Изобретение относится к оборудованию шинной промышленности, предназначено для формирования борта покрышек при их сборке и является усовершенствованием устройства по авт. св. № 718293.
Цель изобретения - повышение качества формирования борта.
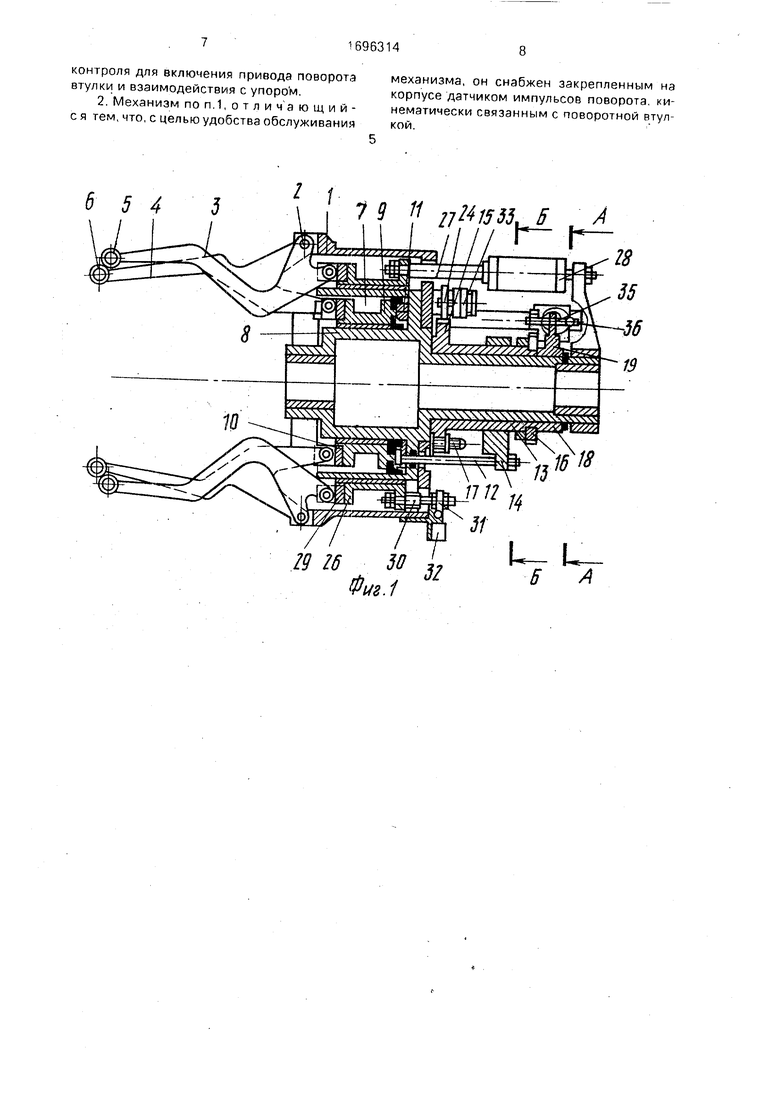
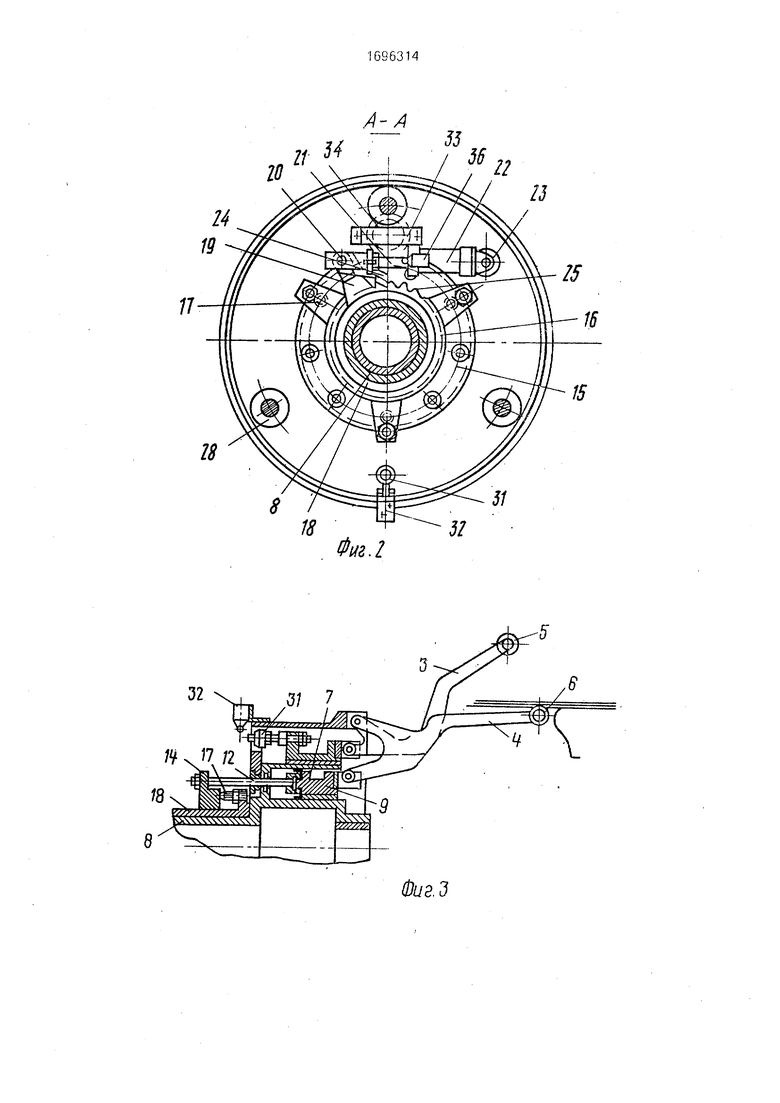
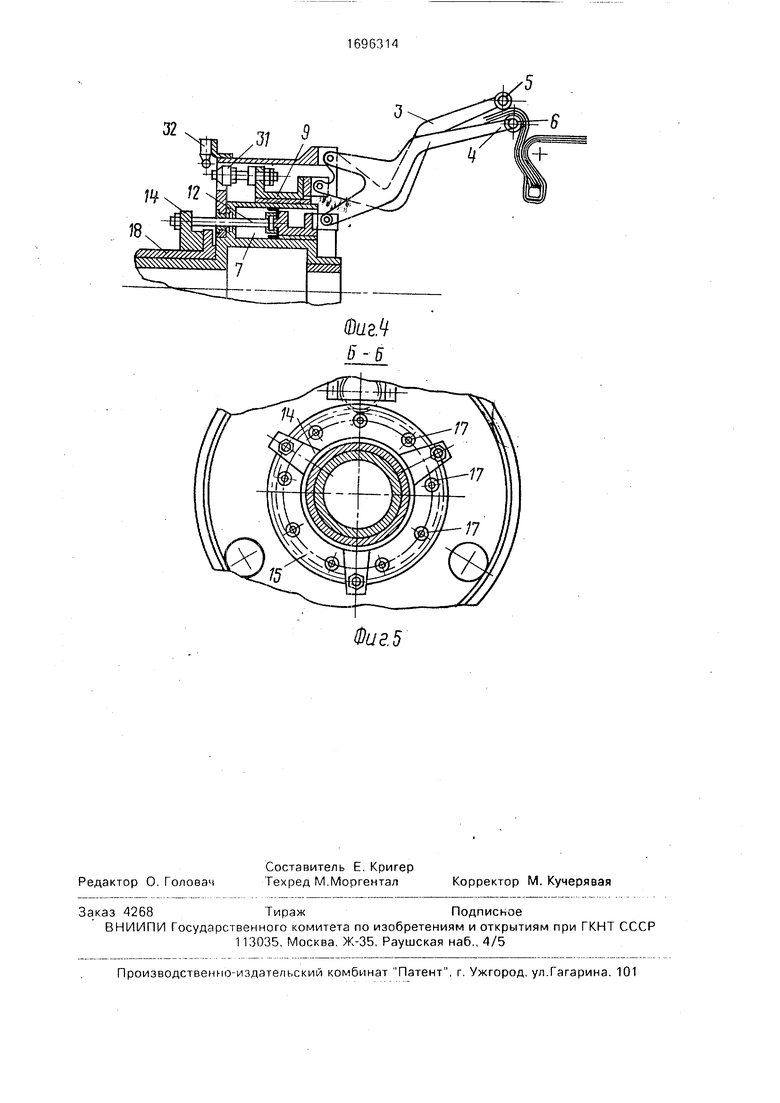
На фиг.1 изображен механизм, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З и 4 - различные стадии обработки борта; на фиг 5 - разрез Б-Б на фиг.1
Механизм для обработки борта содержит корпус 1 с приводом его перемещения, подвижный в осевом направлении шаблон, соединенный со штоком силового цилиндра (не показано), установленные на корпусе 1
посредством осей 2 обжимные 3 и заворотные 4 рычаги. Кольцевые пружины 5 и 6 смонтированы на рычагах 3 и А соответственно. Внутри корпуса 1 смонтирован кольцевой пневмоцилиндр 7 образованный ступицей 8. В кольцевом пневмоцилиндре 7 смонтирован поршень 9 с закрепленным на нем кольцом 10 с Т-образными пазами, в которых установлены своими свободными плечами заворотные рычаги 4 посредством роликов. На поршне 9 смонтированы по средством разъемного кольца 11 три штанги 12. На ступице 8 установлена с возможно стью поворота поворотная втулка 13 На последней смонтировано с возможностью аксиального перемещения фигурное кольцо
о ю о со
го
14, жестко связанное со свободными концами штанг 12. Поворотная втулка 13 снабжена приводом для ее поворота в виде зубчатого венца 15 и храпового колеса 16, На поворотной втулке 13 установлена серия регулируемых упоров 17.
На ступице 8 установлено с возможностью поворота кольца 18 с выполненным на нем рычажком 19, который посредством оси 20 связан со штоком 21 пневмоцилиндра22. Последний посредством кронштейна 23 шарнирно смонтирован на корпусе 1. На оси 20 смонтирована также собачка 24, подпружиненная пружиной 25 к храповому колесу 16(фиг.2),
На ступице 8 коаксиально подвижно установлено кольцо 26, связанное со штоками 27 гидроцилиндров 28 привода обжимных рычагов 3.
На кольце 26 жестко закреплены кольцо 19 с Т-образными пазами и штанга 30 с упором 31. Система обжимных рычагов 3 имеет на свободных плечах ролики, взаимодействующие с Т-образными пазами кольца 29. На корпусе 1 закреплен датчик 32 путевого контроля для взаимодействия с упором 31.
