[0001] Настоящая заявка испрашивает приоритет патентной заявки США №. 12/791999 от даты подачи 2 июня 2010 г., содержание которой включено в настоящую заявку путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится в общем к медицинским стентам, в частности к устройству для изготовления стентов, используемому в способе изготовления стентов.
УРОВЕНЬ ТЕХНИКИ
[0003] При проведении различных медицинских процедур, таких как, например, коронарная ангиопластика, внутри полости суженного кровеносного сосуда надувают баллон с целью расширения сосуда для улучшения протекания крови. Затем вводят стент, обычно трубчатой формы, для постоянного удерживания сосуда в открытом состоянии и обеспечения опоры сосуда. Стент изначально вводят на конце медицинского катетера в относительно компактном сжатом состоянии, и катетер проводит стент по полости сосуда к необходимой точке имплантации. По достижении необходимой точки имплантации стент расширяют до состояния с большим диаметром.
[0004] Хотя стенты могут быть изготовлены различными способами, один способ заключается в вырезании рельефа в металлической трубке посредством лазера. Согласно данному способу, части трубки, выполненной из биосовместимого металла, отрезают таким образом, что оставшаяся часть материала образует ячеистую трубку. Данный способ требует индивидуального вырезания рельефа в каждой трубке. Одним из недостатков данного способа является нецелесообразность индивидуального вырезания рельефа в каждой трубке. Другой недостаток заключается в отсутствии возможности достаточной проверки внутренней поверхности полученного стента, в результате чего дефекты на указанной поверхности сохраняются в итоговом стенте. Подобные дефекты могут привести к нарушению прочности стента.
[0005] Согласно другому способу изготовления стентов, для сворачивания листа металла, например в изделие трубчатой формы, используют сердечник. Согласно данному способу, лист, снабженный рельефами стентов, вырезают лазером в ходе одноэтапного процесса. Отдельные рельефы стентов можно легко проверить с обеих сторон листа до сворачивания листа в стент. Затем каждую рельефную заготовку деформируют вокруг цилиндрического сердечника, в результате чего каждая рельефная заготовка вынуждена принимать форму сердечника. Затем края рельефной заготовки сводят и сваривают друг с другом, сердечник вынимают и получают итоговый продукт в виде трубчатого стента, рельеф которого обеспечивает необходимую прочность и гибкость. Способ с использованием сердечника предпочтительнее других способов, так как (1) рельеф легко вырезать в плоском листе, (2) обе стороны рельефного листа можно проверить до начала процесса деформации и (3) данный способ является весьма производительным.
[0006] Тем не менее, одна из проблем, связанных с применением способа, в котором используется сердечник, заключается в том, что контакт между оправкой и внутренней поверхностью рельефного листа (стента) при удалении оправки может привести к повреждению внутренней поверхности листа. Кроме того, стенты зачастую покрывают специальным полимером, лекарственным средством или комбинацией полимера и лекарственного средства. Деформация листа и удаление сердечника могут привести к повреждению материала снабженной покрытием поверхности в результате контакта, трения и/или давления между сердечником и внутренней поверхностью стента. Попытка решения данной проблемы может заключаться в обеспечении мягкого покрытия на поверхности сердечника с целью минимизировать трение и давление, но такое решение не позволяет добиться эффективного решения проблемы, так как, например, мягкое покрытие может плавиться в ходе процесса сварки, что приводит к прилипанию покрытия к снабженному покрытием стенту.
[0007] В свете вышеизложенного, одной задачей изобретения является обеспечение установки и способа защиты внутренней поверхности стента в ходе процесса его изготовления. Другой задачей является обеспечение поверхности сердечника, не повреждающей или нарушающей целостность внутренней поверхности стента.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0008] Настоящее изобретение относится к устройству для изготовления стентов и способу, посредством которого устройство можно использовать при изготовлении стента. В частности, настоящее изобретение обеспечивает способ и установку для сборки стента из плоского листа, причем устройство для изготовления стентов содержит сердечник, окруженный съемным рукавом. Рукав прикрепляется к внутренней части металлического рельефного листа при деформации листа вокруг устройства с целью формирования стента. Указанное прикрепление позволяет удерживать рукав на месте при удалении сердечника. Рукав может содержать гибкий материал, устойчивый к высоким температурам, а также может иметь изменяемый внутренний диаметр, например, сужаемый или расширяемый. Сердечник выполнен из металла и имеет жесткую и, по существу, цилиндрическую внешнюю поверхности. По мере удаления сердечника из рукава путем перемещения рукав переходит из рабочего диаметра в диаметр в покое и удаляется со стента в радиальном направлении, что приводит к минимальной касательной нагрузке на внутреннюю поверхность стента, а также позволяет предотвратить или минимизировать трение и давление между рукавом и стентом.
[0009] Изобретение также относится к способу изготовления стента посредством устройства для изготовления стентов, позволяющему формовать стент из листа материала. В примере реализации изобретения, способ может включать, например, приведение рукава в соприкосновение с сердечником таким образом, что рукав закрепляют на сердечнике; приведение рукава в соприкосновение с металлическим рельефным листом; и сворачивание или оборачивание листа вокруг устройства посредством такого способа, как, например, способ, раскрытый в патенте США №7208009. Способ может также включать сварку краев рельефного листа с целью формирования стента вокруг устройства и удаление сердечника из рукава путем перемещения, например путем вытягивания или проталкивания сердечника в продольном направлении. После удаления сердечника от рукава способ также включает отделение рукава от стента, например, путем сжатия рукава до достижения им диаметра в покое.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
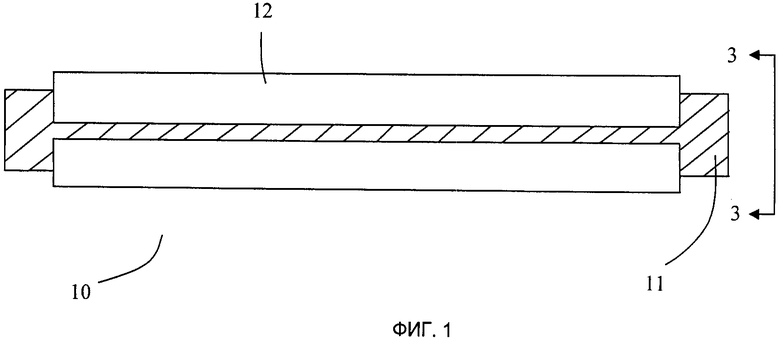
[0010] На фиг.1 показан вид в вертикальной проекции устройства для изготовления стентов в соответствии с примером реализации изобретения.
