, при приготовлении которых в используемых для приготовления пакетах присутствие выделяемого вещества превышает 3%.
В общем случае, хотя не следует понимать это правило слишком буквально, чем больше потеря веса, тем выше качество конечного продукта.
Описанные выше пресс-формы обеспечивают оптимальное применение способа, предусматривающего потерю веса, а также относительно высокий процент потери веса, поскольку предусмотрена возможность расположения добавочной части пакета снаружи пресс-формы, сбоку и параллельно относительно продукта.
Хотя такие пресс-формы позволяют изготавливать продукцию высокого качества, их конструкция в недостаточной степени подходит для получения удовлетворительного штабелирования, вследствие чего они не способны обеспечить наиболее полное и рациональное использование традиционных печей, в которые при промышленном производстве продукт требуется помещать постоянными и правильными штабелями.
Пресс-формы нельзя установить вертикально друг на друге, поскольку нагрузка на нижние пресс-формы меняет давление, с которым крышка пресс-форм давит на мясо, что приводит к изменению качества продукции, причем в отдельных случаях давление превышает норму и достигает недопустимых уровней. Кроме того, уложенные в штабеля пресс-форм не обладают достаточной устойчивостью.
Известный способ штабелирования пресс-форм указанного типа предусматривает их установку в вертикальные пирамиды, в которых каждая матрица опирается непосредственно на две расположенные под ней матрицы.
Применение данного способа штабелирования ставит различные технические задачи, прежде всего - обеспечение устойчивости. Кроме того, относительно малое пространство между матрицами не обеспечивает возможность эффективной циркуляции пара между пресс-формами во время приготовления, результатом чего является плохое распределение температур; к тому же данным методом не предусмотрена возможность размещения добавочных частей пакетов снаружи полостей матрицы вдоль продольных боковых сторон пресс-формы, что не позволяет обеспечить должную потерю веса.
На практике в технологии с использованием пресс-форм описанного выше типа применяют различные средства для грузовой обработки пресс-форм внутри печей, в том числе системы транспортировки с подвесными лоточными конвейерами, что требует инвестиций в дорогостоящее оборудование, не устраняя при этом проблему неэффективного использования внутреннего объема печей.
В любом случае высок риск прокола пакетов, особенно той их части, которая находится снаружи пресс-формы, и невозможно достичь желаемых технических результатов.
Кроме того, традиционные пресс-формы не часто используют для производства рулетов из-за наличия, среди прочего, проблем, связанных с их грузовой обработкой, обусловленных весом, формой конструкции и в особенности сложностью их перемещения автоматизированным способом.
Вторым решением в качестве средства рационализации штабелирования продукции, подвергаемой кулинарной обработке в печах, и для изготовления описанных выше рулетов как большой длины, так и заранее разделенных на части, предусмотрено использование больших лотков, укладываемых стопами друг на друга, причем каждый из лотков содержит сверху множество матриц пресс-форм и равное количество зафиксированных или подвижных крышек, которые расположены в нижней части лотка, закрывая и прижимая собой продукцию, размещенную в матрицах расположенного нижележащего лотка (среди производителей таких лотков Amnorinox, Kaufler, Creminox, Roser и другие компании).
В этом случае мясо невозможно пакетировать непосредственно на лотках, поэтому сначала необходимо заполнить пакеты, а затем подвергнуть их вакуумной обработке с использованием дополнительных пресс-форм либо посредством оборудования горячего формования либо вакуумных упаковочных машин и соединенных с ними скобосшивателей, после чего наполненные мясом пакеты собирают и перемещают внутрь матриц лотков.
Такое перемещение не только сопровождается неизбежным смещением мяса в пакетах, особенно в случае пищевых продуктов повышенного качества, но и, вследствие невозможности автоматизации подобных операций, требует чрезмерных трудозатрат осуществляющих его работников.
Некоторые технические решения предусматривают, что нижняя часть лотков содержит крышки, линейно перемещаемые относительно матрицы расположенного ниже лотка.
Обычно такое перемещение используют для получения продуктов с потерей веса, однако в этом случае потеря веса технологически ограничена возможностью сбора выделяемого вещества, который по конструктивным причинам можно осуществлять только в концевых секциях матриц.
Кроме того, линейно перемещаемые крышки связаны друг с другом таким образом, что возможно только единое их смещение и отдельную крышку невозможно перемещать в линейном направлении в соответствующей матрицу независимо от других крышек.
Приготовление продуктов, находящихся в штабелированных лотках, может осуществляться в соответствующим образом модифицированных паровых печах или путем повторного использования воды в специальных полых пространствах (система, которая по существу подходит только для продуктов без потери веса), или даже путем погружения в заполненные водой ванны.
Одной из задач настоящего изобретения является создание пресс-форм, которые обладают признаками традиционных пресс-форм, имеющих вышеописанный первый вариант конструкции, но в которых решены указанные ранее проблемы штабелирования.
Поставленная задача решена благодаря признакам, изложенным в независимом пункте 1 формулы изобретения. Отдельными пунктами формулы изобретения раскрыты дополнительные признаки, являющиеся предпочтительными и/или в особенности выгодными.
В частности, в изобретении заявлена пресс-форма для формования и приготовления мяса, выполненная с возможностью индивидуальной грузовой обработки и с возможностью штабелирования в вертикальные стопы и горизонтальные ряды и содержащая одну матрицу для вмещения мяса и одну крышку, выровненную относительно загрузочного отверстия полости матрицы, присоединенную к указанной матрице и расположенную под указанной матрицей с обеспечением возможности закрывания и линейного перемещения внутрь полости матрицы пресс-формы, идентичной указанной пресс-форме и расположенной под указанной пресс-формой.
Изобретение позволяет составлять систему из одиночных пресс-форм, каждую из которых можно по отдельности подвергать грузовой обработке и использовать на этапе формования запечатанного под вакуумом пакета, внутри которого находится мясо.
Преимущество заявляемых пресс-форм состоит в выполнении ими двойной функции матрицы и крышки, что является очевидным преимуществом как с точки зрения логистики, так и с точки зрения грузовой обработки, поскольку все хранимые и перемещаемые пресс-формы будут иметь одинаковую форму и размеры.
Другим преимуществом является возможность размещения, с минимальным риском повреждения, пакета под выделяемое вещество сбоку пресс-формы, что позволяет обрабатывать продукцию с получением определенной заданной потери веса, превышающей потерю веса, которой можно добиться, используя при изготовлении рулетов лоточные системы. Полученные таким образом прессованные формы могут быть разделены и также использованы для изготовления продукции с потерей веса.
Еще одним преимуществом является возможность избежать использования дополнительных пресс-форм, что благодаря возможности использования автоматизированных и/или управляемых систем транспортировки и перемещения позволяет освободить работников от утомительных работ по перемещению продукции из дополнительной пресс-формы в пресс-форму для приготовления, при этом обеспечено улучшение качества укладки, поскольку не происходит смещения продукта из положения, занятого им при наполнении пакета.
Другим преимуществом является возможность использования матриц (заполняемых донных частей) очень простой конструкции.
Еще одним преимуществом является возможность использования оборудования для мойки пресс-форм, имеющего меньшие габариты и стоимость по сравнению с оборудованием, необходимым для мойки описанных выше лоточных и традиционных пресс-форм. При этом могут быть использованы и традиционные моечные машины.
Кроме того, конструкция заявляемых пресс-форм обеспечивает возможность эффективного штабелирования заявляемых пресс-форм в горизонтальные ряды вертикальных стоп, с получением тем самым различных технических преимуществ.
Первое преимущество заключается в том, что пресс-формы можно штабелировать с обеспечением рационального распределения нагрузки во время транспортировки с помощью тележек или сходных средств.
Другим преимуществом является то, что в штабеле можно предусмотреть каналы для рециркуляции пара, воды и/или воздуха, позволяющие добиться более равномерного распределения температур во время приготовления, охлаждения или других этапов тепловой обработки. Это не только позволяет использовать традиционные, хотя и специально оборудованные печи, но и позволяет осуществлять приготовление погружением с использованием подходящих систем передвижения штабелей.
Еще одним преимуществом является возможность автоматизации погрузочных и разгрузочных работ при укладке и разборке штабеля, с использованием менее громоздких систем, имеющих к тому же меньшую стоимость и лучшее быстродействие по сравнению с лоточными системами.
Другим преимуществом является то, что обеспечена возможность создания нагрузки, действующей на продукт с силой, величина которой не зависит от местоположения пресс-формы в штабеле.
Еще одним преимуществом является возможность получения устойчивых штабелей без использования дополнительных опорных и крепежных систем.
