ПРЕДПОСЫЛКИ ТЕХНОЛОГИИ
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способам правки высокопрочных титановых сплавов, состаренных в области α+β-фаз.
ОПИСАНИЕ ОБОСНОВАНИЯ ТЕХНОЛОГИИ
[0002] Титановые сплавы, как правило, обладают высоким соотношением прочности к массе, являются устойчивыми к коррозии и устойчивыми к ползучести при умеренно высоких температурах. По этим причинам титановые сплавы используются в аэрокосмической и авиационной технике, включая, например, элементы опоры шасси, рамы двигателей и другие критические детали конструкции. Титановые сплавы также используются в деталях реактивных двигателей, таких как роторы, лопатки компрессоров, детали гидравлической системы и обтекатели.
[0003] В последние годы β-титановые сплавы вызывают повышенный интерес и находят применение в аэрокосмической промышленности. β-титановые сплавы могут обрабатываться до весьма высоких прочностей, сохраняя приемлемые свойства вязкости разрушения и ковкости. Кроме того, низкое напряжение пластического течения β-титановых сплавов при повышенных температурах может приводить к улучшенной обрабатываемости.
[0004] Однако β-титановые сплавы могут плохо поддаваться обработке в области α+β-фаз, поскольку, например, температуры β-перехода сплавов, как правило, находятся в диапазоне от 1400°F до 1600°F (от 760°С до 871,1°С). Кроме того, чтобы достичь необходимых механических свойств продукции, после обработки на твердый раствор α+β требуется быстрое охлаждение, такое как закалка в воде или на воздухе, и старение. Обработанный на твердый раствор α+β и состаренный прямой пруток β-титанового сплава, например, может деформироваться и/или скручиваться в процессе закалки. («Обработка на твердый раствор и старение» время от времени будет называться здесь как «STA»). Кроме того, низкие температуры старения, которые должны использоваться для β-титановых сплавов, например, от 890°F до 950°F (от 477°С до 510°С), резко ограничивают температуры, которые могут использоваться для последующей правки. Чтобы предотвратить значимые изменения механических свойств в процессе операции правки, окончательная правка должна происходить ниже температуры старения.
[0005] Для α+β-титановых сплавов, таких как, например, сплав Ti-6Al-4V, в виде длинномерной продукции или прутка, чтобы свести к минимуму деформацию, традиционно применяются дорогостоящие процессы вертикальной термообработки на твердый раствор и старения. Типичный пример обработки STA в уровне техники включает в себя подвешивание длинномерной детали, такой как пруток, в вертикальной печи, термообработку прутка на твердый раствор при температуре в области α+β-фаз и старение прутка при меньшей температуре в области α+β-фаз. После быстрой закалки, например, закалки в воде, возможна правка прутка при меньших температурах, чем температура старения. При подвешивании в вертикальном положении напряжения в прутке являются по своей природе в большей степени радиальными, что приводит к меньшей деформации. Подвергнутый STA пруток из сплава Ti-6Al-4V (UNS (Универсальная система обозначений металлов и сплавов США) R56400) можно затем править, нагревая до температуры ниже температуры старения, например, в газовой печи, а затем выполнять правку, используя правильные машины с правкой в 2 плоскостях, в 7 плоскостях или другие, известные обычному специалисту. Однако операции вертикальной термообработки и закалки в воде являются дорогостоящими, и не все производители титановых сплавов обладают необходимыми мощностями.
[0006] Вследствие высокой прочности при комнатной температуре обработанных на твердый раствор и состаренных β-титановых сплавов обычные способы правки, такие как вертикальная термообработка, неэффективны для правки длинномерной продукции, такой как пруток. После старения при температурах от 800°F до 900°F (от 427°С до 482°С), например, подвергнутый STA метастабильный β-титановый сплав Ti-15Mo (UNS R58150) при комнатной температуре может иметь предел прочности на разрыв 200 тысяч фунтов на кв. дюйм (1379 МПа). Поэтому подвергнутый STA сплав Ti-15Mo не поддается традиционным методам правки, поскольку доступные температуры правки, которые не влияли бы на механические свойства, достаточно низки, так что состоящий из такого сплава пруток мог бы раскалываться под воздействием прилагаемых усилий правки.
[0007] Соответственно, желательным является процесс правки для обработанных на твердый раствор и состаренных металлов и сплавов металлов, который существенно не влияет на прочность состаренного металла или сплава металла.