Изобретение относится к технологии нанесения металлического покрытия на поверхность различных металлических деталей и может быть использовано, например, для ремонта и изготовления металлических деталей машиностроения.
Известные способы газопламенного напыления основаны на том, что определенная смесь кислорода (или воздуха) с горючим газом поступает в горелку, где поджигается, образуя факел. В который подается порошковый материал, где он нагревается до пластичного состояния и наносится на основу, образуя покрытие (см. книгу В.А. Линик, П.Ю. Пекшев. «Современная техника газотермического нанесения покрытий». - М.: Машиностроение, 1985, с. 7).
Недостатком такого покрытия является низкая (3-5 МПа) прочность сцепления с основой. Поэтому требуется дополнительный технологический отжиг в вакууме или оплавление на воздухе для упрочнения сцепления покрытия.
Известен также «Способ восстановления изношенных поверхностей стальных деталей», включающий механическую обработку изношенной поверхности, нагрев, газопламенное напыление износостойкого слоя с последующим оплавлением поверхности покрытия, отличающийся тем, что предварительно осуществляют электродуговую наплавку изношенной поверхности с учетом припуска на последующую механическую обработку7, которую проводят с занижением номинального размера детали, затем осуществляют дробеструйную активацию обработанной поверхности, а газопламенное напыление осуществляют самофлюсующимся порошковым сплавом с последующим оплавлением нанесенного покрытия путем нагрева детали до температуры 950-1050°С, причем покрытие наносят с превышением номинального размера детали на величину усадки покрытия после полного охлаждения детали (Патент RU 2299115 МПК С23С 4/12, В23Р 6, В23K 9/04, опубл. 20.05.2007 г.).
Недостатком является сложная технология обработки поверхности из детали с газопламенным напылением с низкой производительностью.
Из известных наиболее близким по технической сущности является: «Способ металлизации изделий», включающий напыление покрытия на основу путем подачи проволок, подключенных к источнику питания, в направлении их пересечения, нагрева и плавления их электрической дугой, возбуждаемой между концами проволок, и распыления полученного расплавленного металла струей транспортирующего газа, отличающийся тем, что запуск дугового разряда осуществляют бесконтактным пробоем газового промежутка между концами проволок высоковольтным напряжением, нагрев и плавление проволок производят прерывистым знакопеременным дуговым разрядом со стабилизированной величиной тока, длительностью и частотой импульсов (Патент RU №2211267 МПК С23С 4/12, В05В 7/22 опубл.).
Недостатком изобретения является неравномерность горения дуги и нестабильности свойств покрытий.
Предлагаемое изобретение направлено на повышение производительности и качества напыления, упрощения ее технологии обработки.
Это достигается тем, что в предлагаемом способе напыления металлических порошковых материалов, включающем подготовку подложки и электрическую дугу, куда подается металлизированный порошок с транспортирующим его газом, состоящим из смеси воздуха и горючего газа (например, ацетилена С2Н2). Запуск дугового разряда осуществляют бесконтактным пробоем газового промежутка между сопловым наконечником + и поверхностью детали -. Пробой в среде горючего газа обеспечивает его горение, в результате которого происходит дополнительная ионизация промежутка между электродами, которая позволяет увеличить длину промежутка горения дуги, соответственно скорость и путь прохождения частичек металлизированного порошка, обеспечивая качественное расплавление частичек порошка и внедрение в поверхность детали.
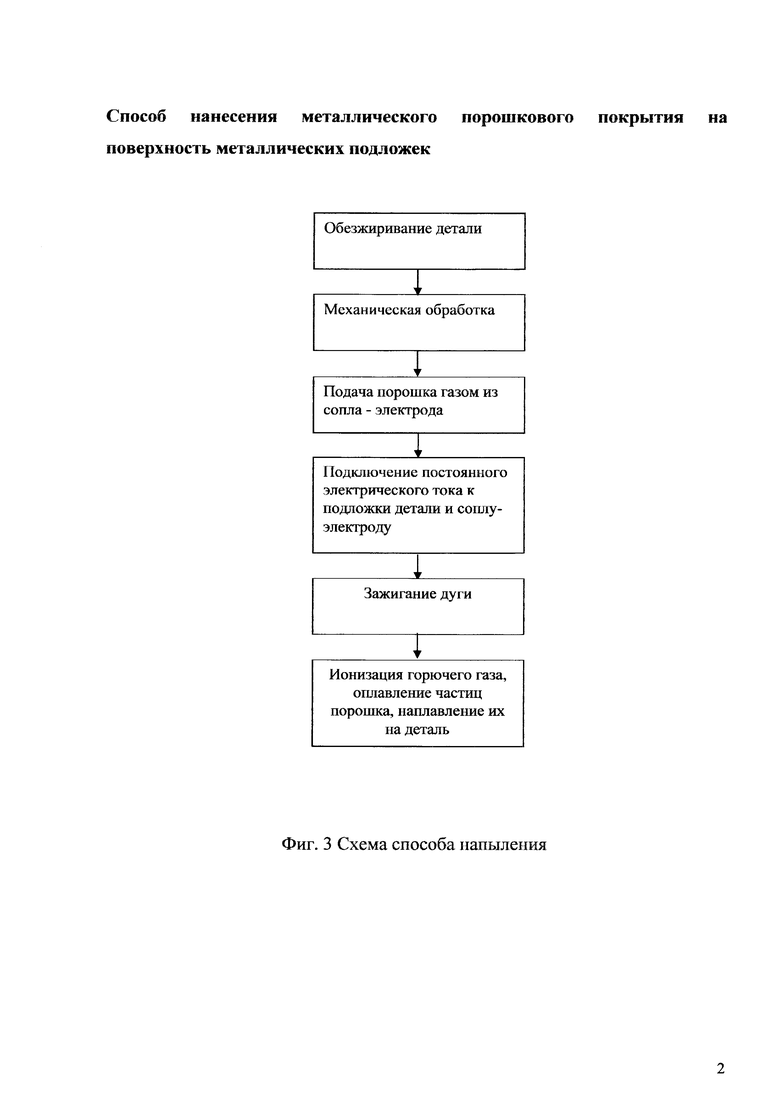
На фиг. 1 изображена схема способа нанесения металлического порошкового покрытия на поверхность металлических подложек смесью горючего газа с воздухом, на фиг. 2 – схема способа нанесения металлического порошкового покрытия на поверхность металлических подложек аэрозолью горючей проводимостью, на фиг. 3 – схема способа напыления. Способ нанесения металлического порошкового покрытия на поверхность металлических подложек включает, фиг. 3, обезжиривание, механическую обработку, напыление с электродуговым оплавлением, в котором порошок подается из сопла - электрода 1, фиг. 1, транспортирующим газом, состоящим из смеси воздуха и горючего газа (аэрозолью проводимой горючей жидкости) в зону электрической дуги 2, где происходит ориентация и разгон металлических частиц порошка 3 электрическим полем, оплавление и схватывание на поверхности металла подложки 4, а стабильность горения электрической дуги поддерживается горением горючего газа.