На корпусе 1 закреплен датчик 33 (переключатель) импульса поворотов типа ПКБ, на оси которого установлена шестерня 34. взаимодействующая с зубчатым венцом 15, Датчик 33 электрически связан с цифровым индикатором типа ИН-8, установленным на пульте управления сборочного станка (не показан).
На штоке 21 пневмоцилиндра 22 закреплен флажок (упор) 35, а на корпусе пневмоцилиндра 22 установлен конечный выключатель 36.
Механизм работает следующим образом,
После наложения слоев корда на сборочный барабан и их дублирования производится формирование борта первой группы слоев. Перед началом этой операции обжимные рычаги 3 и заворотные рычаги 4 с кольцевыми пружинами 5 и 6 находятся в сжатом состоянии, при этом датчик 32 находится в контакте с упором 31. С помощью гидроцилиндров 28 раскрываются обжимные рычаги 3 с кольцевыми пружинами 5, и механизм с помощью приводов его аксиального перемещения (показано) устанавливается в положение для захвата слоев корда. После раскрытия обжимных рычагов упор 31 освобождается датчик 32. В этом положении подается давление в пневмоцилиндр 7, поршень 9 которого перемещается и через кольцо 10 поворачивает заворотные рычаги 4 с кольцевыми пружинами 6. При перемещении поршня 9 связанные с ним штанги 12 перемещают фигурное кольцо 14 до тех пор, пока последнее не достигнет серии упоров 17, после чего перемещение поршня 9, а следовательно, и за- воротных рычагов 4 с кольцевыми пружинами 6 прекращается. Упоры 17 настраиваются таким образом, чтобы раскрытие заворотных рычагов 4 с кольцевыми
0 пружинами 6 происходило до касания последних внутренней поверхности (диаметра), наложенных на сборочный барабан слоев корда. Далее с помощью гидроцилиндров 28 слои корда зажимаются между об5 жимными 3 и заворотными 4 рычагами и кольцевыми пружинами 5 и 6, производится их обжатие по профилю плечиков сборочного барабана и посадка бортового кольца с помощью шаблона (не показан). В конце
0 обжатия обжимные 3 и заворотные 4 рычаги с кольцевыми пружинами 5 и 6 снова находятся в сжатом состоянии, при этом упор 31 нажимает на датчик 32, который дает команду на подачу давления в поршневую полость