Дополнительные признаки и преимущества изобретения станут понятны по прочтении описания примерного варианта осуществления, не ограничивающего собой объем правовой охраны изобретения и приводимого ниже со ссылками на сопроводительные чертежи, на которых:
фиг.1 - вид сверху заявляемой пресс-формы для формования и приготовления, в аксонометрической проекции;
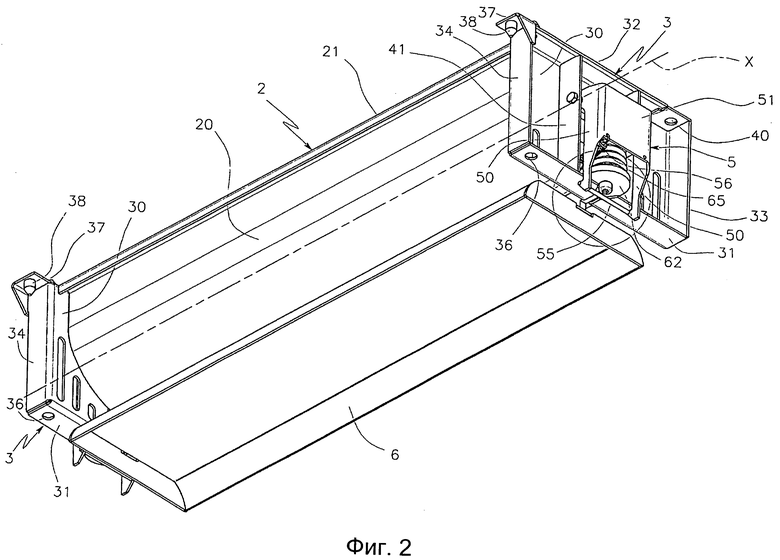
фиг.2 - вид снизу пресс-формы с фиг.1, в аксонометрической проекции;
фиг.3 - выносной элемент изображения с фиг.2;
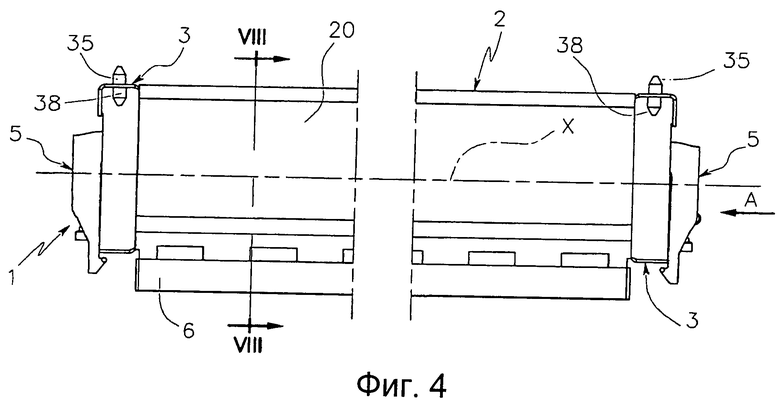
фиг.4 - вид сбоку, в уменьшенном масштабе, пресс-формы с фиг.1;
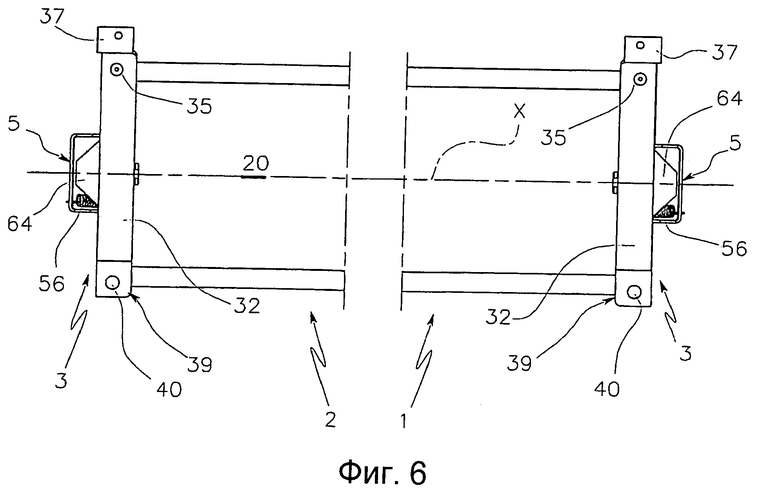
фиг.5 и 6 - вертикальные разрезы вида с фиг.4;
фиг.7 - обозначенный стрелкой А на фиг.4 вид, в крупном масштабе;
фиг.8 - разрез VIII-VIII с фиг.4, в том же масштабе, что и на фиг.7;
фиг.9 - разрез IX-IX с фиг.8;
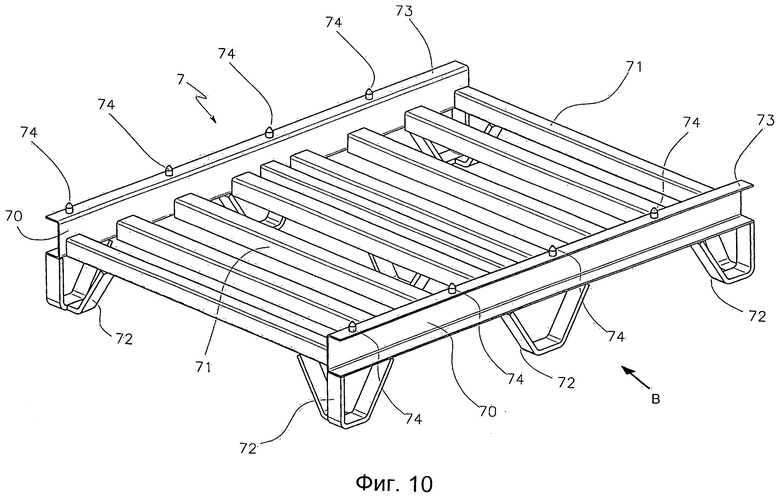
