Область техники
Заявленное изобретение относится к области радиоэлектронной техники и микроэлектроники, а также может использоваться в других областях техники, и может быть использовано для очистки, активации и осветления различных изделий с серебряным покрытием. Изготавливаемые серебреные изделия широко используются в ракетно-космическом и наземном приборостроении, где предъявляются высокие требования по чистоте.
Уровень техники
Из уровня техники известен способ подготовки к сварке изделий с серебряным покрытием (см. патент Российской Федерации на изобретение №2274531, опубл. 20.04.2006), включающий отжиг в кислороде при температуре 250-350°C в течение 15-45 мин и последующее восстановление серебра из оксида путем отжига в водороде при температуре 350-400°C в течение 3-10 мин.
Недостатками данного способа являются высокая температура обработки изделий, что делает невозможным обработку некоторых серебряных изделий, возможно потемнение поверхности после обработки и восстановления, а также делает сам процесс небезопасным при работе с водородом.
Из уровня техники известен способ очистки материалов для удаления кислорода из материала, в котором кислород удаляют из аморфного бора, характеризующийся тем, что содержащий примеси кислорода материал подвергают обработке плазмой на основе водорода, причем плазменную обработку выполняют при температуре до 1500°C (см. патент Российской Федерации на изобретение №2403953, опубл. 20.11.2010).
Недостатки способа заключаются в использовании высокой температуры самого процесса, что недопустимо при очистке изделий с серебряным покрытием. Процесс очистки занимает большое количество времени. Этот способ является менее экономичным из-за большого расхода рабочего газа и длительного времени процесса.
Раскрытие изобретения
Техническим результатом заявленного изобретения является повышение качества серебряных поверхностей, в частности удаление сульфидной Ag2S и оксидной пленки, органики, также происходит активация и осветление поверхности, снижение затрат (повышение экономичности), за счет уменьшения расхода рабочего газа и времени процесса очистки.
Заявленное изобретение позволяет производить очистку различных серебряных покрытий с произвольной сложной геометрической формой. После очистки поверхность изделия начинает хорошо смачиваться (становится гидрофильной). Происходит активация поверхности, что благоприятствует хорошему лужению припоями и микросварке, повышая их качество и надежность. При очистке изделия серебряная поверхность осветляется, приобретая белый цвет (светлые оттенки от белого до светло-розового в зависимости от вида серебра и основы серебрения).
Восстановление (осветление) серебра водородом из сульфида серебра протекает в соответствии с реакцией Ag2S+H2=2Ag+H2S.
Технический результат заявленного изобретения достигается тем, что способ очистки серебряных покрытий характеризуется тем, что:
- производят предварительный обдув изделий нейтральным газом по необходимости;
- производят предварительную протирку изделий ацетоном и спиртом по необходимости;
- помещают изделия в камеру плазменной установки вместе с подобным образцом с серебряным покрытием - свидетелем;
- производят очистку изделий в среде доминирования азота при мощности 500-600 Вт, давлении процесса 50-150 мТорр в течение 600-1200 секунд;
- проверяют по окончании очистки качество обработки поверхности по свидетелю методом краевого угла смачивания;
- проводят внешний осмотр изделий.
При этом обдув изделий проводят газовым пистолетом, а протирку изделий выполняют в перчатках бязевыми чистыми тряпочками.
Свидетель может обрабатываться аналогичным способом, как и обрабатываемые изделия.
При этом в качестве рабочего газа используется формиргаз (95% N, 5% H).
Метод краевого угла смачивания основан на растекании капли дионизованной воды по очищенной поверхности и вычислению угла, между поверхностью свидетеля и касательной, построенной, к капле. Этот угол на неочищенной поверхности может составлять до 70-80 градусов. После очистки он составляет 10-20 градусов в зависимости от типа и обработки очищаемой поверхности. Т.е. критерием очистки является угол смачивания очищенной поверхности свидетеля (10-20 градусов), а также внешний осмотр самого изделия. Оно должно быть светло-белого цвета (в зависимости от способа нанесения и типа серебряного покрытия) и не должно быть больших почерневших областей. Не допускаются следы грязи и жира. Но допускаются темные пятна, полосы и цвета побежалости в глухих отверстиях, пазах, на вогнутых участках деталей сложной конфигурации; потемнение покрытия при хранении до сборки и изменение цвета от светло-розового до светло-коричневого после термообработки, запрессовки в пластмассу при условии сохранения функциональных свойств.
