Область техники
Заявленное изобретение относится к области радиоэлектронной техники и микроэлектроники и может быть использовано для плазмохимической обработки подложек из поликора и ситалла, а также других поверхностей, таких как стекло, фторопласт и др. Подложки, прошедшие плазмохимическую обработку, и платы, изготовленные на их основе, широко используются в ракетно-космическом и наземном приборостроении, где предъявляются высокие требования по чистоте перед напылением.
Уровень техники
Из уровня техники известен способ очистки поверхности поликристаллического корунда (SU №1747469, заявка 4851538, 16.07.1990, опубл. 15.07.1992). Для этого используют состав, содержащий (мас.%) оксиэтилированный 10-12 молями окиси этилена нонилфенол 0,12-0,15; алкилсульфонат 0,12-0,15; метасиликат натрия 0,3-0,45; триполифосфат натрия 0,4-0,6; гидроксид аммоний 0,4-0,45 и вода до 100. Также используются другие химические способы очистки.
Недостатком данного метода является необходимость промывки и сушки (отжига) подложек после химических жидкостных обработок, длительность процесса, большие экономические затраты на химические реактивы.
Из уровня техники известен состав для очистки поверхности диэлектрика (SU №1292605, заявка 3888762/25, 22.04.1985, опубл. 27.01.1996).
Состав для очистки поверхности диэлектрика (ситалловые пластины), содержащий поверхностно-активное вещество, производное фосфорной кислоты и воду, отличается тем, что, с целью повышения эффективности очистки ситалловых пластин, в качестве поверхностно-активного вещества применен алкилсульфонат натрия, в качестве производного фосфорной кислоты - гексаметафосфат натрия и дополнительно введена ортофосфорная кислота при следующем соотношении компонентов, мас.%:
Алкилсульфонат натрия - 0,002-0,04
Гексаметафосфат натрия - 0,025-0,15
Ортофосфорная кислота - 0,05-0,10
Вода - До 100.
Недостатком данного метода является необходимость промывки и сушки (отжига) подложек после химических жидкостных обработок, длительность процесса, большие экономические затраты на химические реактивы.
Из уровня техники известен способ обработки подложки из ситалла (SU №1135728, заявка 3639298, 06.07.1983, опубл. 23.01.1985). Способ обработки подложки из ситалла перед вакуумным напылением тонких пленок путем термообработки отличается тем, что, с целью увеличения сил адгезионной связи пленок с поверхностью ситалла, одну сторону подложки нагревают до 220-250°C в течение 10-15 мин, охлаждая одновременно другую для создания градиента температур 4-5*10 град/м, затем подложку охлаждают на воздухе до комнатной температуры.
Недостатком данного метода является то, что подложки можно обрабатывать только с одной стороны, т.к. с другой подложка охлаждается. Метод ориентирован только на очистку ситалла и не является самодостаточным, а только промежуточным, что также увеличивает время обработки и количество затрачиваемых ресурсов.
Раскрытие изобретения
Техническим результатом заявленного изобретения является повышение качества очистки подложек из поликора и ситалла перед напылением, в частности удаление оксидных пленок, органики, сокращение времени и экономических затрат на выполнение операций очистки.
Наличие загрязнений на подложках оказывает существенное влияние как на адгезию, так и на электрофизические свойства пленок. Поэтому перед напылением необходимо тщательно очищать подложки от органики, пыли, масляных пленок и других загрязнений.
Данное изобретение позволяет производить обработку подложек из поликора и ситалла различного размера как с односторонней, так и с двусторонней полировкой. После плазмохимической обработки поверхность изделия начинает хорошо смачиваться, что обеспечивает хорошую адгезию при напылении, повышается количество выхода годных плат с участков напыления и фотолитографии.
Для очистки можно использовать, например, установку вакуумной плазмы Nordson March, с помощью которой можно производить массовую плазмохимическую обработку изделий.
Задачами заявляемого способа являются: упрощение технологического процесса, улучшение качества обработки поликоровых и ситалловых поверхностей и улучшение экологии; снижение себестоимости выпускаемых изделий и затрат времени на выполнение операций очистки; повышение адгезии; гарантированная повторяемость процесса.
