Уровень техники
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для обжатия аксиально обжимаемых фитингов.
Описание предшествующего уровня техники
Обжимаемые фитинги широко используются для соединения труб и патрубков друг с другом в системах с текучими средами, где важна надежность соединения, таких как системы подачи кислорода и другие системы, применяемые в самолетостроении, кораблестроении, нефтяной и химической промышленности. Соединенные трубки, подающие топливо или гидравлическую жидкость для систем управления, например, в самолетах, должны выдерживать вибрацию и другие неблагоприятные условия эксплуатации. Обычно концы трубок вставляют в фитинг, как правило, выполненный в виде цилиндрической втулки, и затем втулку обжимают с помощью устройства для обжатия, чтобы создать непроницаемое для текучей среды соединение между трубками.
В одном из способов плотного соединения трубок радиально направленная обжимающая сила прикладывается к фитингу и к трубке либо снаружи фитинга, либо изнутри трубки. В любом случае радиально направленная обжимающая сила непосредственно прикладывается к фитингу и трубке устройством для обжатия. В другом способе плотного соединения трубок цилиндрическая втулка имеет внешнюю конусообразную поверхность и цилиндрическую внутреннюю поверхность для приема трубки. Обжимное кольцо охватывает втулку и имеет конусообразную внутреннюю поверхность, которая подбирается под пару и входит в контакт с конусообразной внешней поверхностью втулки. Перед обжатием обжимное кольцо располагают снаружи втулки так, чтобы никакая радиальная сила не прикладывалась к втулке. Во время обжима обжимное кольцо перемещают в осевом направлении вперед по втулке, так что в результате взаимодействия конусообразных поверхностей кольца и втулки создается радиально направленная сила, деформирующая втулку и расположенную внутри нее трубку, образуя обжатое соединение между ними. Такие фитинги обычно называют аксиально обжимаемыми фитингами.
Сущность изобретения
Настоящее изобретение устраняет указанные недостатки и предлагает устройство для обжатия аксиально обжимаемых гидравлических фитингов и им подобных фитингов, служащих для соединения вместе двух и более трубок. Предлагаемое в настоящем изобретении устройство для обжатия имеет простую конструкцию и надежно в эксплуатации. Устройство для обжатия сконструировано таким образом, чтобы создавать такое же усилие обжима в более компактном и облегченном варианте исполнения. Устройство для обжатия предпочтительно используют с аксиально обжимаемыми фитингами, имеющими втулку для приема трубки и обжимное кольцо. Когда кольцо перемещают по втулке в осевом направлении, оно прикладывает к втулке радиально направленное усилие, которое прижимает втулку к трубке. Устройство для обжатия может быть использовано с фитингами, имеющими втулку с двумя обжимными кольцами, втулку с одним обжимным кольцом или другими подходящих конфигураций или комбинации для соединения фитинга с одной или более трубками, но не ограничивается этим.
Одним из вариантов выполнения настоящего изобретения является устройство для обжатия, имеющее корпус, включающий в себя внутреннюю поверхность и первое ярмо. Плунжер имеет углубленную часть с резьбой на части внутренней поверхности. Поршень имеет второе ярмо. Шток поршня имеет держатель пружины и резьбовой конец, который вкручивают в резьбовую часть внутренней поверхности плунжера. Пружина вставлена в держатель пружины. Подшипники, выполненные из углеродного волокна и расположенные на плунжере и на внешней части поверхности штока поршня, контактируют с возможностью скольжения в осевом направлении с внутренней поверхностью корпуса.
Резьбовое соединение плунжера со штоком поршня выгодно улучшает конструктивную целостность устройства для обжатия, жестко выравнивая три компонента (плунжер, поршень и шток поршня), и приводит к снижению внутренних сил трения, возникающих в процессе обжатия, позволяя выполнить ту же работу с меньшим обжимным усилием. Диаметр поршня может быть уменьшен, чтобы снизить стоимость материалов и изготовления устройства для обжатия. Снижается сила трения между корпусом, штоком поршня и плунжером при скольжении, что еще больше увеличивает кпд устройства для обжатия. Тем самым достигается дополнительное уменьшение габаритов и веса устройства. Подшипники из композитного материала, упрочненного графитовыми волокнами, расположенные на наружной поверхности плунжера и штока поршня, уменьшают нежелательный изгибающий момент, возникающий в процессе обжатия, и обеспечивают гладкое перемещение поршня и плунжера, что позволяет снизить давление, необходимое для эффективной работы устройства. Благодаря этому удается еще больше уменьшить внутренние деформации и напряжения устройства для обжатия, а также его габариты и вес.