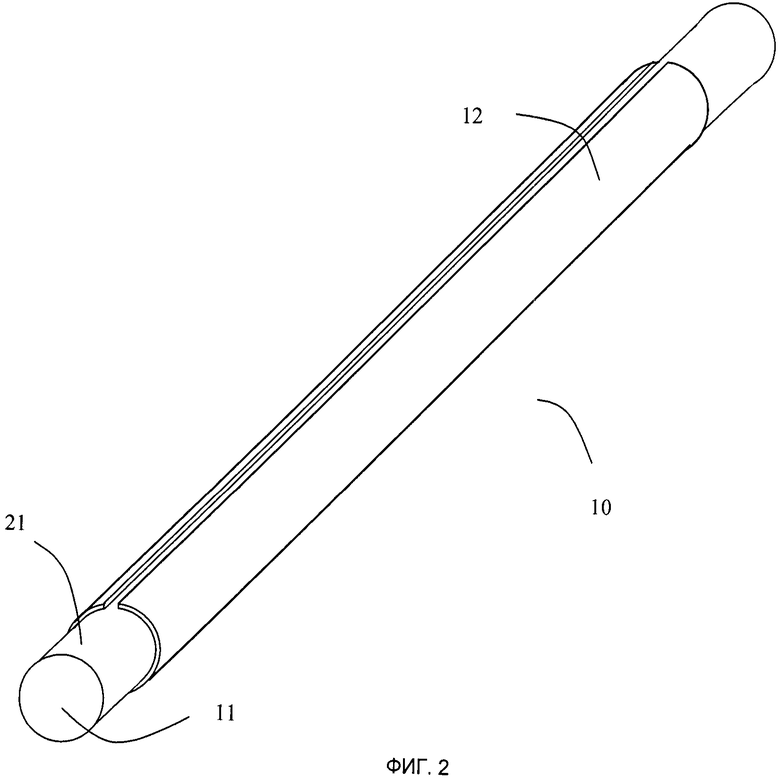
[0011] На фиг.2 показан еще один вид устройства для изготовления стентов в соответствии с примером реализации изобретения.
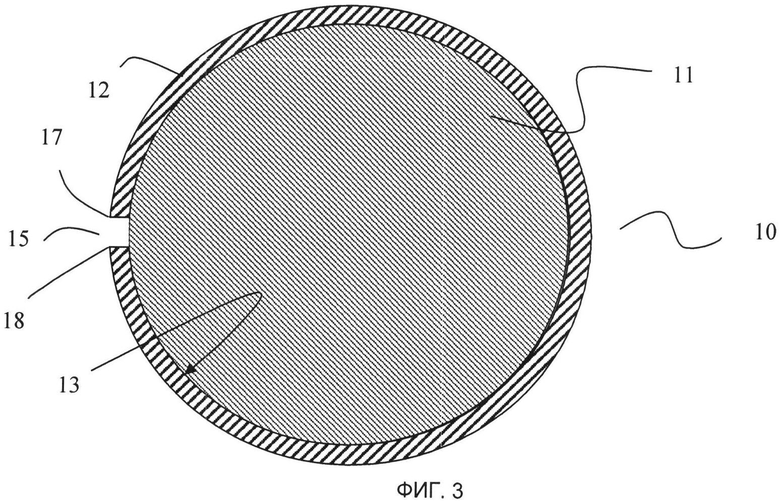
[0012] На фиг.3 показан вид в поперечном сечении по линии 3-3 устройства для изготовления стентов по фиг.1 в соответствии с примером реализации изобретения.
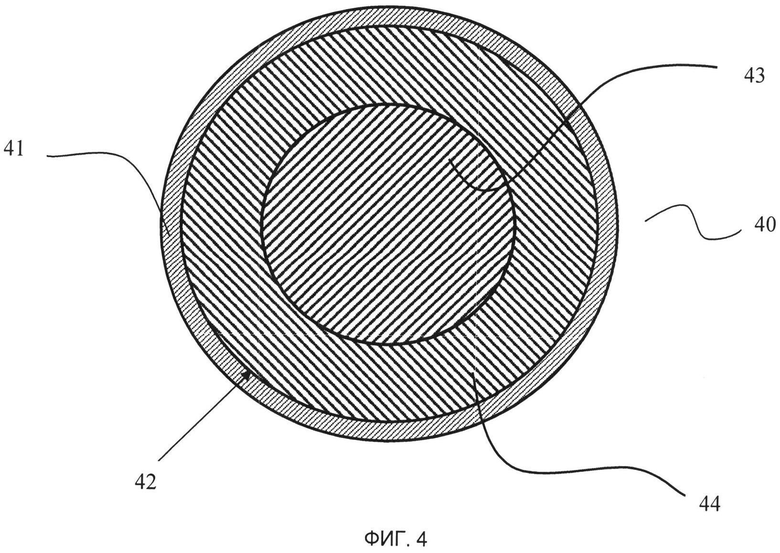
[0013] На фиг.4 показан вид в поперечном сечении альтернативного примера реализации устройства для изготовления стентов.