5 пневмоцилиндра 22, в результате чего его шток 21 поворачивает кольцо 18 и собачку 24, которая, воздействуя на храповое колесо 16, поворачивает поворотное кольцо 13с упорами 17. В конце хода штока 21 поворот0 ное кольцо 13 с упорами 17 располагается так, что выступы фигурного кольца 14 располагаются между упорами 17, а флажок 35 нажимает на конечный выключатель 36, который дает команду на подачу давления в
5 штоковую полость пневмоцилиндра 22 и, следовательно, на возврат штока 21, кольца 18 и собачки 24 в исходное положение. После этого с помощью шаблона (не показан) производится посадка бортового кольца, за0 ворот слоев корда на крыло и дальнейший их заворот на корону, при котором заворотные рычаги 4 с кольцевыми пружинами 6 могут раскрываться до диаметра, превышающего наружный диаметр сборочного бара5 бана, так как в этот момент упоры 17 находятся между выступами фигурного кольца 14 и не ограничивают перемещение поршня 9 пневмоцилиндра 7 поворота заворотных рычагов 4.
0 После окончания заворота первой группы слоев производится наложения второй группы слоев, для чего обжимные 3 и заворотные 4 рычаги с пружинами 5 и 6 с помощью пневмоцилиндра 7 и
5 гидроцилиндров 28 перемещаются, занимая максимально сжатое положение, в котором фигурное кольцо 14 отходит от упоров 17, а упор 31 нажимает на датчик 32. Последний дает команду на подачу давления в пор- шневую полость пневмоцилиндра 22, в
результат е чего шток 21 при помощи собачки 24 и храпового колеса 16 поворачивает поворотное кольцо 13 с упорами 17. При этом против выступов фигурного кольца 14 располагается следующая серия упоров 17, на- строенных так, чтобы ограничить раскрытие заворотных рычагов 4 с пружинами 6 до внутреннего диаметра второй группы слоев. Затем с помощью гидроцилиндров 28 раскрываются обжимные рычаги 3 с кольцевы- ми пружинами 5. Механизм подводится в положение для захвата второй группы слоев, в котором подается давление в пневмо- цилиндр 7, в результате чего перемещается поршень 9 с кольцом 10 и происходит рас- крытие заворотных рычагов 4 с кольцевыми пружинами 6. При