Корпус устройства для обжатия далее содержит входное отверстие, к которому подсоединяют шланг в сборе или источник давления, такой как источник давления в гидросистеме. Уплотнение, расположенное между входным отверстием и плунжером, препятствует просачиванию сжатой текучей среды мимо плунжера. Пара подпорок выступает наружу из поршня и корпуса, соединена с первым и вторым ярмами. К корпусу крепится заглушка, в которую упирается пружина. Внутренняя поверхность корпуса имеет цилиндрическую форму. Первое и второе ярма по существу имеют U-образную форму и принимают обжимное кольцо и втулку. Первое и второе ярма имеют выступ для надежного зацепления обжимного кольца или втулки.
В другом варианте выполнения настоящего изобретения предлагается система для обжатия для соединения первого элемента конструкции со вторым элементом конструкции. Фитинг включает в себя первую втулку, надеваемую на первый элемент конструкции, и вторую втулку, надеваемую на второй элемент конструкции. Первое кольцо надевают на первую втулку, чтобы обжать первую втулку вместе с первым элементом конструкции путем перемещения кольца в осевом направлении. Второе кольцо надевают на вторую втулку, чтобы обжать вторую втулку вместе со вторым элементом конструкции путем перемещения кольца в осевом направлении. Система включает в себя устройство для обжатия, выполненное, как описано выше.
Предлагаемый в изобретении способ сборки устройства для обжатия включает в себя присоединение подшипников из композитного материала, упрочненного графитовыми волокнами, к плунжеру и штоку поршня; вставку поршня внутрь корпуса рядом с плунжером; вставку штока поршня в отверстие в поршне; вкручивание резьбовой части штока в резьбовую часть внутренней поверхности плунжера и вставку плунжера в корпус рядом с входным отверстием корпуса.
Другие особенности и преимущества настоящего изобретения очевидны из нижеследующего подробного описания, сопровождаемого прилагаемыми чертежами, иллюстрирующими на примерах различные особенности вариантов осуществления настоящего изобретения.
Краткое описание чертежей
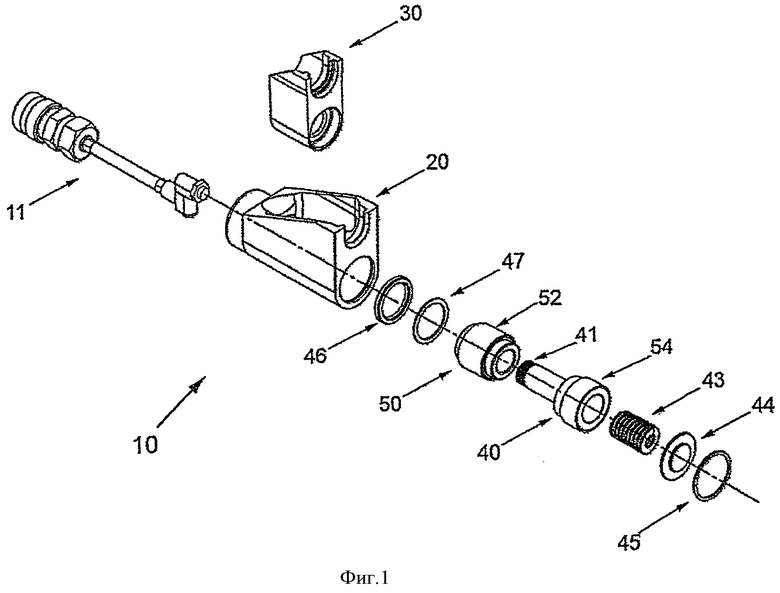
Фиг. 1 - изображение предлагаемого в изобретении устройства для обжатия в разобранном виде.