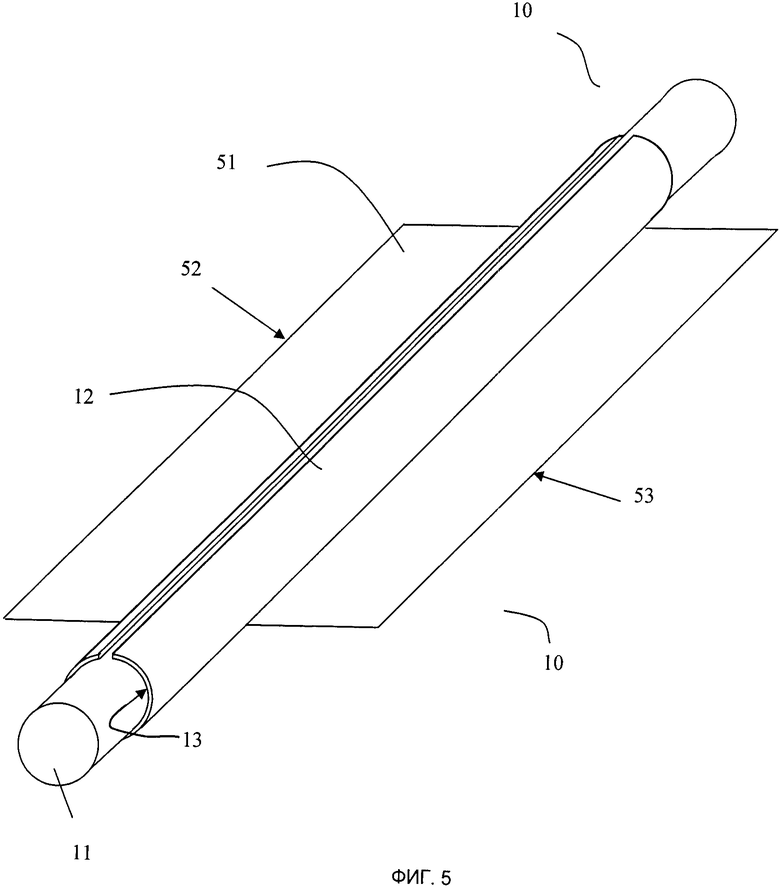
[0014] На фиг.5 показано устройство для изготовления стентов вкупе с металлическим рельефным листом до формирования стента в соответствии с примером реализации изобретения.
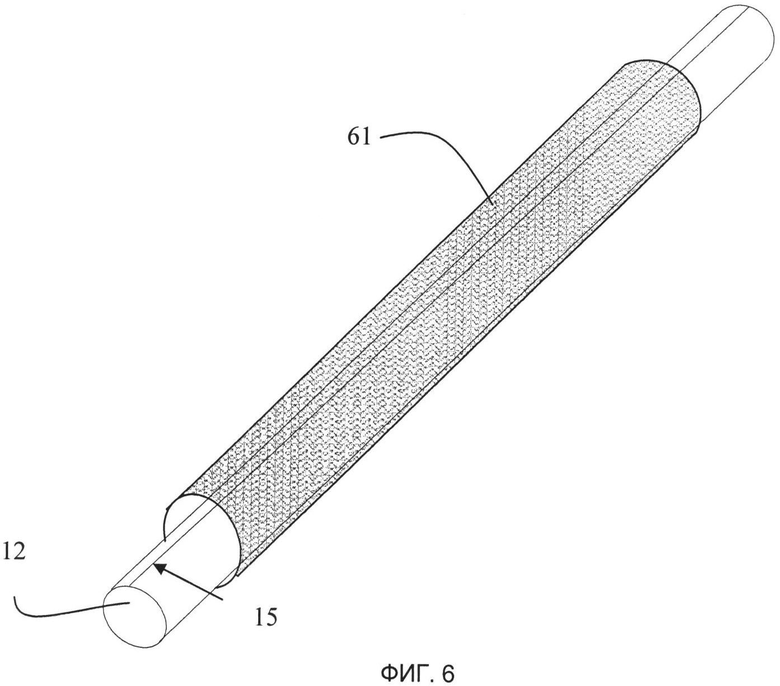
[0015] На фиг.6 показан готовый стент и сжатый рукав внутри стента после использования устройства для изготовления стентов в соответствии с примером реализации изобретения.
[0016] На фиг.7 показано устройство для изготовления стентов, в котором сердечник снабжен выступающей продольной подсекцией, выступающей по направлению к внешнему диаметру рукава.
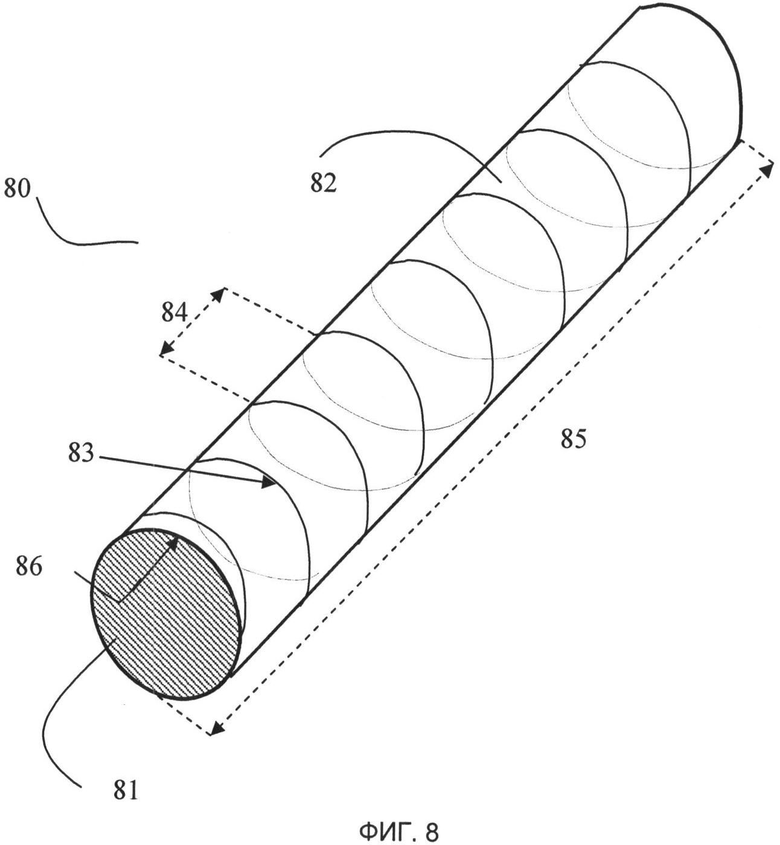
[0017] На фиг.8 показано устройство для изготовления стентов, в котором рукав снабжен спиральным разрезом, позволяющим уменьшать диаметр рукава в соответствии с другим альтернативным примером реализации изобретения.