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] В соответствии с одним аспектом настоящего изобретения неограничительный вариант воплощения способа правки подвергнутой дисперсионному твердению металлической заготовки, выбранной из одного из металла и сплава металла, включает нагрев подвергнутой дисперсионному твердению металлической заготовки до температуры правки. В определенных вариантах воплощения температура правки находится в диапазоне температур правки от 0,3 температуры плавления в градусах Кельвина (0,3·Tm) подвергнутой дисперсионному твердению металлической заготовки до температуры на по меньшей мере 25°F (13,9°C) ниже температуры старения, использованной для упрочнения (твердения) подвергнутой дисперсионному твердению металлической заготовки. К подвергнутой дисперсионному твердению металлической заготовке прикладывают растягивающее напряжение при растяжении в течение времени, достаточного для растяжения и правки подвергнутой дисперсионному твердению металлической заготовки, с получением выправленной, подвергнутой дисперсионному твердению металлической заготовки. Выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине. Выправленную, подвергнутую дисперсионному твердению металлическую заготовку охлаждают с одновременным приложением к выправленной, подвергнутой дисперсионному твердению металлической заготовке растягивающего напряжения при охлаждении, которое достаточно для уравновешивания возникающих при охлаждении термических напряжений в сплаве и сохранения отклонения от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, подвергнутой дисперсионному твердению металлической заготовки.
[0009] Способ правки обработанной на твердый раствор и состаренной заготовки титанового сплава включает в себя нагрев обработанной на твердый раствор и состаренной заготовки титанового сплава до температуры правки. Температура правки включает температуру правки в области α+β-фаз обработанной на твердый раствор и состаренной заготовки титанового сплава. В определенных вариантах воплощения диапазон температур правки составляет от 1100°F (611,1°С) ниже температуры бета-перехода обработанной на твердый раствор и состаренной заготовки титанового сплава до 25°F (13,9°C) ниже температуры дисперсионного твердения обработанной на твердый раствор и состаренной заготовки титанового сплава. К обработанной на твердый раствор и состаренной заготовке титанового сплава прикладывают растягивающее напряжение при растяжении в течение времени, достаточного для растяжения и правки обработанной на твердый раствор и состаренной заготовки титанового сплава, с образованием выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава. Выправленная, обработанная на твердый раствор и состаренная заготовка титанового сплава отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине. Выправленную, обработанную на твердый раствор и состаренную заготовку титанового сплава охлаждают с одновременным приложением растягивающего напряжения при охлаждении к выправленной, обработанной на твердый раствор и состаренной заготовке титанового сплава. Растягивающее напряжение при охлаждении достаточно для уравновешивания возникающего при охлаждении термического напряжения в выправленной, обработанной на твердый раствор и состаренной заготовке титанового сплава и сохранения отклонения от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Признаки и преимущества раскрытых здесь способов будут лучше поняты при обращении к прилагаемым чертежам, на которых:
[0011] Фиг. 1 - блок-схема неограничительного варианта воплощения способа горячей правки растяжением заготовок титанового сплава в соответствии с настоящим изобретением;
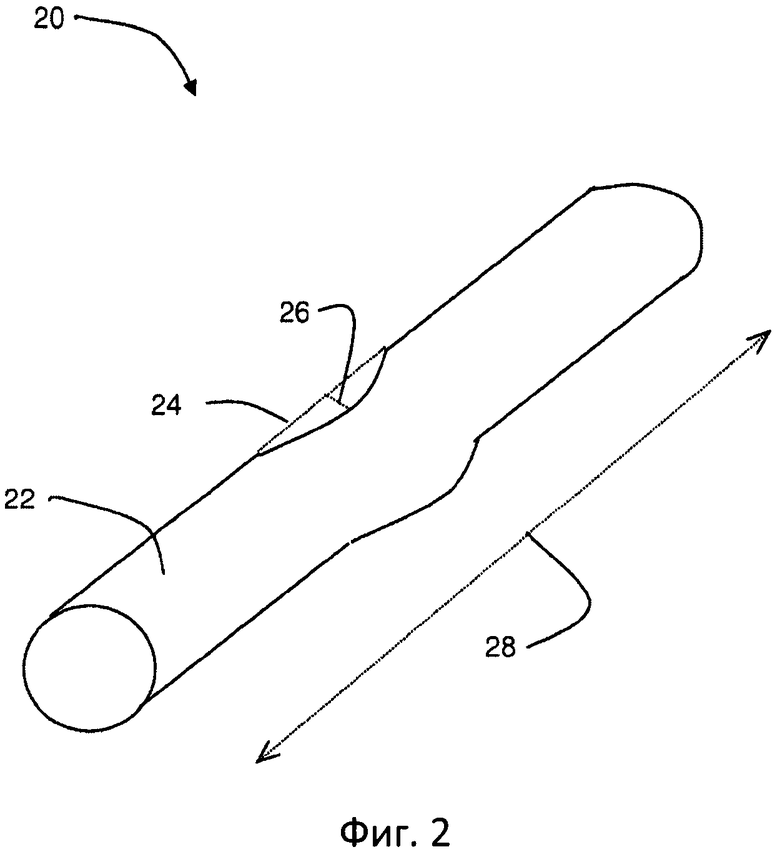
[0012] Фиг. 2 - схематическое представление измерения отклонения от прямой материала металлического прутка;
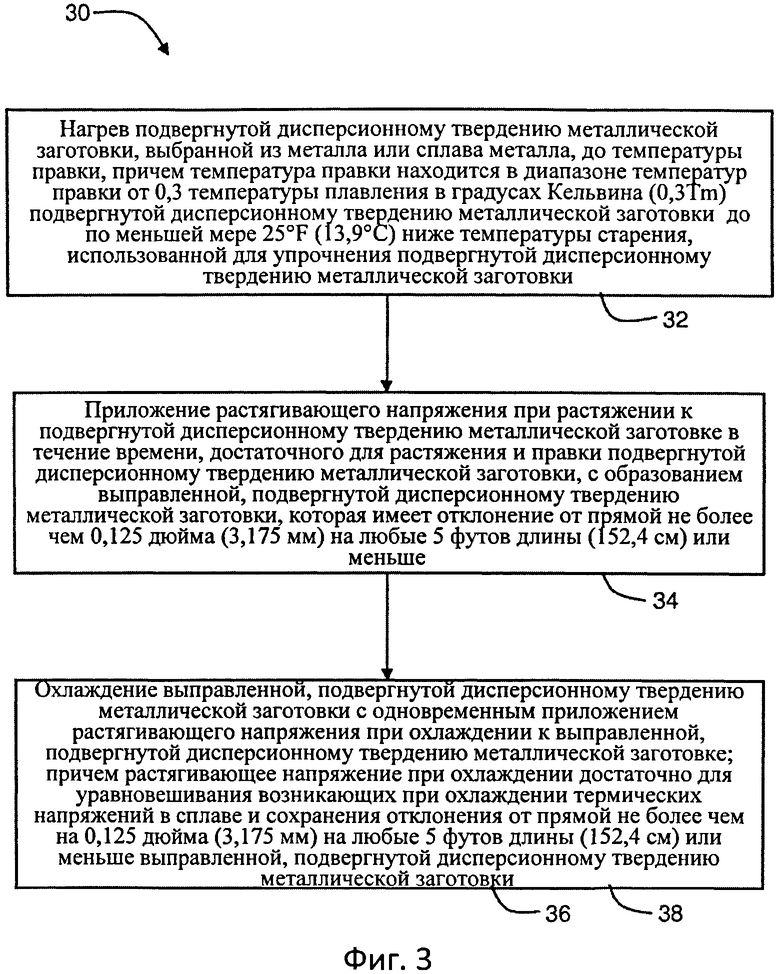
[0013] Фиг. 3 - блок-схема неограничительного варианта воплощения способа горячей правки растяжением металлических заготовок продукции в соответствии с настоящим изобретением;
[0014] Фиг. 4 - фотография обработанных на твердый раствор и состаренных прутков сплава Ti-10V-2Fe-3Al;
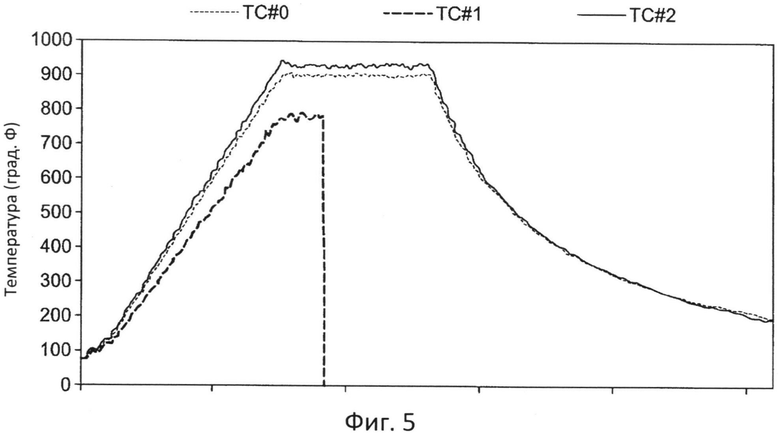
[0015] Фиг. 5 - диаграмма зависимости температуры от времени для правки прутка серии №1 из неограничительного варианта примера 7;
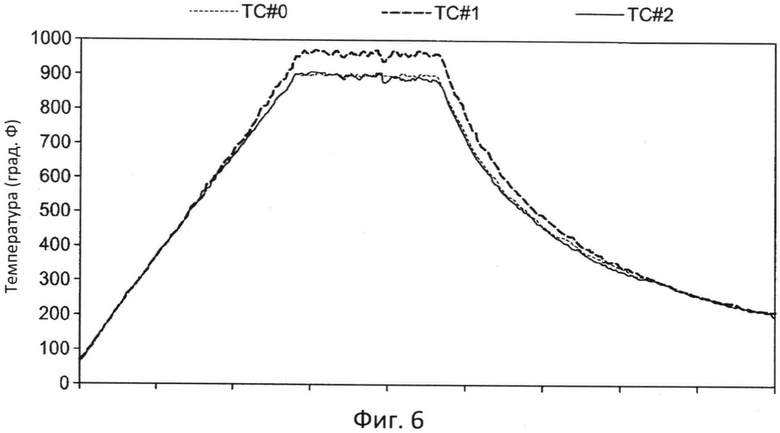
[0016] Фиг. 6 - диаграмма зависимости температуры от времени для правки прутка серии №2 из неограничительного варианта примера 7;
[0017] Фиг. 7 - фотография обработанных на твердый раствор и состаренных прутков сплава Ti-10V-2Fe-3Al после горячей правки растяжением в соответствии с неограничительным вариантом воплощения настоящего изобретения;
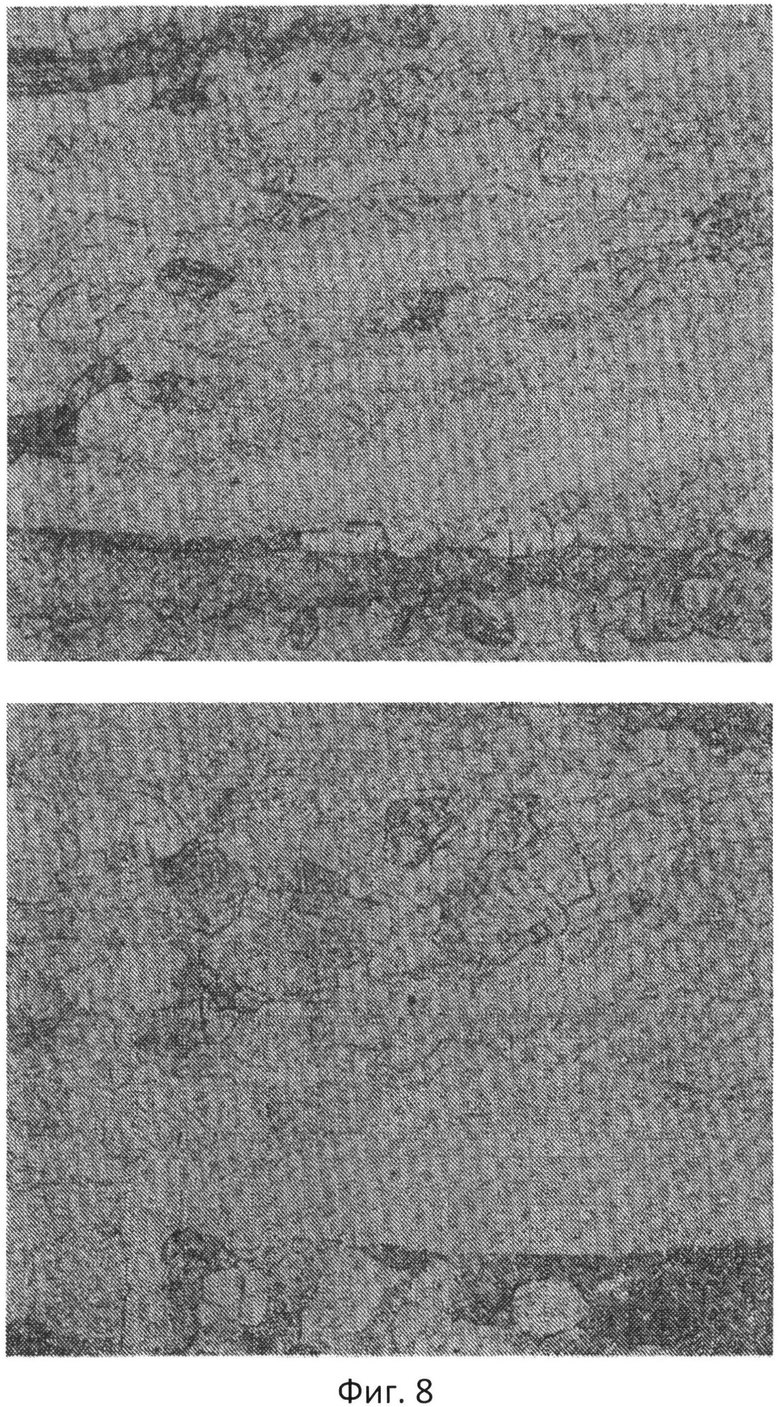
[0018] Фиг. 8 включает микрофотографии микроструктур подвергнутых горячей правке растяжением прутков из неограничительного примера 7; и
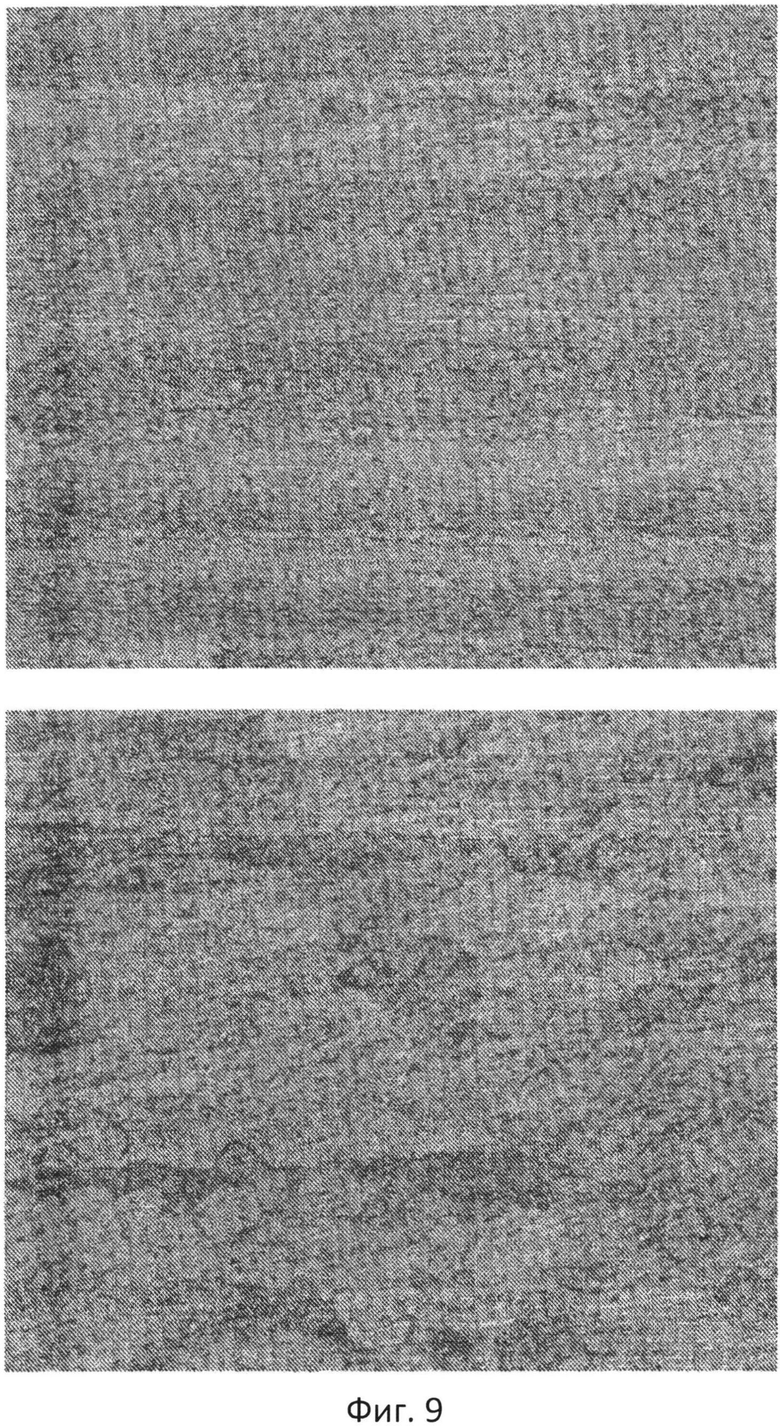
[0019] Фиг. 9 включает микрофотографии неправленых, обработанных на твердый раствор и состаренных прутков из примера 9.
[0020] Читатель по достоинству оценит вышеописанные, а также другие подробности после рассмотрения последующего подробного описания некоторых неограничительных вариантов воплощения способов в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
[0021] В настоящем описании неограничительных вариантов воплощения, кроме как в рабочих примерах или там, где указано иное, все числа, выражающие количества или характеристики, следует понимать как корректируемые во всех случаях термином «примерно». Соответственно, если не указано иное, любые числовые параметры, изложенные в последующем описании, являются приблизительными величинами, которые могут изменяться в зависимости от желаемых свойств, которые стремятся получить способами в соответствии с настоящим изобретением. По меньшей мере, а не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен по меньшей мере толковаться с учетом количества указанных значащих цифр с применением обычных методов округления.
[0022] Любые патенты, публикации или другие материалы раскрытия, которые указаны включенными сюда по ссылке, в целом или частично, включены сюда лишь в той степени, до которой включенная информация не противоречит существующим определениям, заявлениям или другим материалам раскрытия, изложенным в данном описании. Таким образом и в необходимой степени, изложенное здесь раскрытие заменяет собой любые противоречащие материалы, включенные сюда по ссылке. Любой материал или его часть, указанные включенными сюда по ссылке, но противоречащие существующим определениям, заявлениям или другим материалам раскрытия, изложенным здесь, включены только в той степени, в которой не возникают противоречия между включенным материалом и существующим материалом раскрытия.
[0023] Обращаясь теперь к блок-схеме на фиг. 1, неограничительный вариант воплощения способа 10 горячей правки растяжением обработанной на твердый раствор и состаренной заготовки титанового сплава в соответствии с настоящим изобретением включает в себя нагрев 12 обработанной на твердый раствор и состаренной заготовки титанового сплава до температуры правки. В неограничительном варианте воплощения температура правки является температурой в пределах области α+β-фаз. В другом неограничительном варианте воплощения температура правки находится в диапазоне температур правки от примерно 1100°F (611,1°С) ниже температуры бета-перехода титанового сплава до примерно 25° ниже температуры дисперсионного твердения обработанной на твердый раствор и состаренной заготовки сплава.
[0024] В данном контексте выражение «обработанный на твердый раствор и состаренный» (STA) относится к процессу термообработки титановых сплавов, который включает в себя обработку на твердый раствор титанового сплава при температуре обработки на твердый раствор в двухфазной области, т.е. в области α+β-фаз титанового сплава. В неограничительном варианте воплощения температура обработки на твердый раствор лежит в диапазоне от примерно 50°F (27,8°C) ниже температуры β-перехода титанового сплава до примерно 200°F (111,1°C) ниже температуры β-перехода титанового сплава. В другом неограничительном варианте воплощения время обработки на твердый раствор составляет в пределах от 30 минут до 2 часов. Следует признать, что в некоторых неограничительных вариантах воплощения время обработки на твердый раствор может быть меньше чем 30 минут, или больше чем 2 часа, и, как правило, зависит от размера и поперечного сечения заготовки титанового сплава. При данной обработке на твердый раствор в двухфазной области большая часть α-фазы, присутствующей в титановом сплаве, растворяется, но существует некая оставшаяся часть α-фазы, которая до некоторой степени подавляет рост зерна. После завершения обработки на твердый раствор титановый сплав закаливают в воде так, что значительная часть легирующих элементов остается в β-фазе.
[0025] Обработанный на твердый раствор титановый сплав затем подвергают старению при температуре старения, также упоминаемой здесь как температура дисперсионного твердения, в двухфазной области, лежащей в диапазоне от 400°F (222,2°C) ниже температуры обработки на твердый раствор до 900°F (500°С) ниже температуры обработки на твердый раствор, в течение времени старения, достаточного для выделения мелкодисперсных зерен α-фазы. В неограничительном варианте воплощения время старения может составлять в пределах от 30 минут до 8 часов. Следует признать, что в некоторых неограничительных вариантах воплощения время старения может быть меньше чем 30 минут, или больше чем 8 часов, и, как правило, зависит от размера и поперечного сечения заготовки титанового сплава. Процесс STA приводит к получению титановых сплавов, проявляющих высокий предел текучести и высокий предел прочности на разрыв. Общие методы, использующиеся при STA-обработке сплава, известны обычным специалистам-практикам и поэтому не излагаются здесь подробнее.
[0026] Снова обращаясь к фиг. 1, после нагрева 12 к STA-заготовке титанового сплава прикладывают 14 растягивающее напряжение при растяжении в течение времени, достаточного для растягивания и правки STA-заготовки титанового сплава и получения выправленной STA-заготовки титанового сплава. В неограничительном варианте воплощения растягивающее напряжение при растяжении составляет по меньшей мере примерно 20% от предела текучести STA-заготовки титанового сплава при температуре правки и не эквивалентно пределу текучести STA-заготовки титанового сплава при температуре правки или не больше него. В неограничительном варианте воплощения приложенное растягивающее напряжение при растяжении может быть увеличено в ходе этапа правки с тем, чтобы поддерживать растягивание. В неограничительном варианте воплощения растягивающее напряжение при растяжении увеличивается в 2 раза в ходе растягивания. В неограничительном варианте воплощения STA-заготовка продукции титанового сплава содержит сплав Ti-10V-2Fe-3Al (UNS 56410), который обладает пределом текучести примерно 60 тысяч фунтов на кв. дюйм (ksi) при 900°F (482,2°С), и приложенное растягивающее напряжение при растяжении составляет примерно 12,7 тысяч фунтов на кв. дюйм при 900Т в начале правки и примерно 25,5 тысяч фунтов на кв. дюйм - в конце этапа растягивания.
[0027] В другом неограничительном варианте воплощения, после приложения 14 растягивающего напряжения при растяжении, выправленная STA-заготовка титанового сплава отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине.
[0028] Следует признать, что в объем неограничительных вариантов воплощения настоящего изобретения входит то, что растягивающее напряжение при растяжении можно прилагать, одновременно позволяя заготовке охлаждаться. Однако должно быть понятно, что, поскольку напряжение является функцией температуры, по мере того как температура уменьшается, необходимое растягивающее напряжение при растяжении должно быть увеличено для продолжения растягивания и правки заготовки.
[0029] В неограничительном варианте воплощения, когда STA-заготовка титанового сплава выправлена в достаточной степени, STA-заготовку титанового сплава охлаждают 16 с одновременным приложением 18 растягивающего напряжения при охлаждении к выправленной, обработанной на твердый раствор и состаренной заготовке титанового сплава. В неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающего при охлаждении термического напряжения в выправленной STA-заготовке титанового сплава, так что STA-заготовка титанового сплава не деформируется, не изгибается и не искажается никаким другим образом во время охлаждения. В неограничительном варианте воплощения возникающее при охлаждении напряжение эквивалентно напряжению при растяжении. Следует признать, что, поскольку температура заготовки продукции уменьшается в ходе охлаждения, приложение растягивающего напряжения при охлаждении, которое эквивалентно растягивающему напряжению при растяжении, не приводит к дальнейшему растягиванию (удлинению) заготовки продукции, но служит для предотвращения деформации заготовки продукции вследствие возникающих при охлаждении напряжений и сохраняет отклонение от прямой, которое было установлено на этапе растягивания.
[0030] В неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для сохранения отклонения от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной STA-заготовки титанового сплава.
[0031] В неограничительном варианте воплощения растягивающее напряжение при растяжении и растягивающее напряжение при охлаждении достаточны для того, чтобы сделать возможным формирование при ползучести STA-заготовки титанового сплава. Формирование при ползучести имеет место в режиме нормальной упругости. Не желая привязываться к какой-либо конкретной теории, предполагается, что приложенное напряжение в режиме нормальной упругости при температуре правки позволяет происходить зернограничному проскальзыванию или, иначе говоря, скольжению (ползучести) по границам зерен и динамическому возврату дислокации, что приводит к правке заготовки продукции. После охлаждения и компенсации возникающих при охлаждении термических напряжений посредством поддержания растягивающего напряжения при охлаждении на заготовке продукции сдвинутые дислокации и границы зерен принимают новое упругое состояние STA-заготовки продукции титанового сплава.
[0032] Обращаясь к фиг. 2, в методе 20 определения отклонения от прямой заготовки продукции, такой как, например, пруток 22, этот пруток 22 выравнивают по поверочной линейке 24. Кривизну прутка 22 измеряют в искривленных или скрученных местах с помощью устройства, используемого для измерения длины, например, мерной ленты, как расстояние кривой прутка от поверочной линейки 24. Расстояние каждого искривления или кривой от поверочной линейки измеряют вдоль предписанной длины 28 прутка для определения максимального отклонения от прямой (26 на фиг. 2), т.е. максимального расстояния прутка 22 от поверочной линейки 24 в пределах предписанной длины прутка 22. Такой же метод может использоваться для количественного определения отклонения от прямой для других заготовок (видов продукции).
[0033] В другом неограничительном варианте воплощения после приложения растягивающего напряжения при растяжении в соответствии с настоящим изобретением, выправленная STA-заготовка титанового сплава отклоняется от прямой не более чем на 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной STA-заготовки титанового сплава. В еще одном неограничительном варианте воплощения, после охлаждения с одновременным приложением растягивающего напряжения при охлаждении в соответствии с настоящим изобретением, выправленная STA-заготовка титанового сплава отклоняется от прямой не более чем на 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной STA-заготовки титанового сплава. В еще одном неограничительном варианте воплощения, после приложения растягивающего напряжения при растяжении в соответствии с настоящим изобретением, выправленная STA-заготовка титанового сплава отклоняется от прямой не более чем на 0,25 дюйма (6,35 мм) на любые 10 футов длины (304,8 см) или на более короткой длине выправленной STA-заготовки титанового сплава. В еще одном неограничительном варианте воплощения, после охлаждения с одновременным приложением растягивающего напряжения при охлаждении в соответствии с настоящим изобретением, выправленная STA-заготовка титанового сплава отклоняется от прямой не более чем на 0,25 дюйма (6,35 мм) на любые 10 футов длины (304,8 см) или на более короткой длине выправленной STA-заготовки титанового сплава.
[0034] Для равномерного приложения растягивающих напряжений при растяжении и при охлаждении в неограничительном варианте воплощения в соответствии с настоящим изобретением STA-заготовка титанового сплава должна быть выполнена с возможностью надежного захвата по всему поперечному сечению STA-заготовки титанового сплава. В неограничительном варианте воплощения форма STA-заготовки титанового сплава может быть формой любого проката, для которой могут изготавливаться соответствующие захваты для приложения растягивающего напряжения в соответствии со способом по настоящему изобретению. Используемый здесь термин «прокат» означает любую металлическую прокатную продукцию, т.е. изделие из металла или сплава металла, которая(ое) впоследствии используется в изготовленном виде или дополнительно перерабатывается в промежуточный продукт (полуфабрикат) или конечный продукт. В неограничительном варианте воплощения STA-заготовка титанового сплава включает один из следующих видов: биллет, блюм, пруток круглого сечения, пруток квадратного сечения, прессованный (выдавленный) профиль, труба, трубопровод, сляб, лист и плита. Захваты и механизмы для приложения растягивающего напряжения при растяжении и при охлаждении в соответствии с настоящим изобретением поставляются, например, компанией Cyril Bath Co., г. Монро, шт. Северная Каролина, США.
[0035] Неожиданной особенностью настоящего изобретения является возможность горячей правки растяжением STA-заготовок титанового сплава без существенного уменьшения прочностей STA-заготовок титанового сплава на разрыв. Например, в неограничительном варианте воплощения средний предел текучести и средний предел прочности на разрыв подвергнутой горячей правке растяжением STA-заготовки титанового сплава в соответствии с неограничительными способами по настоящему изобретению уменьшаются не более чем на 5 процентов от их значений перед горячей правкой растяжением. Наибольшее наблюдавшееся изменение в свойствах, обусловленное горячей правкой растяжением, касалось относительного удлинения. Например, в неограничительном варианте воплощения в соответствии с настоящим изобретением среднее значение относительного удлинения заготовки титанового сплава обнаружило абсолютное сокращение примерно на 2,5% после горячей правки растяжением. Без намерения привязываться к какому-либо принципу действия, предполагается, что уменьшение относительного удлинения может происходить вследствие растягивания STA-заготовки титанового сплава, которое возникает в неограничительных вариантах воплощения горячей правки растяжением в соответствии с настоящим изобретением. Например, в неограничительном варианте воплощения после горячей правки растяжением по настоящему изобретению выправленная STA-заготовка титанового сплава может быть удлинена на величину от примерно 1,0% до примерно 1,6% относительно длины STA-заготовки титанового сплава до горячей правки растяжением.
[0036] Для нагрева STA-заготовки титанового сплава до температуры правки в соответствии с настоящим изобретением может применяться любой из видов одноступенчатого или комбинированного нагрева, способных поддерживать температуру правки прутка, такой как, помимо прочего, нагрев в камерной печи, нагрев излучением и индукционный нагрев заготовки. Температура заготовки должна контролироваться для гарантии, что температура заготовки остается по меньшей мере на 25°F (13,9°C) ниже температуры старения, использованной в процессе STA. В неограничительных вариантах воплощения температуру заготовки контролируют, используя термопары или инфракрасные датчики. Однако другие средства нагрева и контроля температуры, известные обычным специалистам в данной области техники, также находятся в пределах объема настоящего изобретения.
[0037] В неограничительном варианте воплощения температура правки STA-заготовки титанового сплава должна быть сравнительно однородной по всей заготовке и не должна отклоняться от места к месту более чем на 100°F (55,6°C). Температура в любом месте STA-заготовки титанового сплава, предпочтительно, не увеличивается выше температуры старения STA, поскольку механические свойства, включая, но не ограничиваясь ими, предел текучести и предел прочности на разрыв, могут быть значительно ухудшены.
[0038] Скорость нагрева STA-заготовки титанового сплава до температуры правки не является критической, с предостережением, что увеличенные скорости нагрева могут привести к превышению температуры правки и, в результате, к потере механических свойств. При соблюдении мер предосторожности, чтобы не превысить заданную температуру правки или не превысить температуру на по меньшей мере 25°F (13,9°C) ниже температуры старения STA, увеличенные скорости нагрева могут привести к более коротким временам цикла правки между деталями и к улучшению производительности. В неограничительном варианте воплощения нагрев до температуры правки заключается в нагреве со скоростью нагрева от 500°F/мин (277,8°С/мин) до 1000°F/мин (555,6°С/мин).