перемещении поршня 9 через связанные с ним штанги 12 перемещается фигурное кольцо 14. При соприкосновении выступов кольца 14 с упорами 17 перемещение поршня 9 и раскрытие заворотных рычагов 4 с кольцевыми пружинами 6 прекращается, при этом последние оказываются раскрытыми до соприкосновения с поверхностью внутреннего диаметра вто- рой группы слоев.
Далее слои корда зажимаются между обжимными и заворотными рычагами и их кольцевыми пружинами и обжимаются по профилю бортовой части покрышки. Произ- водится посадка второго бортового кольца. В конце обжатия слоев корда обжимные 3 и заворотные 4 рычаги с кольцевыми пружинами 5 и 6 перемещаются в крайнее сжатое состояние, а упор 31 вновь нажимает на датчик 32, который дает команду на подачу давления в поршневую полость пневмоци- линдра 22, шток 21 которого поворачивает при этом кольцо 18 и собачку 24, которая, взаимодействуя на храповое колесо 16, по- ворачивает поворотное кольцо 13 с упором 17. В результате этого поворота упоры 17 располагаются между выступами фигурного кольца 14. В конце хода штока 21 закрепленный на нем флажок (упор) 35 нажимает на конечный выключатель 36, который дает команду на подачу давления в штоковую полость цилиндра 22, в результате чего шток 21, кольцо 18 и собачка 24 возвращаются в исходное положение. Далее знало- гично сборке первой группы слоев производится заворот слоев корда второй группы, при котором заворотные рычаги 4 с пружинами 6 могут раскрываться до положения, необходимого для заворота слоев корда на корону, так как упоры 17 в этот момент также находятся между выступами фигурного кольца 14, связанного штангами 12 с поршнем 9. и не ограничивают раскрытие последних
После заворота второй группы слоев обжимные и заворотные рычаги возвращаются в исходное (сжатое) положение, в котором упор 31 вновь воздействует на датчик 32, который дает команду на включение цилиндра 22 для поворота поворотного кольца 13 и установки против выступов фигурного кольца 14 следующей серии упоров 17, настроенных на размер, позволяющий раскрыть заворотные рычаги 4 с пружинами 6 до поверхности внутреннего диаметра следующей (третьей) группы слоев при их захвате для последующего обжатия.