Краткое описание чертежей
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом графиками зависимостей, где показано следующее.
На фиг.1 представлен график зависимости краевого угла от ВЧ мощности генератора. Данный график иллюстрирует изменение одного из основных критериев оценки чистоты поверхности - краевого угла (угла смачиваемости поверхности) в зависимости от того, какая мощность подается на ВЧ генератор плазмы. Из полученных значений следует, что эффективность очистки поверхности тем выше, чем выше мощность, подаваемая на ВЧ генератор.
На фиг.2 показан график зависимости краевого угла от давления газа в рабочей камере для горизонтальной и вертикальной поверхности. Исследование зависимости происходило при 600 ваттах ВЧ мощности. Проверка влияния давления газа в камере на эффективность очистки сложных поверхностей проводилась на образцах, размещенных взаимно перпендикулярно и параллельно стенкам рабочей камеры. Из полученных значений краевого угла следует что, эффективность очистки серебряных поверхностей наиболее оптимальна при значениях давления в диапазоне 50-150 мТорр.
Осуществление и примеры реализации заявленного изобретения
Для проведения экспериментальных исследований использовались изделия с серебряным покрытием с различными геометрическими формами. Исследовались различные способы, методы, и подбирался режим очистки изделий с серебряным покрытием. Для качественной оценки состояния поверхности серебряных покрытий изделий использовался метод краевого угла смачивания.
Практический эксперимент показал, что с увеличением рабочего времени обработки очистка поверхности происходит более эффективно. Оптимально время обработки подобрано в интервале от 10 до 20 минут. Дальнейшее увеличение времени обработки заметной разницы по качеству очищаемой поверхности не дает (увеличение времени обработки способствует только осветлению поверхности, сильно подверженной сульфидной пленкой).
Также важна правильно подобранная газовая среда обработки. Была выбрана газовая смесь азота с водородом (формиргаз), т.к. она эффективно взаимодействует с серебряной поверхностью, удаляя оксидные и сульфидные пленки, органику и т.п. При этом посредством водорода происходит восстановление серебряной поверхности (осветление серебра).
По результатам экспериментов было выбрано невысокое давление в камере плазменной установки (приблизительно 50-150 мТорр). В процессе необходимо небольшое количество рабочего газа. Такое значение дает возможность обрабатывать не только плоские поверхности, но и сложной формы. Изделие обрабатывается равномерно.
Рабочая мощность выбирается в интервале 500-600 Вт. При этом идет самая эффективная очистка поверхностей. Если требуется обрабатывать менее загрязненные поверхности, то мощность можно понизить.
Способ очистки, активации и осветления серебряных покрытий в газоразрядной плазме осуществляется следующим образом.
По необходимости перед обработкой обдуть изделия гелием или азотом, протереть ацетоном и спиртом. Изделия следует брать в перчатках и далее поместить в камеру плазменной установки между электродами. Вместе с рабочими изделиями в камеру помещается свидетель (подобный образец с серебряным покрытием), который подготавливается таким же образом, как и остальные изделия.
Обеспечивается подача рабочего газа - формиргаза в камеру. Запускается установка, напряжение устанавливается в диапазоне 500-600 Вт, давление процесса устанавливается в диапазоне 50-150 мТорр. Процесс очистки длится в 600-1200 секунд. Далее изделия и свидетель вынимают из камеры.
Затем необходимо провести проверку обработки серебряной поверхности по свидетелю методом краевого угла смачивания. При неудовлетворительном результате повторить обработку.
После обработки изделия через 3 часа начинают терять свойства активированной (очищенной) поверхности. Поэтому эффективнее всего сразу использовать очищенные изделия в работе.
Таким образом, заявленное изобретение позволяет обеспечить возможность проводить более качественную обработку (очистку) изделий с серебряным покрытием, а также снизить трудоемкость и затраты на данную операцию, кроме того, обрабатывать одновременно можно и большие и малые детали сложной геометрической формы за один цикл.
Результаты обработки данным способом подтвердили качество и надежность обрабатываемых изделий, тем самым положительно оценив эффективность и целесообразность применения заявленного изобретения для создания радиоэлектронной аппаратуры ракетно-космической техники.