фиг.10 - подставка для укладки заявляемых пресс-форм, в аксонометрической проекции;
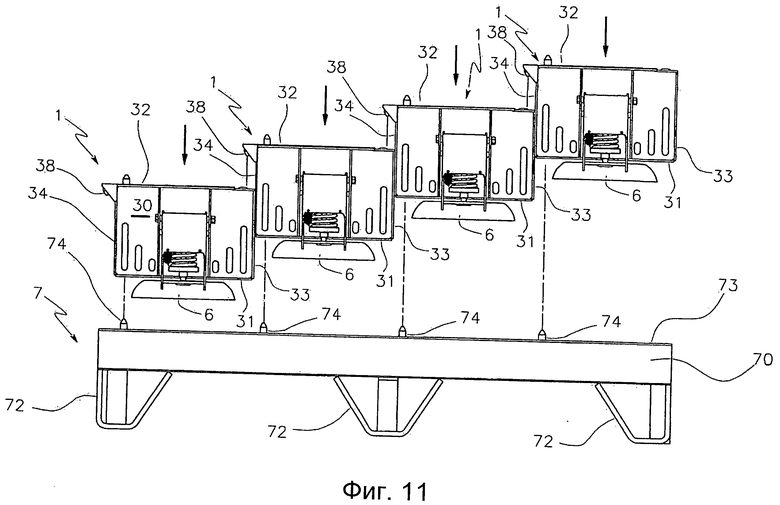
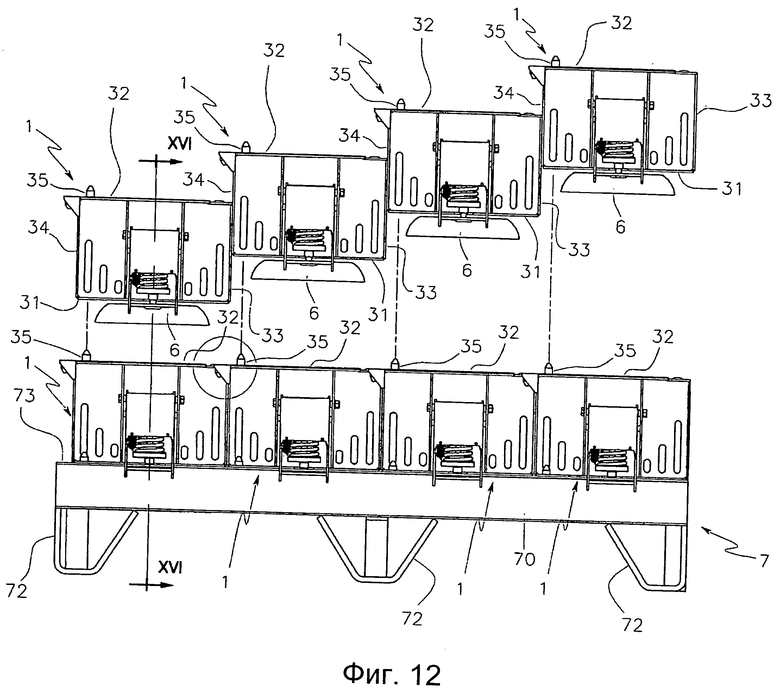
фиг.11, 12 и 13 - обозначенный на фиг.10 стрелкой В вид подставки на трех этапах штабелирования заявляемых пресс-форм;
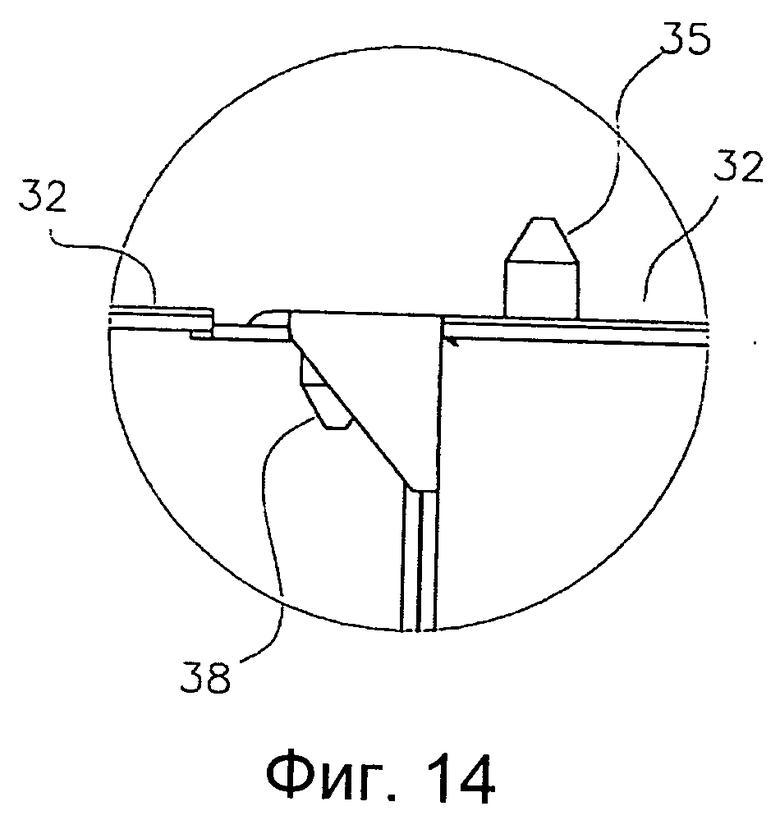
фиг.14 - выносной элемент изображения с фиг.12,
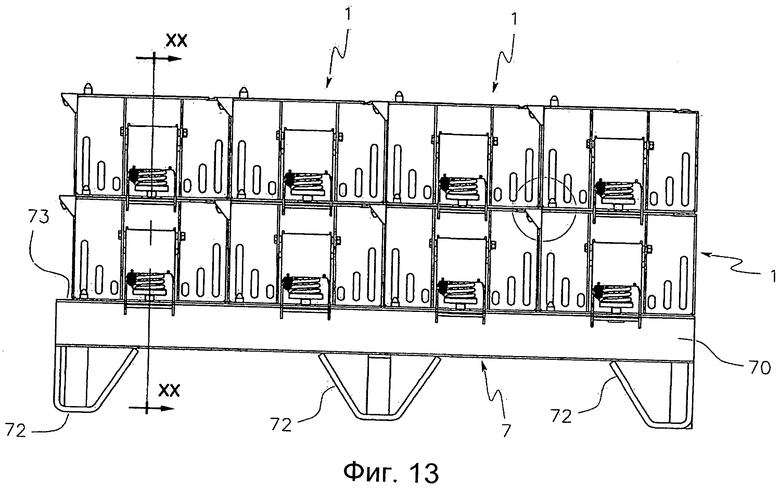
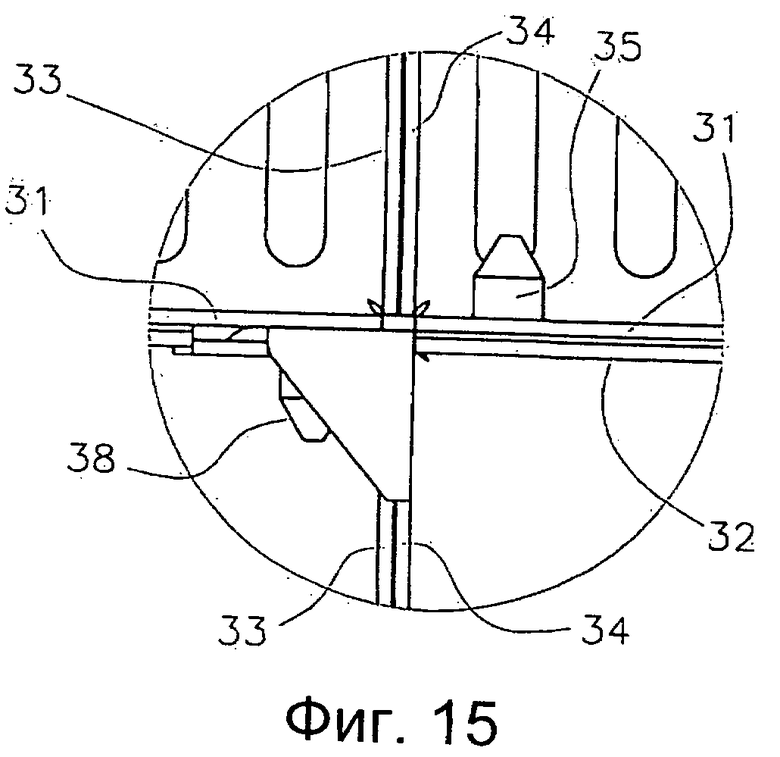
фиг.15 - выносной элемент изображения с фиг.13;
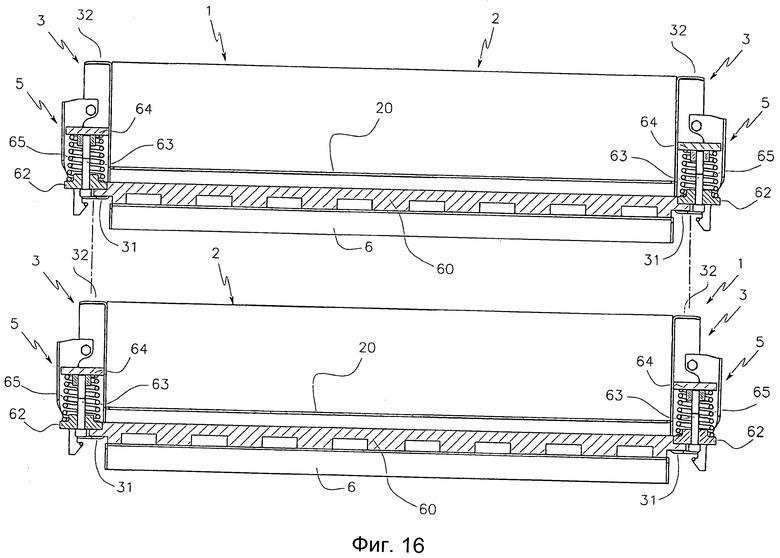
фиг.16 - разрез XVI-XVI с фиг.12;
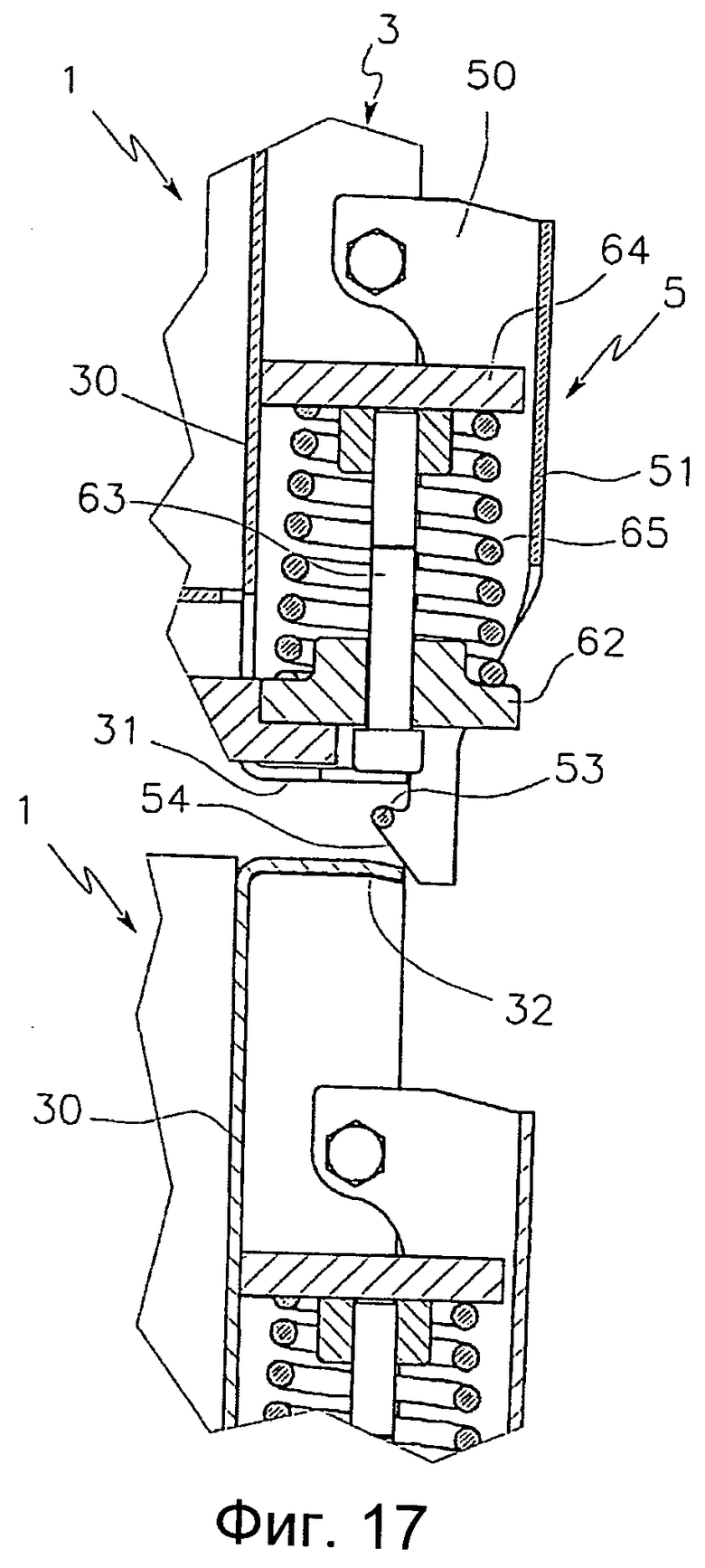
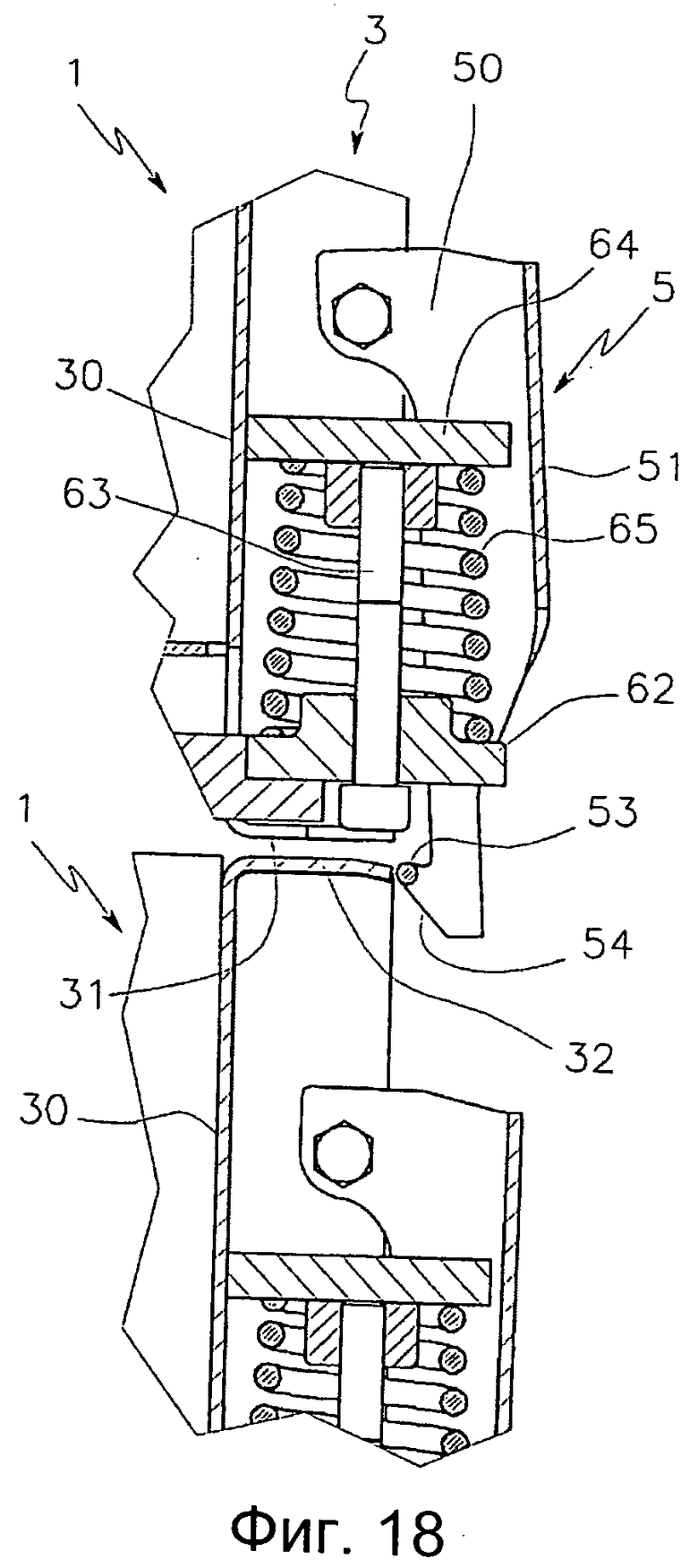
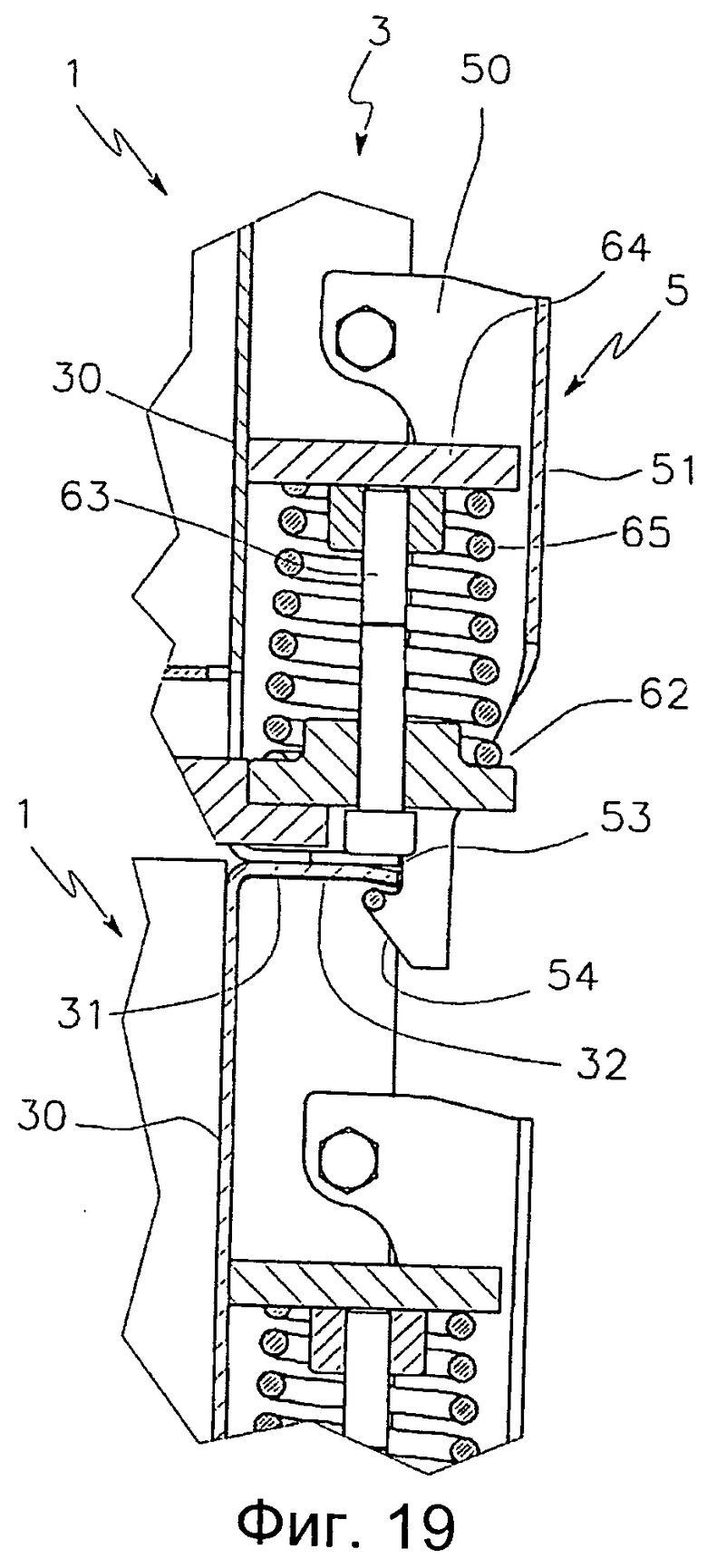
фиг.17, 18 и 19 выносные элементы изображения с фиг.16 на последовательных этапах штабелирования двух заявляемых пресс-форм;
фиг.20 - разрез ХХ-ХХ с фиг.13;
фиг.21 - местный вид подставки с фиг.11;
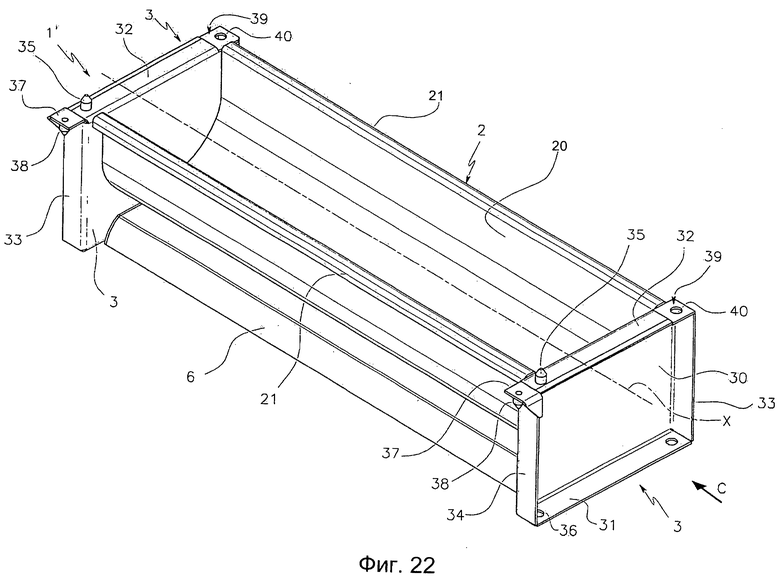
