Изобретение относится к оборудованию для шинной промышленности и предназначено для сборки покрышек преимушественно малых размеров как на полуплоском, так и на полудорновом барабанах.
Известен механизм обработки борта к станкам для сборки покрышек пневматических шин, содержаш.ий корпус, обжимные и заворотные рычаги, снабженные кольцевыми пружинами, с приводом их перемешения и шаблоном для посадки крыльев.
Однако такой механизм невозможно использовать при сборке покрышек с малым посадочным диаметром.
Конструкция известного механизма, им.еюш,его привод заворотных рычагов, выполненный в виде последовательно расположенных в кольцевом пневмоцилиндре полостей с поршнями, не позволяет создать требуемое усилие, так как размеры кольцевого пневмоцилиндра с наружной стороны ограничены размером шаблона, определяемым посадочным диаметром покрышки под обод, а с внутренней стороны диаметром вала.
Известен и другой механизм обработки борта к станкам для сборки покрышек пневматических шин, который является наиболее близким к предлагаемому.
Механизм содержит смонтированные на корпусе обжимные и заворотные рычаги, снабженные кольцевыми пружинами, приводы для перемещения обжимных и заворотных рычагов и шаблон для посадки крыльев, смонтированный внутри корпуса.
Это устройство невозможно использовать для сборки покрышек с посадочным диаметром под обод 3-7 дюймов. Кольцевая пружина заворотных рычагов не перемешается строго по траектории, соответствующей профилю заплечика сборочного барабана.
