Изобретение относится к черной металлургии, а точнее к внепечной обработке жидкой стали кальцийсодержащими порошковыми проволоками.
В технологии внепечной обработки стали широко применяются порошковые проволоки с наполнителями, содержащими кальций и кремний в виде сплавов кальция и кремния (силикокальция) или механических смесей силикокальция и металлического кальция с содержанием общего кальция в смеси на уровне 40 мас.%. Данные порошковые проволоки эффективно решают целый ряд задач повышения технологических свойств жидкой стали и качества готовой металлопродукции, но имеют значительные ограничения при внепечной обработке марок стали с низким содержанием кремния. Кроме того, в современной металлургии повышение требований к качеству металлопродукции, в частности по загрязненности неметаллическими включениями, при одновременном расширении сортамента производимых марок стали, особенно с низким содержанием кремния, требует разработки новых кальцийсодержащих наполнителей порошковых проволок, обеспечивающих эффективное модифицирование и рафинирование жидкого металла, возможность обработки сталей любого марочного состава.
Известна порошковая проволока (см. п. РФ №2242521 по кл. C21C 7/00, заявл. 15.07.2002, опубл. 20.12.2004 «Проволока для внепечной обработки металлургических расплавов») с наполнителем, содержащим кальций и железный порошок при соотношении компонентов наполнителя, мас. %: кальций 25-45, железный порошок 55-75 и соотношении между составляющими частями проволоки, мас.%: порошковый наполнитель 51-70, стальная оболочка 30-49.
При использовании такой порошковой проволоки нет ограничений по обработке расплавов различных марок стали, в том числе с низким содержанием кремния.
Однако необходимый уровень модифицирования жидкого металла может достигается только при увеличенных расходах порошковой проволоки. Это объясняется следующим образом. Большая разница между удельными массами кальция гранулированного (примерно 0,85-0,90 г/см3) и железного порошка (примерно 4,0-5,0 г/см3) приводит к тому, что в наполнителе порошковой проволоки кальций занимает значительно больший объем, чем железный порошок. Например, для порошковой проволоки, наиболее широко используемой при внепечной обработке стали с содержанием кальция в наполнителе 40 мас.%, объем, занимаемый кальцием, в 3-4 больше объема железного порошка. Таким образом, железный порошок в наполнителе может рассматриваться в большей мере только как балласт, не выполняющий роль пассиватора кальция, что и проводит к снижению эффективности использования кальция при внепечной обработке стали и, соответственно, перерасходу порошковой проволоки.
Наиболее близкой по технической сущности, достигаемому результату и выбранной в качестве прототипа к заявляемой является порошковая проволока для внепечной обработки стали, состоящая из стальной оболочки и кальцийсодержащего шлакометаллического наполнителя, содержащего кальций и оксид кальция в массовом отношении кальция к окиси кальция 0,6-0,8 (см. а.с. СССР №1776217 по кл. B22D 11/10, заявл. 20.12.1990, опубл. 15.11.1992 «Плакированный порошковый модификатор»).
При использовании порошковой проволоки с таким наполнителем достигаются определенные положительные результаты по модифицированию и рафинированию жидкой стали. Основные недостатки этой порошковой проволоки заключаются в следующем. Используемый в качестве шлакообразующего компонента наполнителя оксид кальция (известь) имеет низкую текучесть, а также является очень гигроскопичным материалом. Это приводит к нестабильности технологического процесса изготовления порошковой проволоки из-за зависания извести в бункере, низкому и неравномерному общему наполнению по длине проволоки, проблемам при обеспечении заданного соотношения компонентов наполнителя, и в результате - к нестабильному процессу рафинирования и модифицирования при внепечной обработке стали, что приводит к снижению уровня механических свойств готового металла и повышенному расходу проволоки. Кроме того, при обработке стали такой порошковой проволокой возможно насыщение стали водородом.
Задачей настоящего изобретения является совершенствование состава наполнителя порошковой проволоки для получения стали с улучшенными механическими свойствами при сокращении расхода наполнителя.