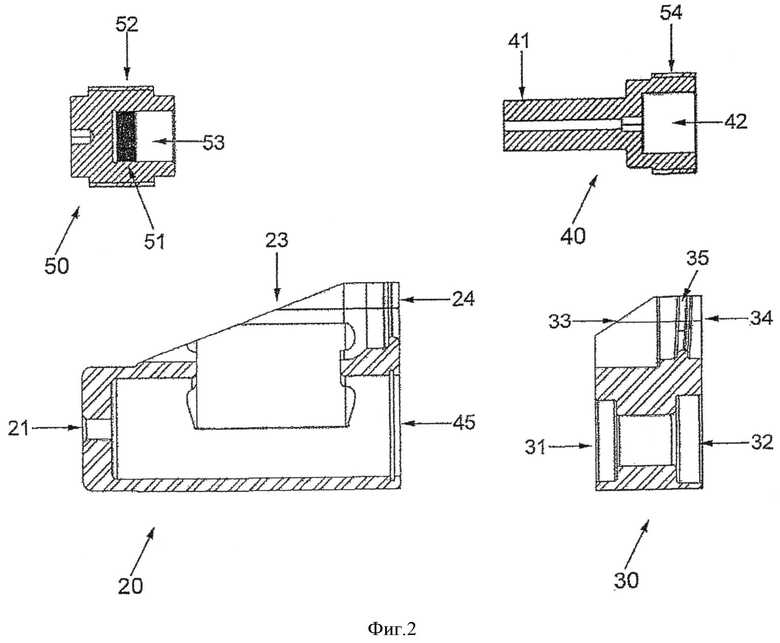
Фиг. 2 - вид поперечного сечения устройства для обжатия в разобранном виде.
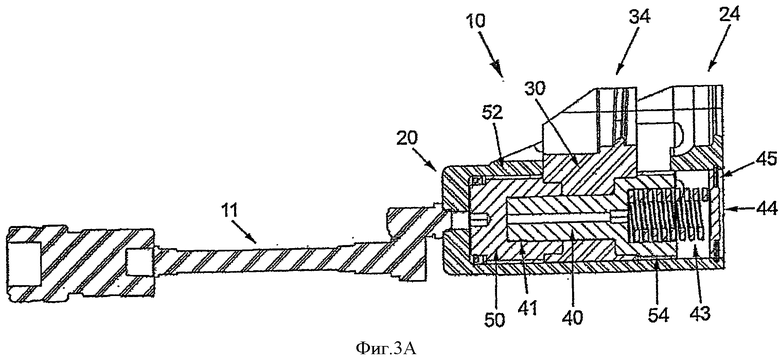
Фиг. 3А - вид поперечного сечения устройства для обжатия в открытом положении.
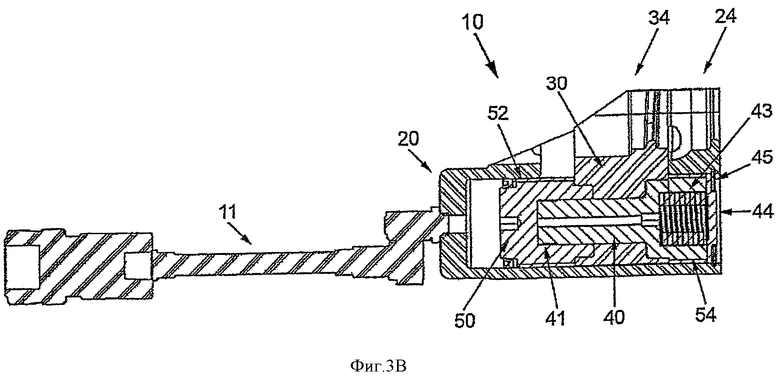
Фиг.3В - вид поперечного сечения устройства для обжатия в закрытом положении.
Фиг.4А - вид поперечного сечения устройства для обжатия в загруженном открытом положении при выполнении операции обжатия в соответствии с настоящим изобретением.
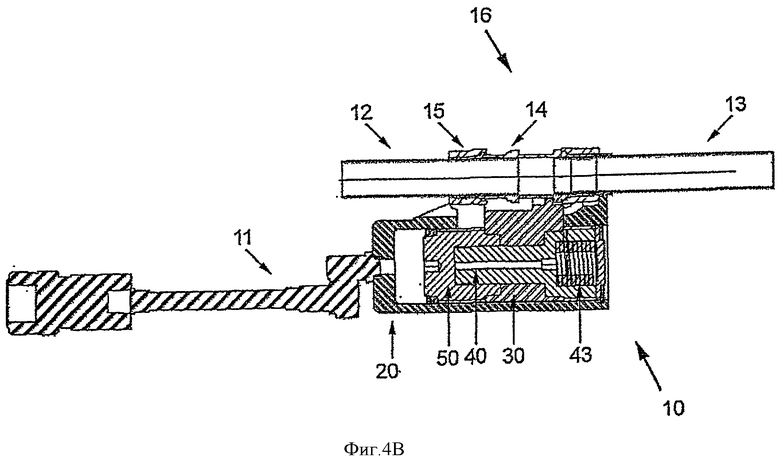
Фиг.4В - вид поперечного сечения устройства для обжатия в загруженном закрытом положении при выполнении операции обжатия.
