Изобретение относится к устройствам для формования крупногабаритных сложнопрофильных изделий из композиционных материалов или керамики, например из водных шликеров.
Известно устройство для формования керамических изделий, содержащее матрицу, сердечник в виде эластичной оболочки, механизм деформирования оболочки и обеспечения подпитки (авторское свидетельство СССР №1570900, МКИ B28B 1/26). Недостатком известного устройства является то, что сердечник не обеспечивает равномерное заполнение формы, в результате чего стенки изделия могут быть неодинаковой толщины. Кроме того, заполнение формы шликером идет достаточно медленно и компоненты, имеющие больший удельный вес, оседают вниз, при этом структура получаемого изделия становится неоднородной. Причиной является достаточно большая вязкость шликера, и последовательность заполнения формы им является непредсказуемой.
Известно устройство для формования керамических изделий из водных шликеров, содержащее матрицу, сердечник, узлы для их соосной установки, устройство подпитки. Наружная поверхность сердечника имеет покрытие из деформируемого гидрофобного материала, что позволяет компенсировать усадку изделия в процессе подсушки (патент РФ №2191688, B28B 1/26, 2000 г.).
Недостатком известного устройства является то, что деформируемое покрытие сердечника не обеспечивает одинаковую толщину и однородность стенки изделия. Из-за большой вязкости шликера заполнение происходит медленно и неравномерно. В результате нет стабильности и однородности стенок изделия.
Наиболее близким по конструкции является устройство для формования сложнопрофильных керамических изделий из водных шликеров, содержащее влагопоглощающую матрицу, сердечник, узлы для взаимной соосной установки и подпитки (Патент РФ №2257291 B28B 1/26, 2003 г.).
Недостатком известного устройства является то, что при использовании густых водных шликеров или композиционных материалов с малым содержанием связующего вещества заполнение формы идет медленно и неравномерно. Пройдя нижнее питающее устройство, густая смесь обычно отклоняется в сторону и сразу поднимается вверх до конца формы, при этом могут образовываться воздушные пузыри, пустоты и т.д. Особенно сложно изготавливать тонкостенные изделия, имеющие двойную кривизну. Стенка изделия может быть неравномерной по плотности заполнения.
Техническим результатом изобретения является повышение качества изделий за счет снижения коэффициента трения используемой смеси (шликера) о стенки матрицы и сердечника.
Технический результат достигается тем, что устройство для формования изделий, содержащее матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, снабжено дисковой мембраной, закрепленной на матрице при помощи узла соосной установки, и балкой арочного типа, которая своими боковыми сторонами закреплена на верхней плоскости дисковой мембраны, а также вибратором с рабочим наконечником, установленным соосно сердечнику, корпус которого жестко закреплен на балке, а рабочий наконечник упирается в мембрану в центральной ее точке, при этом торец сердечника жестко закреплен в центре нижней плоскости дисковой мембраны, а его наружная поверхность выполнена с продольными канавками, причем высота h и шаг s канавок равны 1/200D, где D - диаметр сердечника.
Технический результат достигается за счет того, что в процессе заполнения формы в зависимости от вязкости и консистентности используемой смеси (шликера) генератором задаются необходимые частота (до 20 кГц) и амплитуда колебаний рабочего наконечника вибратора, а следовательно, и сердечника. Подаваемая в форму смесь легко заполняет ее полости, поскольку при вибрации снижается коэффициент трения между подаваемой смесью, сердечником и матрицей. Частота и амплитуда колебаний могут изменяться в широких пределах, вплоть до ультразвуковой. Продольные канавки позволяют по ним легко проходить жидкой фазе смеси (воде, полимеру, связующему) и создавать жидкостное трение. В результате существенно повышается производительность устройства, равномерность заполнения формы и качество получаемого изделия. Соотношение высоты h и шага s канавок 1/200D, где D - диаметр сердечника, является оптимальным. Так, например, при диаметре сердечника D=1000 мм высота канавок h=5 мм и шаг s=5 мм достаточны и оптимальны при работе с наиболее широко используемыми составами водных шликеров и композиционных материалов. Если канавки сделать меньшей высоты и шага, то они забиваются шликером и эффект перемещения шликера по ним резко снижается. Если канавки сделать большей высоты и шага, то они останутся на готовом изделии и их придется в дальнейшем удалять механическим способом - чем больше высота канавок, тем более трудоемок процесс обработки. Канавки в поперечном сечении могут быть треугольной или овальной формы. В процессе дальнейшей обработки канавки с внутренней поверхности изделия при необходимости удаляются шлифованием.
