Изобретение относится к металлообработке и преимущественно может быть использовано при изготовлении изделий типа втулок дорнованием.
Целью изобретения является расширение технологических возможностей за счет проталкивания детали в процессе обработки сквозь неподвижный дорн посредством СОЛ{.
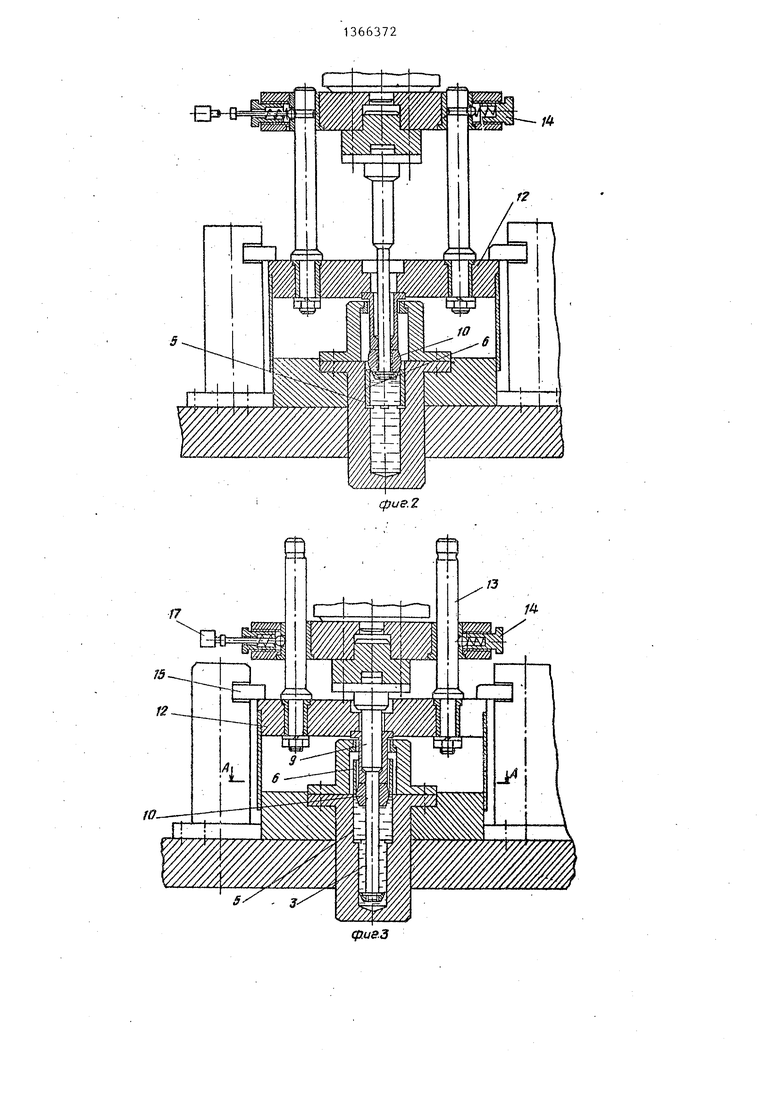
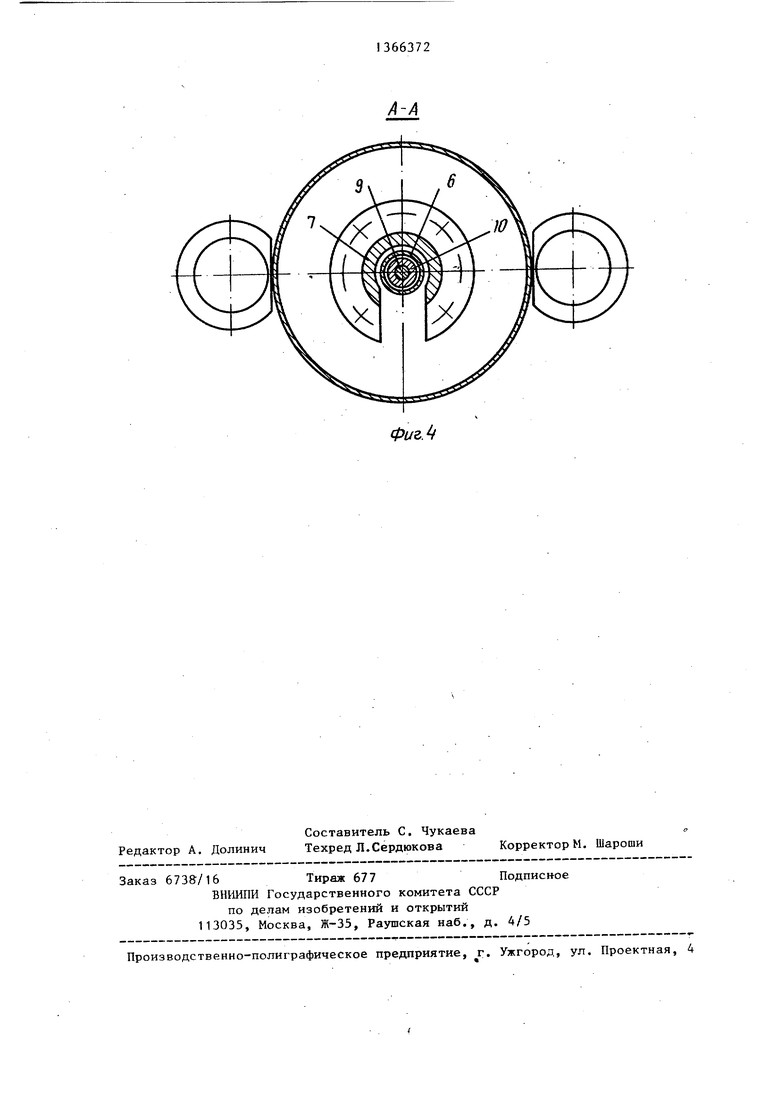
На фиг, 1 изображено устройство для дорнования изделий типа втулок в исходном положении, продольный разрез; на фиг. 2 - устройство для дорнования изделий типа втулок в начале дорнования, продольный разрез; на фиг. 3 - то же, в конце процесса дорнования; на фиг. 4 - сечение А-А на фиг. 3.