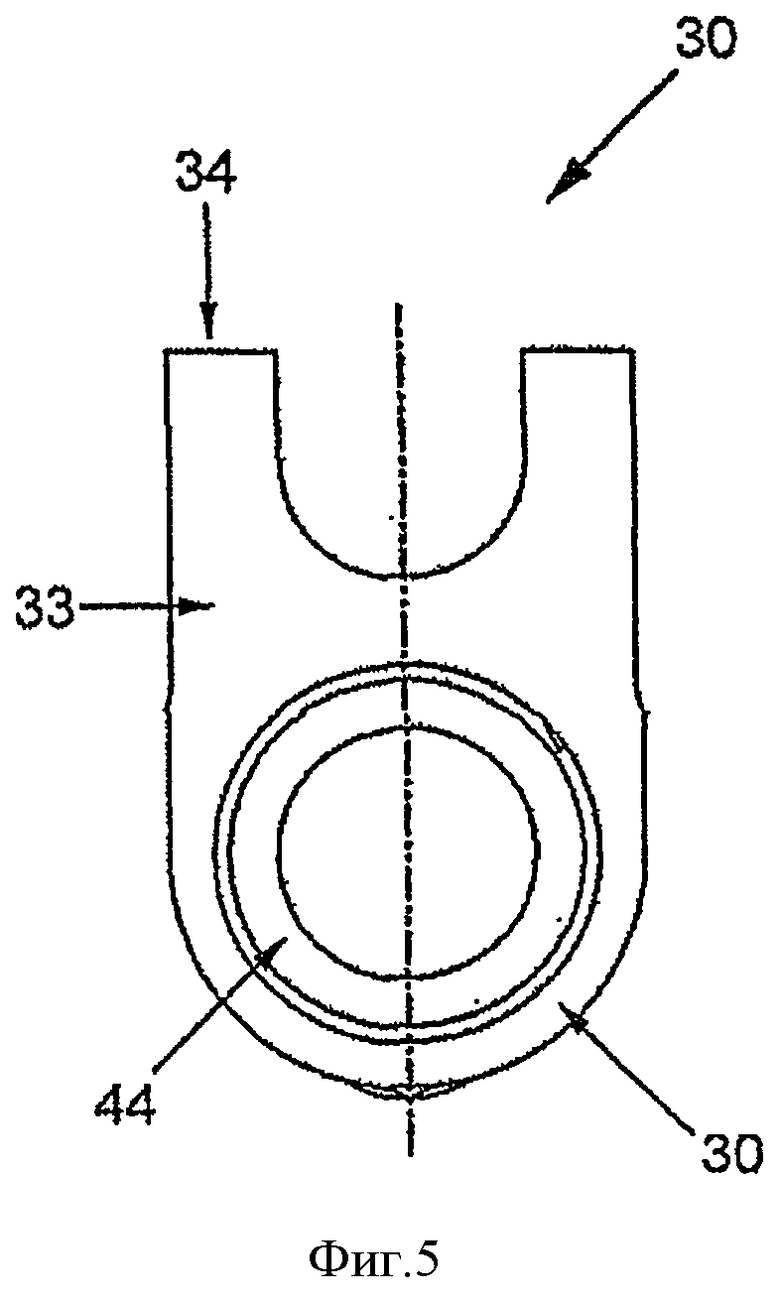
Фиг.5 - вид фронтального поперечного сечения поршня устройства для обжатия.
Подробное описание изобретения
Одним из вариантов осуществления настоящего изобретения является устройство 10 для обжатия обжимного кольца 15 для соединения друг с другом трубчатых элементов 12 и 13. Как показано на Фиг.4А и 4В, устройство 10 для обжатия обжимает фитинг 16, имеющий цилиндрическую втулку 14 с конусообразной внешней поверхностью и цилиндрической внутренней поверхностью для приема трубок 12 и 13. Втулку 14 надевают на трубки 12 и 13. Обжимные кольца 15, имеющие конусообразную внутреннюю поверхность, которая подбирается под пару и входит в контакт с конусообразной внешней поверхностью втулки, размещают на концах втулки 14. Перед обжатием обжимное кольцо 15 размещают снаружи втулки 14 таким образом, чтобы радиально направленное усилие прикладывалось обжимным кольцом 15 к втулке 14 (см. Фиг.4А). Во время обжатия обжимное кольцо 15 перемещают в осевом направлении вперед по втулке 14, так что в результате взаимодействия конусообразных поверхностей кольца 15 и втулки 14 создается радиально направленная сила, деформирующая втулку 14 и расположенные внутри нее трубки 12, 13, создавая обжимное соединение между ними (см. Фиг.4В). Естественно, что устройство 10 для обжатия не ограничивается такой конкретной конфигурацией.
