Изобретение относится к области литейного производства, в частности к дозированной загрузке шихтовых материалов в ванные плавильные печи для плавки цветных металлов, преимущественно алюминиевых ломов.
Известен аналог - система загрузки печи для обработки алюминия (источник информации патент США №5032173, МКИ 5 F27B 1/20, C22B 7/00), содержащая, как и в заявленной установке для загрузки шихты в металлургическую печь (далее установка для загрузки шихты), платформу и загрузочный узел, снабженный выталкивателем, который сталкивает металл в печь. В заявленном устройстве только платформа имеет 5 колес, снабжена приводом поворота платформы, а роль выталкивателя выполняет устройство для сталкивания шихты в печь, состоящее из пневмоцилиндра, приваренного к двум обоймам-стойкам, которые крепятся к платформе, штока пневмоцилиндра с закрепленной на его конце плитой, кронштейна, поддерживающего и направляющего шток.
Недостатки заключаются в том, что:
- в системе загрузки печи для обработки алюминия нет устройства для взвешивания шихты;
- система громоздкая и сложная в обслуживании и управлении.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - установка для загрузки шихты (источник информации В.И. Врублевский и др. Дозирование литейных материалов. Киев: Наукова думка, 1973, стр.37-38), содержащая, как и заявленном устройстве, ленточный конвейер, состоящий из прорезиненной ленты, огибающей приводной и натяжной барабаны, бункер.
Недостатки заключаются в том, что:
- в установке для загрузки шихты нет устройства для взвешивания шихты;
- низкая эксплуатационная надежность питателя.
Ввиду указанных выше недостатков установка для загрузки шихты не может обеспечить решение технической задачи.
Ближайшим аналогом (прототипом) является установка для загрузки шихты в металлургическую печь (источник информации патент РФ №2231724), содержащая раму, на которой установлена подставка под бункер, механизм подачи шихты в печь. В заявленном устройстве имеется рама (обойма, к которой приварены четыре бункера, причем обойма опирается на шесть опор, закрепленных фундаментными болтами в бетонном полу шихтового двора). Так же как и в заявленной установке для загрузки шихты имеется механизм (устройство) подачи шихты в печь.
Недостатки заключаются в том, что:
- в установке для загрузки шихты нет устройства для взвешивания шихты;
- транспортерная лента и привод изменения направления движения транспортерной ленты работают в зоне высоких температур (вырывающихся газов из печи), поэтому их срок службы, скорей всего, будет небольшим. Из-за перечисленных выше недостатков невозможно получить технический результат.
Задачей изобретения является создание надежной с высокой степенью механизации конструкции установки для загрузки шихты в металлургическую печь, имеющей: передвижную платформу с закрепленной на ней технологической тарой, приводом поворота передвижной платформы с закрепленной на ней технологической тарой, устройством для сталкивания шихты в печь, устройством для взвешивания шихты. Также в конструкции должно быть предусмотрено устройство загрузки шихты в технологическую тару.
Технический результат - разработанная установка для загрузки шихты является надежной с высокой степенью механизации конструкцией, имеющей: передвижную платформу с закрепленной на ней технологической тарой, привод поворота передвижной платформы с закрепленной на ней технологической тарой, устройство для сталкивания шихты в печь, устройство для взвешивания шихты, кроме того, имеется устройство для загрузки шихты в технологическую тару.
Указанный технический результат достигается за счет того, что в установку для загрузки шихты, содержащую раму, на которой установлен бункер с шихтовыми материалами, механизм подачи шихты в печь, согласно предлагаемому изобретению введено устройство для взвешивания шихты. Устройство для взвешивания шихты состоит: из кожуха, который фиксируется четырьмя упорами, закрепленными на стальной верхней плите передвижной платформы, размещенных в кожухе тензометрических весов, выносного цифрового табло, установленного сбоку на стальной верхней плите передвижной платформы. Устройство для взвешивания шихты позволяет оперативно контролировать по выносному цифровому табло вес компонентов загружаемой шихты (например, моторный лом, бытовой лом, кремний и т.д. при переплавке алюминиевых ломов). Тензометрические весы имеют предел измерения от 0 до 3 тонн и позволяют взвешивать любую шихту весом до 3 тонн.
При этом в состав установки для загрузки шихты вводится передвижная платформа с закрепленной на ней технологической тарой и приводом поворота передвижной платформы с закрепленной на ней технологической тарой, который состоит из колонны, вращающейся в двух подшипниках качения и имеющей приваренный диск, шарнирно соединеный со штоком гидроцилиндра, закрепленного на сварной подставке, кроме того, к колонне приварены две трубы, имеющие две поддерживающие опоры с приваренными в нижней части катками, а концы двух труб приварены к передвижной платформе.
Следует отметить, что технологическая тара имеет длину 2400 мм, ширину со стороны толкателя 1150 мм, со стороны печи 1180 мм, высоту 770 мм, в нижней части имеет четыре приваренных кронштейна с отверстиями, при этом ее устанавливают на четыре специальных болта, закрепленных в верхней стальной плите передвижной платформы, и крепят четырьмя гайками и четырьмя пружинными шайбами.
При этом передвижная платформа снабжена пятью большегрузными поворотными колесами с пневматическими шинами и стальными дисками, диаметр колес 570 мм. Каждое колесо вращается в шариковом подшипнике, кронштейн выполнен из стали и имеет вверху приваренный к нему вал, который вставляется в плиту, а плита крепится четырьмя болтами к стальной нижней плите передвижной платформы. Большегрузные поворотные колеса придают маневренность, облегчают управление и придают легкость хода передвижной платформе. Грузоподъемность передвижной платформы составляет 3 тонны.
Кроме того, введено устройство для сталкивания шихты в печь, состоящее из пневмоцилиндра, приваренного к двум обоймам-стойкам, которые крепятся к стальной верхней плите передвижной платформы восьмью гайками и восьмью пружинными шайбами, кроме того, шток пневмоцилиндра поддерживает и направляет кронштейн, а на конце штока закреплена стальная плита сталкивающая шихту с технологической тары в печь. Пневмоцилиндр имеет размеры: диаметр внутренний 320 мм, диаметр штока 80 мм, диаметр отверстий для подвода воздуха 1 дюйм, площадь поршня в правой полости 754 см2, левой полости 804 см2, а длина хода поршня 2400 мм. Передвижная платформа с находящимся на ней устройством для сталкивания шихты в печь делает установку для загрузки шихты надежной, так как ответственные узлы и механизмы не подвержены действию высоких температур при загрузке шихты, как в прототипе (транспортерная лента подвержена действию вырывающихся газов из завалочного окна печи).
Вместе с тем в состав установки для загрузки шихты вводится устройство для загрузки шихты в технологическую тару, которое состоит из ленточного конвейера желобчатой формы, четырех бункеров, расположенных над ленточным конвейером, снабженных челюстными затворами и пневмовибраторами, обоймы и шести опор, закрепленных фундаментными болтами в бетонном полу шихтового двора. В бункерах находится измельченный промышленный, бытовой лом, кремний и другие добавки. Предложенная конструкция установки для загрузки шихты отличается надежностью и высокой степенью механизации.
На представленных четырех фигурах изображена установка для загрузки шихты, а также ее отдельные устройства.
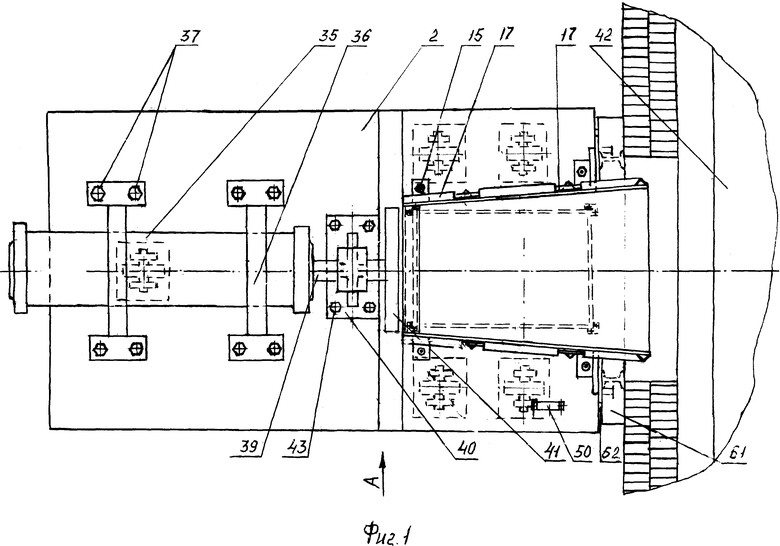
На фиг.1 - Вид в плане передвижной платформы.
На фиг.2 - Вид А передвижной платформы.
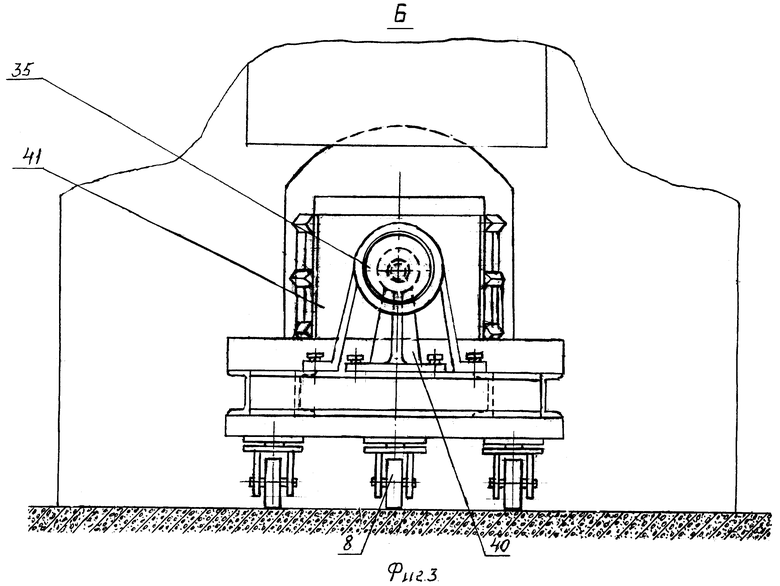
На фиг.3 - Вид Б передвижной платформы.
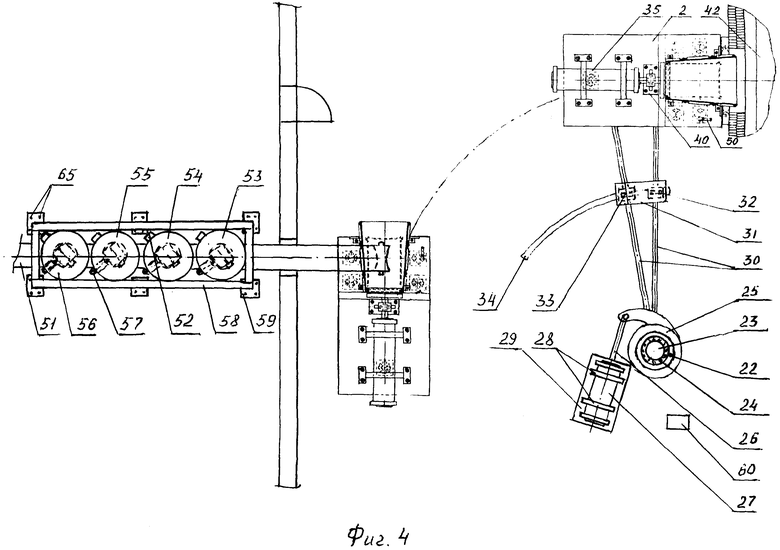
На фиг.4 - Вид в плане установки для загрузки шихты.
Предлагаемая конструкция установки для загрузки шихты в металлургическую печь состоит: из передвижной платформы с закрепленной на ней технологической тарой, привода поворота передвижной платформы с закрепленной на ней технологической тарой, устройства для сталкивания шихты в печь, устройства для взвешивания шихты, а также устройства загрузки шихты в технологическую тару. Установка для загрузки шихты предназначена преимущественно для дозированной загрузки шихтовых материалов в ванные плавильные печи для плавки цветных металлов, в особенности алюминиевых ломов.