фиг.22 - вид сверху пресс-формы для формования и приготовления мяса в альтернативном варианте изобретения, в аксонометрической проекции;
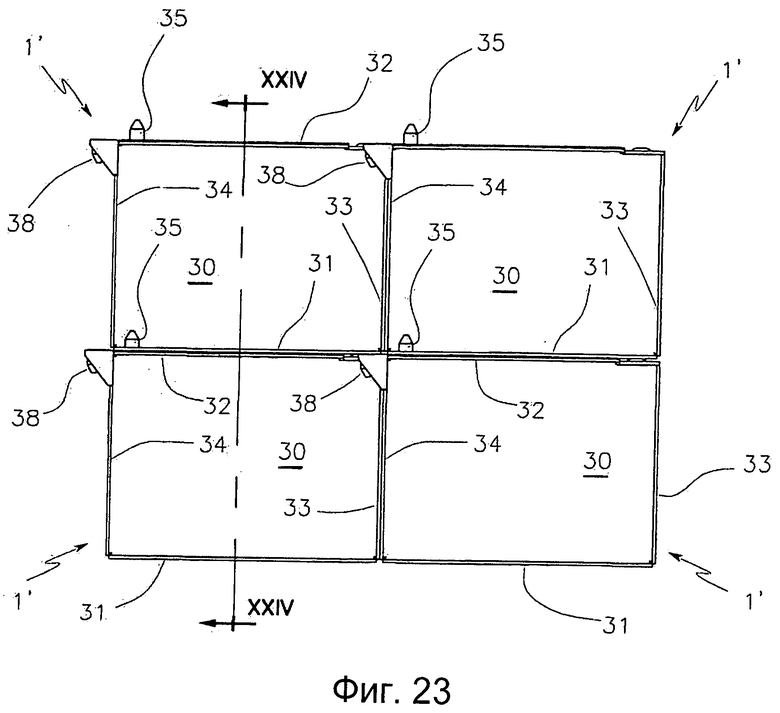
фиг.23 - обозначенный на фиг.22 стрелкой С вид, иллюстрирующий сборку из множества пресс-форм с фиг.22;
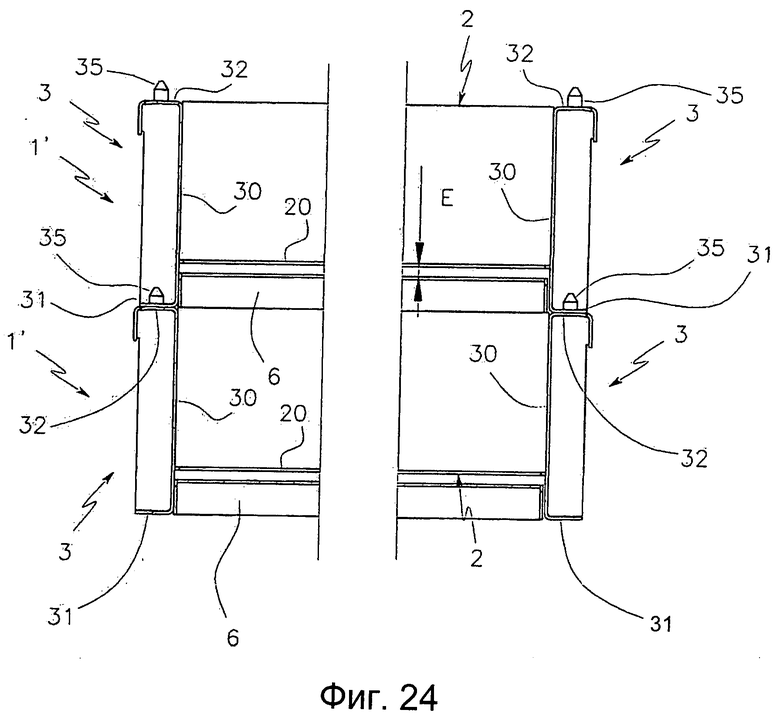
фиг.24 разрез XXIV-XXIV с фиг.23.
Заявляемая пресс-форма 1 содержит матрицу 2 в виде емкости с обращенной вверх полостью.
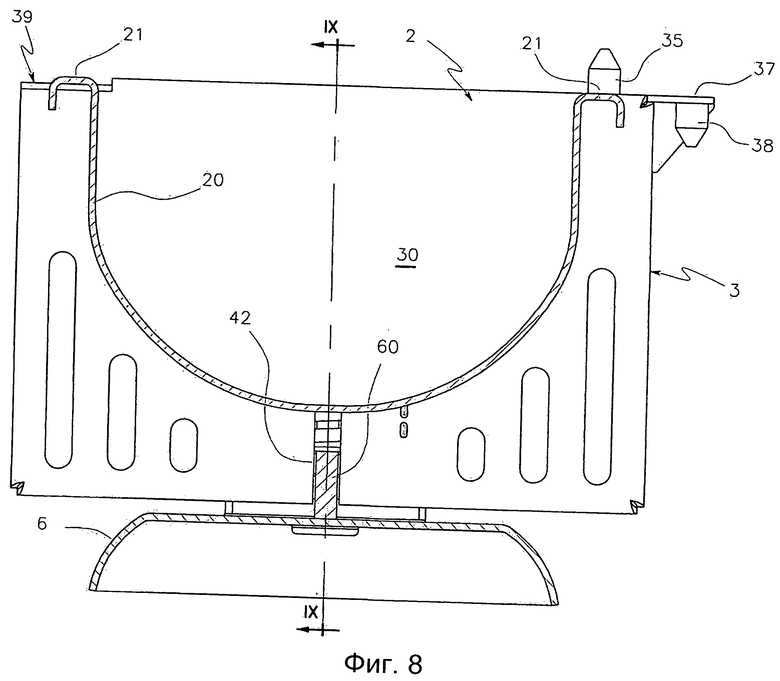
Матрица 2 содержит элемент 20 из нержавеющей стали, проходящий в продольном направлении вдоль горизонтальной оси X, относительно которой поперечное сечение указанного элемента имеет по существу постоянную U-образную форму.
Продольные края 21 элемента 20 загнуты в наружном направлении для увеличения жесткости матрицы 2 и таким образом, чтобы обеспечить максимальную округленность поверхностей, ограничивающих загрузочное отверстие полости.