На Фиг.1 изображено устройство 10 для обжатия в разобранном виде. Устройство 10 для обжатия включает в себя корпус 20, соединенный с быстросъемным шлангом 11 в сборе. Шланг 11 в сборе подсоединяют к входному отверстию 21 корпуса 20, как лучше всего видно на Фиг.2. Шланг 11 в сборе подсоединяют к источнику давления, такому как гидравлический источник давления или нечто подобное. Поршень 30, находящийся в скользящем контакте с корпусом 20, имеет возможность перемещаться вдоль оси в обоих направлениях. Плунжер 50 связан с и прилегает к поршню 30 и соединен со штоком 40 поршня, как это более подробно описано ниже. Уплотнение 46 и уплотнительное кольцо 47 расположены со стороны плунжера 50, обращенной к впускному отверстию. Уплотнение 46 и уплотнительное кольцо 47 предотвращают просачивание сжатой текучей среды мимо плунжера. Заглушка 44 и стопорное кольцо 45 закрывают противоположный конец корпуса 20.
Отдельные компоненты устройства 10 для обжатия описаны ниже со ссылкой на Фиг.2. Поршень 30 имеет отверстие 31 для плунжера и отверстие 32 для поршня. Внешняя поверхность плунжера 50 покрыта графитовым волокном, играющим роль подшипника 52 скольжения. Подшипник 52 может быть также композитным накладным подшипником. Подшипник 52 может быть расположен на плунжере и штоке поршня, выполненных из композитного материала, или на металлических плунжере и штоке поршня. Подшипник, выполненный из графитового волокна, находится в скользящем контакте с внутренней поверхностью корпуса 20, имеющей форму цилиндра. Плунжер 50 далее имеет углубленную часть 53, в которую вставляют шток 40 поршня. Углубленная часть 53 имеет внутреннюю часть 51 с резьбой для соединения с соответствующей резьбовой частью 41 штока 40 поршня. Углубленная часть 53 также имеет цилиндрическую форму. Шток 40 поршня вставлен сквозь плунжер 50 и поршень 30 внутрь корпуса 20. Аналогично держатель 42 пружины штока 40 поршня имеет углубленную часть для приема пружины 43. Пружина 43 помещена в держатель 42 пружины штока 40 поршня так, чтобы она упиралась одним концом в шток 40 поршня, а другим концом в заглушку 44. Часть внешней поверхности штока 40 поршня, контактирующая с возможностью скольжения с корпусом 20, покрыта графитовым волокном, играющим роль подшипника 54 скольжения.
На Фиг.5 показан вид фронтального поперечного сечения поршня 30 с U-образным внутренним ярмом 34, поддерживаемым подпоркой 33. Шток 40 поршня находится в скользящем контакте с поршнем 30. Внутренняя поверхность поршня 30 и внешняя поверхность штока 40 поршня имеют цилиндрическую форму. Корпус 20 выполнен с аналогичным U-образным внешним ярмом 24, поддерживаемым подпорками 23. Подпорки выступают наружу из поршня и корпуса и соединены с соответствующими ярмами. Форма ярем обеспечивает прием обжимного кольца или втулки и их надежное удержание. Например, в ярме 34 имеется выступ 35 для зацепления обжимного кольца 15 или втулки 14 для их перемещения в осевом направлении. Каждое ярмо может иметь выступ. Устройство 10 для обжатия может быть выполнено из кованого металла, имеющего повышенную прочность и улучшенные характеристики по сравнению с литыми металлами.
Резьбовое соединение между плунжером 50 и штоком 40 поршня выгодно улучшает конструктивную целостность устройства 10 для обжатия с тем, чтобы уменьшить силы внутреннего трения, возникающие во время обжатия, благодаря чему ту же работу можно выполнить с меньшим усилием обжатия. Следовательно, диаметр поршня может быть уменьшен, чтобы снизить стоимость материалов и изготовления устройства для обжатия. Кроме того, трение скольжения снижено благодаря использованию подшипников 52 и 54 из композитного материала, упрочненного графитовыми волокнами, что еще больше увеличивает кпд и снижает внутренние силы трения в устройстве 10 для обжатия.