Для обеспечения возможности обработки бортов покрышек с малым посадочным диаметром под обод, обеспечения перемещения кольцевой пружины заворотных рычагов но траектории, соответствующей профилю заплечика барабана сборочного станка, а также уменьщения габаритов сборочного станка в предлагаемом механизме на корпусе установлена с возможностью осевого перемещения подвижная втулка, шарнирно связанная с обжимными и заворотными рычагами, а шаблон для посадки крыльев снабжен продольными пазами, в которых установлены заворотные рычаги. На торце корпуса смонтированы ролики, взаимодействующие с заворотными рычагами.
Механизм снабжен приводным кольцо.м с выполненными на нем кольцевым и радиальными пазами, кольсольно смонтированным с возможностью осевого перемещения посредством штанг на фланце подвижной втулки, а обжимные рычаги снабжены роликами, установленными с возможностью качения в кольцевом и радиальном пазах.
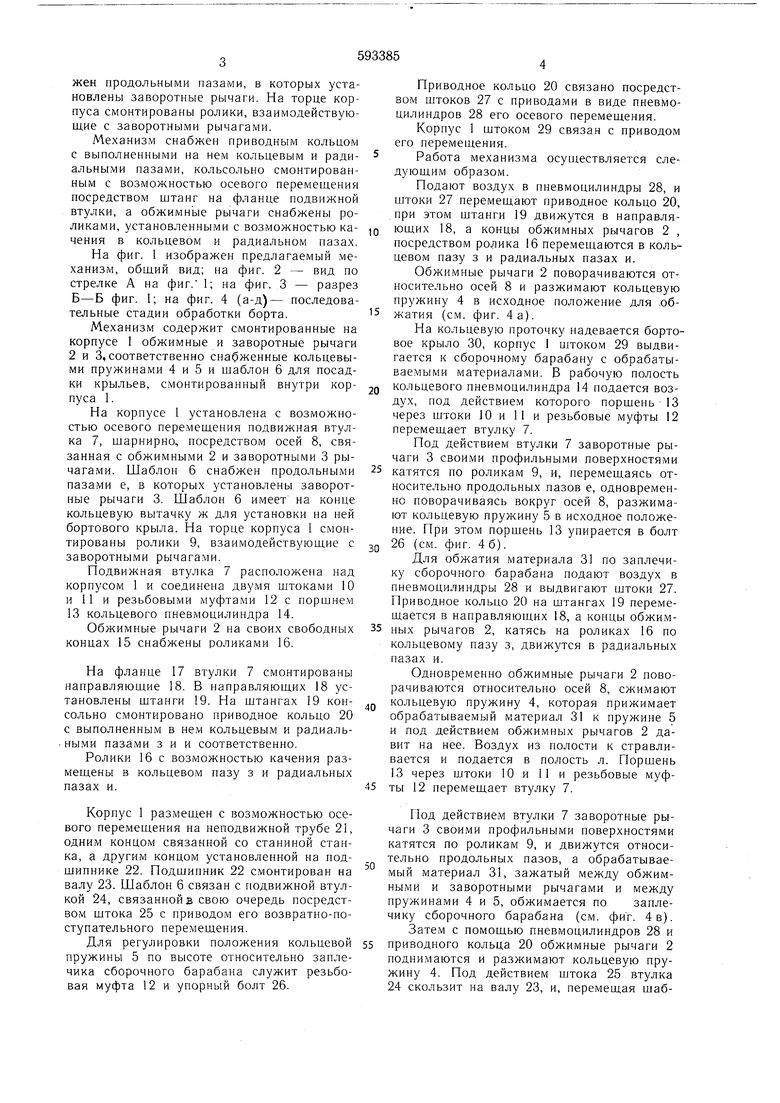
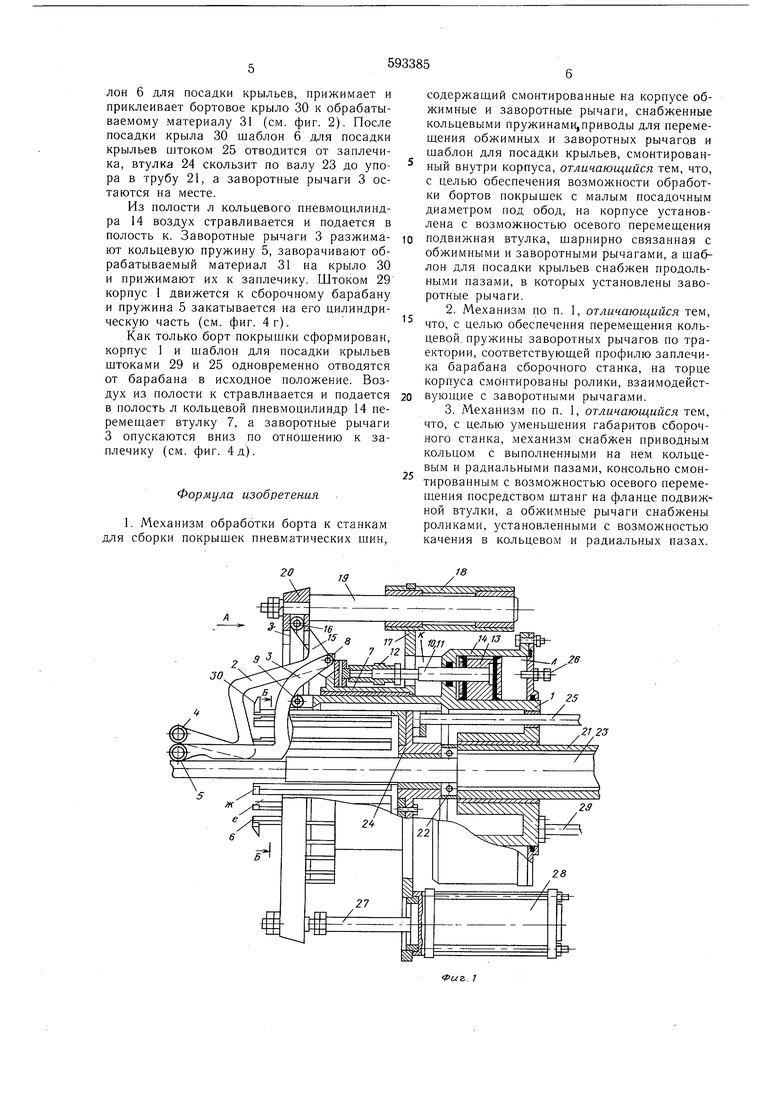
На фиг. 1 изображен предлагаемый механизм, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 (а-д)- последовательные стадии обработки борта.
Механизм содержит смонтированные на корпусе 1 обжимные и заворотные рычаги 2 и 3, соответственно снабженные кольцевыми пружинами 4 и 5 и шаблон 6 для посадки крыльев, смонтированный внутри корпуса 1.
На корпусе 1 установлена с возможностью осевого перемещения подвижная втулка 7, щарнирно, посредством осей 8, связанная с обжимными 2 и заворотными 3 рычагами. Шаблон 6 снабжен продольными пазами е, в которых установлены заворотные рычаги 3. Шаблон б имеет на конце кольцевую вытачку ж для установки на ней бортового крыла. На торце корпуса 1 смонтированы ролики 9, взаимодействующие с заворотными рычагами.
Подвижная втулка 7 расположена над корпусом 1 и соединена двумя штоками 10 и 11 и резьбовыми муфтами 12 с поршнем 13 кольцевого пневмоцилиндра 14.
Обжимные рычаги 2 на своих свободных концах 15 снабжены роликами 16.