Кроме того, матрица 2 содержит две концевые секции 3 из нержавеющей стали, закрепленные соответственно на переднем и заднем концах элемента 20.
Передняя концевая секция 3 полностью симметрична концевой секции 3 относительно плоскости симметрии, перпендикулярной продольной оси Х и проходящей посередине элемента 20.
Каждая концевая секция 3 содержит вертикально-ориентированную закрывающую пластину 30, предназначенную для закрывания соответствующего конца элемента 20, с ограничением таким образом емкости, заданной матрицей 2.
Закрывающая пластина 30 выполнена по существу прямоугольной и больше по размеру, чем поперечное сечение элемента 20, вследствие чего ее часть выступает относительно указанного элемента 20.
Выступающая часть закрывающей пластины 30 снабжена рядом облегчающих прорезей, способствующих рециркуляции пара, воздуха и воды.
По периметру каждая закрывающая пластина 30 обрамлена стенкой, выступающей в наружном, то есть в противоположном элементу 20 направлении.
Стенки предпочтительно получены путем сгибания как единое целое с закрывающей пластиной 30.
В частности, обрамление по периметру содержит две пары параллельных и противолежащих друг другу стенок, соответственно две горизонтальные - нижнюю стенку 31 и верхнюю 32 стенку, и две вертикальные - правую стенку 33 и левую стенку 34.
Понятия «правое» и «левое» относятся к элементу 20 с фиг.7.
Верхние горизонтальные стенки 32 находятся на одном уровне с продольными кромками 21 элемента 20, задавая тем самым вместе с продольными кромками 21 прямоугольное загрузочное отверстие полости матрицы 2.
Нижние горизонтальные стенки 31 расположены на соответствующих закрывающих пластинах 30 несколько ниже дна элемента 20, при этом левая 33 и правая 34 вертикальные стенки удалены на подходящее расстояние от соседних с ними продольных кромок 21.
Разумеется, что нижняя горизонтальная стенка 31, верхняя горизонтальная стенка 32, правая вертикальная стенка 33 и левая вертикальная стенка 34 передней концевой секции 3 компланарны соответственно нижней горизонтальной стенке 31, верхней горизонтальной стенке 32, правой вертикальной стенке 33 и левой вертикальной стенке 34 задней концевой секции 3.
На верхней горизонтальной стенке 31 каждой концевой секции 3 имеется выступ в виде первого шипа 35, закрепленного вблизи левой вертикальной стенки 34 и направленного вертикально вверх.
В нижней горизонтальной стенке 31 каждой концевой секции 3, на одной вертикальной оси с первым выступающим шилом 35, выполнено первое сквозное отверстие 36.
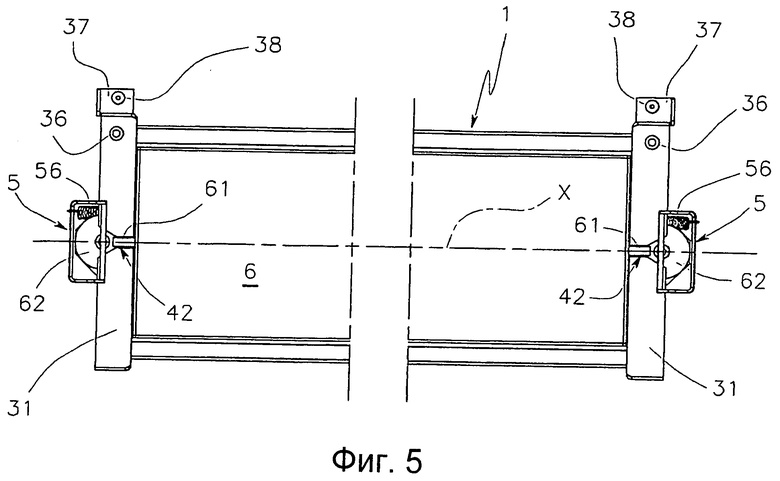
Кроме того, каждая концевая секция 3 содержит полку 37, компланарную верхней горизонтальной стенке 32 и выступающую относительно левой вертикальной стенки 34.
Ширина полки 37 по существу равна ширине верхней горизонтальной стенки 32, при этом указанная полка 37 закреплена сбоку левой вертикальной стенки 34 посредством вертикальной усиливающей полосы.
К полке 37 прикреплен второй шип 38, направленный вертикально вниз и расположенный на подходящем расстоянии от левой боковой стенки 34.
На противоположной стороне от полки 37, то есть вблизи правой вертикальной стенки 33, на верхней горизонтальной стенке 32 каждой концевой секции 3 имеется плоское углубление 39 с глубиной и размерами в плане, по существу равными соответственно толщине и размерам в плане противоположной ему полки 37.
В углублении 39 выполнено второе сквозное отверстие 40, вертикальная ось которого расположена от правой вертикальной стенки 33 на расстоянии, примерно равном расстоянию между осью второго шипа 38 и левой боковой стенкой 34.
Кроме того, каждая концевая секция 3 содержит два вертикальных плоских ребра 41, выступающих в наружном направлении из закрывающей пластины 30 и соединяющих нижнюю горизонтальную стенку 31 и верхнюю горизонтальную стенку 32.
Плоские ребра 41 расположены симметрично относительно вертикальной плоскости, параллельной продольной оси Х и проходящей посередине элемента 20.
Плоские ребра 41 придают концевой секции 3 жесткость и в случае воздействия значительных весовых нагрузок предотвращают изгиб нижних горизонтальных стенок 31 и 32 в направлении друг к другу.
И наконец, каждая концевая секция 3 содержит идентичный качающийся рычаг, помещенный по существу вплотную в пространство между плоскими ребрами 41.
Точно на противоположных сторонах качающегося рычага 5 имеются два одинаковых фасонных боковых элемента 50, ориентированных параллельно плоским ребрам 41 и соединенных разделительной передней пластиной 51.
Фасонные боковые элементы 50 и переднюю пластину 51 предпочтительно получить путем разрезания и последующего сгибания цельного стального листа.
Оба фасонных боковых элемента 50 соединены с одним стержнем 52 с возможностью поворота вокруг горизонтальной оси, концы которого присоединены к плоским ребрам 41, что обеспечивает качающемуся рычагу 5 возможность поворота вокруг оси поворотного стержня 52.
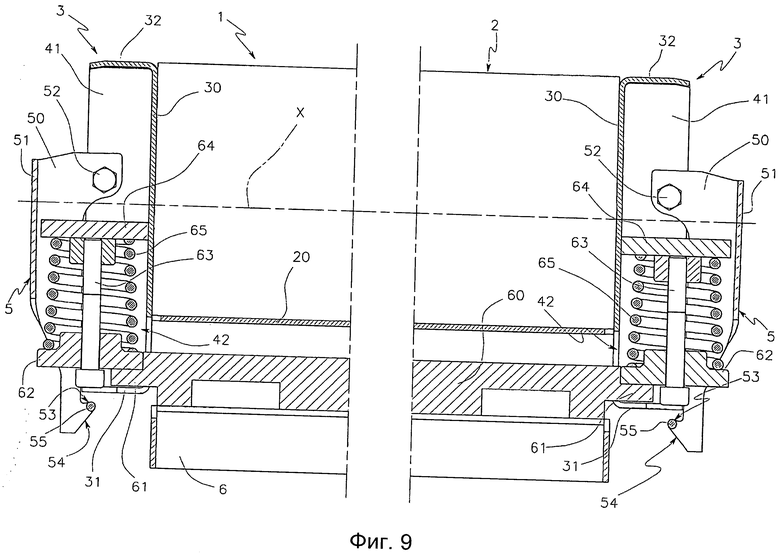
Как показано на фиг.9, начиная от поворотного стержня 52 фасонные боковые элементы 50 направлены вниз, так что их нижние концы могут заходить под нижнюю горизонтальную стенку 31 соответствующей концевой секции 3.
Нижние концы выполнены по существу в виде зацепов, снабженных ориентированным по горизонтали зубцом, заходящим под нижнюю горизонтальную стенку 31. Зубец содержит поверхность 53, обращенную к нижней горизонтальной стенке 31 и обращенную вниз поверхность 54.
Обе поверхности 53 и 54 наклонены вверх и внутрь, то есть в сторону элемента 20, при этом нижняя поверхность 54 наклонена в значительно большей степени по сравнению с верхней поверхностью 53.
Нижние концы фасонных боковых элементов 50 соединены между собой обеспечивающей жесткость перемычкой в виде горизонтального стержня 55.
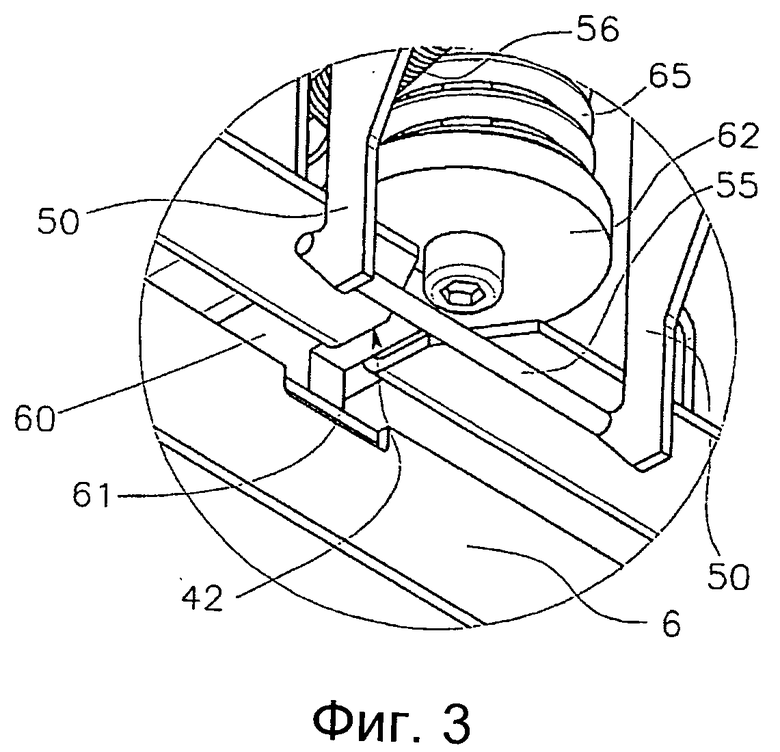
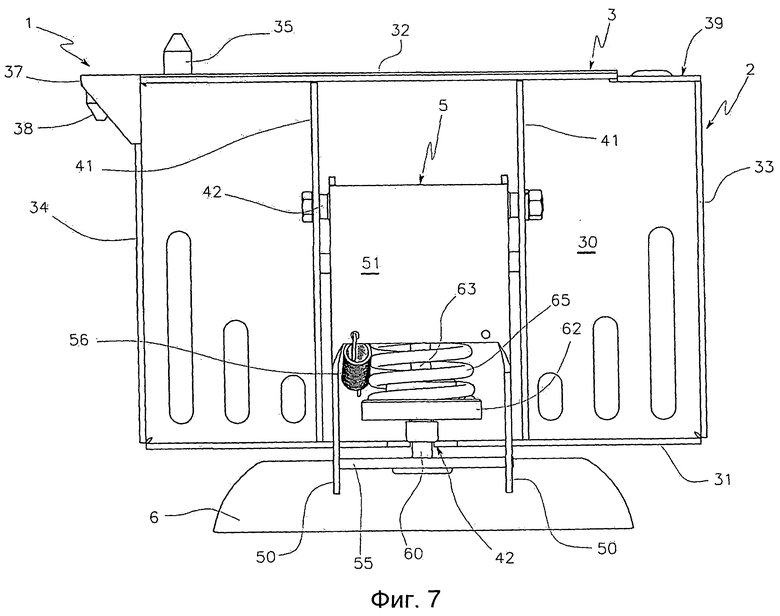
Как показано на фиг.2 и 7, каждый качающийся рычаг 5 соединен также с соответствующей концевой секцией 3 посредством возвратной пружины 56, первый конец которой закреплен в сквозном отверстии на передней пластине 51 качающегося рычага 5, а противоположный конец сходным образом прикреплен к закрывающей пластине 30 концевой секции 3.