Внутреннее ярмо 34 и внешнее ярмо 24 входят в зацепление с обжимным кольцом 15 и перемещают его по втулке 14, тем самым обжимая фитинг 16 над трубками 12, 13. Каждое из ярем имеет форму, позволяющую захватить кольцо 15 или втулку 14, чтобы перемещать обжимное кольцо 15 по втулке 14 в осевом направлении для обжатия фитинга 16. На Фиг.3А, 3В, 4А и 4В показаны позиции ярем 24 и 34 как в открытом, так и закрытом положениях. На Фиг.3А показано устройство 10 для обжатия в открытом незагруженном состоянии, а на Фиг.3В - в закрытом незагруженном состоянии, чтобы проиллюстрировать положения внутреннего ярма 34 и наружного ярма 24.
Как показано на Фиг.4А, оператор может начать обжатие одной стороны фитинга 16 путем захвата обжимного кольца 15 внешним ярмом 24, чтобы удерживать обжимное кольцо 15 от перемещения во время обжимания. Внутреннее ярмо 34 затем вводят в зацепление с втулкой 14. Давление текучей среды, подаваемой через шланг 11 в сборе и входное отверстие 21, воздействует на плунжер 50 и перемещает поршень 30 в осевом направлении в сторону заглушенного конца корпуса 20, тем самым сжимая пружину 43 и перемещая обжимное кольцо 15 по втулке 14 и обжимное кольцо 15 над трубкой 13, как показано на Фиг.4 В. Один конец пружины 43 упирается в шток 40 поршня, а другой - в заглушку 44. В конце операции обжатия давление снижают, и пружина 43 возвращает поршень 30 и плунжер 50 в исходное состояние возле входного отверстия корпуса 20 и тем самым разводит в стороны внутреннее ярмо 34 и внешнее ярмо 24. При этом устройство 10 для обжатия возвращается в состояние готовности к следующей операции обжатия. Пружина 43 типично смещает плунжер 50 до соприкосновения с концом корпуса 20, в котором выполнено входное отверстие.
При сборке устройства 10 для обжатия подшипники 52, 54 из графитовых волокон помещают на внешнюю цилиндрическую поверхность плунжера и на внешнюю цилиндрическую поверхность штока 40 поршня, которые будут скользяще контактировать с корпусом 20. Затем вставляют внутрь корпуса 20 плунжер 50 впритык с входным отверстием 21. После плунжера 50 в корпус 20 вставляют поршень 30. Затем в плунжер 50 вкручивают шток 40 поршня, пропущенный сквозь поршень 30. Пружину 43 вставляют в держатель 42 пружины и закрывают корпус 20 заглушкой 44. Уплотнения 46 и 47 также вставляют внутрь корпуса 20. Входное отверстие 21 соединяют либо с источником гидравлического давления, либо с быстросъемным шлангом 11 в сборе.
Предложенное в настоящем изобретении устройство для обжатия имеет уменьшенные вес и габариты и благодаря этому позволяет проводить операции обжатия в ранее недоступных местах. Меньший вес устройства снижает усталость оператора и увеличивает производительность труда по меньшей мере в аэрокосмической, судостроительной, нефтяной и химической отраслях промышленности.
Конкретные примеры вариантов осуществления настоящего изобретения, описанные в данном документе, являются лишь иллюстрациями, но не какими-либо ограничениями. Предложенное устройство может быть модифицировано, не выходя за рамки существа изобретения, установленные нижеприведенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛУЧШЕННЫЙ ОБЖИМНОЙ ИНСТРУМЕНТ | 2006 |
|
RU2400324C2 |
| ТОКОРАССЕИВАЮЩЕЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ТРАНСПОРТИРОВАНИЯ ТЕКУЧЕЙ СРЕДЫ | 2012 |
|
RU2594838C2 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1975 |
|
SU593385A1 |