На фланце 17 втулки 7 смонтированы направляющие 18. В направляющих 18 установлены штанги 19. На штангах 19 консольно смонтировано приводное кольцо 20 с выполненным в нем кольцевым и радиаль. ными пазами з и и соответственно.
Ролики 16 с возможностью качения размещены в кольцевом пазу з и радиальных пазах и. Корпус 1 размещен с возможностью осевого перемещения на неподвижной трубе 21, одним концом связанной со станиной станка, а другим концом установленной на подшипнике 22. Подшипник 22 смонтирован на валу 23. Шаблон 6 связан с подвижной втулкой 24, связанной в свою очередь посредством штока 25 с приводом его возвратно-поступательного перемещения. Для регулировки положения кольцевой пружины 5 по высоте относительно заплечика сборочного барабана служит резьбовая муфта 12 и упорный болт 26.
Приводное кольцо 20 связано посредством штоков 27 с привода.ми в виде пневмоцилиндров 28 его осевого перемещения.
Корпус 1 штоком 29 связан с приводом его перемещения.
Работа механизма осуп 1ествляется следующим образом.
Подают воздух в пневмоцилиндры 28, и штоки 27 перемещают приводное кольцо 20, при этом штанги 19 движутся в направляющих 18, а концы обжимных рычагов 2 , посредством ролика 16 перемещаются в кольцевом пазу 3 и радиальных пазах и.
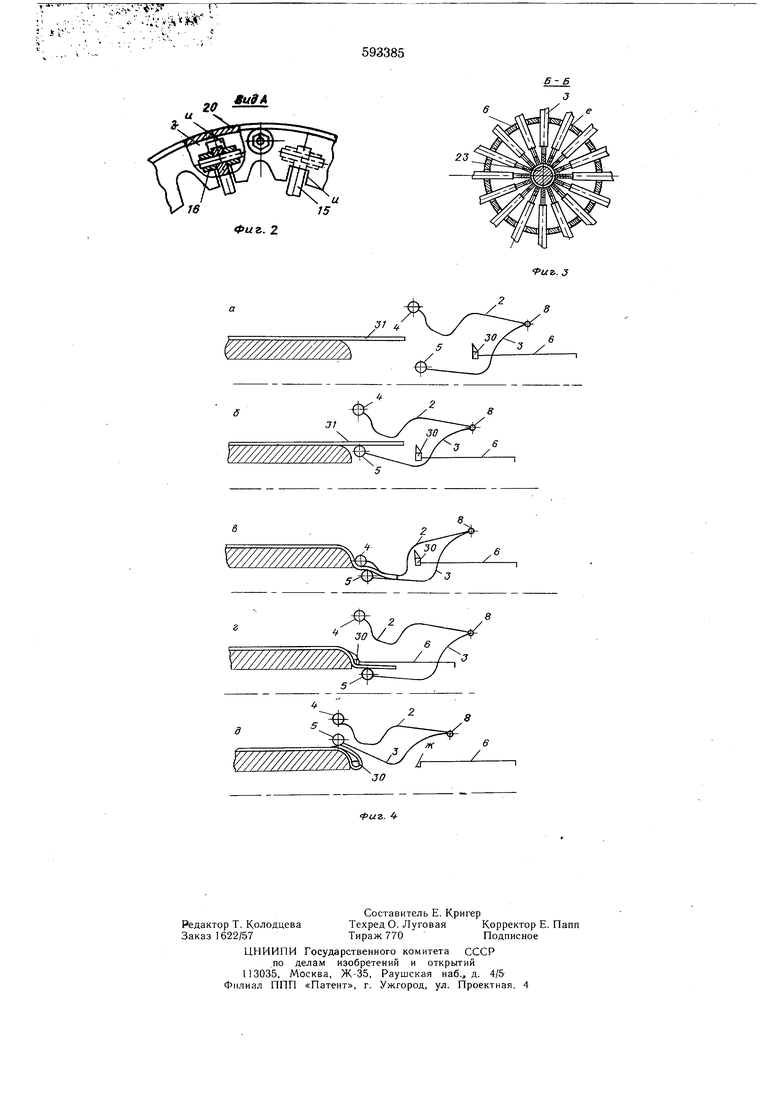
Обжимные рычаги 2 поворачиваются относительно осей 8 и разжимают кольцевую пружину 4 в исходное положение для -обжатия (см. фиг. 4 а).