Возвратная пружина 56 воздействует на переднюю пластину 51, обеспечивая поворот качающегося рычага 5 в направлении сверху вниз, удерживая его тем самым при нормальных условиях в рабочем положении с фиг.9, в котором фасонные боковые элементы 50 неподвижны и упираются в нижнюю горизонтальную стенку 31, при этом конец зацепа заведен под нижнюю горизонтальную стенку 31.
Следует отметить, что в этом положении расстояние между верхней поверхностью 53 зацепа и нижней горизонтальной стенкой 31 по существу равно или немного превышает толщину верхней горизонтальной стенки 32;
при этом в поперечном сечении верхней горизонтальной стенки 32 имеется концевой участок с небольшим наклоном сверху вниз, по существу аналогично верхней поверхности 53 зацепа 53, обеспечивающий более надежное соединение двух указанных частей при их взаимном зацеплении.
И, наконец, пресс-форма 1 содержит крышку 6, присоединенную к матрице 2 и расположенную под указанной матрицей 2.
Крышка 6 выполнена немного выпуклой, с обращенным вниз углублением, причем в плане указанная крышка имеет такую же прямоугольную форму, что и загрузочное отверстие полости матрицы 2, с которым указанная крышка полностью выровнена.
Как показано на фиг.9, крышка 6 прикреплена к продольной опорной перекладине 60, параллельной продольной оси Х и установленной между крышкой 6 и элементом 20 матрицы 2.
На противоположных концах опорной перекладины 60, проходящей по всей длине крышки 6 и элемента 20, расположены две концевые части 61, выступающие за закрывающие пластины 30 концевых секций 3.
Как показано на фиг.8 и 3, перекладина 60 выполнена достаточно узкой в поперечном сечении, что позволяет разместить каждую из концевых частей 61 в вертикальной направляющей прорези 42, расположенной в соответствующей концевой секции 3.
В частности, направляющая щель 42 проходит по вертикали и через закрывающую пластину 30 и через нижнюю горизонтальную стенку 31 концевой секции 3.
Каждая концевая часть 61 опорной перекладины 60 приварена к пластине 62, линейно перемещаемой на направляющем винте 63.
Направляющий винт 63 вкручен в резьбовую втулку, прикрепленную к полке 64, которая приварена к закрывающей пластине 30, выступает наружу относительно закрывающей пластины 30 и скрыта за передней пластиной 51 качающегося рычага 5.
Между выступающий полкой 64 и пластиной 62 расположена пружина 65, предназначенная для того, чтобы постоянно толкать вниз пластину 62, прижимая ее к головке направляющего винта 63, задающего конечное рабочее положение.
При нахождении пластин 62 в конечном рабочем положении крышка 6 находится на максимально допустимом расстоянии от дна элемента 20.
Следует отметить, что в указанном конечном рабочем положении обе концевые части 61 опорной перекладины 60 находятся выше нижних горизонтальных стенок 31 соответствующих концевых секций 3.
Для перемещения крышки 6 из конечного рабочего положения в направлении ближе к элементу 20 требуется противодействие пружине 65, толкающей пластины 62 линейно вверх по соответствующим направляющим винтам 63.
На чертежах не проиллюстрирована, однако предусмотрена возможность снабжения матрицы 2 регулировочным средством, позволяющим выполнять предварительную нагрузку пружин 65.
В процессе эксплуатации множество идентичных пресс-форм 1 укладывают друг на друга ярусами на специальной подставке 7 с образованием штабеля, состоящего из вертикальных стоп и горизонтальных рядов.
Как показано на фиг.10, подставка 7 содержит две взаимно параллельные и компланарные продольные детали 70, которые соединены друг с другом посредством поперечных реек 71 и снабжены набором ножек 71 для установки на полу.
Расстояние между продольными деталями 70 примерно равно длине элементов 20 отдельных пресс-форм 1, при этом каждая из деталей 70 выполнена в виде С-образной перекладины с верхней горизонтальной стенкой 73.
На каждой верхней стенке 73 закреплены выступающие вверх шипы 74, установленные в продольном направлении в одну линию с постоянным интервалом, который примерно равен ширине концевых секций 3 отдельных пресс-форм 1.
В поперечном направлении каждый шип 74 продольной детали 70 расположен на одной линии со шипом 74 противолежащей продольной детали 70.
При размещении отдельных пресс-форм 1 на платформе 7 их ориентируют поперек продольных деталей 70.
На примере с фиг.11 первой на платформе 7 размещают крайнюю слева пресс-форму 1.
Если точнее, такую первую пресс-форму 1 размещают на платформе 7 перемещением сверху вниз по вертикали, в результате которого происходит опирание каждой нижней горизонтальной стенки 31 концевой секции 3 на верхнюю стенку 73 соответствующей продольной детали 70, с обеспечением насаживания первых сквозных отверстий 36 на соответствующий шип 74.
Удерживающая связь между первыми сквозными отверстиями 36 концевых секций 3 и шипами 74 продольных деталей 70 обеспечивает пресс-формам 1 на платформе 7 высокую устойчивость по горизонтали.
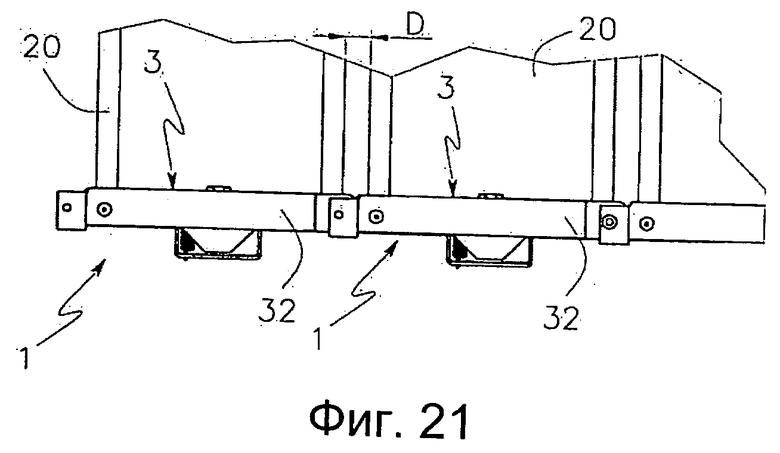
Вторую пресс-форму 1 размещают на платформе 7 таким образом, чтобы расположить ее параллельно бок о бок на одном уровне с первой пресс-формой 1, обеспечив при этом прижатие левых вертикальных стенок 34 каждой пресс-формы 1 к правым вертикальным стенкам 33 первой пресс-формы 1.
Как показано на фиг.21, контактом вертикальных стенок двух пресс-форм 1 задано относительное расстояние D между соответствующими элементами 20.
Расстояние D подобрано таким образом, чтобы обеспечить между элементами 20 матриц 2 достаточно большое пространство для способствования циркуляции пара, воздуха или горячей воды во время этапов приготовления мяса и воздуха и/или холодной воды во время этапов охлаждения.
Установку второй пресс-формы 1 также осуществляют перемещением сверху вниз по вертикали, в результате чего происходит опирание каждой нижней горизонтальной стенки 31 концевых секций 3 на верхнюю стенку 73 соответствующей продольной детали 70, с обеспечением насаживания первых сквозных отверстий 36 на соответствующий шип 74.
В процессе указанного вертикального перемещения вторые шипы 38 второй пресс-формы 1 также входят во вторые сквозные отверстия 40 первой пресс-формы 1, в результате чего образуется взаимное сопряжение, обеспечивающее пресс-формам взаимное удерживание в поперечном направлении и значительное увеличение устойчивости.
Как показано на фиг.14, выступающие полки 37 второй пресс-формы 1 опираются на внутреннюю поверхность углублений 39 первой пресс-формы 1, обеспечивая тем самым точную компланарность верхних горизонтальных стенок 32 обеих пресс-форм 1 по окончании установки.
Как показано на фиг.12, следующие пресс-формы 1 размещают на платформе 7 аналогично описанной выше установке второй пресс-формы 1, устанавливая пресс-формы поочередно на установленную ранее пресс-форму 1, с получением законченного яруса из расположенных бок о бок и на одном уровне пресс-форм 1.
В проиллюстрированном примере такой ярус образован четырьмя пресс-формами 1, при этом разумеется, что можно образовать ярус из любого другого количества пресс-форм 1.
На данном этапе матрица 2 пресс-форм 1 первого яруса заполнена предназначенным для приготовления мясом.
Например, в полость каждой матрицы 2 вставляют водонепроницаемую оболочку. Затем оболочку наполняют мясом и герметично закрывают, обычно под вакуумом. Для получения потери веса часть оболочки сверх объема, необходимого для вмещения мяса, оставлена пустой и выступает наружу из полости матрицы 2 в пространство D, образованное между элементом 20 и соседней с ним матрицей 2.
Предпочтительно обеспечить возможность грузовой обработки и штабелирования матриц 2 после того, как их по отдельности уже заполнили мясом и упаковали вакуумным способом в другом месте, с использованием, например, оборудования горячего формования или вакуумно-упаковочного оборудования с соответствующими скобосшивателями; аналогичным образом их можно использовать с проницаемыми оболочками.
После заполнения матриц 2 поверх нижних пресс-форм первого яруса укладывают второй ярус верхних пресс-форм 1.