[0039] Любой локализованный участок STA-заготовки титанового сплава, предпочтительно, не должен достигать температуры, равной или большей чем температура старения STA. В неограничительном варианте воплощения температура заготовки всегда должна быть по меньшей мере на 25°F (13,9°C) ниже температуры старения STA. В неограничительном варианте воплощения температура старения STA (также по-разному называемая температурой дисперсионного твердения, температурой дисперсионного твердения в области α+β-фаз и температурой старения) может находиться в диапазоне от 500°F (277,8°C) ниже температуры β-перехода титанового сплава до 900°F (500°C) ниже температуры β-перехода титанового сплава. В других неограничительных вариантах воплощения температура правки находится в диапазоне температур правки от 50°F (27,8°C) ниже температуры дисперсионного твердения STA-заготовки титанового сплава до 200°F (111,1°С) ниже температуры дисперсионного твердения STA-заготовки титанового сплава или находится в диапазоне температур правки от 25°F (13,9°C) ниже температуры дисперсионного твердения до 300°F (166,7°C) ниже температуры дисперсионного твердения.
[0040] Неограничительный вариант воплощения способа в соответствии с настоящим изобретением включает в себя охлаждение выправленной STA-заготовки титанового сплава до конечной температуры, при которой растягивающее напряжение при охлаждении может быть снято без изменения отклонения от прямой выправленной STA-заготовки титанового сплава. В неограничительном варианте воплощения охлаждение включает в себя охлаждение до конечной температуры, не большей чем 250°F (121,1°С). Возможность охлаждения до температуры большей, чем комнатная температура, при одновременной возможности ослабления растягивающего напряжения при охлаждении без отклонения от прямолинейности STA-заготовки титанового сплава позволяет сократить времена цикла правки между деталями и улучшить производительность. В другом неограничительном варианте воплощения охлаждение включает в себя охлаждение до комнатной температуры, которая здесь определяется как значение от примерно 64°F (18°C) до примерно 77°F (25°C).
[0041] Как будет видно, особенность настоящего изобретения состоит в том, что некоторые раскрытые здесь неограничительные варианты воплощения горячей правки растяжением могут использоваться на практически любой металлической заготовке, включая многие, если не все, металлы и сплавы металлов, включая, но не ограничиваясь этим, металлы и сплавы металлов, которые традиционно считают трудно поддающимися правке. Неожиданно, неограничительные варианты воплощения раскрытого здесь способа горячей правки растяжением оказались эффективными для титановых сплавов, которые традиционно считаются трудно поддающимися правке. В неограничительном варианте воплощения в пределах объема настоящего изобретения заготовка титанового сплава содержит псевдо α-титановый сплав. В неограничительном варианте воплощения заготовка титанового сплава содержит по меньшей мере один из сплавов Ti-8Al-1Mo-1V (UNS 54810) и Ti-6Al-2Sn-4Zr-2Мо (UNS R54620).
[0042] В неограничительном варианте воплощения в пределах объема настоящего изобретения заготовка титанового сплава содержит α+β-титановый сплав. В другом неограничительном варианте воплощения заготовка титанового сплава содержит по меньшей мере один из сплавов Ti-6Al-4V (UNS R56400), Ti.6A1.4V ELI (UNS R56401), Ti-6Al-2Sn-4Zr-6Мо (UNS R56260), Ti-5Al-2Sn-2Zr-4Mo-4Cr (UNS R58650) и Ti-6Al-6V-2Sn (UNS R56620).
[0043] В еще одном неограничительном варианте воплощения заготовка титанового сплава содержит β-титановый сплав. Используемое здесь понятие «β-титановый сплав» включает в себя, но не ограничиваясь ими, псевдо β-титановые сплавы и метастабильные β-титановые сплавы. В неограничительном варианте воплощения заготовка титанового сплава содержит по меньшей мере один из сплавов Ti-10V-2Fe-3Al (UNS 56410), Ti-5Al-5V-5Mo-3Cr (UNS не присвоен), Ti-5Al-2Sn-4Mo-2Zr-4Cr (UNS R58650) и Ti-15Mo (UNS R58150). В особом неограничительном варианте воплощения заготовка титанового сплава представляет собой заготовку сплава Ti-10V-2Fe-3Al (UNS 56410).
[0044] Следует отметить, что у некоторых R-титановых сплавов, например, сплава Ti-10V-2Fe-3Al, невозможно править STA-заготовки этих сплавов до раскрытых здесь допусков, используя традиционные процессы правки, одновременно сохраняя требуемые механические свойства сплава. Для β-титановых сплавов температура β-перехода по своей природе ниже, чем у технически чистого титана. Поэтому температура старения STA также должна быть ниже. Кроме того, подвергнутые STA β-титановые сплавы, такие как сплав Ti-10V-2Fe-3Al, но не ограничиваясь им, могут обладать большими пределами прочности на разрыв, чем 200 тысяч фунтов на кв. дюйм (1379 МПа). При попытке правки подвергнутых STA прутков β-титанового сплава, имеющих такую высокую прочность, используя традиционные способы растяжения, например, используя правильную машину с правкой в 2 плоскостях, при температурах, не превышающих 25°F (13,9°C) ниже температуры старения STA, прутки проявляют сильную склонность к раскалыванию. Неожиданно было обнаружено, что эти подвергнутые STA высокопрочные β-титановые сплавы можно подвергать правке до раскрытых здесь допусков, используя неограничительные варианты воплощения способа горячей правки растяжением в соответствии с настоящим изобретением, без разрушения и при средней потере пределов текучести и прочности на разрыв всего примерно 5%.
[0045] Хотя приведенное выше обсуждение касается, в первую очередь, выправленных заготовок титановых сплавов и способов правки STA-заготовок титановых сплавов, неограничительные варианты воплощения раскрытой здесь горячей правки растяжением могут успешно использоваться для практически любого вида подвергнутой дисперсионному твердению металлической продукции, т.е. металлического изделия, содержащего любой металл или сплав металла.
[0046] Обращаясь к фиг. 3, в неограничительном варианте воплощения согласно настоящему изобретению способ 30 правки обработанной на твердый раствор и подвергнутой дисперсионному твердению металлической заготовки, содержащей один из металла и сплава металла, включает в себя нагрев 32 обработанной на твердый раствор и подвергнутой дисперсионному твердению металлической заготовки до температуры правки, лежащей в диапазоне температур правки от 0,3 температуры плавления в градусах Кельвина (0,3·Тm) подвергнутой дисперсионному твердению металлической заготовки до температуры по меньшей мере на 25°F (13,9°C) ниже температуры старения, использованной для упрочнения подвергнутой дисперсионному твердению металлической заготовки.
[0047] Неограничительный вариант воплощения согласно настоящему изобретению включает в себя приложение 34 растягивающего напряжения при растяжении к обработанной на твердый раствор и подвергнутой дисперсионному твердению металлической заготовке в течение времени, достаточного для растягивания и правки подвергнутой дисперсионному твердению металлической заготовки, с получением выправленной, подвергнутой дисперсионному твердению металлической заготовки. В неограничительном варианте воплощения растягивающее напряжение при растяжении составляет по меньшей мере примерно 20% от предела текучести подвергнутой дисперсионному твердению металлической заготовки при температуре правки и не эквивалентно пределу текучести STA-заготовки титанового сплава при температуре правки или не больше него. В неограничительном варианте воплощения приложенное растягивающее напряжение при растяжении может быть увеличено в ходе этапа правки для того, чтобы поддерживать растягивание. В неограничительном варианте воплощения растягивающее напряжение при растяжении увеличивается в 2 раза в ходе растягивания. В неограничительном варианте воплощения выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине. В неограничительном варианте воплощения выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, подвергнутой дисперсионному твердению металлической заготовки. В еще одном неограничительном варианте воплощения выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,25 дюйма (6,35 мм) на любые 10 футов (304,8 см) длины выправленной, подвергнутой дисперсионному твердению металлической заготовки.
[0048] Неограничительный вариант воплощения согласно настоящему изобретению включает в себя охлаждение 36 выправленной, подвергнутой дисперсионному твердению металлической заготовки с одновременным приложением 38 растягивающего напряжения при охлаждении к выправленной, подвергнутой дисперсионному твердению металлической заготовке. В другом неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающего при охлаждении термического напряжения в выправленной, подвергнутой дисперсионному твердению металлической заготовке, так что выправленная, подвергнутая дисперсионному твердению металлическая заготовка не деформируется, не изгибается и не искажается никаким другим образом во время охлаждения. В неограничительном варианте воплощения возникающее при охлаждении напряжение эквивалентно напряжению при растяжении. Следует признать, что, поскольку температура заготовки продукции уменьшается в ходе охлаждения, приложение растягивающего напряжения при охлаждении, которое эквивалентно растягивающему напряжению при растяжении, не приводит к дальнейшему растягиванию заготовки продукции, но служит для предотвращения деформации заготовки продукции вследствие возникающих при охлаждении напряжений и сохраняет отклонение от прямой, которое было установлено на этапе растягивания. В другом неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающих при охлаждении термических напряжений в сплаве, так что подвергнутая дисперсионному твердению металлическая заготовка не деформируется, не изгибается и не искажается никаким другим образом во время охлаждения. В еще одном неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающих при охлаждении термических напряжений в сплаве, так что подвергнутая дисперсионному твердению металлическая заготовка сохраняет отклонение от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, подвергнутой дисперсионному твердению металлической заготовки. В еще одном неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающих при охлаждении термических напряжений в сплаве, так что подвергнутая дисперсионному твердению металлическая заготовка сохраняет отклонение от прямой не более чем 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине. В еще одном неограничительном варианте воплощения растягивающее напряжение при охлаждении достаточно для уравновешивания возникающих при охлаждении термических напряжений в сплаве, так что подвергнутая дисперсионному твердению металлическая заготовка сохраняет отклонение от прямой не более чем 0,25 дюйма (6,35 мм) на любые 10 футов (304,8 см) длины выправленной, подвергнутой дисперсионному твердению металлической заготовки.
[0049] В различных неограничительных вариантах воплощения в соответствии с настоящим изобретением обработанная на твердый раствор и подвергнутая дисперсионному твердению металлическая заготовка содержит один из титанового сплава (сплава на основе титана), никелевого сплава (сплава на основе никеля), алюминиевого сплава (сплава на основе алюминия) и железного сплава (сплава на основе железа). Кроме того, в некоторых неограничительных вариантах воплощения в соответствии с настоящим изобретением обработанная на твердый раствор и подвергнутая дисперсионному твердению металлическая заготовка выбрана из биллета, блюма, прутка круглого сечения, прутка квадратного сечения, прессованного профиля, трубы, трубопровода, сляба, листа и плиты.
[0050] В неограничительных вариантах воплощения в соответствии с настоящим изобретением температура правки находится в диапазоне от 200°F (111,1°C) ниже температуры дисперсионного твердения, использованной для упрочнения подвергнутой дисперсионному твердению металлической заготовки, до 25°F (13,9°C) ниже температуры дисперсионного твердения, использованной для упрочнения подвергнутой дисперсионному твердению металлической заготовки.
[0051] Следующие примеры предназначены для дополнительного описания некоторых неограничительных вариантов воплощения без ограничения объема настоящего изобретения. Обычному специалисту в данной области техники будет понятно, что возможны изменения следующих примеров в объеме изобретения, который определяется исключительно формулой изобретения.
ПРИМЕР 1
[0052] В данном сравнительном примере несколько прутков длиной 10 футов из сплава Ti-10V-2Fe-3Al изготавливали и обрабатывали, используя несколько комбинаций обработки на твердый раствор, старения и традиционной правки в попытке определить устойчивый процесс правки прутков. Диаметр прутков колебался от 0,5 дюйма до 3 дюймов (от 1,27 см до 7,62 см). Прутки подвергали обработке на твердый раствор при температурах от 1375°F (746,1°) до 1475°F (801,7°C). Затем прутки подвергали старению при температуре, лежащей в диапазоне от 900°F (482,2°C) до 1000Т (537,8°С). Процессы, оцениваемые относительно правки, включали в себя: (а) вертикальную обработку на твердый раствор и правку в 2-х плоскостях ниже температуры старения; (b) вертикальную обработку на твердый раствор с последующей правкой в 2-х плоскостях при 1400°F (760°C), старение и правку в 2-х плоскостях при температуре на 25°F (13,9°C) ниже температуры старения; (с) правку при 1400°F (760°C) с последующими вертикальной обработкой на твердый раствор и старением, а также правку в 2-х плоскостях при температуре на 25°F (13,9°C) ниже температуры старения; (d) высокотемпературную обработку на твердый раствор с последующей правкой в 2-х плоскостях при 1400°F (760°C), вертикальную обработку на твердый раствор и старение, а также правку в 2-х плоскостях при температуре на 25°F (13,9°С) ниже температуры старения; и (е) термическую обработку для улучшения пластичности жаропрочных сплавов с последующей правкой в 2-х плоскостях при 1100°F (593,3°С), вертикальную обработку на твердый раствор и правку в 2-х плоскостях при температуре на 25°F (13,9°C) ниже температуры старения.
[0053] Обработанные прутки подвергали визуальному контролю на прямолинейность и классифицировали по принципу прохождения или непрохождения контроля. Наблюдали, что процесс, маркированный (е), был наиболее успешным. Все попытки использования вертикальных термообработок STA, однако, имели степень прохождения не более 50%.
ПРИМЕР 2
[0054] Для данного примера использовали два прутка диаметром 1,875 дюйма (47,625 мм), длиной 10 футов (3,048 м) из сплава Ti-10V-2Fe-3Al. Прутки прокатывали при температуре в области α+β-фаз из прутков ротационной ковки с повторной прокаткой, которые производились из осаженных и один раз рекристаллизованных биллетов. Для определения максимального диаметра прутка, который мог подвергаться правке на имеющемся оборудовании, проводили испытания на растяжение при повышенной температуре 900°F (482,2°C). Испытания на растяжение при повышенной температуре показали, что пруток диаметром 1,0 дюйма (2,54 см) был в пределах ограничений оборудования. Прутки обдирали до прутков диаметром 1,0 дюйма (2,54 см). Прутки подвергали обработке на твердый раствор при 1460°F (793,3°С) в течение 2 часов и закаливали в воде. Прутки подвергали старению в течение 8 часов при 940°F (504,4°С). Измеряли прямолинейность прутков при отклонении приблизительно 2 дюйма (5,08 см) от прямой с некоторым искривлением и волнистостью. STA-прутки проявляли два различных вида изгиба. Наблюдалось, что первый пруток (серия №1) был относительно прямым на концах и имел небольшой изгиб на середине - приблизительно 2,1 дюйма (5,334 см) от прямой. Второй пруток (серия №2) был довольно прямым вблизи середины, но имел змеевидность вблизи концов. Максимальное отклонение от прямой было около 2,1 дюйма (5,334 см). Чистота поверхности прутков в состоянии после закалки была достаточно однородной с окисленной поверхностью. На фиг. 4 показана типичная фотография прутков после обработки на твердый раствор и старения.
ПРИМЕР 3
[0055] Обработанные на твердый раствор и состаренные прутки по примеру 2 подвергали горячей правке растяжением в соответствии с неограничительным вариантом воплощения настоящего изобретения. Обратная связь по температуре для управления температурой прутка осуществлялась посредством термопары, расположенной на середине детали. Однако для преодоления неизбежных трудностей, связанных с присоединением термопары к деталям, вблизи их концов приваривали две дополнительные термопары.
[0056] На первом прутке произошел отказ основной контрольной термопары, что привело к колебаниям во время линейного изменения температуры нагрева. Это, вместе с другой аномалией управления, привело к превышению деталью требуемой температуры 900°F (482,2°С). Достигнутая высокая температура была приблизительно 1025°F (551,7°C) в течение менее чем 2 минут. Первый пруток был повторно оборудован другой термопарой, и подобное перерегулирование возникло вследствие ошибки в управляющем программном обеспечении при предыдущем запуске. Первый пруток нагревался при максимально допустимой мощности, которая могла обеспечить нагрев прутка с использованными в данном примере размерами от комнатной температуры до 1000°F (537,8°С) приблизительно за 2 минуты.
[0057] Программу восстановили и запустили выполнение программы правки первого прутка. Самая высокая зарегистрированная температура была 944°F (506,7°С) по термопаре номер 2 (ТС №2), которая была расположена вблизи одного конца прутка. Предполагается, что ТС №2 испытывала небольшой сбой горячего спая термопары, будучи под нагрузкой. Во время этого цикла термопара номер 0 (ТС №0), расположенная в центре прутка, зарегистрировала максимальную температуру 908°F (486,7°С). Во время правки термопара номер 1 (ТС №1), расположенная вблизи противоположного конца прутка от ТС №2, отошла от прутка и прекратила регистрировать температуру прутка. График температуры для этого конечного цикла нагрева на прутке серии №1 показан на фиг. 5. Время цикла для первого прутка (серия №1) составляло 50 минут. Пруток охлаждали до 250°F (121,1°С) при сохранении тягового усилия на прутке, которое прилагалось в конце этапа растягивания.
[0058] Первый пруток растягивался на 0,5 дюйма (1,27 см) за период 3 минуты. Тяговое усилие в течение этой фазы увеличивалось от 5 тонн (44,5 кН) вначале до 10 тонн (89,0 кН) после окончания. Поскольку пруток имел диаметр 1 дюйм (2,54 см), эти тяговые усилия преобразовывались в растягивающие напряжения 12,7 тысяч фунтов на кв. дюйм (87,6 МПа) и 25,5 тысяч фунтов на кв. дюйм (175,8 МПа). Деталь также испытывала растягивание в предыдущих циклах, которое было прервано вследствие отказа управления температурой. Общее измеренное удлинение после правки составило 1,31 дюйма (3,327 см).
[0059] Второй пруток (серия №2) тщательно очищали возле точек присоединения термопар, и термопары присоединяли и осматривали на выявление дефектов. Второй пруток нагревали до заданной контрольной точки 900°F (482,2°С). ТС №1 зарегистрировала температуру 973°F (522,8°С), тогда как ТС №0 и ТС №2 зарегистрировали температуры всего 909°F (487,2°С) и 911°F (488,3°С) соответственно. ТС №1, вместе с другими двумя термопарами, отслеживала температуру удовлетворительно примерно до 700°F (371,1°С), в этой точке наблюдались некоторые отклонения, как видно на фиг. 6. Опять-таки, предполагается, что присоединение термопары было источником отклонения. Общее время цикла для этой детали составляло 45 минут. Второй пруток (серия №2) подвергали горячей правке растяжением, как описано для первого прутка (серия №1).