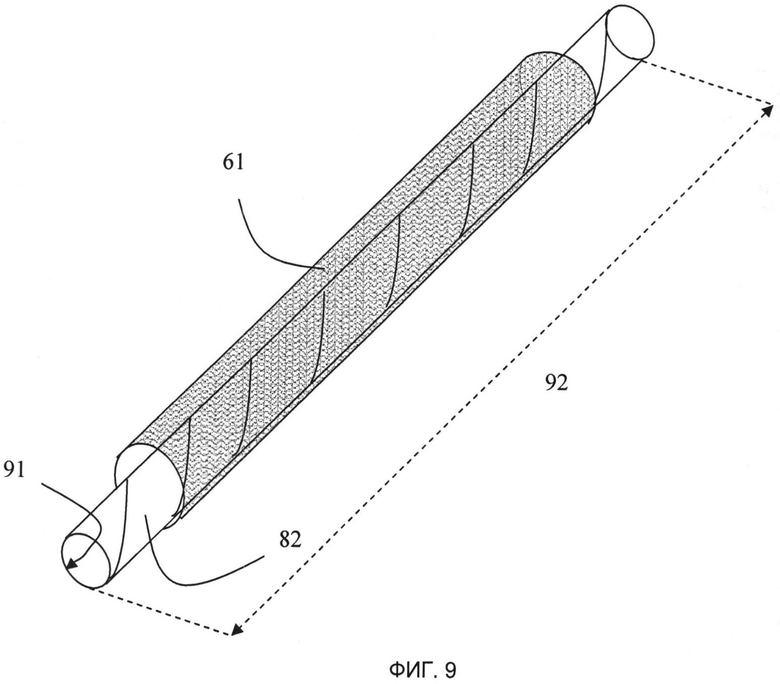
[0018] На фиг.9 показан пример реализации изобретения по фиг.8 после удаления сердечника и уменьшения диаметра рукава.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0019] Настоящее изобретение относится к устройству для изготовления стентов и способу формирования стента посредством устройства для изготовления стентов.
[0020] Устройство для изготовления стентов согласно настоящему изобретению содержит сердечник с жесткой и, по существу, цилиндрической внешней поверхностью и трубчатый рукав, окружающий сердечник и принимающий его форму. Рукав обеспечивает буфер между поверхностью сердечника и поверхностью листа при формовании стента из рельефного листа. Рукав имеет цилиндрическую или частично цилиндрическую форму и задан внутренним диаметром, варьирующимся между диаметром в покое и рабочим диаметром, т.е. сужаемым внутренним диаметром.
[0021] В настоящем описании, термин "диаметр в покое относится к диаметру рукава, не подвергающегося воздействию какой-либо силы, например, до размещения рукава на сердечнике. Напротив, термин "рабочий диаметр" относится к диаметру рукава после приложения к нему нагрузки, например, когда рукав размещен поверх цилиндрической поверхности оправки, а металлический рельефный лист обернут вокруг оправки. В одном из примеров реализации изобретения, диаметр в покое рукава меньше, чем рабочий диаметр рукава. В данном примере реализации, рукав расширяется при его размещении на сердечнике. Изменяемость внутреннего диаметра рукава обеспечивает преимущество, позволяющее отделить рукав от стента без повреждения внутренней поверхности стента. Отделение рукава от внутренней поверхности стента предпочтительно осуществляют после того, как сердечник удален от рукава в продольном направлении.
[0022] Сердечник может быть выполнен из любого жесткого материала с высокой температурой плавления, высокой прочностью и твердостью, и/или высокой теплопроводностью, например, из любого подходящего металла. Неограничивающие примеры таких металлов включают серебро, медь и нержавеющую сталь. Теплопроводность сердечника может варьироваться, например, от примерно 8 Вт/(м·К) (нержавеющая сталь) до примерно 420 Вт/(м·К) (медь, серебро). Диаметр сердечника может варьироваться в зависимости от вида изготавливаемого стента. Для некоторых стентов, например, требуется сердечник диаметром от 0,5 мм до 3,0 мм. Длина сердечника может составлять, например, примерно 1,8 мм. Диаметр и длину сердечника определяют в зависимости от необходимого диаметра изготавливаемого стента. Специалисту будет очевидно, что могут быть использованы и другие показатели диаметра и длины, не выходящие за рамки объема изобретения.
[0023] Рукав может быть выполнен из любого гибкого, жесткого или полужесткого полимера. Примеры таких полимеров включают полипропилен, полиэтилен, политетрафторэтилен, пористый политетрафторэтилен, перфторалкоксиловая полимерная смола и фторированный этиленпропилен. Рукав может также быть выполнен из полимеров с памятью формы или термоусаживаемых полимеров. Также необходимо отметить, что толщина рукава варьируется в зависимости от используемого материала и этапов процесса изготовления. Например, в одном из примеров реализации рукав может иметь толщину 0,1 мм. Толщина рукава может, например, варьироваться от 0,05 мм до 0,3 мм или выше. Предпочтительная толщина рукава составляет 0,1 мм. Длина рукава варьируется в зависимости от вида изготавливаемого стента. Например, длина может варьироваться от примерно 0,5 мм для некоторых коронарных стентов до примерно 30 мм для некоторых периферических стентов. Предпочтительные значения длины составляют, например, 1,3 мм и 1,8 мм. Однако специалисту будет очевидно, что могут быть использованы и другие размеры рукава, не выходящие за рамки объема изобретения.