Технический результат заявленного изобретения достигается тем, что способ плазмохимической обработки подложек характеризуется тем, что:
- производят предварительную протирку изделий спиртом со всех сторон, включая протирку всех торцов подложки;
- производят предварительный обдув изделий нейтральным газом;
- помещают изделия в камеру плазменной установки вместе с подобным образцом - свидетелем;
- производят очистку изделий в среде доминирования кислорода при мощности 500-600 Вт, давлении 800-900 мТорр в течение 10-20 минут;
- проверяют качество обработки поверхности по свидетелю, методом краевого угла смачивания по окончании очистки;
При этом протирка изделий может выполняться в перчатках батистовыми салфетками, а для обдува изделий может использоваться азот или аргон.
В качестве рабочего газа может использоваться смесь кислорода с азотом (80-85% O2, 15-20% N).
Метод краевого угла смачивания основан на растекании капли деионизованной воды по очищенной поверхности и вычислении угла между поверхностью свидетеля и касательной, построенной к капле. Этот угол на неочищенной поверхности может составлять до 70-80 градусов. После очистки он составляет 5-8 градусов в зависимости от типа подложки и класса чистоты, обработки очищаемой поверхности. Также проверяется смачиваемость поверхности подложки испытанием на разрыв водной пленки на всей поверхности подложки. Пленка должна растекаться по всей поверхности, в том числе и по краям подложки, и держаться несколько секунд.
Т.е. критерием очистки является угол смачивания очищенной поверхности свидетеля (5-8 градусов), а также внешний осмотр самого изделия. Цвет ситалла после обработки не меняется. Цвет поликора может изменяться от белого до кремовых и светло-коричневых оттенков.
Краткое описание чертежей
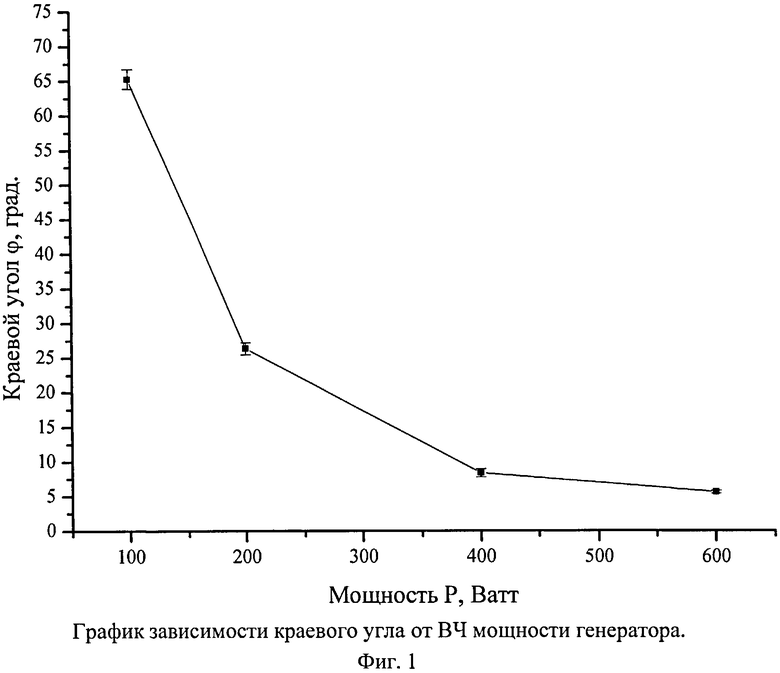
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом графиками зависимостей, где показано следующее. На фиг.1 представлен график зависимости краевого угла от ВЧ мощности генератора. Данный график иллюстрирует изменение одного из основных критериев оценки чистоты поверхности, краевого угла (угла смачиваемости поверхности), в зависимости от того, какая мощность подается на ВЧ генератор плазмы. Простой вывод, который можно сделать исходя из полученных значений, эффективность очистки поверхности тем выше, чем выше мощность, подаваемая на ВЧ генератор.