Реализация способа осуществляется следующим образом. Производится очистка, фиг. 3, обезжиривание, механическая обработка металлической поверхности. Включается подача через сопло-электрод 1, фиг. 1, металлизированного порошка воздухом или аэрозолью жидкости под давлением. В межэлектродный зазор сопла-электрода 1 и металла подложки 4 пропускается ток, заданный устройством управления величины и длительности. Зажигается электрическая дуга 2, в которой мелкие частички порошка 3 расплавляются и ионизируются газы, ускоряясь к поверхности металлической подложки 4. Ударяясь о поверхность металлической подложки 4, расплавленные частички металла прочно соединяются с поверхностным слоем.
Использование предлагаемого способа напыления обеспечивает по сравнению с существующим способом следующие преимущества:
- достигается быстрое и качественное напыление покрытия на поверхность подложки;
- возможна регулировка подачи количества и качества порошкового материала, которая совместно с оптимизацией тока заданной устройством управления величины и длительности позволяет наносить покрытие с заданными свойствами.
Применение последовательного напыления с заданным профилем объемной обложки и аэрозолью, проводимой горючей жидкостью водным раствором (например, водным раствором бензина в (3%) в дистиллированной воде с примесью молибдена и других легирующих элементов), фиг. 2, может использоваться для спекания формованной металлической детали заданного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2672961C2 |
| СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2312165C2 |
| СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1999 |
|
RU2169792C2 |
| Способ нанесения износостойкого покрытия на детали газотурбинной установки | 2023 |
|
RU2813538C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТОНКОСТЕННОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2009 |
|
RU2428501C2 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| Способ газопламенного напыления порошковых материалов с получением покрытия на никелевой основе посредством распылителя | 2021 |
|
RU2775984C1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 1992 |
|
RU2031739C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ И ГОРЕЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211096C2 |

Изобретение относится к способу нанесения металлического порошкового покрытия на поверхность металлической подложки. Осуществляют обезжиривание, механическую обработку поверхности металлической подложки и электродуговое напыление порошка, который подают из сопла-электрода горелки посредством транспортирующего газа в зону электрической дуги между соплом-электродом и металлической подложкой. В качестве транспортирующего газа используют смесь воздуха и горючего газа. Технический результат заключается в повышении качества напыления покрытия. 3 ил.
Способ нанесения металлического порошкового покрытия на поверхность металлической подложки, включающий обезжиривание, механическую обработку поверхности металлической подложки и электродуговое напыление с оплавлением, отличающийся тем, что осуществляют электродуговое напыление порошка, который подают из сопла-электрода горелки посредством транспортирующего газа в зону электрической дуги между соплом-электродом и металлической подложкой, при этом в качестве транспортирующего газа используют смесь воздуха и горючего газа.
| Способ напыления тугоплавких материалов | 1959 |
|
SU128253A1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| МНОГОПЛУНЖЕРНЫЙ ТОПЛИВНЫЙ НАСОС ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1930 |
|
SU21589A1 |
| КИНЕМАТОГРАФИЧЕСКИЙ АППАРАТ С РАВНОМЕРНОЙ ПОДАЧЕЙ ФИЛЬМА | 1926 |
|
SU7997A1 |
| WO01997036692A1, 09.10.1997 | |||
| US20150311497A1, 29.10.2015 | |||
| US5900272A1, 04.05.1999 | |||
| А | |||
| ХАСУЙ "Техника напыления", М., Машиностроение, 1975, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |