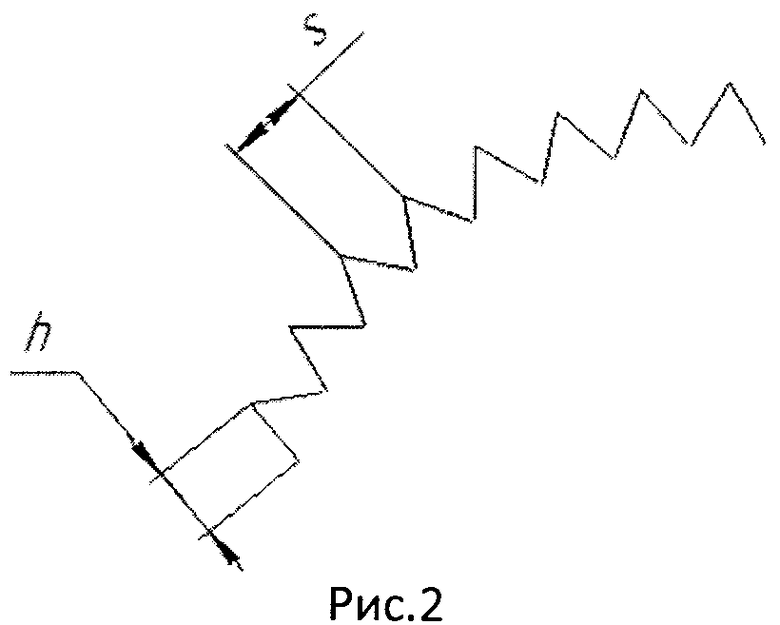
На рис.1 представлен общий вид устройства; на рис.2 - пример поперечного разреза канавок сердечника.
Устройство для формования изделий содержит матрицу 1, сердечник 2, узел их соосной установки 3 (например, в виде центрирующих болтов, штифтов и т.п.), узел подпитки 4. Устройство снабжено дисковой мембраной 5, закрепленной на матрице 1 при помощи узла сосной установки 3. На нижней плоскости дисковой мембраны 5 в центральной точке жестко закреплен торец сердечника 2. На верхней плоскости дисковой мембраны 5 своими боковыми сторонами закреплена балка 6 арочного типа. Между балкой 6 и верхней плоскостью дисковой мембраны 5 соосно сердечнику 2 установлен вибратор 7 с рабочим наконечником 8. Корпус вибратора 7 жестко закреплен на балке 6, а рабочий наконечник 8 упирается в мембрану 5 в центральной ее точке, взаимодействуя с ней. Вибратор 7, сердечник 2 и матрица 1 установлены соосно. Наружная поверхность сердечника 2 выполнена с продольными канавками 11, причем высота h и шаг s канавок равны 1/200D, где D - диаметр сердечника. Вибратор 7 через усилитель 9 электрически подключен к генератору колебаний 10.
Устройство работает следующим образом.
Устройство собирают согласно представленной схеме на рис.1. Через узел подпитки 4, в полость между матрицей 1 и сердечником 2 подают смесь необходимого состава (водный шликер при изготовлении керамических изделий или наполнитель со связующим при изготовлении композиционных материалов). На вибратор 7 подают электрический ток, и его рабочий наконечник 8 передает вибрации на мембрану 5 и, соответственно, сердечник 2. Сердечник 2 совершает возвратно-поступательные колебания вдоль своей оси, которые передаются и смеси, заполняющей полость. При этом, подобрав оптимальную частоту и амплитуду колебаний в зависимости от вязкости и консистентности смеси, можно значительно снизить коэффициент трения между смесью, сердечником 2 и матрицей 1. Смесь свободно поднимается вверх, равномерно заполняя полость и формируя будущее изделие. Жидкая фаза смеси легко поднимается по продольным канавкам 11, обеспечивая жидкое трение. Использование устройства позволяет получать «плотную упаковку» смеси, формирующей изделие. В зависимости от вида смеси, матрица может быть влагопоглощающая, со специальными покрытиями и т.д., а в верхней части формы может быть размещен дополнительный узел подпитки, датчик заполнения полости, выпор и т.д. После заполнения полости вибратор 7 выключают, при необходимости делают выдержку в течение определенного времени, затем форму разбирают и извлекают изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА | 2014 |
|
RU2578237C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| Способ формования керамических заготовок | 2021 |