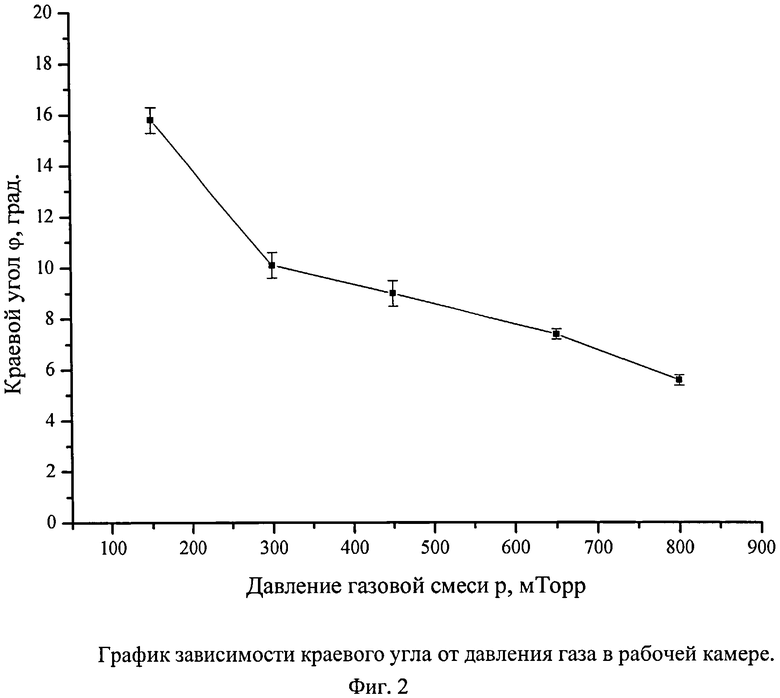
На фиг.2 показан график зависимости краевого угла от давления газа в рабочей камере. Исследование зависимости происходило при 600 Вт ВЧ мощности. Проверка влияния давления газа в камере на эффективность очистки поверхностей проводилась на образцах, расположенных вертикально, так как данное размещение соответствует способу, при котором подложки из поликора и ситалла находятся в специальных кассетах. Исходя из полученных значений краевого угла и возможностей установки, можно сделать следующий вывод: наибольшая эффективность очистки поверхности подложек достигается при значениях давления газовой смеси в камере установки более 800 мТорр.
Осуществление и примеры реализации заявленного изобретения
Для проведения экспериментальных исследований использовались ситалловые и поликоровые подложки разных размеров и толщин (односторонней и двухсторонней полировкой).
Практический эксперимент показал, что с увеличением рабочего времени обработки очистка поверхности происходит более эффективно. Оптимально время обработки подобрано в интервале от 10 до 20 минут. Дальнейшее увеличение времени обработки заметной разницы по качеству очищаемой поверхности не дает. Увеличение времени обработки способствует только незначительному изменению цвета поликора.
Также важна правильно подобранная газовая среда обработки. Была выбрана газовая смесь чистого кислорода с азотом (с доминированием кислорода). По результатам экспериментов было выбрано высокое давление в камере плазменной установки (800-900 мТорр). В процессе необходимо существенное количество рабочего газа для протекания процесса химической плазмы. Такое значение дает возможность обрабатывать не только плоские поверхности, но и поверхности сложной формы. Поверхности обрабатываются равномерно.
Рабочая мощность выбирается в интервале 500-600 Вт. При этом идет самая эффективная очистка поверхностей.
Способ плазмохимической обработки поверхности подложек из поликора и ситалла в газоразрядной плазме осуществляется следующим образом.
Перед обработкой все стороны подложек тщательно протираются батистовой тканью, смоченной спиртом, затем подложки обдуваются из газового пистолета сжатым воздухом, азотом или аргоном. Изделия следует брать в х/б перчатках или резиновых напальчниках. Далее поместить изделия в камеру плазменной установки между электродами. Вместе с рабочими изделиями в камеру помещается подобный образец - свидетель, который подготавливается таким же образом в одном технологическом цикле, как и остальные изделия.
Обеспечивается подача рабочего газа - кислорода и азота в камеру. Запускают установку со следующими параметрами очистки: давление в диапазоне 800-900 мТорр, рабочая мощность в интервале 500-600 Вт. Процесс очистки длится 10-20 минут. Далее изделия и свидетель вынимают из камеры.
Проводят контроль смачиваемости поверхности подложек по свидетелю методом краевого угла смачивания и испытанием на разрыв водной пленки, после чего подложки передают на операцию напыления.
Время хранения очищенных подложек достигает 3 часов в шкафу сухого хранения (значение краевого угла смачивания повышается до 30°-40°). Поэтому эффективнее всего незамедлительно использовать очищенные изделия в работе (сразу производить операцию напыления).