Основным элементом конструкции установки для загрузки шихты является передвижная платформа, которая состоит из стальной нижней плиты 1 и стальной верхней плиты 2, между которыми находятся швеллеры 3 №24 и швеллеры 4 №20 (фиг.1, 2, 3). Крепление швеллеров 3, 4 к стальной нижней плите 1 и стальной верхней плите 2 осуществляется болтами 5, пружинными шайбами 6 и гайками 7. Передвижная платформа снабжена пятью большегрузными поворотными колесами 8 с пневматическими шинами и стальными дисками 9, диаметр колес 570 мм. Каждое колесо 8 вращается в шариковом подшипнике (не показано), кронштейн 10 выполнен из стали и имеет вверху приваренный к нему вал 11, который вставляется в плиту 12 и может совершать в ней вращательные движения. Плита 12 крепится четырьмя болтами (не показано) к стальной нижней плите 1 передвижной платформы. Большегрузные поворотные колеса 8 придают маневренность, облегчают управление и придают легкость хода передвижной платформе. Грузоподъемность передвижной платформы составляет 3 тонны. На стальной верхней плите 2 передвижной платформы находится технологическая тара 13, которая устанавливается на четыре специальных болта 14, закрепленных в стальной верхней плите 2 передвижной платформы (фиг.2). Специальный болт 14 имеет ниже головки болта резьбу М20 на длине 12 мм, а далее резьбу M16. Технологическая тара 13 имеет П-образную форму, сварена из листовой стали толщиной 5 мм и крепится на стальной верхней плите 2 четырьмя гайками 15 и четырьмя пружинными шайбами 16. По бокам технологическая тара 13 имеет ребра жесткости 17, выполненные из стального уголка 40×40, также усиливают конструкцию две стальные укосины 18 толщиной 6 мм, приваренные с двух сторон. Кроме того, для большей жесткости сверху приварен швеллер 19 №12. Для транспортировки технологической тары 13 с наружных сторон боковых стенок приварены четыре петли 20. Внизу по бокам технологическая тара 13 имеет четыре приваренных кронштейна 21 с отверстиями. По ширине технологическая тара 13 расширяется к плавильной печи на 30 мм, чтобы предотвратить заклинивание шихты и ее «заторы» в процессе загрузки печи. Технологическая тара 13 имеет длину 2400 мм, ширину со стороны толкателя 1150 мм, со стороны печи 1180 мм, высоту 770 мм. В состав установки для загрузки шихты в металлургическую печь введен привод поворота передвижной платформы с закрепленной на ней технологической тарой 13, который состоит из колонны 22, вращающейся на находящемся внутри ее валу 23 с насаженными на нем вверху и внизу подшипниками качения 24. Вал 23 приварен к тумбе (не показана), которая забетонирована в полу литейного участка. В нижней части колонны 22 приварен диск 25, выступающая часть которого шарнирно соединена со штоком 26 гидроцилиндра 27, жестко закрепленного в обоймах-стойках 28, а обоймы-стойки 28 приварены к сварной подставке 29. Нижняя часть сварной подставки 29 забетонирована в полу литейного участка, кроме того, к колонне 22 приварены две трубы 30, соединенные площадкой 31, имеющей внизу две поддерживающие опоры 32 с приваренными в нижней части поворотными катками 33, а концы двух труб 30 приварены к передвижной платформе. Два катка 33 двух поддерживающих опор 32 катятся по металлическому сектору 34, который крепится фундаментными болтами (не показано) к бетонному полу литейного участка. Такая конструкция передвижной платформы на пяти колесах 8 с приводом поворота передвижной платформы с закрепленной на ней технологической тарой исключает замусоривание площадки перед завалочным окном и, как следствие, производственный травматизм (например, рельсы, уложенные «заподлицо» с уровнем бетонного пола литейного участка, забиваются пылью, упавшей мелкой шихтой, что затрудняет движение передвижной платформы, если рельсы уложены сверху бетонного пола, то очень часто падают плавильщики металла и травмируются). Кроме того, при отведенной передвижной платформе от печи плавильщикам очень удобно производить чистку подины, производить обработку жидкого металла флюсами и т.д.
В конструкцию установки для загрузки шихты введено устройство для сталкивания шихты в печь, состоящее из пневмоцилиндра 35, приваренного к двум обоймам-стойкам 36, которые крепятся к стальной верхней плите 2 передвижной платформы восьмью гайками 37 и восьмью пружинными шайбами 38. Шток 39 пневмоцилиндра 35 поддерживает и направляет кронштейн 40, а на конце штока 39 закреплена неподвижно стальная плита 41, сталкивающая шихту с технологической тары 13 в печь 42. Кронштейн 40 крепится к стальной верхней плите 2 четырьмя гайками 43 и четырьмя пружинными шайбами 44. Пневмоцилиндр 35 имеет размеры: диаметр внутренний 320 мм, диаметр штока 39 80 мм, диаметр отверстий для подвода воздуха 1 дюйм, площадь поршня в правой 45 полости 754 см2, левой 46 полости 804 см2, а длина хода поршня 2400 мм. Правая 45 и левая 46 полости пневмоцилиндра 35 соединены с золотниковым устройством (не показано) шлангами, закрепленными на двух трубах 30. В пневмоцилиндр 35 сжатый воздух подается из заводской сети сжатого воздуха имеющего давление 6 ати. Передвижная платформа с находящимся на ней устройством для сталкивания шихты в печь делает установку для загрузки шихты надежной, так как ответственные узлы и механизмы не подвержены действию высоких температур при загрузке шихты, как в прототипе (транспортерная лента подвержена действию вырывающихся газов из завалочного окна печи).
В состав установки для загрузки шихты введено устройство для взвешивания шихты. Устройство для взвешивания шихты состоит: из кожуха 47, который фиксируется четырьмя упорами 48, закрепленными на стальной верхней плите 2 передвижной платформы, размещенных в кожухе 47 тензометрических весов 49, выносного цифрового табло 50, установленного сбоку на стальной верхней плите 2. Устройство для взвешивания шихты позволяет оперативно контролировать по выносному цифровому табло 50 вес компонентов загружаемой шихты, например моторный лом, бытовой лом и т.д. при переплавке алюминиевых ломов. Тензометрические весы 49 имеют предел измерения от 0 до 3 тонн и позволяют взвешивать любую шихту весом до 3 тонн.
Вместе с тем в состав установки для загрузки шихты вводится устройство для загрузки шихты в технологическую тару, которое состоит из ленточного конвейера 51 желобчатой формы, четырех бункеров с пневмовибраторами 52, расположенных над ленточным конвейером 51, причем в бункере 53 находится измельченный промышленный лом, в бункере 54 находится измельченный бытовой лом, в бункере 55 - кремний, в бункере 56 другие добавки, кроме того, все бункеры снабжены челюстными затворами (показаны пунктирными линиями) с пневмоприводом 57. Более того, в состав устройства для загрузки шихты в технологическую тару следует отнести обойму 58, к которой приварены четыре бункера, шесть опор 59 для обоймы 58 (фиг.4). Все бункеры расположены на складе шихты, там же установлен шредер (не показан), предназначенный для измельчения шихты. В ленточном конвейере желобчатой формы используется тканевая прорезиненная лента шириной 800 мм. Как показали эксперименты, при такой ширине ленты и при наличии шредера потери шихты очень малые или они вообще отсутствуют. На бункерах установлены пневмовибраторы 52, которые препятствуют зависанию шихты. Пневмопривод 57 челюстных затворов (показана только часть пневмопривода - кронштейн) и пневмовибраторы 52, установленные на бункерах, работают от заводской сети сжатого воздуха давлением 6 ати. Следует отметить, что привод передвижной платформы и устройство для сталкивания шихты в печь имеют общий стационарный пульт управления 60, кроме того, в подоконнике 61 печи 42 имеются два упора 62 с концевыми выключателями (не показаны). При загрузке печи 42 шихтой заслонка 63 завалочного окна 64 поднята вверх, завалочное окно 64 открыто, часть технологической тары 13 находится в окне. Также следует отметить, что шесть опор 59 закреплены фундаментными болтами 65 в бетонном полу шихтового двора. Экспериментальная установка для загрузки шихты проверена в работе на действующей газовой ванной плавильной печи отражательного типа емкостью 8 тонн для плавки алюминиевых ломов в ООО «ПензВторСырье» г. Пенза и показала высокую надежность и минимальные потери дозируемых материалов. Вес передвижной платформы с пустой технологической тарой и находящимся на ней устройством сталкивания шихты в печь составляет 880 кг.
Работа установки для загрузки шихты происходит следующим образом. На складе шихты шредером измельчается лом, на щековой дробилке кремний и измельченные компоненты шихты подаются ленточными конвейерами (не показаны) в бункеры 53, 54, 55, 56. Первый плавильщик металла и сплавов со стационарного пульта управления 60 включает привод поворота передвижной платформы с закрепленной на ней технологической тарой, при этом передвижная платформа катится и останавливается под загрузку. Второй плавильщик металла и сплавов включает пневмовибратор 52 бункера 53, далее включает привод ленточного конвейера 51 и пневмопривод 57 челюстного затвора бункера 53. Шихта из бункера 53 заполняет технологическую тару 13 после заполнения шихтой технологической тары 13, второй плавильщик металла и сплавов закрывает челюстной затвор бункера 53, первый плавильщик включает привод поворота передвижной платформы и подает передвижную платформу к печи 42 до упоров 62, находящихся в подоконнике 61 (срабатывает концевой выключатель). При этом часть технологической тары 16 находится в окне. Существенно отметить, что перед подъездом к печи 42 второй плавильщик металла и сплавов поднимает заслонку 63 завалочного окна 64. Далее первый плавильщик металла и сплавов подает со стационартного пульта управления сжатый воздух в левую 46 полость пневмоцилиндра 35, при этом сжатый воздух перемещает поршень со штоком 39 и закрепленной на его конце стальной плитой 41 вправо, происходит сталкивание шихты в печь 42. После сталкивания шихты в печь 42 первый плавильщик металла и сплавов подает сжатый воздух в правую полость 45 пневмоцилиндра 35, при этом поршень со штоком 39 и закрепленной на его конце стальной плитой 41 встают в исходное положение. Далее первый плавильщик металла и сплавов подает передвижную платформу под загрузку второй порции шихты. Второй плавильщик металла и сплавов закрывает заслонку 63 завалочного окна 64 и включает горелки (не показаны) печи 42. После проплавления загруженной порции шихты процесс повторяется. При большой емкости печи загружают несколько порций в соответствии с расчетом шихты, а затем все сразу плавят. Предложенная конструкция установки для загрузки шихты отличается высокой степенью механизации и надежностью в работе.
Изобретение относится к установке для загрузки шихтовых материалов в ванные плавильные печи для плавки цветных металлов. Установка содержит передвижную платформу с закрепленной на ней технологической тарой и приводом поворота передвижной платформы с закрепленной на ней технологической тарой, при этом передвижная платформа снабжена пятью большегрузными поворотными колесами с пневматическими шинами и стальными дисками, причем каждое колесо вращается в шариковом подшипнике. На передвижной платформе смонтировано устройство для сталкивания шихты в печь, состоящее из пневмоцилиндра, приваренного к двум обоймам-стойкам, которые крепятся к стальной верхней плите передвижной платформы восьмью гайками и восьмью пружинными шайбами, шток пневмоцилиндра поддерживает и направляет кронштейн, а на конце штока закреплена стальная плита для сталкивания шихты с технологической тары в печь. Установка содержит устройство для взвешивания шихты с пределом взвешивания до 3 тонн, устройство для загрузки шихты в технологическую тару, которое состоит из ленточного конвейера желобчатой формы, четырех бункеров, расположенных над ленточным конвейером и снабженных челюстными затворами, пневмовибраторами, обоймы и шести опор. Обеспечивается высокая надежность и высокая степень механизации загрузки шихтовых материалов в металлургическую печь. 4 з.п. ф-лы, 4 ил.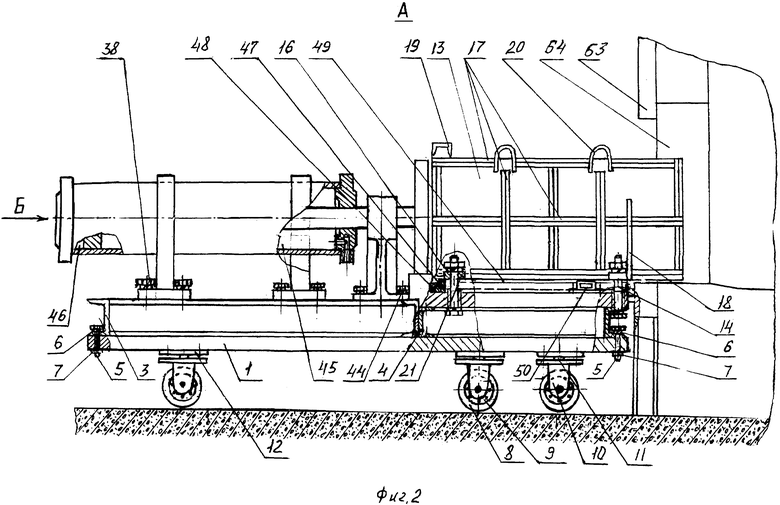