Работа механизма при сборке третьей и последующих групп слоев корда аналогична его работе при сборке первых групп слоев корда с той разницей, что для каждой группы слоев корда на поворотном кольце 13 имеется своя серия упоров 17, настроенных на соответствующий размер и установленных в той же последовательности, в какой производится сборка групп слоев корда.
При повороте с помощью цилиндра 22, поворотного кольца 13 зубчатый венец 15 взаимодействует с шестерней 34. В результате этого происходит переключение последнего. В результате срабатывания датчика 33 при повороте поворотного кольца 13 с упорами 17 на цифровом индикаторе ИН-8 высвечивается цифра, указывающая порядковый номер собираемой группы слоев. Для установки поворотного кольца 13 с упорами 17 при наладке в исходное положение (т.е. для сборки первой группы слоев) на пульте управления сборочного станка имеется переключатель для включения цилиндра 22 для поворота поворотного кольца 13 в нужное положение. Контроль установки производится по цифровому индикатору.
В дальнейшем механизм работает в автоматическом режиме.
Формула изобретения
1. Механизм для обработки борта к станку для сборки покрышек пневматических шин по авт. св. № 718293, отличающийся тем, что, с целью повышения качества формирований борта, он снабжен смонтированными на поршне кольцевого пневмоцилиндра штангами, установленной на корпусе механизма поворотной втулкой с приводом для ее поворота, со смонтированным на ней с возможностью аксиального перемещения и жестко связанным со свободными концами штанг фигурным кольцом и с закрепленными на ней упорами для взаимодействия с фигурным кольцом, штангой с упором,установленной на кольце,связанном со штоками гидроцилиндров, и закрепленным на корпусе датчиком путевого
контроля для включения привода поворота втулки и взаимодействия с упоро м,
механизма, он снабжен закрепленным на корпусе датчиком импульсов поворота, ки2. Механизм по п.1, о т л и ч а ю щ и и - нематически связанным с поворотной втул- с я тем, что, с целью удобства обслуживания кой.
5
механизма, он снабжен закрепленным на корпусе датчиком импульсов поворота, ки
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1985 |
|
SU1452023A1 |
| МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ БОРТА | 1985 |
|
SU1471436A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
| Механизм обработки борта | 1971 |
|
SU406758A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1978 |
|
SU718293A1 |
Изобретение относится к оборудованию для шинной промышленности и является усовершенствованием устройства по авт, св. № 718293. Цель изобретения - повышение качества формирования борта. Для этого механизм снабжен смонтированными на поршне кольцевого пневмоцилиндра штангами. На корпусе механизма установлена поворотная втулка с приводомдля ее поворота. На поворотной втулке смонтировано с возможностью аксиального перемещения и жестко связанное со свободными концами1, штанг фигурное кольцо На поворотной втулке закреплены упоры для взаимодействия с фигурным кольцом На кольце, связанном со штоками гидроцилиндров, установлена штанга с упором На корпусе закреплен датчик путевого контроля для включения привода поворота втулки и взаимодействия с упором Механизм снабжен закрепленным на корпусе датчиком импульсов поворота, кинематически связанным с поворотной втулкой Фигурное кольцо, взаимодействуя с упорами, позволяет останавливать поршень, а следовательно, и заворотные рычаги в заданном положении 1 з.п. ф-лы, 5 ил. сл с
6 5 4
I
29 IB за ,,
Фи,.1
1 9 V ijMffSS JL
&
v
s
32
W
IB
Фие.5
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1978 |
|
SU718293A1 |
| Солесос | 1922 |
|
SU29A1 |