Техническим результатом, получаемым при реализации изобретения, является повышение эффективности использования компонентов, входящих в состав наполнителя проволоки и обеспечивающих снижение количества оксидных, оксисульфидных и сульфидных включений в готовом металле.
Указанная задача решается за счет того, что в известной порошковой проволоке для комплексной обработки жидкой стали, состоящей из стальной оболочки и наполнителя, содержащего металлический кальций и шлакообразующий материал, согласно изобретению, в качестве шлакообразующего материала используют один или несколько компонентов из группы, включающей доломитизированную известь, обожженный доломит, материалы цементного производства, плавленый рафинировочный шлак, плавиковый шпат, кальция хлорид, натрия хлорид, при следующем соотношении компонентов наполнителя, мас.%:
Дополнительно в составе наполнителя порошковой проволоки можно использовать в виде флюсующей добавки 5-15 мас.% криолита и/или 5-30 мас.% инертную добавку в виде железного порошка, и/или дроби, и/или стружки.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемая порошковая проволока не известна и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Заявляемая порошковая проволока может быть произведена на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, т.е. является промышленно применимой.
Использование в качестве шлакообразующего компонента наполнителя порошковой проволоки активных оксидных и галогенидных материалов, к числу которых относятся доломитизированная известь, обожженный доломит, материалы цементного производства, плавленный рафинировочный шлак, плавиковый шпат, хлорид кальция, натрия хлорида повышает рафинирующую способность наполнителя и обеспечивает высокую модифицирующую эффективность металлического кальция. Благодаря достаточно высокой удельной насыпной массе и текучести используемых шлакообразующих материалов обеспечивается стабильность технологического процесса изготовления порошковой проволоки, высокое и равномерное заполнение компонентами по длине проволоки. Кроме того, использование выбранных порошкообразных шлакообразующих материалов с указанными свойствами обеспечивает высокую и стабильную по всей длине проволоки степень пассивирования кальция металлического, что приведет к снижению интенсивности испарения кальция и повышению эффективности его целевого использования.
Выбранное соотношение между кальцием металлическим и шлакообразующим материалом позволяет синхронизировать и оптимизировать процессы подачи порошковой проволоки, освобождения наполнителя и его эффективного взаимодействия с расплавом. Изменение выбранных соотношений в сторону снижения кальция металлического приведет к необходимости увеличения расхода порошковой проволоки для достижения требуемого уровня модифицирования, а в противоположном случае к увеличению интенсивности испарения кальция, сокращению взаимодействия компонентов наполнителя с расплавом и, как следствие, снижению эффективности процессов модифицирования и рафинирования. В итоге это также приведет к увеличению расхода порошковой проволоки. При обработке жидкой стали проволокой выбранного состава практически исключается пироэффект, выбросы жидкого металла и шлака, обеспечивается безаварийность процесса обработки расплава и повышается стойкость футеровки сталеразливочного ковша.
Дополнительное использование флюсующей добавки в виде криолита при необходимости повышает рафинирующую способность наполнителя. А применение инертной добавки в виде железного порошка, дроби, стружки позволяет в определенных условиях обработки жидкого металла регулировать в необходимой мере уровень процессов теплопередачи в системе «жидкий металл - порошковая проволока» и оптимизировать условия освобождения наполнителя и взаимодействия его с жидким металлом в ковше на максимальной глубине от поверхности расплава.
В целом обеспечивается высокая и регулируемая эффективность процессов модифицирования и рафинирования жидкого металла. Такая порошковая проволока может эффективно использоваться взамен порошковой проволоки с силикокальцием при обработке различных марок стали, а также для обработки марок стали с низким содержанием кремния.
Изготовление порошковой проволоки заявленных составов наполнителя проходило в стабильном и непрерывном технологическом режиме, обеспечивался равномерный сход материалов, заданное содержание и соотношение компонентов наполнителя по длине порошковой проволоки.
Пример осуществления.
Порошковую проволоку с различными наполнителями использовали для производства металлопроката из стали 25, имевшей перед модифицированием в ковше состав, мас. %: 0,22-0,25 C, 0,51-0,55 Mn, 0,2-0,23 Si, 0,025-0,028 S, 0,013-0,014 P, 0,11-0,12 Cr, 0,08-0,09 Ni, 0,023-0,025 Al, Fe - остальное.
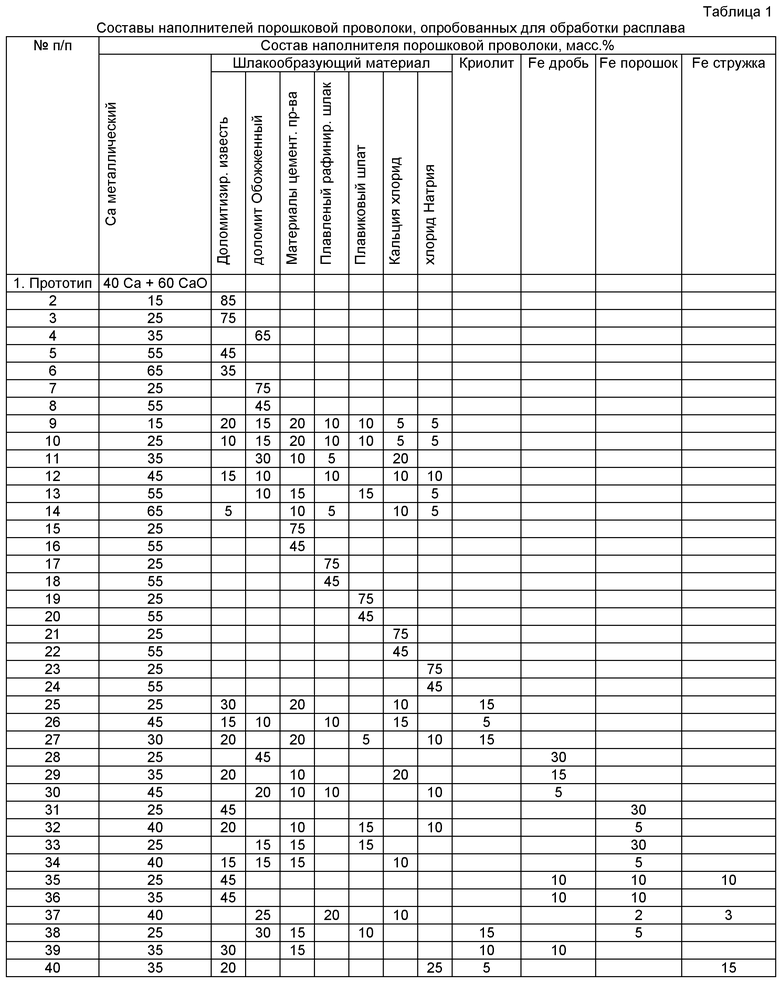
Материал наполнителей порошковой проволоки для рафинирующей и модифицирующей обработки получали смешением в разных пропорциях металлического кальция с различными материалами: доломитизированной известью (CaOxMgO1-X), обожженным доломитом (CaO*MgO), материалом цементного производства (68,5 мас.% CaO, 23,1 мас.% SiO2, 5 мас.% Al2O3, 3,4 мас.% Fe2O3), плавленным рафинировочным шлаком (55 мас.% CaO, 45 мас.% Al2O3), плавиковым шпатом (CaF2), кальция хлоридом (CaCl2), натрия хлоридом (NaCl). Составы наполнителей порошковой проволоки приведены в таблице 1.
Материал по прототипу имел состав: 40 мас.% металлического кальция и 60 мас.% CaO.
Используемые гранулы металлического кальция имели размер менее 3 мм, а остальные материалы наполнителей порошковой проволоки, в том числе и по прототипу, дробили до фракции 0-2 мм. Приготовленные наполнители закатывали в стальную оболочку толщиной 0,4 мм, получая порошковую проволоку диаметром 14 мм.
При проведении экспериментов расплав из электропечи выпускали в 15 т ковш и после раскисления ферросилицием и алюминием обрабатывали порошковой проволокой с различными наполнителями. Каждый ковш обрабатывали проволокой с отличающимся составом наполнителей. Расход наполнителя во всех экспериментах составлял 0,5 кг/т стали.
При обработке расплава составом по прототипу расходом наполнителя составлял 0,8 кг/т стали.
В процессе обработки по всем вариантам расплав продували аргоном.
Далее металл разливали 7-8 т слитки, которые прокатывали на прутки диаметром 20 мм. Финишная термообработка металлопроката включала нормализацию при 880°C.
Загрязненность неметаллическими включениями, а также механические свойства оценивали в готовом металле.
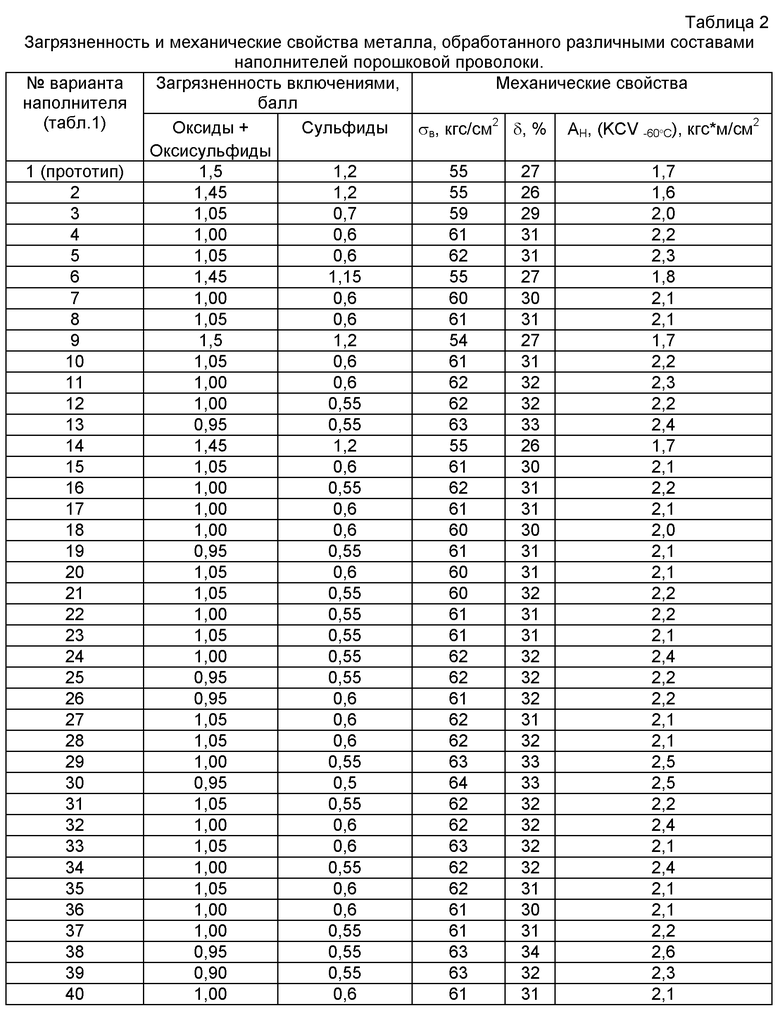
В таблице 2 представлены результаты определения содержания оксидов и сульфидов, а также временного сопротивления - σв, относительного удлинения - δ и ударной вязкости (KCV) при -60°C - Ан, в металле, обработанном наполнителями порошковой проволоки по прототипу и вариантам, представленным в таблице 1.
Из приведенных в таблицах 1 и 2 данных видно, что:
1. Обработка расплава составом прототипа (вар.1) даже при высоком расходе наполнителя порошковой проволоки (0,8 кг/т стали) приводит к высокой загрязненности металла оксидными и оксисульфидными (1,5 балла), а также сульфидными (1,2 балла) включениями, низким значениям временного сопротивления (55 кгс/см2), относительного удлинения (менее 27%) и ударной вязкости (1,7 кгс*м/см2)
2. Обработка расплава материалами, согласно п.1 формулы изобретения, с расходом 0,5 кг/т стали (вар-ты 3-5, 7, 8, 10-13, 15-24), обеспечивает снижение загрязненности по оксидным, оксисульфидным (0,95-1,05 балла) и сульфидным (0,55-0,7 балла) включениям, а также повышение временного сопротивления (59-63 кгс/см2), относительного удлинения (29-33%) и ударной вязкости (2,0-2,4 кгс*м/см2) металла.