1. Установка для загрузки шихты в металлургическую печь, содержащая раму, на которой установлен бункер с шихтовыми материалами, и механизм подачи шихтовых материалов в печь, отличающаяся тем, что она снабжена устройством для взвешивания шихтовых материалов, устройством для загрузки шихтовых материалов в технологическую тару, при этом рама выполнена в виде передвижной платформы, состоящей из верхней и нижней стальных плит, с закрепленной на ней технологической тарой и приводом ее поворота, состоящим из колонны, вращающейся в двух подшипниках качения и имеющей приваренный диск, шарнирно соединенный со штоком гидроцилиндра, закрепленного на сварной подставке, причем к колонне приварены две трубы, имеющие две поддерживающие опоры с приваренными в нижней части катками, а концы двух труб приварены к передвижной платформе, при этом механизм подачи шихтовых материалов в печь выполнен в виде устройства для сталкивания шихты в печь, состоящего из пневмоцилиндра, приваренного к двум обоймам-стойкам, которые крепятся к верхней стальной плите передвижной платформы посредством восьми гаек и восьми пружинных шайб, при этом шток пневмоцилиндра поддерживает и направляет кронштейн, а на конце штока закреплена стальная плита для сталкивания шихты с технологической тары в печь, а устройство для загрузки шихтовых материалов в технологическую тару состоит из ленточного конвейера желобчатой формы, четырех бункеров, расположенных над ленточным конвейером и снабженных челюстными затворами и пневмовибраторами, обоймы и шести опор.
2. Установка по п.1, отличающаяся тем, что технологическая тара имеет длину 2400 мм, ширину со стороны толкателя 1150 мм, со стороны печи 1180 мм, высоту 770 мм, а в нижней части имеет четыре приваренных кронштейна с отверстиями, при этом ее устанавливают на четыре болта, закрепленных в стальной верхней плите передвижной платформы и крепят четырьмя гайками и четырьмя пружинными шайбами.
3. Установка по п.1, отличающаяся тем, что устройство для взвешивания шихтовых материалов состоит из кожуха, зафиксированного четырьмя упорами, закрепленными на стальной верхней плите передвижной платформы, размещенных в кожухе тензометрических весов, и выносного цифрового табло, установленного сбоку на верхней стальной плите, при этом тензометрические весы выполнены с возможностью взвешивания шихтовых материалов весом до 3 тонн.
4. Установка по п.1, отличающаяся тем, что передвижная платформа снабжена пятью большегрузными поворотными колесами с пневматическими шинами и стальными дисками с диаметром колес 570 мм, при этом каждое колесо вращается в шариковом подшипнике, а кронштейн выполнен из стали и имеет вверху приваренный к нему вал, который вставляется в плиту, а плита крепится четырьмя болтами к нижней стальной плите передвижной платформы.
5. Установка по п.1, отличающаяся тем, что пневмоцилиндр имеет внутренний диаметр 320 мм, диаметр штока 80 мм, диаметр отверстий для подвода воздуха 1 дюйм, площадь поршня в правой полости 754 см2, в левой полости 804 см2, а длина хода поршня составляет 2400 мм.
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТЫ В МЕТАЛЛУРГИЧЕСКУЮ ПЕЧЬ | 2002 |
|
RU2231724C2 |
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Устройство для загрузки шихты в шахтную печь | 1989 |
|
SU1744394A1 |
| GB 1167284 A, 15.10.1969 | |||
| US 5032173 A, 16.07.1991 | |||

