Изобретение относится к волочильному и калибровочному производствам, в частности к волочильным станам и сопутствующему оборудованию для волочения проволоки и калибровки длинномерных цилиндрических изделий.
Известен «Прямоточный волочильный стан» (Патент РФ №2144854, МПК7 B21C 1/08 от 27.01.2000, бюл. №3), включающий последовательные волоки и соответствующие им, установленные на параллельных между собой двухопорных приводных валах тяговые волочильные барабаны, рабочие поверхности которых выполнены в виде усеченных конусов, причем каждая волока размещена в плоскости большего основания конической рабочей поверхности соответствующего ей тягового барабана, причем рабочие поверхности четных и нечетных по порядку протяжки проволоки тяговых волочильных барабанов выполнены с взаимно обратными конусностями.
Хотя такая конструкция прямоточного волочильного стана позволяет повысить качество металла обрабатываемой проволоки за счет уменьшения степени деформационного упрочнения из-за исключения других изгибающих деформаций проволоки, кроме необходимой намотки на тяговые барабаны.
К недостаткам такого прямоточного стана относится неприспособленность его конструкции к изготовлению, сборке, наладке и настройке в условиях малого предприятия. Например, двухопорные приводные валы барабанов - несущие, то есть воспринимающие тяговую нагрузку на каждый барабан, и их (и их подшипники) необходимо выполнять специально усиленными.
Кроме того, для привода каждого тягового волочильного барабана такого стана должен быть использован электродвигатель только постоянного тока, так как необходимым условием конструирования волочильного стана именно прямоточного типа является равное распределение вращающих моментов по приводным валам барабанов, а их излишки перераспределяются по всем приводным валам через противонатяжения для каждой волоки. Это обычно достигается последовательным включением приводных электродвигателей в цепь источника постоянного тока, то есть понижающего трансформатора с полупроводниковым выпрямителем с тиристорной схемой управления, что в совокупности является сложным и в настоящее время весьма дорогостоящим.
Известен также «Дифференциал» [Петров Г.Г., Удлер Э.И. Трансмиссия автомобилей (анализ конструкций, основы расчета): учебное пособие. - Томск: изд-во Том. гос. арх.-строит. ун-та, 2008, 256 с., с.201].
Дифференциал - механизм трансмиссии, обеспечивающий распределение подводимых крутящих моментов между выходными валами и позволяющий ведомым валам вращаться с неодинаковыми угловыми скоростями.
Дифференциал, таким образом, в отличие от упомянутых приводных электродвигателей в цепи постоянного тока (понижающий трансформатор, полупроводниковый выпрямитель, тиристорная схема управления), которые способствуют достижению простыми, доступными и дешевыми средствами поставленной цели - необходимого условия конструирования прямоточного волочильного стана - равного распределения вращающих моментов по приводным валам барабанов и перераспределения их излишков по всем приводным валам тяговых барабанов посредством противонатяжений.
Недостатками дифференциальной передачи крутящих моментов и угловых скоростей вращения является ее использование, как правило, в конструкциях трансмиссий приводов автомобильных транспортных средств. Кроме того, применение дифференциальной передачи возможно только между двумя волочильными барабанами, в результате чего волочильный стан получится только 2-кратным, не более, так как дифференциальная передача применима только между полуосями ведущих (задних) колес автомобиля.
Также известна «Раздаточная коробка с дифференциальным приводом» [Петров Г.Г., Удлер Э.И. Трансмиссия автомобилей (анализ конструкций, основы расчета): учебное пособие. - Томск: изд-во Том. гос. арх.-строит. ун-та, 2008, 256 с., с.143]. Раздаточная коробка предназначена для передачи и распределения крутящих моментов между ведущими мостами многоприводных автомобилей. По характеру деления силового потока раздаточные коробки могут быть: с блокированным приводом, с дифференциальным приводом, со смешанным приводом (применяются при наличии 3-х ведомых валов).
Этот аналог, при использовании его наряду с дифференциалом между полуосями ведущего моста, может размещаться между ведущими мостами, если их несколько и способен устранить 2-й недостаток: объединить попарно волочильные барабаны кинематически в единую прямоточную цепь. В результате этого, после исключения 1-го недостатка, касающегося области применения, получим многократный волочильный стан прямоточного типа.