[0024] Аппарат для изготовления стентов облегчает формование стента из металлического рельефного листа по различным известным способам, таким как, например, способ, описанный в патенте США №7208009. Согласно подобному способу, после формования рельефного листа в трубку путем оборачивания листа вокруг аппарата для изготовления стентов края рельефного листа сваривают, тем самым формируя стент. В одном из примеров реализации, рукав физически прикрепляется к внутренней поверхности стента в результате поверхностного контакта (например, клейкости поверхности) и трения, например, после формования стента, в результате чего рукав остается на стенте при удалении сердечника. После удаления сердечника внутреннее напряжение рукава расслабляется, и рукав возвращается к своему меньшему диаметру в покое, что позволяет отделить рукав от стента.
[0025] В одном из примеров реализации, рукав содержит продольный разрез, позволяющий расширить рукав от меньшего диаметра в покое до большего рабочего диаметра. В настоящем описании, термин "продольный разрез" относится к пространству между продольными краями трубчатого рукава. Продольные края могут соприкасаться друг с другом, например, когда рукав имеет диаметр в покое, и могут быть отделены и не соприкасаться друг с другом, когда рукав имеет рабочий диаметр. В данном примере реализации, продольный разрез может совпадать с соединенными краями металлического рельефного листа после сворачивания металлического заготовочного листа вокруг сердечника. Затем совпадающие с продольным разрезом края могут быть сварены вдоль него, в результате чего указанные края не соприкасаются с рукавом. В альтернативном примере реализации изобретения, края рукава могут также соприкасаться друг с другом, когда рукав имеет рабочий диаметр после его расширения от диаметра в покое, в котором, например, края располагаются внахлест. В еще одном из примеров реализации, рукав представляет собой эластичный трубчатый рукав без разреза. В таком примере реализации, эластичность позволяет в необходимой мере расширить рукав от диаметра в покое до рабочего диаметра. Эластичные рукава могут содержать, например, полихлоропрен, силоксановый каучук или покрытую политетрафторэтиленом резину.
[0026] В другом альтернативном примере реализации, рукав может иметь продольный разрез, а сердечник может иметь выступающую продольную подсекцию, выступающую от поверхности сердечника по направлению к внешнему диаметру рукава. Другими словами, поверхность выступающей продольной подсекции, по существу, находится на одном уровне с внешней поверхностью рукава. Выступающая продольная подсекция сердечника может занимать пространство между краями рукава. Поверхность выступающей продольной подсекции обеспечивает сплошную поверхность, на которой может быть осуществлена сварка краев металлического рельефного листа после сворачивания листа в стент.
[0027] Вышеуказанные примеры реализации, а также другие примеры реализации описаны и объяснены ниже со ссылкой на приложенные чертежи. Необходимо отметить, что чертежи предоставлены для примерного понимания изобретения и для схематичной иллюстрации отдельных примеров реализации изобретения. Специалисту будет очевидно, что другие сходные примеры в равной степени находятся в рамках объема изобретения. Чертежи не призваны ограничить объем изобретения, заданный в сопутствующей формуле изобретения.
[0028] На фиг.1 показано устройство 10 для изготовления стентов, в котором реализованы признаки одного примера реализации изобретения. В данном примере реализации, рукав короче сердечника и длиннее стента, в результате чего концевые части сердечника частично оголены, когда рукав и сердечник находятся в собранном виде. Такая конфигурация позволяет перемещать сердечник в продольном направлении, в то время как рукав удерживается на месте. Устройство 10 для изготовления стентов обычно содержит сердечник 11 и трубчатый рукав 12, окружающий сердечник 11. В примере реализации по фиг.1, длина рукава 12 меньше, чем длина сердечника 11. Сердечник 11 является жестким, обычно имеет, по существу, цилиндрическую форму и содержит материал, обладающий высокой теплопроводностью, высокой температурой плавления, и высокой прочностью и жесткостью. На фиг.2 представлен другой вид устройства 10 для изготовления стентов по фиг.1. На фиг.2 дополнительно показана внешняя поверхность 21 сердечника 11, покрытая рукавом 12.
[0029] На фиг.3 показан вид в поперечном сечении по линии 3-3 устройства 10 для изготовления стентов по фиг.1. Сердечник 11 имеет внешний диаметр 13. В одном из примеров реализации изобретения, диаметр в покое рукава 12 меньше, чем внешний диаметр 13 сердечника 11. Несмотря на то что показанный сердечник 11 состоит из одного слоя, нужно отметить, что сердечник 11 может также быть выполнен из нескольких слоев, например из внутреннего и внешнего слоев, причем каждый из указанных нескольких слоев содержит композицию, которая различается между указанными несколькими слоями. В показанном примере реализации, рукав 12 содержит продольный разрез 15, заданный краями 17 и 18, что позволяет расширять диаметр в покое трубчатого рукава 12 до рабочего диаметра рукава 12 при введении сердечника. До расширения рукава 12 до его рабочего диаметра, края 17 и 18, задающие разрез 15, могут соприкасаться друг с другом, быть расположены внахлест или не соприкасаться друг с другом. Если края соприкасаются друг с другом до расширения, края 17 и 18 временно отодвигают друг от друга при расширении, чтобы края не соприкасались, как показано на фиг.3.
[0030] В другом варианте, если до размещения рукава на сердечнике края расположены внахлест, указанный нахлест уменьшается или полностью устраняется при размещении рукава на оправке. В данных примерах реализации, если до размещения рукава на оправке края не соприкасаются друг с другом, после введения оправки расстояние между краями может увеличиваться.
[0031] В целом, фактический диаметр в покое и рабочий диаметр рукава определяют на основании диаметра сердечника. В одном из примеров реализации, рукав 12 прикрепляется к внутренней поверхности стента при формовании стента. Например, рукав может физически прикрепляться к внутренней поверхности стента вследствие контакта и трения. После деформации рельефного листа вокруг устройства для изготовления стентов и сварки краев формируется стент. Затем сердечник 11 удаляют из рукава 12 путем перемещения, при этом удерживая рукав на месте вручную, в результате чего рукав остается неподвижным относительно стента. На этом этапе рукав опадает в радиальном направлении. Другими словами, на этом этапе внутреннее напряжение рукава 12 расслабляется, и рабочий диаметр рукава 12 переходит в диаметр в покое рукава 12. Удаление сердечника и радиальное опадание рукава 12 оказывают минимальную касательную нагрузку на внутреннюю поверхность стента. Данная особенность изобретения позволяет минимизировать и/или предотвратить проблемы, возникающие при осуществлении известных способов изготовления стентов, такие как трение и давление между сердечником и внутренней поверхностью стента.