Заявленное изобретение относится к области радиоэлектронной техники и микроэлектроники, а также может использоваться в других областях техники для очистки, активации и осветления различных изделий с серебряным покрытием. Способ очистки, активации и осветления серебряных покрытий в газоразрядной плазме характеризуется тем, что производят предварительный обдув изделий нейтральным газом; затем производят предварительную протирку изделий ацетоном и спиртом; помещают изделия в камеру плазменной установки вместе с подобным образцом с серебряным покрытием - свидетелем; производят очистку изделий в среде доминирования азота при мощности 500-600 Вт, давлении процесса 50-150 мТорр в течение 600-1200 секунд; проверяют по окончании очистки качество обработки поверхности по свидетелю методом краевого угла смачивания; проводят внешний осмотр изделий. Изготавливаемые серебреные изделия широко используются в ракетно-космическом и наземном приборостроении, где предъявляются высокие требования по чистоте. 4 з.п. ф-лы, 2 ил.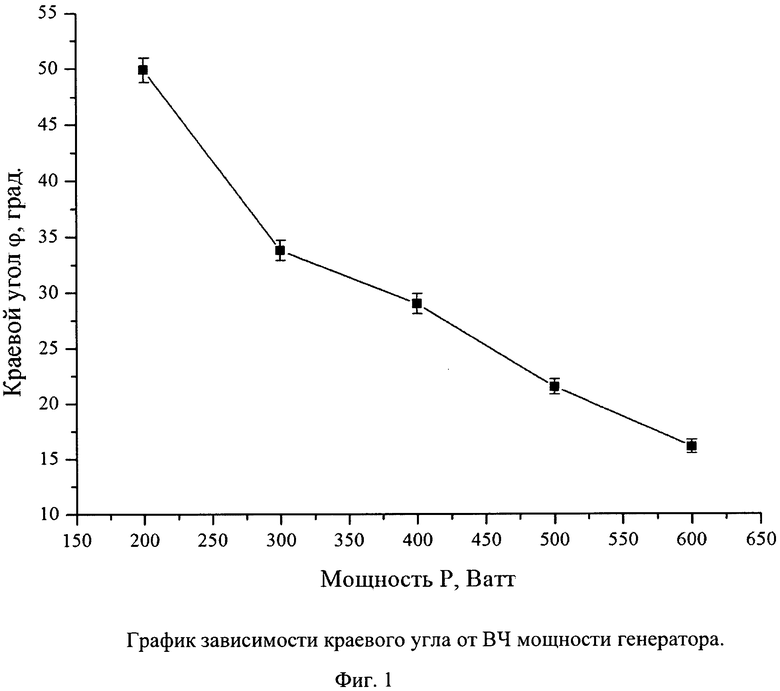
1. Способ очистки, активации и осветления серебряных покрытий в газоразрядной плазме, характеризующийся тем, что:
- производят предварительный обдув изделий нейтральным газом;
- производят предварительную протирку изделий ацетоном и спиртом;
- помещают изделия в камеру плазменной установки вместе с подобным образцом с серебряным покрытием - свидетелем;
- производят очистку изделий в среде доминирования азота при мощности 500-600 Вт, давлении процесса 50-150 мТорр в течении 600-1200 секунд;
- проверяют по окончании очистки качество обработки поверхности по свидетелю методом краевого угла смачивания;
- проводят внешний осмотр изделий.
2. Способ по п.1, в котором обдув изделий проводят газовым пистолетом.
3. Способ по п.1, в котором протирку изделий выполняют в перчатках бязевыми чистыми тряпочками.
4. Способ по п.1, в котором свидетель обрабатывается аналогичным способом, как и обрабатываемые изделия.
5. Способ по п.1, в котором в качестве рабочего газа используется формиргаз 95% N, 5% Н.
| ОЧИСТКА МАТЕРИАЛОВ ОБРАБОТКОЙ ПЛАЗМОЙ НА ОСНОВЕ ВОДОРОДА | 2006 |
|
RU2403953C2 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ИЗДЕЛИЙ С СЕРЕБРЯНЫМ ПОКРЫТИЕМ | 2004 |
|
RU2274531C2 |
| Способ очистки металлических подложек оптических изделий | 1990 |
|
SU1734884A1 |
| WO 2011045667 A1, 21.04.2011 | |||
| US 7695763 B2, 13.04.2010 | |||