После напыления и фотолитографии было получено:
- изготовленные тестовые платы проверялись на отрыв струн, где были получены положительные результаты и достигнута хорошая адгезия между напыленными пленками и подложкой;
- пройден тест на лужение контактных площадок;
- угол смачивания поликоровых подложек достигает 5 градусов, у ситалла до 3-4 градусов.
Таким образом, заявленное изобретение позволяет обеспечить возможность проводить более качественную обработку (очистку) поликоровых и ситалловых подложек, а также снизить трудоемкость и затраты на данную операцию, т.к. обрабатывать одновременно можно десятки подложек различных размеров за один цикл.
Результаты обработки данным способом подтвердили качество и надежность обрабатываемых изделий, тем самым положительно оценив эффективность и целесообразность применения заявленного изобретения для создания радиоэлектронной аппаратуры ракетно-космической техники и не только.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки подложек из ситалла в струе высокочастотной плазмы пониженного давления | 2017 |
|
RU2649695C1 |
| Способ очистки микроволновых диэлектрических подложек, изготовленных из высокочастотных керамических материалов на основе титаната бария, нитрида алюминия или оксида алюминия | 2023 |
|
RU2809508C1 |
| СПОСОБ ОЧИСТКИ, АКТИВАЦИИ И ОСВЕТЛЕНИЯ СЕРЕБРЯНЫХ ПОКРЫТИЙ В ГАЗОРАЗРЯДНОЙ ПЛАЗМЕ | 2013 |
|
RU2536980C1 |
| Состав для очистки поверхности диэлектрика | 1991 |
|
SU1825816A1 |
| Способ изготовления газочувствительного элемента | 1990 |
|
SU1761814A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ СИТАЛЛА | 2011 |
|
RU2463267C2 |
| Состав для очистки поверхности поликристаллического корунда | 1990 |
|
SU1747469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1992 |
|
RU2046419C1 |
| Способ обработки подложки из ситалла | 1983 |
|
SU1135728A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОКАТАЛИТИЧЕСКИ АКТИВНОГО ПОКРЫТИЯ | 2010 |
|
RU2447190C2 |
Изобретение относится к области радиоэлектронной техники и микроэлектроники и может быть использовано для плазмохимической обработки подложек из поликора и ситалла. В способе плазмохимической обработки подложек из поликора и ситалла производят предварительную протирку изделий спиртом со всех сторон, включая протирку всех торцов подложки, производят предварительный обдув изделий нейтральным газом, помещают изделия в камеру плазменной установки вместе с подобным образцом - свидетелем, производят очистку изделий в среде доминирования кислорода при мощности 500-600 Вт, давлении процесса 800-900 мТорр в течение 10-20 минут, проверяют качество обработки поверхности по свидетелю методом краевого угла смачивания по окончании очистки. Изобретение обеспечивает повышение качества очистки подложек из поликора и ситалла перед напылением, в частности удаление оксидных пленок, органики, сокращение времени и экономических затрат на выполнение операций очистки. 4 з.п. ф-лы, 2 ил.
1. Способ плазмохимической обработки подложек из поликора и ситалла, характеризующийся тем, что:
- производят предварительную протирку изделий спиртом со всех сторон, включая протирку всех торцов подложки;
- производят предварительный обдув изделий нейтральным газом;
- помещают изделия в камеру плазменной установки вместе с подобным образцом - свидетелем;
- производят очистку изделий в среде доминирования кислорода при мощности 500-600 Вт, давлении процесса 800-900 мТорр в течение 10-20 минут;
- проверяют качество обработки поверхности по свидетелю методом краевого угла смачивания по окончании очистки;
2. Способ по п.1, в котором протирку изделий выполняют в перчатках батистовыми салфетками.
3. Способ по п.1, в котором для обдува изделий используют азот или аргон.
4. Способ по п.1, в котором обдув изделий проводят газовым пистолетом.
5. Способ по п.1, в котором в качестве рабочего газа используется смесь кислорода с азотом (80-85% O2, 15-20% N).
| Способ обработки подложки из ситалла | 1983 |
|
SU1135728A1 |
| RU 1292605 C, 27.01.1996 | |||
| Состав для очистки поверхности поликристаллического корунда | 1990 |
|
SU1747469A1 |
| US 8278186 B2, 02.10.2012 | |||
| US 7955642 B2, 07.01.2011 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| JP 58138735 A, 17.08.1983. | |||