Наиболее близкое по технической сущности устройство (прототип) - «Тяговое устройство волочильного стана» [Патент РФ №2029643, МПК B21C 1/14, 27.02.1995, Б.И. №6, С.А.Кузнецов, Э.А.Гарбер, А.А.Казанцев, К.Э.Гарбер]. Тяговое устройство волочильного стана включает раму, установленный в раме на подшипниках приводной вал, на его консольном конце жестко закреплен волочильный барабан, имеющий профилированную рабочую поверхность с галтелью. Рама снабжена полым, охватывающим приводной вал патрубком, а барабан снабжен дополнительной опорой, установленной на этом патрубке с помощью пары подшипников, симметрично размещенных по обе стороны оси галтели барабана.
Действительно, главным отличительным свойством данного известного изобретения является разделение характерных функций основного элемента приводного механизма волочильного стана - шпинделя барабана. 1-я его функция - передача барабану крутящего момента и угловой скорости для его вращения, то есть функция, благодаря которой шпиндель - элемент привода вращения барабана. 2-я функция - несущая, то есть шпиндель воспринимает и силовую нагрузку от натяжения проволоки.
Таким образом, согласно данному известному изобретению приводную функцию шпинделя играет приводной вал, а несущую - полый патрубок с дополнительной опорой барабана. Благодаря такому разделению функций оба элемента (вал и патрубок) выполнены с меньшей материалоемкостью из-за упрощения характера передаваемых и воспринимаемых нагрузок. Таким образом, приводной вал волочильного стана здесь нельзя назвать шпинделем, так как он передает только крутящий момент, а опорный патрубок играет только несущую функцию, подобную функции корпуса или рамы.
Недостатки «Тягового устройства волочильного стана» следующие:
- недостаточно хорошие технологические параметры процесса волочения;
- неприспособленность конструкции привода волочильного стана к изготовлению и эксплуатации в условиях малого предприятия;
- высокие затраты на изготовление волочильного стана за счет применения нестандартных узлов и деталей машин.
Задачи изобретения предполагают отказ от указанных недостатков, то есть приспособление конструкции привода волочильного стана к исследованию самой технологии волочения и совершенствованию этого процесса, а именно:
- улучшение технологических параметров процесса волочения;
- приспособление конструкции привода волочильного стана к его изготовлению и эксплуатации в условиях малого предприятия;
- снижение затрат на изготовление волочильного стана за счет применения готовых стандартных механизмов, узлов и деталей машин.
Задачи изобретения выполняются тем, что в многократном прямоточном волочильном стане для калибровки заготовок, включающем раму, закрепленный на ней опорный патрубок, установленный на патрубке между подшипниками тяговый барабан, связанный с приводным двигателем через коробку скоростей понижающий редуктор, связанный с тяговым барабаном выходной вал редуктора, согласно изобретению в качестве рамы использована рама автомобиля, в качестве понижающего редуктора использована главная передача автомобильной трансмиссии, в качестве выходного вала понижающего редуктора использована полуось трансмиссии автомобиля, в качестве коробки скоростей использована коробка перемены передач автомобиля, с 1-й полуосью автомобильной трансмиссии связан 1-й тяговый барабан, со 2-й полуосью автомобильной трансмиссии связан 2-й тяговый барабан, в качестве элемента, задающего траекторию проводки проволоки после схода с 1-го барабана к волочильному инструменту перед 2-м тяговым барабаном, использован ролик диаметром, равным ширине колеи автомобиля, ролик установлен с возможностью его свободного вращения, в качестве элемента, обеспечивающего равенство крутящих моментов на валах барабанов, применен дифференциальный механизм трансмиссии автомобиля.
Кроме того, в качестве элемента, обеспечивающего равенство крутящих моментов на каждой паре связанных дифференциалом барабанов, может быть применена раздаточная коробка с дифференциальным приводом от трансмиссии автомобиля.
Кроме того, тяговый барабан может быть выполнен ступенчатым с дифференциальной связью между ступенями.
Кроме того, элементы подвески автомобильной рамы на автомобильной трансмиссии могут быть заменены на более жесткие элементы.
Кроме того, в качестве автомобильной рамы может быть использован набор отдельных опор.
Многократный прямоточный волочильный стан для калибровки заготовок проиллюстрирован на фиг.1, 2.
На фиг.1 показан 2-кратный волочильный стан прямоточного типа, доступный для изготовления своими силами в условиях малого предприятия, упругие элементы подвески автомобильной рамы на трансмиссии заменены на более жесткие элементы, приводные полуоси волочильных барабанов связаны между собой дифференциальной передачей.
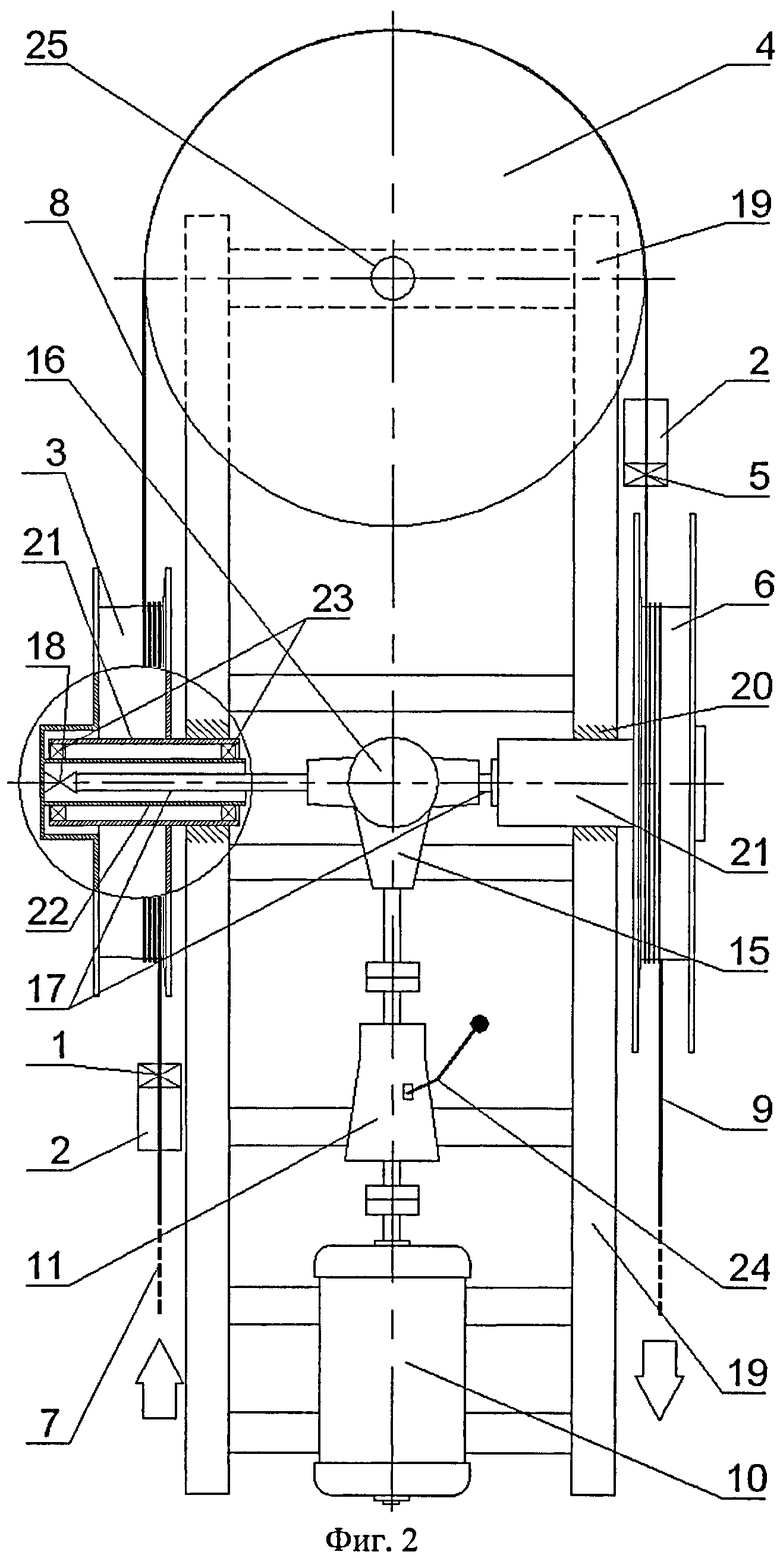
На фиг.2 показан 4-кратный прямоточный волочильный стан, доступный для изготовления в условиях малого предприятия, с дифференциальными передачами между парами полуосей барабанов и с дифференциальной раздаточной коробкой между дифференциалами пар волочильных барабанов.
На фигурах направление протяжки заготовки обозначено контурными стрелками.
Многократный прямоточный волочильный стан для калибровки заготовок выполнен таким образом, что:
- На раме закреплен опорный патрубок, на патрубке между подшипниками установлен барабан, он через коробку скоростей и понижающий редуктор связан с приводным двигателем, выходной вал редуктора связан с тяговыми барабанами через их полуоси и дифференциал между ними, причем в качестве рамы использована рама автомобиля, в качестве понижающего редуктора использована главная передача трансмиссии автомобиля, в качестве выходного вала понижающего редуктора использована полуось трансмиссии автомобиля, в качестве коробки скоростей использована коробка перемены передач автомобиля, в качестве элемента, обеспечивающего равенство крутящих моментов на валах тяговых барабанов, применен дифференциальный механизм трансмиссии автомобиля.
Действительно, перечисленные конструктивные признаки волочильного стана позволяют выполнить его из набора связанных между собой деталей, узлов и механизмов автомобильной трансмиссии, стандартных и готовых для применения в качестве составных частей привода барабанов волочильного стана, не подлежащих изготовлению [«Совмещение процессов очистки от окалины катанки и волочения проволоки в единой технологической линии», учебное пособие.- Череповец: ЧГИИ, 1996, С.А.Кузнецов, Э.А.Гарбер, с.40].
- При этом, поскольку в качестве элемента, обеспечивающего равенство крутящих моментов на валах барабанов, применен дифференциал трансмиссии автомобиля, волочильный стан при такой конструкции привода получается минимум 2-кратным с выполнением принципа прямоточности.
Действительно, если крутящие моменты на валах барабанов равны, то при условии равенства диаметров барабанов усилия волочения обоих барабанов также равны, причем излишки этих усилий будут распределяться между волоками этих барабанов в качестве противонатяжений при волочении.
- В качестве элемента, задающего равенство передаваемых крутящих моментов на связанных дифференциалом парах барабанов может быть применена раздаточная коробка с дифференциалом от автомобильной трансмиссии.
Действительно, при этом также выполняется принцип прямоточности и волочильный стан при таком приводе получится минимум 4-кратным.
- Кроме того, тяговый барабан может быть выполнен ступенчатым с дифференциальной связью между ступенями.
Действительно, при этом кратность волочильного стана будет возрастать на 1 с прибавлением каждой ступени и может быть доведена до любой желательной. При этом также будет выполняться принцип прямоточности, так как связь между ступенями дифференциальная и моменты между барабанами распределяются поровну.
- Элементы подвески автомобильной рамы на автомобильной трансмиссии могут быть заменены на более жесткие элементы.
Действительно, при этом при работе подвески рамы на элементах привода волочильных барабанов амортизирующий эффект автомобильной подвески будет вызывать лишь неудобства и будет излишним, так как условия работы волочильного стана, в отличие от условий работы автомобиля, стационарны.
- В качестве автомобильной рамы может быть использован комплект отдельных опор.
Действительно, когда конструкция волочильного стана не связана рамой автомобиля, ее присоединительными местами для подвески автомобильного шасси и другими важными параметрами рамы - жесткостью и прочностью будет обладать, например, комплект железобетонных выступов фундамента.
Многократный прямоточный волочильный стан для калибровки заготовок устроен следующим образом.
В случае, когда прямоточный волочильный стан для калибровки заготовок 4-кратный (фиг.1), в его устройства (приемный и промежуточные волочильные инструменты 1 со своими смазочными ваннами 2, приемный и промежуточные волочильные барабаны 3, обводной ролик 4, чистовой волочильный инструмент 5 также с мыльницей и чистовой волочильный барабан 6 заправлена исходная заготовка (катанка) 7, которая между 1-й и 2-й волоками является передельной заготовкой 8, а после чистовой волоки - готовой проволокой 9. Привод барабанов - трансмиссия автомобиля, включающая соединенную с электродвигателем 10 коробку скоростей 11, которая является коробкой перемены передач, карданный вал 12, раздаточную коробку 13 с дифференциальной передачей, понижающие редукторы 15, которые являются главными передачами, дифференциалы 16 и полуоси 77, причем к полуоси посредством шарнира 18 (фиг.2), передающего только крутящий момент, присоединен волочильный барабан. Вся эта автомобильная трансмиссия закреплена на автомобильной раме 19 посредством, например, сварочных швов 20, то есть более жестко, чем посредством амортизационных элементов обычной автомобильной подвески. Через эти сварочные швы технологические усилия (усилия волочения и противонатяжения), приложенные к барабанам через опорные патрубки 21, передаются раме. Крутящий момент от полуоси передается барабану через трубу 22, установленную в опорном патрубке на подшипниках 23, и полуоси, таким образом, разгружены, не воспринимают технологические нагрузки. Коробка скоростей имеет рычаг 24 переключения передач. Обводной ролик установлен на раме посредством оси 25 с возможностью его свободного вращения на этой оси.
Если прямоточный волочильный стан 2-кратный (фиг.2), то передача крутящих моментов на полуоси барабанов и связь между полуосями также осуществляется посредством дифференциального механизма 16.
Для удобства эксплуатации стана, при различных условиях помещения, рама 19 может быть установлена наклонно так, что обводной ролик 4 будет расположен горизонтально; кроме того, рама 19 может быть расположена вертикально, а оси барабанов 3, 6 могут занимать, например, горизонтальное или наклонное положения.
Многократный прямоточный волочильный стан для калибровки заготовок действует следующим образом.
В волочильный стан заправляют исходную заготовку (катанку) 7 (фиг.1); далее заготовка направляется в 1-й волочильный узел, состоящий, например, из сборной волоки 1 с гидродинамической подачей технологической смазки в деформационную зону, и смазочной ванны 2; далее заготовка попадает на приемный волочильный барабан 3; после 3-4 витков, достаточных для обеспечения усилия волочения за счет сил трения о барабан, передельная заготовка 8 поступает во 2-й промежуточный волочильный узел, также состоящий из смазочной ванны (мыльницы) 2 и установленного в волокодержателе волочильного инструмента 7; далее заготовка огибает свободно вращающийся на оси 25 обводной ролик 4, диаметр которого равен ширине колеи; далее передельная заготовка 8 аналогичным образом проходит через 3-й промежуточный волочильный инструмент 1 с мыльницей 2 и огибает 3-й промежуточный барабан 3, затем передельная заготовка 8 проходит чистовую калибрующую волоку 5 с мыльницей 2 и становится готовым откалиброванным изделием 9 (проволокой), имеющим точный диаметр, высокое качество поверхности и механические свойства заданного уровня. Далее готовая проволока 9 может накапливаться на чистовом барабане 6 или направляться на намоточный аппарат (не показан). При этом вся необходимая для протяжки проволоки мощность передается от электродвигателя 10 через автомобильную коробку 11 перемены передач (при помощи рычага 24 нужную передачу, в зависимости от требуемой скорости волочения, устанавливают заранее) и карданный вал 12 на раздаточную коробку 13, в состав которой входит дифференциальный механизм, благодаря которому крутящие моменты распределяются поровну между ведущими мостами, состоящими из полуосей 17 привода приемного 3 и чистового 6 барабанов (нижний мост), а также полуосей 17 привода промежуточных 3 барабанов (верхний мост). При этом полуоси 77 через крутящие шарниры 18 (фиг.2) передают барабанам 3, 6 только крутящие моменты, что разгружает полуоси 17. Технологические же нагрузки на барабаны 3, 6 передаются раме 19, минуя полуоси 17 через опорные трубы 22, подшипники 23 и опорные патрубки 21 и жесткие сварные соединения 20.
Таким образом, появляется возможность создания своими силами или в условиях малого предприятия, например, проблемной лаборатории при вузе, многократного волочильного стана, причем это - стан прямоточного типа, то есть такой, что может обеспечить самые технологичные условия процесса волочения - волочение с задаваемым и контролируемым противонатяжением.
На приемном и промежуточных переходах противонатяжение обеспечит, при использовании, например, сборной волоки с гидродинамической подачей технологической смазки в деформационную зону зазорами напорной секции и с внутренними противонатяжениями между обжимающими фильерами рабочей секции. Это обеспечит обжатия, близкие к предельным при сохранении микрорельефа поверхности передельной заготовки, эффективно захватывающего и увлекающего смазку в деформационную зону.