[0032] На фиг.4 показан альтернативный пример реализации изобретения, также показанный в поперечном сечении. Согласно фиг.4, устройство 40 для изготовления стентов может состоять из сплошного трубчатого рукава 41 и сердечника 42. В альтернативном примере реализации по фиг.4, рукав 41 представляет собой сплошной эластичный трубчатый рукав без разреза или краев, в отличие от примера реализации по фиг.3. В данном примере реализации, диаметр рукава варьируется от диаметра в покое до рабочего диаметра, когда рукав растягивается вследствие введения сердечника. В зависимости от эластичности материала рукава, диаметр рукава 20 варьируется от диаметра в покое до рабочего диаметра. Рукав 41 прикрепляется к внутренней поверхности стента при формовании стента, как и на фиг.3.
[0033] Кроме того, сердечник 42 по фиг.4 также иллюстрирует отдельный пример реализации, который может также содержать внутреннюю сердцевину 43 и внешний слой 44, причем внутренняя сердцевина 43 выполнена из жесткого металла, а внешний слой 44 содержит металл, обладающий высокой теплопроводностью. В одном из примеров реализации, внутренняя сердцевина 43 может быть выполнена из упрочненной стали, вольфрама, чугуна или марганца. Жесткость внутренней сердцевины обеспечивает повышенную прочность устройства. Внешний слой 44 может содержать такие металлы, как, например, серебро, медь, латунь, золото или платина. На основании настоящего раскрытия специалисту будет очевидно, что могут быть использованы и другие конфигурации и материалы, не выходящие за рамки объема изобретения. Например, для выполнения внешнего слоя 44 вместо серебра может быть использован алюминий или родий. Сходным образом, вместо внутренней сердцевины 43 и внешнего слоя 44 сердечник 42 может содержать только один слой, согласно фиг.1, или несколько слоев и/или сердцевин, например два или более слоев.
[0034] На фиг.5 показано устройство 10 для изготовления стентов согласно изобретению и рельефный лист 51 до сворачивания листа 51 в стент. Рельефный лист 51 имеет первый край 52 и второй край 53. После сворачивания листа 51 в стент первый край 51 и второй край 52 листа соединяют посредством процесса сварки, например, известного специалисту, например, описанного в патенте США №7208009, который включен в настоящую заявку путем ссылки. После сворачивания листа вокруг сердечника края листа сваривают друг с другом, причем края совпадают с зазором в рукаве, что позволяет предотвратить физический контакт расплавленных краев стента с рукавом. Соответственно, края листа не вызывают случайных повреждений рукава.
[0035] В данном примере реализации, длина рукава 12 меньше, чем длина сердечника 11, а металлический рельефный лист 51 короче, чем рукав 12. Другими словами, края 52 и 53 короче, чем продольная ось рукава 12. В результате, при удержании рукава на месте к сердечнику может быть приложено продольное усилие для удаления сердечника от рукава, что позволяет сохранить соединение рукава и стента. Данная особенность позволяет внутренней поверхности рукава поглощать силу трения, вызванную удалением сердечника.
[0036] На фиг.6 показан рукав 12, расположенный внутри полностью формованного стента 61. На фиг.6, сердечник (11 на фиг.5) был удален от рукава 12, а рукав 12 опал и отделен от стента в радиальном направлении. Процессы удаления и опадания осуществлены таким образом, что они оказывают минимальную касательную нагрузку на внутреннюю поверхность стента 61.
[0037] На фиг.7 показан другой альтернативный пример реализации устройства 10 для изготовления стентов, в котором рукав 12 имеет продольный разрез 15. Сердечник 11 имеет выступающую продольную подсекцию 71, выступающую от поверхности сердечника 11 согласно фиг.7. Выступающая продольная подсекция 71 может иметь ширину, равную или меньшую, чем расстояние между краями листа, вследствие чего выступающая продольная подсекция, по существу, занимает пространство, заданное продольным разрезом 15. При формовании стента края металлического рельефного листа совпадают с продольной подсекцией таким образом, что подсекция служит опорой для точек, по которым края листа сваривают друг с другом.
[0038] На фиг.8 показан другой альтернативный пример реализации, в котором устройство 80 для изготовления стентов содержит сердечник 81, расположенный внутри рукава 82 с возможностью удаления путем перемещения. Рукав 82 имеет непрерывный спиральный разрез 83. Показанный на чертеже спиральный разрез 83 направлен влево, но спиральный разрез, направленный вправо, столь же эффективен. Шаг 84 спирального разреза 83 может варьироваться в соответствии с требованиями варианта использования. На чертеже, шаг 84 равен длине 85 рукава 82, деленной на восемь. Когда сердечник 81 удален, к одному или обоим концам рукава 82 может быть приложено усилие кручения, что заставляет диаметр 86 рукава 82 сокращаться, так как края спирального разреза 83 скользят относительно друг друга. Диаметр в покое рукава в данном примере реализации достигается, когда рукав 82 окружает сердечник 81, до приложения усилия кручения. Рабочий диаметр достигается, когда к рукаву 82 прилагают усилие кручения, что приводит к уменьшению диаметра рукава. Таким образом, в показанном примере реализации диаметр в покое рукава больше, чем его рабочий диаметр. Рукав со спиральным разрезом может, в другом варианте, иметь диаметр в покое и рабочий диаметр, сходные с диаметрами любых вышеописанных примеров реализации.