|
RU2759878C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2325990C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2359939C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК С ПОДНУТРЕНИЕМ | 2007 |
|
RU2359940C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2242359C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2009 |
|
RU2387537C1 |
Изобретение относится к устройствам для формования крупногабаритных сложнопрофильных изделий из композиционных материалов или керамики, например из водных шликеров. Устройство для формования изделий содержит матрицу, сердечник, узлы для их взаимной соосной установки и подпитки. При этом устройство снабжено дисковой мембраной, закрепленной на матрице при помощи узла соосной установки, и балкой арочного типа, которая своими боковыми сторонами закреплена на верхней плоскости дисковой мембраны. Кроме того, устройство снабжено вибратором с рабочим наконечником, установленным соосно сердечнику, корпус которого жестко закреплен на балке. Причем рабочий наконечник упирается в мембрану в центральной ее точке. При этом торец сердечника жестко закреплен в центре нижней плоскости дисковой мембраны, а его наружная поверхность выполнена с продольными канавками. Причем высота h и шаг s канавок равны 1/200D, где D - диаметр сердечника. Техническим результатом является повышение качества получаемых изделий за счет снижения коэффициента трения используемой смеси (шликера) о стенки матрицы и сердечника. 2 ил.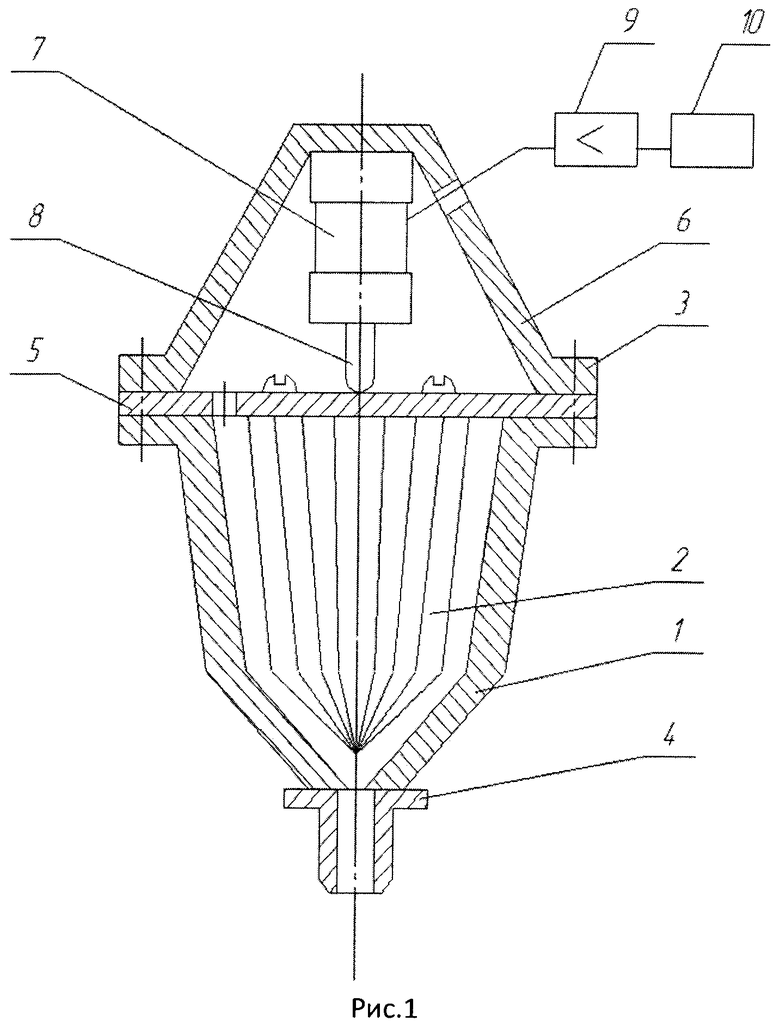
Устройство для формования изделий, содержащее матрицу, сердечник, узлы для их взаимной соосной установки и подпитки, отличающееся тем, что устройство снабжено дисковой мембраной, закрепленной на матрице при помощи узла соосной установки, и балкой арочного типа, которая своими боковыми сторонами закреплена на верхней плоскости дисковой мембраны, а также вибратором с рабочим наконечником, установленным соосно сердечнику, корпус которого жестко закреплен на балке, а рабочий наконечник упирается в мембрану в центральной ее точке, при этом торец сердечника жестко закреплен в центре нижней плоскости дисковой мембраны, а его наружная поверхность выполнена с продольными канавками, причем высота h и шаг s канавок равны 1/200D, где D - диаметр сердечника.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2257291C1 |
| Устройство для изготовления бетонных изделий | 1972 |
|
SU458448A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ РАСПЫЛИТЕЛЬНОГО УСТРОЙСТВА С РАЗНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭФФЕКТАМИ НА РАЗНЫХ УЧАСТКАХ И РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2021 |
|
RU2802652C1 |