Как показано на фиг.12, первой устанавливают крайнюю слева верхнюю пресс-форму 1.
Первая верхняя пресс-форма 1 расположена таким образом, что ее крышка 6 находится в плане на одной оси с загрузочным отверстием полости матрицы 2 нижней пресс-формы 1.
Затем обеспечивают перемещение верхней пресс-формы 1 по вертикали сверху вниз, с установкой ее крышки 6 на загрузочное отверстие матрицы 2 нижней пресс-формы 1 и закрыванием крышкой 6 указанного отверстия.
Во время указанного смещения вниз происходит линейное перемещение крышки 6 на некоторое расстояние вертикально внутрь матрицы 2, до соприкосновения с мясом внутри указанной матрицы.
Когда крышка 6 упирается в мясо, матрица 2 верхней пресс-формы 1 продолжает смещаться за счет линейного перемещения пластин 62 по направляющим винтам 63, вызывая тем самым сжатие пружин 65, толкающих в результате крышку 6 на дополнительное прессование мяса, находящегося в матрице 2 нижней пресс-формы 1.
В частности, матрицу 2 верхней пресс-формы 1 перемещают вниз до опирания нижних горизонтальных стенок 31 концевой секции 3 на верхние горизонтальные стенки 32 нижней пресс-формы 1, с обеспечением насаживания первых сквозных отверстий 36 верхней пресс-формы 1 на первые шипы 35 нижней пресс-формы 1.
Удерживающая связь между первыми сквозными отверстиями 36 и первыми шипами 35 обеспечивает корректность взаимного расположения и высокую устойчивость по горизонтали верхней пресс-форме 1 относительно нижней пресс-формы 1.
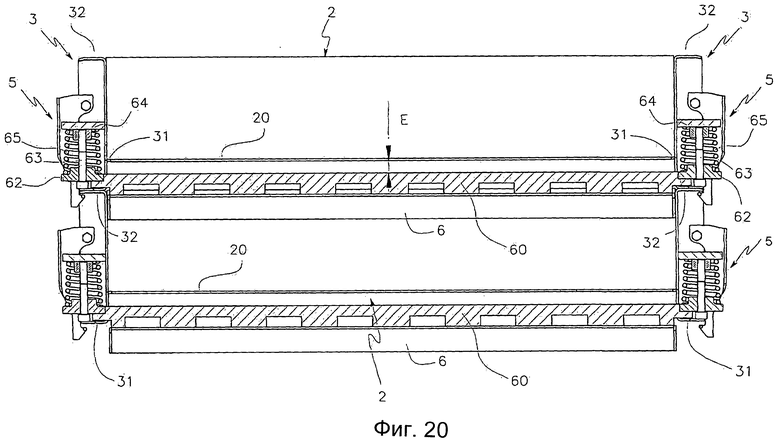
Как показано на фиг.20, контактом между горизонтальными стенками 31 верхней пресс-формы 1 и горизонтальными стенками 32 нижней пресс-формы задано относительное расстояние Е между крышкой 6 и матрицей 2 верхней пресс-формы 1.
Расстояние Е подобрано таким образом, чтобы обеспечить достаточно большое пространство для способствования циркуляции пара, воздуха или горячей воды во время этапов приготовления мяса и воздуха и/или холодной воды во время этапов охлаждения.
Как показано на фиг.17-19, при опускании вниз матрицы 2 возвратная пружина 56 удерживает каждый качающийся рычаг 5 верхней пресс-формы 1 в рабочем положении до момента вхождения нижней наклонной поверхности 54 конца зацепа в соприкосновение с краем верхней горизонтальной стенки 32 нижней пресс-формы 1.
С момента соприкосновения дальнейшее опускание матрицы 2 верхней пресс-формы 1 приводит к тому, что верхняя горизонтальная стенка 32 нижней пресс-формы 1 отжимает качающийся рычаг 5, поворачивая его снизу вверх противоположно действию возвратной пружины 56 и в разомкнутое положение, в котором он может пройти дальше.
Таким образом, при прохождении концов зацепов за верхнюю горизонтальную стенку 32 нижней пресс-формы 1 за счет усилия возвратной пружины 56 происходит защелкивание и возврат качающегося рычага 5 в исходное рабочее положение,
В этот момент верхняя горизонтальная стенка 32 нижней пресс-формы 1 расположена между горизонтальной стенкой 31 верхней пресс-формы 1 и верхней поверхностью 53 качающегося рычага 5, при этом верхняя пресс-форма 1 зацеплена по вертикали за нижнюю пресс-форму 1.
Разумеется, что зацепление обоих качающихся рычагов 5 происходит одновременно.
При необходимости расцепления двух пресс-форм 1 это можно осуществить путем ручного или автоматического приведения качающихся рычагов 5 в разомкнутое положение, со снятием тем самым зацепного соединения.
Вторая верхняя пресс-форма 1 второго яруса сцеплена совершенно таким же образом с соответствующей нижней пресс-формой 1 из первого яруса.
Вторую верхнюю пресс-форму 1 также устанавливают путем перемещения сверху вниз по вертикали, в результате которого происходит опирание каждой нижней горизонтальной стенки 31 концевых секций 3 на верхнюю горизонтальную стенку 32 нижней пресс-формы 1, с обеспечением насаживания сквозных отверстий 36 на соответствующий первый шип 35.
В процессе указанного вертикального перемещения, за счет вхождения вторых шипов 38 внутрь вторых сквозных отверстий 40 происходит также опирание выступающих полок 37 второй верхней пресс-формы 1 на внутреннюю поверхность углублений 39 первой верхней пресс-формы 1, в результате чего образуется взаимное сопряжение, обеспечивающее указанным двум верхним пресс-формам взаимное удерживание по горизонтали и значительное увеличение устойчивости.
По завершении соединения вторая верхняя пресс-форма 1 находится сбоку верхней пресс-формы 1, по отношению к которой она расположена параллельно и на одном уровне.
В частности, левые вертикальные стенки 34 второй верхней пресс-формы 1 упираются непосредственно в правые вертикальные стенки 33 первой верхней пресс-формы 1, обеспечивая тем самым постоянство относительного расстояния D между соответствующими элементами 20.
Как показано на фиг.13, следующие верхние пресс-формы 1 размещают затем аналогичным образом, устанавливая их поочередно, каждый раз с опиранием на ранее установленную пресс-форму 1, до получения в результате второго яруса.
В этот момент, как это описано выше, выполняют заполнение матриц 2 верхних пресс-форм 1 второго яруса мясом для приготовления, после чего на них размещают третий ярус пресс-форм 1, и так далее, до получения штабеля любой требуемой высоты.
Разумеется, что пресс-формы 1 можно заполнить мясом для приготовления до штабелирования их друг на друга на подставке 7.
Заявляемые пресс-формы 1 обеспечивают высокую степень компактности и устойчивости законченного штабеля за счет соединения между первыми шипами 35 и первыми отверстиями 36, обеспечивающего устойчивость по горизонтали в каждой паре уложенных друг на друга пресс-форм 1, за счет соединения вторых шипов 38 и вторых отверстий 40, обеспечивающего устойчивость по горизонтали в каждой паре расположенных бок о бок пресс-форм 1, а также за счет качающихся рычагов 5, обеспечивающих каждой паре уложенных друг на друга пресс-форм 1 фиксацию по вертикали.
Кроме того, благодаря наличию указанных признаков штабель легко перемещать и транспортировать, за счет того что обеспечена возможность использования более или менее автоматических и относительно несложных перемещающих систем.
Стоит отметить, что аналогичные результаты могут быть получены с использованием пресс-форм 1 несколько иной формы.
Так, например, можно изменить положение выступающих полок 37 и углублений 39 концевой секции 3 на инверсное, то есть расположить их соответственно на правой вертикальной стенке 33 и левой вертикальной стенке 34; или расположить их в нижней части концевых секций 3 или на нижних горизонтальных стенках 31, направив вверх вторые шипы 38.
В еще одном варианте выступающие полки 37 могут быть снабжены сквозным отверстием и углубления 39 - шипом, предназначенным для вхождения в указанное отверстие. Тем самым такой шип может также выполнять функцию первого шипа 35, при условии переноса первого сквозного отверстия 36 на противоположную сторону концевой секции 3.
Особенно простой и экономичный вариант изобретения проиллюстрирован на фиг.22-24.
Данный вариант предусматривает пресс-форму 1', которая отличается от предыдущей пресс-формы 1' жестким креплением крышки 6 к концевым секциям 3 под соответствующей матрицей 2, а также отсутствием качающихся рычагов 5 и любых других элементов, обеспечивающих зацепление между двумя одинаковыми установленными друг на друга пресс-формами 1'.
В частности, крышка 6 прикреплена соответствующими торцами к закрывающим пластинам 30 концевой секции 3, причем нижний край крышки 6 находится на одном уровне с нижними горизонтальными стенками 31.
Стоит отметить, что в этом случае между крышкой 6 и соответствующей вышележащей матрицей 2 также оставлен промежуток Е для облегчения циркуляции пара, воздуха или горячей воды при приготовлении мяса и воздуха и/или холодной воды при охлаждения.
Установка и, соответственно, использование пресс-форм 1' совершенно аналогичны описанным выше, с той лишь разницей, что из-за отсутствия элементов зацепления сопряжение по вертикали между двумя установленными друг на друга пресс-формами 1', то есть вертикальная устойчивость штабеля, обеспечивается весом верхней пресс-формы 1 (даже пустой), опирающейся на нижележащую пресс-форму и находящейся обычно постоянно на нижележащей пресс-форме.
Следовательно, поскольку уплотнение мяса внутри матрицы нижележащей пресс-формы 1' обусловлено только весовой нагрузкой, пресс-формы 1' предназначены преимущественно для использования при изготовлении продукции без потери веса (или с малой потерей веса), отличающемся относительно малой степенью прессования по вертикали.