3. Обработка расплава материалами, отличающимися от заявленных в п.1 формулы изобретения (вар.2, 6, 9, 14), не приводит к повышению чистоты стали по неметаллическим включениям и уровня механических свойств металла по сравнению с прототипом.
4. Обработка расплава материалами, согласно пп.2 и 3 формулы изобретения, с расходом 0,5 кг/т стали (вар-ты 25-40), также обеспечивает снижение загрязненности по оксидным, оксисульфидным (0,90-1,05 балла) и сульфидным (0,5-0,6 балла) включениям, а также повышение временного сопротивления (более 61-64 кгс/см2), относительного удлинения (30-34%) и ударной вязкости (2,1-2,6 кгс*м/см2) металла.
Таким образом, из представленных в табл.1 и 2 данных следует, что снижение количества оксидных, оксисульфидных и сульфидных включений в готовом металле и высокие значения временного сопротивления, относительного удлинения и ударной вязкости имеют место лишь в металле, обработанном заявляемыми материалами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА | 2011 |
|
RU2456349C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2012 |
|
RU2497955C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА (ВАРИАНТЫ) | 2011 |
|
RU2491354C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ РАСПЛАВА СТАЛИ (ВАРИАНТЫ) | 2006 |
|
RU2318878C1 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |
| НАПОЛНИТЕЛЬ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2010 |
|
RU2443785C1 |
| СПОСОБ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА И МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2487174C2 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ (ВАРИАНТЫ) | 2008 |
|
RU2369642C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ КАЛЬЦИЕМ | 2013 |
|
RU2535428C1 |
| НАПОЛНИТЕЛЬ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ДЕСУЛЬФУРАЦИИ И МОДИФИЦИРОВАНИЯ ЧУГУНА | 2006 |
|
RU2337972C2 |
Изобретение относится к черной металлургии и может быть использовано при внепечной обработке жидкой стали. Проволока состоит из стальной оболочки и наполнителя, содержащего металлический кальций, а в качестве шлакообразующего материала используют один или несколько компонентов из группы, включающей доломитизированную известь, обожженный доломит, материалы цементного производства, плавленый рафинировочный шлак, плавиковый шпат, хлорид кальция, хлорид натрия, при следующем соотношении компонентов наполнителя, мас.%: кальций металлический 25-55, шлакообразующий материал остальное. Изобретение обеспечивает высокую эффективность использования компонентов, входящих в наполнитель, за счет снижения количества оксидных, оксисульфидных и сульфидных включений в готовом металле. 2 з.п. ф-лы, 1 пр., 2 табл.
1. Порошковая проволока для комплексной обработки жидкой стали, состоящая из стальной оболочки и наполнителя, содержащего металлический кальций и шлакообразующий материал, отличающаяся тем, что в качестве шлакообразующего материала используют один или несколько компонентов из группы, включающей доломитизированную известь, обожженный доломит, материалы цементного производства, плавленый рафинировочный шлак, плавиковый шпат, хлорид кальция, хлорид натрия, при следующем соотношении компонентов наполнителя, мас.%:
2. Порошковая проволока по п.1, отличающаяся тем, что наполнитель дополнительно содержит 5-15% криолита.
3. Порошковая проволока по п.1 или 2, отличающаяся тем, что наполнитель дополнительно содержит 5-30% железного порошка и/или дроби, и/или стружки.
| Плакированный порошковый модификатор | 1990 |
|
SU1776217A3 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2002 |
|
RU2242521C2 |
| US 4618368 А, 21.10.1986 | |||
| US 4671820 A, 09.06.1987 | |||