[0060] Подвергнутые горячей правке растяжением прутки (серия №1 и серия №2) показаны на фотографии по фиг. 7. Прутки имели максимальное отклонение от прямой 0,094 дюйма (2,387 мм) на любые 5 футов (1,524 м) длины. В ходе горячей правки растяжением пруток серии №1 был удлинен на 1,313 дюйма (3,335 см), а пруток серии №2 был удлинен на 2,063 дюйма (5,240 см).
ПРИМЕР 4
[0061] Химические составы прутков серии №1 и серии №2 после горячей правки растяжением по примеру 3 сравнили с химическим составом прутков 1,875 дюйма (47,625 мм) по примеру 2. Прутки по примеру 3 изготавливались из той же плавки, что и выправленные прутки серии №1 и серии №2. Результаты химического анализа приведены в таблице 1.
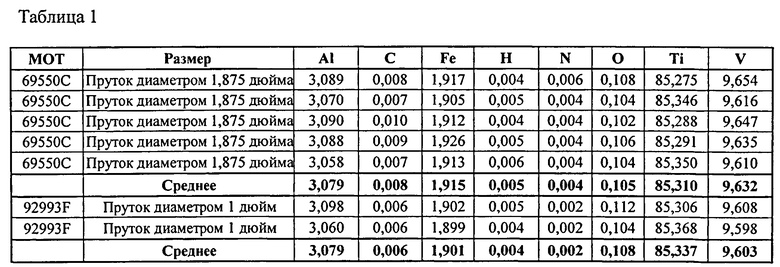
При горячей правке растяжением в соответствии с неограничительным вариантом воплощения по примеру 3 изменения в химическом составе не наблюдалось.
ПРИМЕР 5
[0062] Механические свойства подвергнутых горячей правке растяжением прутков серии №1 и серии №2 сравнили с контрольными прутками, которые подвергались обработке на твердый раствор и старению, правке в 2-х плоскостях при 1400°F и выравниванию. Выравнивание - это процесс, в котором, чтобы избавиться от небольшой кривизны по всей длине прутка, к прутку прикладывается небольшое усилие с затуханием. Контрольные прутки состояли из сплава Ti-10V-2Fe-3Al и имели диаметр 1,772 дюйма (4,501 см). Контрольные прутки подвергали обработке на твердый раствор α+β при 1460°F (793,3°С) в течение 2 часов и закаливали в воде. Контрольные прутки подвергали старению при 950°F (510°С) в течение 8 часов и охлаждали обдувкой. Измеряли свойства при растяжении и вязкость разрушения (трещиностойкость) контрольных прутков и подвергнутых горячей правке растяжением прутков, и результаты представлены в таблице 2.
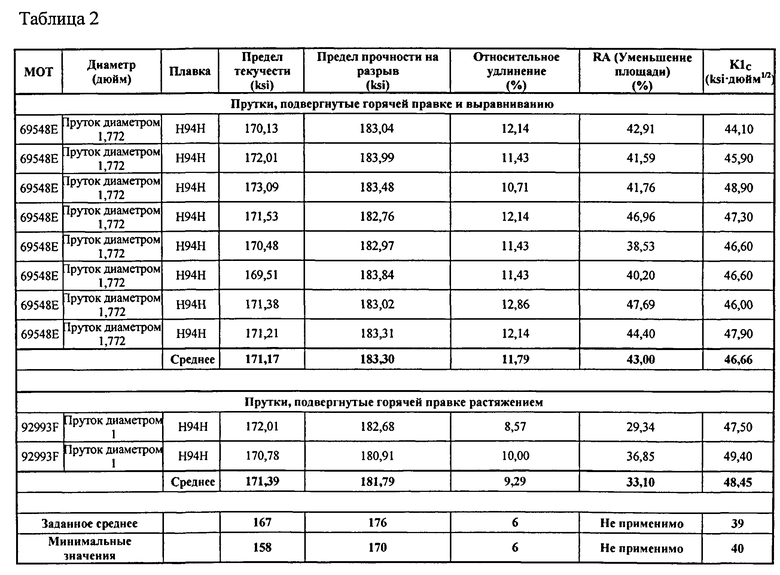
[0063] Все свойства подвергнутых горячей правке растяжением прутков соответствовали требуемым заданным и минимальным значениям. Подвергнутые горячей правке растяжением прутки серии №1 и серии №2 имели немного меньшие значения пластичности и уменьшение площади (RA), что, наиболее вероятно, является результатом вытягивания, происходившего во время правки. Однако прочности на разрыв после горячей правки растяжением оказались сравнимыми с не подвергавшимися правке контрольными прутками.
ПРИМЕР 6
[0064] Микроструктуры в продольном направлении подвергнутых горячей правке растяжением прутков серии №1 и серии №2 сравнили с микроструктурами в продольном направлении не подвергавшихся правке контрольных прутков по примеру 5. Микрофотографии микроструктур подвергнутых горячей правке растяжением прутков по примеру 3 приведены на фиг. 8. Микрофотографии снимали из двух различных мест одного образца. Микрофотографии микроструктур не подвергавшихся правке контрольных прутков по примеру 5 приведены на фиг. 9. Видно, что микроструктуры весьма похожи.
[0065] Настоящее описание написано со ссылками на различные типичные, иллюстративные и неограничительные варианты воплощения. Однако обычному специалисту должно быть понятно, что могут быть проделаны различные замены, изменения или сочетания любых из раскрытых вариантов воплощения (или их частей) без отступления от объема изобретения, определяемого исключительно формулой изобретения. Таким образом, предполагается и понятно, что настоящее изобретение охватывает дополнительные варианты воплощения, не изложенные явно в настоящем документе. Такие варианты воплощения могут быть получены, например, путем объединения и/или изменения любого из раскрытых этапов, ингредиентов, составляющих, компонентов, элементов, признаков, аспектов и прочего в описанных здесь вариантах воплощения. Таким образом, это изобретение ограничивается не описанием различных типичных, иллюстративных и неограничительных вариантов воплощения, а исключительно формулой изобретения. Таким образом, должно быть понятно, что формула изобретения может быть изменена в процессе рассмотрения настоящей заявки на патент добавлением признаков заявленного изобретения, которые описаны здесь по-разному.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКА АЛЬФА/БЕТА ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2575276C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2016 |
|
RU2712324C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2011 |
|
RU2581332C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЕ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2772375C2 |
| ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2015 |
|
RU2657892C2 |
| СТОЙКИЕ К ПОЛЗУЧЕСТИ ТИТАНОВЫЕ СПЛАВЫ | 2019 |
|
RU2772153C1 |
| ПОЛУЧЕНИЕ ВЫСОКОПРОЧНОГО ТИТАНА | 2010 |
|
RU2566113C2 |
| ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2015 |
|
RU2725395C1 |
| ОБРАБОТКА АЛЬФА-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2725391C2 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |

Изобретение относится к области металлургии, а именно к способам правки высокопрочных титановых сплавов. Способ правки подвергнутой дисперсионному твердению металлической заготовки, выбранной из сплавов на основе титана, на основе никеля, на основе алюминия или на основе железа, включает нагрев до температуры правки от 0,3·Tm до температуры на 25°F ниже температуры старения сплава, растяжение с приложением растягивающего напряжения по меньшей мере 20% от предела текучести и не равно или не больше, чем предел текучести сплава. При этом заготовка отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине. Далее заготовку охлаждают с одновременным приложением растягивающего напряжения После правки заготовки сохраняют высокие характеристики прочности. 2 н. и 19 з.п. ф-лы, 9 ил., 2 табл., 6 пр.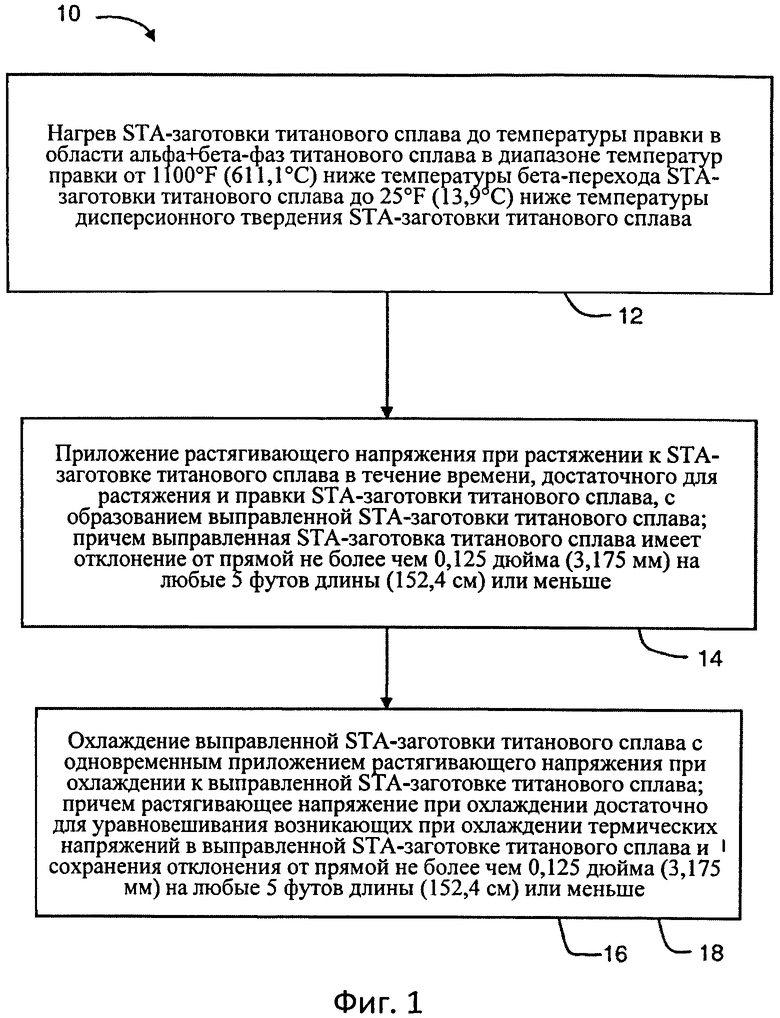
1. Способ правки подвергнутой дисперсионному твердению металлической заготовки, выбранной из сплавов на основе титана, на основе никеля, на основе алюминия или на основе железа, включающий:
нагрев подвергнутой дисперсионному твердению металлической заготовки до температуры правки, причем температура правки находится в диапазоне температур правки от 0,3 температуры плавления в градусах Кельвина (0,3·Tm) подвергнутой дисперсионному твердению металлической заготовки до 25°F (13,9°C) ниже температуры старения, использованной при упрочнении подвергнутой дисперсионному твердению металлической заготовки;
приложение растягивающего напряжения при растяжении к подвергнутой дисперсионному твердению металлической заготовке в течение времени, достаточного для растяжения и правки подвергнутой дисперсионному твердению металлической заготовки, с получением выправленной, подвергнутой дисперсионному твердению металлической заготовки, причем растягивающее напряжение при растяжении составляет по меньшей мере 20% от предела текучести и не равно или не больше, чем предел текучести подвергнутой дисперсионному твердению металлической заготовки при температуре правки, и при этом выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине; и
охлаждение выправленной, подвергнутой дисперсионному твердению металлической заготовки с одновременным приложением к выправленной, подвергнутой дисперсионному твердению металлической заготовке растягивающего напряжения при охлаждении, причем растягивающее напряжение при охлаждении достаточно для уравновешивания возникающего при охлаждении термического напряжения в сплаве и сохранения отклонения от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, подвергнутой дисперсионному твердению металлической заготовки.