| ФИТИНГ ДЛЯ МОНТАЖА НА РЕЗЬБОВОМ ПРИСОЕДИНЕНИИ ТРУБЫ И СПОСОБ МОНТАЖА ФИТИНГА НА РЕЗЬБОВОМ ПРИСОЕДИНЕНИИ ТРУБЫ | 2014 |
|
RU2659946C2 |
| ВЕНТИЛЬ И ВЕНТИЛЬ-РЕГУЛЯТОР ДЛЯ ИСПОЛЬЗОВАНИЯ С БАЛЛОНАМИ ДЛЯ СЖАТОГО ГАЗА, В ЧАСТНОСТИ КИСЛОРОДНЫМИ БАЛЛОНАМИ | 2004 |
|
RU2338944C2 |
| ОБЖИМНОЙ ФИТИНГ | 2016 |
|
RU2711704C2 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1985 |
|
SU1696314A2 |
| ПРИСПОСОБЛЕНИЕ И СПОСОБ ПРЕОБРАЗОВАНИЯ МЕХАНИЧЕСКОГО УСИЛИЯ ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ПРЕССОВАНИЯ ДЛЯ ОБЖИМНЫХ ФИТИНГОВ | 2017 |
|
RU2691010C1 |
| УЛУЧШЕННАЯ ПРОВОДИМОСТЬ НА ФИТИНГАХ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ ЗА СЧЕТ ПРИМЕНЕНИЯ ПРОМЕЖУТОЧНОГО СЛОЯ ИЗ МЯГКОГО МЕТАЛЛА | 2012 |
|
RU2604470C9 |
Группа изобретений относится к области соединения труб и патрубков, используемых в системах с текучими средами, путем обжатия аксиально обжимаемых фитингов. Устройство для обжатия фитингов включает корпус, имеющий внутреннюю поверхность и первое ярмо, плунжер, имеющий углубленную часть с резьбой на части внутренней поверхности, поршень, имеющий второе ярмо, пружину, вставляемую в держатель пружины, шток поршня, имеющий держатель пружины и резьбовую часть, вкручиваемую в резьбовую часть внутренней поверхности плунжера. Подшипники выполнены из композитного материала, упрочненного графитовыми волокнами, присоединены к плунжеру и штоку поршня и контактируют с возможностью скольжения в осевом направлении с внутренней поверхностью корпуса. Группа изобретений включает также систему для обжатия фитингов, в состав которой входит описанное устройство, и способ сборки описанного устройства для обжатия фитингов. Обеспечивается снижение веса и габаритов устройства для обжатия фитингов. 3 н. и 17 з.п. ф-лы,7 ил.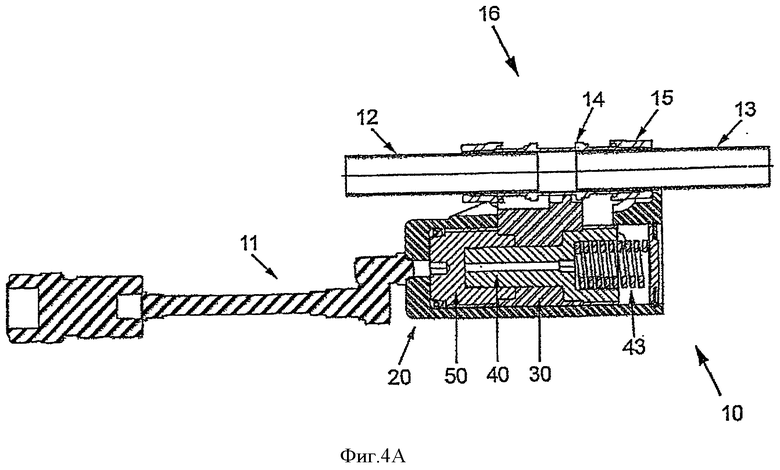
1. Устройство для обжатия аксиально обжимаемых фитингов, содержащее корпус, имеющий внутреннюю поверхность и первое ярмо, плунжер, имеющий углубленную часть с резьбой на ее внутренней поверхности, поршень, имеющий второе ярмо, шток поршня, имеющий держатель пружины и резьбовую часть, ввернутую в резьбовую часть внутренней поверхности плунжера, пружину, установленную в держателе пружины, и подшипники, выполненные из композитного материала, упрочненного графитовыми волокнами, расположенные на плунжере и на наружной поверхности штока поршня и контактирующие с внутренней поверхностью корпуса с возможностью скольжения в осевом направлении, отличающееся тем, что между плунжером и корпусом и между штоком поршня и корпусом имеется свободное пространство цилиндрической формы, не заполненное текучей средой под давлением, и пространство, полностью заполненное подшипниками из композитного материала, упрочненного графитовыми волокнами, при этом упомянутые подшипники, выполненные из композитного материала, упрочненного графитовыми волокнами, присоединены к плунжеру и штоку поршня и контактируют по всей осевой длине с корпусом, вследствие чего упомянутые подшипники могут скользить вместе с плунжером и штоком поршня относительно корпуса.
2. Устройство по п.1, отличающееся тем, что корпус дополнительно имеет входное отверстие, к которому подсоединен шланг в сборе или источник давления.
3. Устройство по п.2, отличающееся тем, что источник давления выполнен в виде гидравлического источника давления.
4. Устройство по п.1, отличающееся тем, что оно содержит уплотнение между входным отверстием и плунжером, предотвращающее просачивание текучей среды мимо плунжера.