[0039] На фиг.9 показан сжатый рукав 82 со спиральным разрезом внутри готового стента 61 после удаления сердечника (81 на фиг.8) и приложения усилия кручения к рукаву 82. Диаметр 91 рукава 82 теперь меньше диаметра стента 61, а также диаметра 86 рукава 82 по фиг.8. Длина 92 рукава 82 может быть больше при сжатии или края спирального разреза 83 могут быть расположены внахлест. Уменьшение диаметра рукава приводит к отделению рукава 82 от стента 61 таким образом, что минимизировано или предотвращено воздействие нежелательных касательных сил на внутреннюю поверхность стента.
[0040] Изобретение также относится к способу изготовления стента посредством устройства для изготовления стентов. В данном примере реализации изобретения, способ может включать, например, приведение рукава 12 в соприкосновение с сердечником 11 таким образом, что рукав закрепляют на сердечнике; приведение рукава в соприкосновение с металлическим рельефным листом и сворачивание или оборачивание листа вокруг устройства посредством способа, причем один подобный примерный способ раскрыт в патенте США №7208009. Прикрепление рукава к сердечнику может быть выполнено вследствие эластичности материала рукава, использования материалов с памятью формы, приложения усилия к рукаву или другим подобным способом. Способ также включает сварку краев рельефного листа для формирования стента (например, позиция 61 на фиг.6) и удаление сердечника из рукава путем перемещения. Когда рукав удерживают на месте, а сердечник удаляют от рукава в продольном направлении, рукав остается прикрепленным к стенту. Другими словами, рукав может удерживаться в неподвижном относительно стента состоянии, например, путем удерживания рукава при перемещении сердечника. После удаления сердечника из рукава путем перемещения способ также включает отделение рукава от стента, например, путем сжатия рукава от его рабочего диаметра до диаметра в покое, например, согласно фиг.6 или фиг.8. В другом варианте, рукав может быть сжат путем приложения внешней нагрузки. Сжатый рукав затем может быть удален от стента в продольном направлении.
[0041] Несмотря на то что различные примеры реализации настоящего изобретения описаны выше, необходимо понимать, что они представлены в качестве примера и не призваны ограничивать изобретение. Соответственно, специалисту будет очевидно, что в изобретение могут быть внесены различные изменения, как по форме, так и в деталях, при условии, что они не выходят за рамки объема настоящего изобретения. Таким образом, объем настоящего изобретения не должен быть ограничен любыми из вышеприведенных примеров реализации, а должен быть определен лишь в соответствии с нижеследующей формулой изобретения и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНТА | 1997 |
|
RU2192327C2 |
| РАСШИРЯЕМЫЙ СТЕНТ, ОСНАЩЕННЫЙ РУКАВОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТЕНТА | 2019 |
|
RU2790967C2 |
| ОСНОВНОЙ УЗЕЛ СИСТЕМЫ ДОСТАВКИ СТЕНТА | 2013 |
|
RU2709269C2 |
| ОСНОВНОЙ УЗЕЛ СИСТЕМЫ ДОСТАВКИ СТЕНТА | 2013 |
|
RU2593055C2 |
| СПОСОБ НАНЕСЕНИЯ СПЛОШНОГО ПОКРЫТИЯ НА СТЕНТ И СТЕНТ, ПОЛУЧЕННЫЙ НАЗВАННЫМ СПОСОБОМ | 2006 |
|
RU2458708C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2683206C2 |
| РАСШИРЯЕМЫЙ СТЕНТ | 1999 |
|
RU2217098C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2545751C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2014 |
|
RU2637619C2 |
| РАСШИРЯЕМЫЙ СТЕНТ ЛЕСТНИЧНОГО ТИПА | 2000 |
|
RU2234885C2 |
Изобретение относится в общем к медицинским стентам, в частности к устройству для изготовления стентов, используемому в способе изготовления стентов. Устройство для изготовления стентов содержит сердечник и рукав. Сердечник имеет жесткую и, по существу, цилиндрическую внешнюю поверхность. Рукав окружает сердечник и имеет изменяемый внутренний диаметр. Рукав имеет внутренний диаметр в покое. Сердечник имеет внешний диаметр. Внутренний диаметр в покое меньше внешнего диаметра. В результате чего обеспечено расширение рукава при облегании сердечника и, по существу, его возврат к внутреннему диаметру в покое после удаления сердечника. Во втором варианте выполнения устройства для изготовления стентов рукав имеет изменяемый диаметр в покое и рабочий диаметр. Рабочий диаметр меньше, чем диаметр в покое. Рукав окружает сердечник и контактирует с ним, когда рукав принимает диаметр в покое. Вспомогательное устройство для изготовления стентов содержит рукав, имеющий внутренний диаметр и выполненный с возможностью расширения от диаметра в покое до рабочего диаметра после приложения к нему усилия расширения. Рабочий диаметр больше диаметра в покое, который рукав имеет в состоянии в покое. Рукав выполнен с возможностью возврата к диаметру в покое после удаления от него усилия расширения. Способ изготовления стента посредством устройства для изготовления стентов по первому варианту, согласно которому обеспечивают контакт рукава с сердечником для закрепления рукава на сердечнике. После чего обеспечивают контакт рукава с металлическим рельефным листом. Затем оборачивают указанный лист вокруг устройства и сваривают края листа для формирования стента. Изобретение обеспечивает защиту внутренней поверхности стента в ходе процесса его изготовления. 4 н. и 26 з.п. ф-лы, 9 ил.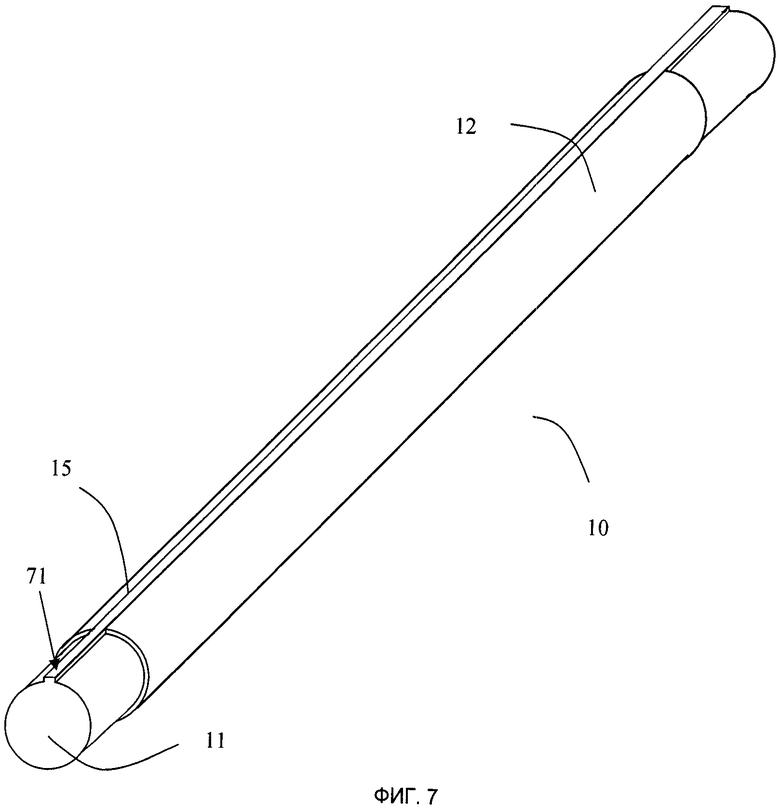