На кольцевую проточку надевается бортовое крыло 30, корпус 1 штоком 29 выдвигается к сборочному барабану с обрабатываемыми материалами. В рабочую полость кольцевого пневмоцилиндра 14 подается воздух, под действием которого поршень 13 через штоки JO и 11 и резьбовые муфты 12 перемещает втулку 7.
Под действием втулки 7 заворотные рычаги 3 своими профильными поверхностями катятся по роликам 9, и, перемещаясь относительно продольных пазов е, одновременно поворачиваясь вокруг осей 8, разжимают кольцевую пружину 5 в исходное положение. При этом порщень 13 упирается в болт 26 (см. фиг. 4 б).
Для обжатия материала 31 по заплечику сборочного барабана подают воздух в пневмоцилиндры 28 и выдвигают штоки 27. Приводное кольцо 20 на штангах 19 перемещается в направляющих 18, а концы обжимных рычагов 2, катясь на роликах 16 по кольцевому пазу з, движутся в радиальных пазах и.
Одновременно обжимные рычаги 2 поворачиваются относительно осей 8, сжимают кольцевую пружину 4, которая прижимает обрабатываемый материал 31 к пружине 5 и под действием обжимных рычагов 2 давит на нее. Воздух из полости к стравливается и подается в полость л. Поршень 13 через щтоки 10 и 11 и резьбовые муфты 12 перемещает втулку 7. Под действием втулки 7 заворотные рычаги 3 своими профильными поверхностями катятся по роликам 9, и движутся относительно продольных пазов, а обрабатываемый материал 31, зажатый между обжимными и заворотными рычагами и между пружинами 4 и 5, обжимается по заплечику сборочного барабана (см. фиг. 4 в). Затем с помощью пневмоцилиндров 28 и приводного кольца 20 обжимные рычаги 2 поднимаются и разжимают кольцевую пружину 4. Под действием щтока 25 втулка 24 скользит на валу 23, и, перемещая шаблон 6 для посадки крыльев, прижимает и приклеивает бортовое крыло 30 к обрабатываемому материалу 31 (см. фиг. 2). После посадки крыла 30 шаблон 6 для посадки крыльев штоком 25 отводится от заплечика, втулка 24 скользит по валу 23 до упора в трубу 21, а заворотные рычаги 3 остаются на месте.
Из полости л кольцевого пневмоцилиндра 14 воздух стравливается и подается в полость к. Заворотные рычаги 3 разжимают кольцевую пружину 5, заворачивают обрабатываемый материал 31 на крыло 30 и прижимают их к заплечику. Штоком 29 корпус 1 движется к сборочному барабану и пружина 5 закатывается на его цилиндрическую часть (см. фиг. 4 г).
Как только борт покрышки сформирован, корпус 1 и шаблон для посадки крыльев штоками 29 и 25 одновременно отводятся от барабана в исходное положение. Воздух из полости к стравливается и подается в полость л кольцевой пневмоцилиндр 14 перемещает втулку 7, а заворотные рычаги 3 опускаются вниз по отношению к заплечику (см. фиг. 4д).
Формула изобретения
. Механизм обработки борта к станкам для сборки покрышек пневматических шин.
содержащий смонтированные на корпусе обжимные и заворотные рычаги, снабженные кольцевыми пружинами,приводы для перемещения обжимных и заворотных рычагов и шаблон для посадки крыльев, смонтированный внутри корпуса, отличающийся тем, что, с целью обеспечения возможности обработки бортов покрышек с малым посадочным диаметром под обод, на корпусе установлена с возможностью осевого перемеш,ения подвижная втулка, щарнирно связанная с обжимными и заворотными рычагами, а шаблон для посадки крыльев снабжен продольнььми пазами, в которых установлены заворотные рычаги.
2.Механизм по п. 1, отличающийся тем,
5 что, с целью обеспечения перемешения кольцевой, пружины заворотных рычагов по траектории, соответствующей профилю заплечика барабана сборочного станка, на торце корпуса смонтированы ролики, взаимодействующие с заворотными рычагами.
3.Механизм по п. 1, отличающийся тем, что, с целью у.меньшения габаритов сборочного станка, механизм снабжен приводным кольцом с выполненными на нем кольцевым и радиальными пазами, консольно смон5тированным с возможностью осевого перемещения посредством штанг на фланце подвижной втулки, а обжимные рычаги снабжены роликами, установленными с возможностью качения в кольцевом и радиальных пазах.
,,,,t
)i«r ;.; , {
fu9A
Фиъ. 2
593385
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU549940A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU818899A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1989 |
|
SU1608083A1 |
| Механизм обработки борта | 1971 |
|
SU406758A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
J7 /
,. //
V/////////////// UW//////////M
/