5. Устройство по п.1, отличающееся тем, что оно содержит две подпорки на поршне и на корпусе, соединенные с первым и вторым ярмами.
6. Устройство по п.1, отличающееся тем, что оно содержит заглушку, крепящуюся к корпусу и контактирующую с пружиной.
7. Устройство по п.1, отличающееся тем, что внутренняя поверхность корпуса имеет цилиндрическую форму.
8. Устройство по п.1, отличающееся тем, что первое ярмо и второе ярмо имеют по существу U-образную форму и охватывают обжимное кольцо и втулку.
9. Устройство по п.1, отличающееся тем, что первое ярмо и второе ярмо имеют выступ для надежного зацепления обжимного кольца и втулки.
10. Система для соединения посредством обжатия первого трубчатого элемента конструкции со вторым трубчатым элементом конструкции, содержащая фитинг, включающий в себя втулку, надеваемую поверх первого и второго элементов конструкции, первое кольцо, надеваемое на втулку для аксиального обжатия втулки с первым элементом конструкции, второе кольцо, надеваемое на втулку для аксиального обжатия втулки со вторым элементом конструкции, устройство для обжатия, содержащее корпус, имеющий внутреннюю поверхность и первое ярмо, плунжер, имеющий углубленную часть с резьбой на части внутренней поверхности, поршень, имеющий второе ярмо, шток поршня, имеющий держатель пружины и резьбовую часть, ввернутую в резьбовую часть внутренней поверхности плунжера, и пружину, установленную в держателе пружины, отличающаяся тем, что между плунжером и корпусом и между штоком поршня и корпусом имеется свободное пространство цилиндрической формы, не заполненное текучей средой под давлением, и пространство, полностью заполненное подшипниками из композитного материала, упрочненного графитовыми волокнами, при этом упомянутые подшипники присоединены к плунжеру и штоку поршня и контактируют по всей осевой длине с корпусом, вследствие чего упомянутые подшипники могут скользить вместе с плунжером и штоком поршня относительно корпуса, а первое ярмо и второе ярмо контактируют с втулкой и первым либо вторым кольцом.
11. Система по п.10, отличающаяся тем, что в корпусе выполнено входное отверстие, к которому подсоединен шланг в сборе или источник давления.
12. Система по п.11, отличающаяся тем, что источник давления выполнен в виде гидравлического источника давления.
13. Система по п.10, отличающаяся тем, что она содержит уплотнение между входным отверстием и плунжером, предотвращающее просачивание текучей среды мимо плунжера.
14. Система по п.10, отличающаяся тем, что она содержит две подпорки на поршне и на корпусе, соединенные с первым и вторым ярмом.
15. Система по п.10, отличающаяся тем, что она содержит заглушку, закрепленную к корпусу и контактирующую с пружиной.
16. Система по п.10, отличающаяся тем, что внутренняя поверхность корпуса имеет цилиндрическую форму.
17. Система по п.10, отличающаяся тем, что первое ярмо и второе ярмо имеют по существу U-образную форму и охватывают обжимное кольцо и втулку.
18. Система по п.10, отличающаяся тем, что первое ярмо и второе ярмо имеют выступ для надежного зацепления обжимного кольца и втулки.
19. Способ сборки устройства для обжатия по п.1, включающий в себя следующие этапы:
(а) присоединение подшипников, выполненных из композитного материала, упрочненного графитовыми волокнами, к плунжеру и штоку поршня,
(б) вставку плунжера внутрь корпуса,
(в) вставку поршня внутрь корпуса рядом с плунжером,
(г) вставку штока поршня в отверстие в поршне, при этом между плунжером и корпусом и между штоком поршня и корпусом образуют свободное пространство цилиндрической формы, не заполненное текучей средой под давлением, и пространство, полностью заполненное подшипниками из композитного материала, упрочненного графитовыми волокнами, при этом упомянутые подшипники присоединяют к плунжеру и штоку поршня с контактированием по всей осевой длине с корпусом и обеспечением возможности скольжения упомянутых подшипников вместе с плунжером и штоком поршня относительно корпуса, и
(д) вкручивание резьбовой части штока в резьбовую часть внутренней поверхности плунжера.
20. Способ по п.19, отличающийся тем, что плунжер вставляют в корпус рядом с входным отверстием корпуса.
| US 6434808 B1, 20.08.2002 | |||
| US 4744740 A, 17.05.1988 | |||
| US 5694670 A, 09.12.1997 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ ОБЖИМНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2003 |
|
RU2317190C2 |
| RU 2007122629 A, 27.12.2008 | |||