Очевидно, что специалист в данной области техники сможет создать технически применимые модификации вышеописанных пресс-форм 1, не выходя при этом из границ обозначенного ниже объема правовой охраны изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ МЯСА С ВОЗМОЖНОСТЬЮ ПРИГОТОВЛЕНИЯ МЯСА | 2010 |
|
RU2546229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УЗЕЛ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 1997 |
|
RU2184455C2 |
| ПИЩЕВАЯ ТАРА С КРЫШКОЙ И СИСТЕМА ЗАКРЫВАНИЯ ТАРЫ | 2013 |
|
RU2633258C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПУТЕМ ИНЖЕКТИРОВАНИЯ ВОСКА | 2011 |
|
RU2584839C2 |
| Складной стоечный поддон | 1990 |
|
SU1781140A1 |
| ЗАЦЕПНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЭЛЕКТРИЧЕСКИХ ИНСТРУМЕНТОВ И ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ, ОСНАЩЕННЫЙ ЗАЦЕПНЫМ ПРИСПОСОБЛЕНИЕМ | 2010 |
|
RU2553164C2 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ПРЕИМУЩЕСТВЕННО ДЛЯ ОРУЖИЯ ТИПА ТОРПЕДЫ | 2005 |
|
RU2294510C1 |
| Устройство для исследования него-СКАльпичЕСКиХ СВОйСТВ МяСА и МяСО-пРОдуКТОВ | 1979 |
|
SU830240A1 |
| ЗДАНИЕ И СПОСОБ ЕГО СТРОИТЕЛЬСТВА | 2018 |
|
RU2731430C1 |
Пресс-форма содержит матрицу в виде емкости с обращенной вверх полостью, предназначенной для вмещения мяса, и крышку, выровненную относительно загрузочного отверстия полости матрицы. Крышка присоединена к матрице и расположена под матрицей таким образом, чтобы обеспечить возможность закрывания указанной крышкой загрузочного отверстия матрицы другой пресс-формы, идентичной указанной пресс-форме и расположенной под указанной пресс-формой. Пресс-форма выполнена с возможностью индивидуальной грузовой обработки указанной пресс-формы и с возможностью штабелирования в вертикальные стопы и горизонтальные ряды. Матрица содержит правые стенки и/или удерживающие элементы, выполненные с возможностью взаимодействия с соответствующими левыми стенками и/или удерживающими элементами идентичной пресс-формы, расположенной сбоку на одном уровне с указанной пресс-формой. Изобретение обеспечивает удерживающую связь между соседними пресс-формами. 12 з.п. ф-лы, 24 ил.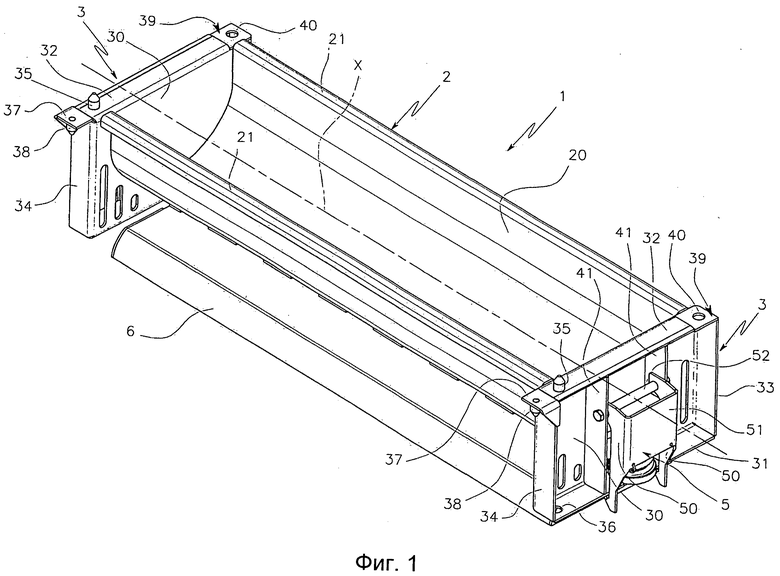
1. Пресс-форма для формования и приготовления мяса, содержащая матрицу (2) в виде емкости с обращенной вверх полостью, предназначенной для вмещения мяса, и содержащая матрицу (2) и крышку (6), выровненную относительно загрузочного отверстия полости матрицы (2), причем крышка (6) присоединена к матрице (2) и расположена под матрицей (2) таким образом, чтобы обеспечить возможность закрывания указанной крышкой загрузочного отверстия матрицы (2) другой пресс-формы, идентичной указанной пресс-форме и расположенной под указанной пресс-формой; причем пресс-форма выполнена с возможностью индивидуальной грузовой обработки указанной пресс-формы и с возможностью штабелирования указанной пресс-формы в вертикальные стопы и горизонтальные ряды, отличающаяся тем, что матрица (2) содержит правые стенки (33, 34) и/или удерживающие элементы (38, 40), выполненные с возможностью взаимодействия с соответствующими левыми стенками (33, 34) и/или удерживающими элементами (38, 40) идентичной пресс-формы, расположенной сбоку на одном уровне с указанной пресс-формой, для задания между указанной пресс-формой и расположенной сбоку от нее пресс-формой контактных стенок или удерживающей связи по горизонтали.
2. Пресс-форма по п.1, отличающаяся тем, что крышка (6) соединена с матрицей (2) направляющими средствами (62, 63), обеспечивающими возможность взаимного перемещения по вертикали, при этом имеются упругие средства (65), предназначенные для толкания крышки (6) в конечное рабочее положение, в котором крышка (6) находится на максимальном расстоянии от матрицы (2).
3. Пресс-форма по п.1, отличающаяся тем, что матрица (2) содержит правые боковые контактные стенки (33) и левые боковые контактные стенки (34), причем левые боковые контактные стенки (34) предназначены для упора в правые боковые контактные стенки (33) идентичной пресс-формы, расположенной сбоку на одном уровне с указанной пресс-формой, для образования между ними минимального расстояния по горизонтали.
4. Пресс-форма по п.1, отличающаяся тем, что матрица (2) содержит верхние контактные стенки (32) и нижние контактные стенки (31), причем нижние контактные стенки (31) предназначены для опоры на верхние контактные стенки (32) идентичной пресс-формы, расположенной под указанной пресс-формой, для образования между ними минимального расстояния по вертикали.
5. Пресс-форма по п.4, отличающаяся тем, что матрица (2) содержит соединительные средства (5, 32), содержащие по меньшей мере первый зацепной элемент (5) и по меньшей мере второй зацепной элемент (32), причем первый зацепной элемент (5) предназначен для зацепления за второй зацепной элемент (32) идентичной пресс-формы, расположенной под другой пресс-формой, при опирании нижних контактных поверхностей (31) верхней пресс-формы на верхние контактные поверхности (32) нижележащей пресс-формы, с обеспечением тем самым удерживания, предотвращающего отделение по вертикали верхней пресс-формы от нижележащей пресс-формы.
6. Пресс-форма по п.5, отличающаяся тем, что обеспечена возможность перемещения первого зацепного элемента (5) на матрице (2) между рабочим положением, в котором указанный элемент обеспечивает зацепление со вторым зацепным элементом (32) нижележащей пресс-формы, и по меньшей мере разомкнутым положением, в котором указанное зацепление отсутствует.
7. Пресс-форма по п.6, отличающаяся тем, что первый зацепной элемент (5) связан с возвратным упругим средством (56), предназначенным для поджимания первого зацепного элемента (5) в рабочее положение, причем первый зацепной элемент (5) и второй зацепной элемент (32) выполнены таким образом, что в результате перемещения верхней пресс-формы ближе по вертикали к нижележащей пресс-форме второй зацепной элемент (32) нижележащей пресс-формы толкает первый зацепной элемент (5) верхней пресс-формы в разомкнутое положение, противоположно действию возвратного упругого средства (56), до достижения относительного положения по вертикали, в котором происходит защелкивание и возврат зацепного элемента (32) нижележащей пресс-формы в рабочее положение.
8. Пресс-форма по п.4, отличающаяся тем, что матрица (2) содержит вторые удерживающие элементы (35, 36) для взаимодействия со вторыми удерживающими элементами (35, 36) другой идентичной пресс-формы, расположенной под верхней пресс-формой, при опирании нижних контактных поверхностей (31) верхней пресс-формы на верхние контактные поверхности (32) нижележащей пресс-формы, с обеспечением тем самым удерживающей связи по горизонтали между верхней пресс-формой и нижележащей пресс-формой.
9. Пресс-форма по п.8, отличающаяся тем, что удерживающие элементы содержат по меньшей мере два вертикальных соединительных элемента (35) и по меньшей мере два отверстия (36) с вертикальной осью, предназначенные для введения в них соединительных элементов (35) идентичной пресс-формы, установленной на указанную нижележащую пресс-форму.
10. Пресс-форма по п.1, отличающаяся тем, что удерживающие элементы содержат по меньшей мере два вторых шипа (38) и по меньшей мере два вторых сквозных отверстия (40) с вертикальной осью, предназначенные для введения в них соответствующих дополнительных соединительных элементов (35) идентичной пресс-формы, установленной сбоку на одном уровне с указанной пресс-формой.
11. Пресс-форма по любому из пп.3 или 4, отличающаяся тем, что на противоположных концах полости матрицы (2) имеются две концевые секции (3), каждая из которых содержит вертикальную прямоугольную закрывающую пластину (30) для закрывания соответствующих концов полости, причем указанная закрывающая пластина (30) обрамлена по периметру перпендикулярными указанной закрывающей пластине (30) стенками, две из которых являются противолежащими друг другу горизонтальными стенками (31, 32), предназначенными для задания соответственно нижней контактной поверхности и верхней контактной поверхности, при этом другие две являются противолежащими друг другу вертикальными стенками (33, 34), предназначенными для задания соответственно правой боковой контактной поверхности и левой боковой контактной поверхности.
12. Пресс-форма по п 11, отличающаяся тем, что второй зацепной элемент образован верхней горизонтальной стенкой (32) концевой секции (3), при этом первый зацепной элемент содержит рычаг (5), закрепленный с возможностью вращения на горизонтальной оси на внешнем боковом элементе закрывающей пластины (30) концевой секции (3), причем указанный рычаг (5) направлен вниз и оканчивается заходящим под горизонтальную стенку (31) зацепным элементом для зацепления с верхней горизонтальной стенкой (32) концевой секции (3) идентичной пресс-формы, расположенной под указанной пресс-формой.
13. Пресс-форма по п.11, отличающаяся тем, что концевые секции (3) содержат горизонтальную полку (37), выступающую в поперечном направлении от первой из вертикальных стенок (33, 34) и компланарную первой из горизонтальных стенок (31, 32), причем первая горизонтальная стенка (31, 32) снабжена углублением (39), выполненным у второй вертикальной стенки и предназначенным для вмещения и опирания выступающей полки (37) идентичной пресс-формы, расположенной сбоку указанной пресс-формы; при этом вторые сквозные отверстия (40) с вертикальной осью и второй шип (38) относятся к соответствующим углублениям (39) и выступающим полками (37), или наоборот.
| УЗЕЛ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 1997 |
|
RU2184455C2 |
| FR2882630A1, 08.09.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ЛИСТА ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО МАТЕРИАЛА | 2017 |
|
RU2688385C1 |
| Способ получения декоративных алюминиевых полуфабрикатов | 1978 |
|
SU722663A1 |
| US5921171A, 13.07.1999 | |||
| АВТОНОМНЫЙ МОБИЛЬНЫЙ ТЕЛЕКОММУНИКАЦИОННЫЙ КОМПЛЕКС | 2021 |
|
RU2754677C1 |