1. Устройство для изготовления стентов, содержащее:
сердечник, имеющий жесткую и, по существу, цилиндрическую внешнюю поверхность, и
рукав, окружающий сердечник и имеющий изменяемый внутренний диаметр,
причем рукав имеет внутренний диаметр в покое, сердечник имеет внешний диаметр, а указанный внутренний диаметр в покое меньше указанного внешнего диаметра, в результате чего обеспечено расширение рукава при облегании сердечника и, по существу, его возврат к указанному внутреннему диаметру в покое после удаления указанного сердечника.
2. Устройство для изготовления стентов, содержащее:
сердечник, имеющий жесткую и, по существу, цилиндрическую внешнюю поверхность,
рукав, окружающий сердечник и имеющий изменяемый внутренний диаметр,
причем рукав имеет изменяемый диаметр в покое и рабочий диаметр, причем указанный рабочий диаметр меньше, чем указанный диаметр в покое, а рукав окружает сердечник и контактирует с ним, когда указанный рукав принимает указанный диаметр в покое.
3. Устройство по п.1 или 2, в котором рукав короче сердечника.
4. Устройство по п.1 или 2, в котором рукав имеет края, содержащие продольный разрез.
5. Устройство по п.4, в котором сердечник имеет выступающую продольную подсекцию, выступающую из внешней поверхности сердечника.
6. Устройство по п.1 или 2, в котором рукав имеет края, содержащие спиральный разрез.
7. Устройство по п.1 или 2, в котором сердечник содержит металл.
8. Устройство по п.1 или 2, в котором сердечник имеет слои.
9. Устройство по п.8, в котором каждый из слоев содержит композицию.
10. Устройство по п.9, в котором композиция различается между указанными слоями.
11. Устройство по п.1 или 2, в котором сердечник имеет внутреннюю сердцевину и внешний слой.
12. Устройство по п.11, в котором внешний слой имеет высокую теплопроводность.
13. Устройство по п.11, в котором внутренняя сердцевина представляет собой упрочненную сталь.
14. Устройство по п.1 или 2, в котором рукав выполнен из гибкого, жесткого или полужесткого полимера.
15. Устройство по п.1 или 2, в котором рукав имеет толщину 0,1 мм.
16. Устройство по п.1 или 2, в котором рукав имеет толщину от 0,05 мм до 0,3 мм.
17. Устройство по п.1 или 2, в котором рукав более 0,3 мм.
18. Вспомогательное устройство для изготовления стентов, содержащее:
рукав, имеющий внутренний диаметр и выполненный с возможностью расширения от диаметра в покое до рабочего диаметра после приложения к нему усилия расширения, причем рабочий диаметр больше диаметра в покое, который рукав имеет в состоянии в покое, а указанный рукав выполнен с возможностью возврата к указанному диаметру в покое после удаления от него указанного усилия расширения.
19. Вспомогательное устройство по п.18, в котором рукав имеет продольный разрез.
20. Вспомогательное устройство по п.18, в котором рукав имеет спиральный разрез.
21. Вспомогательное устройство по п.18, в котором рукав выполнен из одного вида полимера.
22. Вспомогательное устройство п.18, в котором рукав выполнен из политетрафторэтилена.
23. Способ изготовления стента посредством устройства для изготовления стентов, согласно которому:
обеспечивают контакт рукава с сердечником для закрепления рукава на сердечнике, причем рукав имеет внутренний диаметр в покое, сердечник имеет внешний диаметр, а указанный внутренний диаметр в покое меньше указанного внешнего диаметра, в результате чего обеспечено расширение рукава при облегании сердечника и, по существу, его возврат к указанному внутреннему диаметру в покое после удаления указанного сердечника,
обеспечивают контакт рукава с металлическим рельефным листом,
оборачивают указанный лист вокруг устройства и
сваривают края листа для формирования стента.
24. Способ по п.23, также включающий удаление сердечника из рукава посредством перемещения.
25. Способ по п.24, в котором удаление посредством перемещения включает проталкивание или вытягивание сердечника в продольном направлении.
26. Способ по п.24, также включающий отделение рукава от стента посредством сжатия рукава от рабочего диаметра до диаметра в покое.
27. Способ по п.26, в котором отделение включает сжатие рукава посредством приложения внешнего усилия.
28. Способ по п.24, в котором рукав удаляют от стента в продольном направлении.
29. Способ по п.24, в котором удаление включает ручное удаление сердечника.
30. Способ по п.24, в котором удаление включает автоматическое удаление сердечника.
| Колосоуборка | 1923 |
|
SU2009A1 |
| RU 97122289 A, 10.10.1999 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ получения иодистого калия или натрия | 1938 |
|
SU54410A1 |