Устройство для дорнования изделий типа втулок содержит установленный на столе станКа корпус 1, в котором закреплена втулка 2, содержащая камеру для СОЖ 3, опору 4 и матрицу 5 дл изделия 6. На втулке 2 к корпусу 1 посредством кронштейна 7 установлена верхняя опора 8. В штоке станка за- креплена оправка 9 для дорна 10 посредством распорной втулки 11, траверсы 12, скалок 13 и подпружиненных фиксаторов 14, связанного со штоком станка. Устройство для дорнования изделий типа втулок содержит упоры 15, установленные в кронштейнах 16 и выполненные с возможностью радиального перемещения от приводного механизма (не показан), включаемого посредетво датчика 17, взаимодействующего с одним из подпружиненных фиксаторов 14. Устройство для дорнования снабжено механизмом автоматической загрузки и выгрузки изделий и устройством для подвода СОЖ, которые не показаны.
Устройство работает следующим образом,
В исходном положении механизм загрузки через паз в кронштейне 7 посылает заготовку изделия 6 в гнездо матрицы 5 и возвращается в исходное положение. Камера 3 заполнена смазы- вающе-охлаждающей жидкостью. Шток станка перемещается вниз, перемещая траверсу 12 вместе с ДорНом 10 до упора последнего в верхнюю внутреннюю кромку заготовки изделия 6, Усилия фиксаторов 14 достаточно для радиальной деформации заготовки 6 до ликвидации зазора между наружной поверхностью заготовки и внутренней
f
0
поверхностью матрицы 5, При дальнейшем движении штока вниз шарики фиксаторов 14 выходят из кольцевых кана- вок в скалках 13 и датчи 17 дает команду на перемещение упоров 15, которые стопорят траверсу 12 от перемещения вверх. При дальнейшем перемещении штока станка вниз он перемещает только оправку 9, которая создает давление СОЖ в камере 3, достаточное для выполнения работ по деформации изделия и по перемещению его вверх из матрицы 5, После выхода изделия 6 из матрицы 5 давление СОЖ в камере 3 падает и дорн 10 вместе с траверсой 12 получают возможность перемещения вниз. Упоры 15 освобождаются от нагрузки и разводятся,Шток станка начинает перемещаться вверх, при этом готовое изделие 6 увлекается дорном 10 до верхней опоры 8 и обратным ходом штока производится калибрование отверстия в изделии 6, В конце 5 калибрования механизм выгрузки подводится под изделие 6 и извлекает последнее из зоны обработки, С возвратом штока в крайнее верхнее положение цикл закончен. В камеру 3 доливается 0 СОЖ и цикл повторяется,
, Предложенное устройство ,для дорнования изделий типа втулок позволяет на маломощных прессах и протяжных станках производить дорнование широ- 2с кого диапазона размеров, используя один дорнующий элемент, т,е. расщиря- ет технологические возможности протяжных станков и прессов, Формулй. изобретения 0 Устройство для дорнования деталей, содержащее корпус с размещенными в нем камерой для СОЖ, матрицей и верхней опорой, а также дорн, установленный на оправке, связанной со штоком 45 станка, отличающееся тем, что, с целью расширения технологических возможностей за счет проталкивания детали в процессе обработки сквозь неподвижный дорн посредством СОЖ, оно снабжено установленной с возможностью взаимодействия с одним из торцов дорна траверсой с распорной втулкой, скалками и пружинными фиксаторами для соединения траверсы с штоком станка и размещенными в корпусе кронштейнами с подвижными упорами для фиксации, траверсы, а Дорн установлен на оправке с возможностью осевого перемещения.
50
55
/7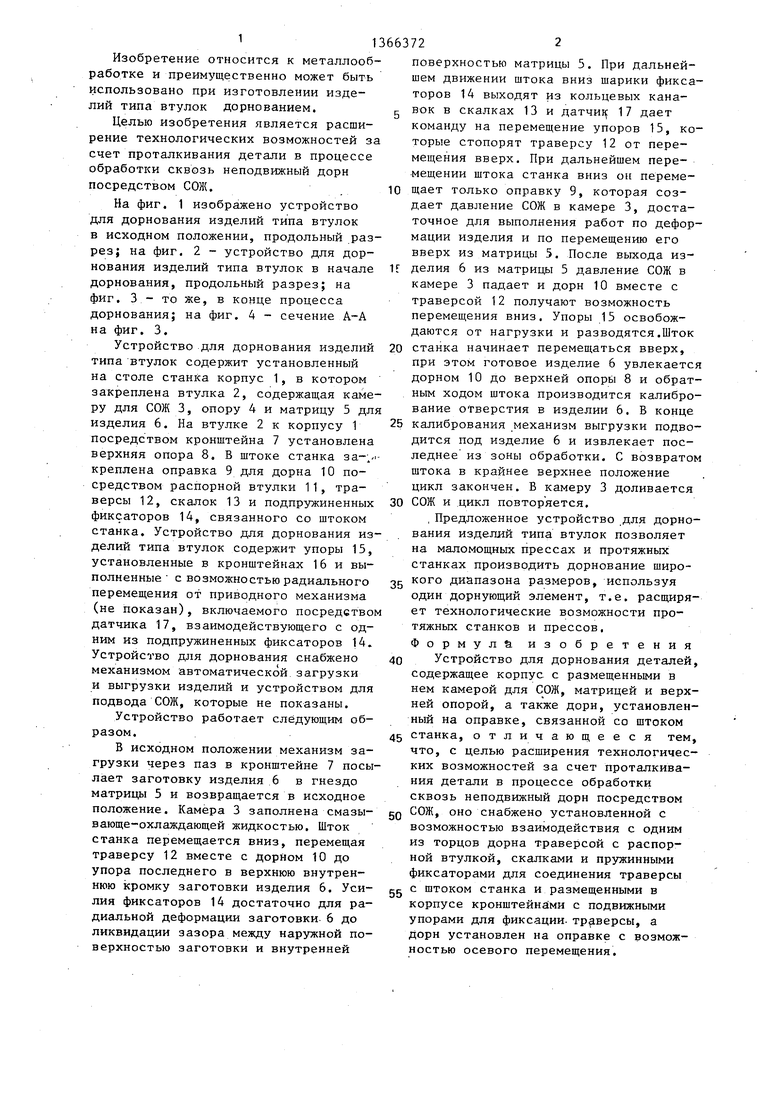
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования деталей | 1987 |
|
SU1504073A1 |
| Устройство для обработки деталей типа втулок | 1989 |
|
SU1776226A3 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2013 |
|
RU2541204C1 |
| Устройство для протягивания | 1986 |
|
SU1421475A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2001 |
|
RU2198073C2 |
| Устройство для протягивания отверстий | 1987 |
|
SU1437164A1 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2074808C1 |
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |

Изобретение относится к области машиностроения, в частности к устройствам для дорнования деталей, и может быть использовано при обработке отверстий пластическим деформированием. Целью изобретения являете расширение технологических возможностей за .счет проталкивания детали в процессе обработки сквозь неподвижный дорн посредством СОЖ. Для этого устройство снабжается траверсой с распорной втулкой, которая контактирует с одним из торцов дорна, скалками и пружинными фиксаторами, соединяющими траверсу с штоком станка, а также кронштейнами с подвижными упорами для фиксации траверсы. Дорн устанавливается на оправке, связанной со штоком станка, и имеет возможность осевого перемещения. При обработке шток станка с зафиксированными относительно друг друга оправкой и траверсой совершает движение в сторону детали, установленной в матрице с камерой для СОЖ, Дорн, упираясь в верхний торец детали, своим рабочим конусом через распорную втулку передает усилие на траверсу и скалки. Шариковые подпружиненные фиксаторы выходят из скалок и шток с оправкой продолжает свое перемещение при неподвижных траверсе и дорне. Оправка взаимодействует с СОЖ, находящейся в камере матрицы, и создает давление, достаточное для дорнования и перемещения штока вверх из матрицы в направлении дорна. Усилие дорнования воспринимается дорном, распорной втулкой и траверсой, зафиксированной подвижными упорами кронштейнов корпуса. 4 ил. с (Л
фие.1
/7
/4
cpus.2
Фиг.
| Монченко В.П, Эффективная технология обработки полых цилиндров | |||
| М.: Машиностроение, 1980, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| СПОСОБ ОЧИЩЕНИЯ СУЛЬФО-АРОМАТИЧЕСКИХ ЖИРНЫХ КИСЛОТ | 1922 |
|
SU1116A1 |