На чистовом переходе волочильный стан прямоточного типа обеспечит достаточно высокую чистоту поверхности готовой проволоки, минимальное деформационное упрочнение металла и точные форму и размер ее сечения.
Стан прямоточный, и рабочая поверхность барабана - только галтель. На ней намотано лишь 4-5 витков, не более, и этим достигается экономия металла на изготовление барабана и высокая компактность такого стана. При этом галтель барабана расположена симметрично опорным подшипникам 23, и технологические нагрузки на них снижены, так как распределены поровну.
Таким образом, предлагаемое изобретение во всей совокупности своих конструктивных признаков, основанных на передовых технологиях, повысит энергосбережение более эффективным и экономичным процессом волочения.
Кроме того, заявленная схема многократного прямоточного волочильного стана для калибровки длинномерных цилиндрических заготовок позволит заказчику изготавливать и использовать его в условиях малого предприятия.
Кроме того, это позволит вести в малом предприятии исследовательскую работу по изучению, совершенствованию и испытаниям новых технологий и оборудования для их реализации в условиях, близких к промышленным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прямоточный волочильный стан для грубо-среднего волочения проволоки | 2019 |
|
RU2741395C2 |
| Система управления электроприводом прямоточного стана многократного волочения | 1978 |
|
SU749480A1 |
| ПРЯМОТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН | 1998 |
|
RU2144854C1 |
| Способ настройки прямоточного стана и устройство для его осуществления | 1975 |
|
SU620293A1 |
| Способ управления многократным прямоточным волочильным станом | 1986 |
|
SU1632535A1 |
| Барабанный волочильный стан | 1989 |
|
SU1741946A1 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| ЛИНИЯ ОЧИСТКИ ОТ ОКАЛИНЫ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1990 |
|
RU2068313C1 |
| Прямоточный двухкратный волочильный стан | 1959 |
|
SU131322A1 |
Изобретение относится к волочильному и калибровочному производству. Многократный прямоточный волочильный стан для калибровки заготовок, включает раму, закрепленные на ней опорные патрубки, установленные на патрубках в подшипниках по меньшей мере два тяговых барабана с приводом от двигателя с понижающим редуктором и коробкой скоростей и установленные перед ними волочильные инструменты. Улучшение технологических параметров волочения в сочетании с возможностью изготовления и эксплуатации стана в условиях малого предприятия при низких затратах обеспечивается за счет того, что в качестве рамы использована рама автомобиля, а в качестве привода барабанов - связанные между собой детали, узлы и механизмы автомобильной трансмиссии, при этом в качестве понижающего редуктора использована главная передача трансмиссии автомобиля, 1-я и 2-я полуоси которой являются выходными валами понижающего редуктора, а коробка скоростей выполнена в виде коробки перемены передач автомобиля, при этом 1-й тяговый барабан соединен с 1-й полуосью, а 2-й тяговый барабан - со 2-й полуосью посредством шарниров, с возможностью передачи полуосями крутящего момента и с обеспечением равенства крутящих моментов на валах тяговых барабанов посредством дифференциального механизма трансмиссии автомобиля, причем между тяговыми барабанами установлен с возможностью свободного вращения обводной ролик, задающий траекторию проволоки от 1-го тягового барабана к волочильному инструменту, расположенному перед 2-м тяговым барабаном, элементы трансмиссии закреплены на раме сварными соединениями, а на опорных патрубках установлены опорные трубы для передачи технологических нагрузок от барабанов на раму. 2 з.п. ф-лы, 2 ил.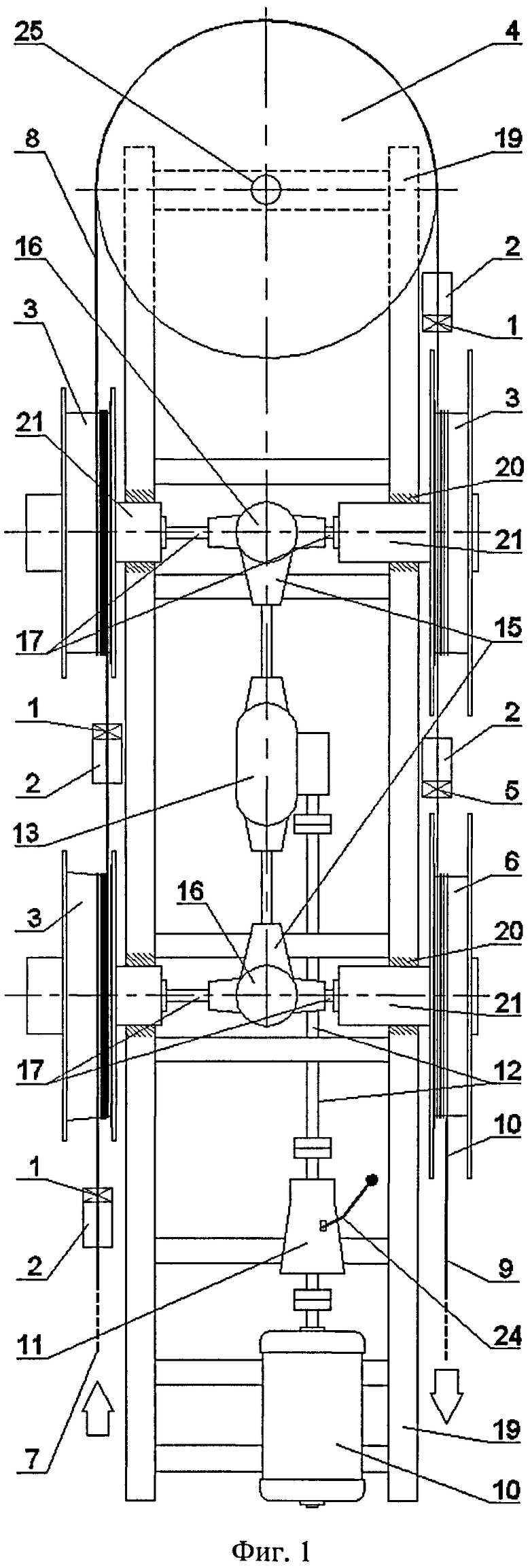
1. Многократный прямоточный волочильный стан для калибровки заготовок, включающий раму, закрепленные на ней опорные патрубки, установленные на патрубках в подшипниках по меньшей мере два тяговых барабана с приводом от двигателя с понижающим редуктором и коробкой скоростей и установленные перед ними волочильные инструменты, отличающийся тем, что в качестве рамы использована рама автомобиля, а в качестве привода барабанов - связанные между собой детали, узлы и механизмы автомобильной трансмиссии, при этом в качестве понижающего редуктора использована главная передача трансмиссии автомобиля, 1-я и 2-я полуоси которой являются выходными валами понижающего редуктора, а коробка скоростей выполнена в виде коробки перемены передач автомобиля, при этом 1-й тяговый барабан соединен с 1-й полуосью, а 2-й тяговый барабан - со 2-й полуосью посредством шарниров, с возможностью передачи полуосями крутящего момента и с обеспечением равенства крутящих моментов на валах тяговых барабанов посредством дифференциального механизма трансмиссии автомобиля, причем между тяговыми барабанами установлен с возможностью свободного вращения обводной ролик, задающий траекторию проволоки от 1-го тягового барабана к волочильному инструменту, расположенному перед 2-м тяговым барабаном, элементы трансмиссии закреплены на раме сварными соединениями, а на опорных патрубках установлены опорные трубы для передачи технологических нагрузок от барабанов на раму.
2. Волочильный стан по п.1, отличающийся тем, что он содержит несколько пар тяговых барабанов с обеспечением равенства крутящих моментов на каждой паре посредством раздаточной коробки с дифференциальным приводом от автомобильной трансмиссии.
3. Волочильный стан по п.1, отличающийся тем, что тяговые барабаны выполнены ступенчатыми с дифференциальной связью между ступенями.
| ТЯГОВОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1993 |
|
RU2029643C1 |
| ПРЯМОТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН | 1998 |
|
RU2144854C1 |
| Привод волочильного стана | 1981 |
|
SU944702A1 |
| Стан мокрого волочения проволоки без скольжения | 1979 |
|
SU977080A1 |
| GB 1403790 A, 28.08.1975 | |||