2. Способ по п.1, отличающийся тем, что выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, подвергнутой дисперсионному твердению металлической заготовки.
3. Способ по п.1, отличающийся тем, что выправленная, подвергнутая дисперсионному твердению металлическая заготовка отклоняется от прямой не более чем на 0,25 дюйма (6,35 мм) на любые 10 футов (304,8 см) длины выправленной, подвергнутой дисперсионному твердению металлической заготовки.
4. Способ по п.1, отличающийся тем, что подвергнутая дисперсионному твердению металлическая заготовка является заготовкой, выбранной из группы, состоящей из биллета, блюма, прутка круглого сечения, прутка квадратного сечения, прессованного профиля, трубы, трубопровода, сляба, листа и плиты.
5. Способ по п.1, отличающийся тем, что температура правки находится в диапазоне от 200°F (111,1°С) ниже температуры дисперсионного твердения, использованной для упрочнения подвергнутой дисперсионному твердению металлической заготовки, до 25°F (13,9°С) ниже температуры дисперсионного твердения, использованной для упрочнения подвергнутой дисперсионному твердению металлической заготовки.
6. Способ правки обработанной на твердый раствор и состаренной заготовки титанового сплава, включающий:
нагрев обработанной на твердый раствор и состаренной заготовки титанового сплава до температуры правки, причем температура правки включает в себя температуру правки в области α+β-фаз в диапазоне температур правки от 1100°F (611,1°С) ниже температуры β-перехода обработанной на твердый раствор и состаренной заготовки титанового сплава до 25°F (13,9°C) ниже температуры дисперсионного твердения обработанной на твердый раствор и состаренной заготовки титанового сплава;
приложение растягивающего напряжения при растяжении к обработанной на твердый раствор и состаренной заготовке титанового сплава в течение времени, достаточного для растяжения и правки обработанной на твердый раствор и состаренной заготовки титанового сплава, с получением выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава, причем растягивающее напряжение при растяжении составляет по меньшей мере 20% от предела текучести и не равно или не больше, чем предел текучести обработанной на твердый раствор и состаренной заготовки титанового сплава при температуре правки, и при этом выправленная, обработанная на твердый раствор и состаренная заготовка титанового сплава отклоняется от прямой не более чем на 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине; и
охлаждение выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава с одновременным приложением растягивающего напряжения при охлаждении к выправленной, обработанной на твердый раствор и состаренной заготовке титанового сплава, причем растягивающее напряжение при охлаждении достаточно для уравновешивания возникающего при охлаждении термического напряжения в выправленной, обработанной на твердый раствор и состаренной заготовке титанового сплава и сохранения отклонения от прямой не более чем 0,125 дюйма (3,175 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава.
7. Способ по п.6, отличающийся тем, что после приложения растягивающего напряжения при растяжении и охлаждения выправленная, обработанная на твердый раствор и состаренная заготовка титанового сплава отклоняется от прямой не более чем на 0,094 дюйма (2,388 мм) на любые 5 футов длины (152,4 см) или на более короткой длине выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава.
8. Способ по п.6, отличающийся тем, что выправленная, обработанная на твердый раствор и состаренная заготовка титанового сплава отклоняется от прямой не более чем на 0,25 дюйма (6,35 мм) на любые 10 футов (304,8 см) длины выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава.
9. Способ по п.6, отличающийся тем, что выправленная, обработанная на твердый раствор и состаренная заготовка титанового сплава является заготовкой, выбранной из группы, состоящей из биллета, блюма, прутка круглого сечения, прутка квадратного сечения, прессованного профиля, трубы, трубопровода, сляба, листа и плиты.
10. Способ по п.6, отличающийся тем, что нагрев включает в себя нагрев со скоростью нагрева от 500°F/мин (277,8°С/мин) до 1000°F/мин (555,6°С/мин).
11. Способ по п.6, отличающийся тем, что температура дисперсионного твердения, использованная для упрочнения обработанной на твердый раствор и состаренной заготовки титанового сплава, находится в диапазоне от 500°F (277,8°C) ниже температуры β-перехода титанового сплава до 900°F (500°C) ниже температуры β-перехода титанового сплава.
12. Способ по п.6, отличающийся тем, что температура правки находится в диапазоне температур правки от 200°F (111,1°C) ниже температуры дисперсионного твердения обработанной на твердый раствор и состаренной заготовки титанового сплава до 25°F (13,9°С) ниже температуры дисперсионного твердения обработанной на твердый раствор и состаренной заготовки титанового сплава.
13. Способ по п.6, отличающийся тем, что охлаждение включает в себя охлаждение до конечной температуры, при которой растягивающее напряжение при растяжении может быть снято без изменения отклонения от прямой выправленной, обработанной на твердый раствор и состаренной заготовки титанового сплава.
14. Способ по п.6, отличающийся тем, что охлаждение включает в себя охлаждение до конечной температуры, не большей чем 250°F (121,1°С).
15. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит псевдо α-титановый сплав.
16. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит сплав, выбранный из группы, состоящей из сплава Ti-8Al-1Mo-1V (UNS R54810) и сплава Ti-6Al-2Sn-4Zr-2Mo (UNS R54620).
17. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит α+β-титановый сплав.
18. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит сплав, выбранный из группы, состоящей из сплава Ti-6Al-4V (UNS R56400), сплава Ti-6Al-4V ELI (UNS R56401), сплава Ti-6Al-2Sn-4Zr-6Mo (UNS R56260), сплава Ti-5Al-2Sn-2Zr-4Mo-4Cr (UNS R58650) и сплава Ti-6Al-6V-2Sn (UNS R56620).
19. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит β-титановый сплав.
20. Способ по п.6, отличающийся тем, что заготовка титанового сплава содержит сплав, выбранный из группы, состоящей из сплава Ti-10V-2Fe-3Al (UNS 56410), сплава Ti-5Al-5V-5Mo-3Cr (UNS не присвоен), сплава Ti-5Al-2Sn-4Mo-2Zr-4Cr (UNS R58650) и сплава Ti-15Mo(UNS R58150).
21. Способ по п.6, отличающийся тем, что предел текучести и предел прочности на разрыв обработанной на твердый раствор и состаренной заготовки титанового сплава после правки находятся в пределах 5 процентов от пределов текучести и прочности обработанной на твердый раствор и состаренной заготовки титанового сплава до правки.
| US 6077369 A, 20.06.2000 | |||
| Способ термоправки изделия из титановых сплавов | 1982 |
|
SU1088397A1 |
| Способ правки горячекатанногопРОКАТА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1978 |
|
SU816612A1 |
| JP 55113865 A, 02.09.1980 | |||

