Изобретение относится к сварочной технике, а более конкретно к способам поверхностей плазменно-дуговой резки, предназначенным для раз делки узких и глубоких канавок. Известен способ плазменно-дуговой поверхностной резки,согласно которому при каждом последующем проходе дугу устанавливают в положение, симметричное положению предьщущего прохода относительно оси, .перпендикуляр ной обрабатываемой поверхности изделия, с наклоном струи в обратную сторону, причем при .втором проходе дугу смещают от края первой канавки на расстояние равное 5/3 ее ширины, а угол наклона дуги при каждом нечет ном проходе увеличивается на 5-10 р Недостатком данного способа является то, что он не обеспечивает вьтлавку канавок большой протяженности, так как его реализация возможна толь ко при неподвижном положении плазмотрона. Известен способ плазменно-дугсг вой поверхностной резки,при котором электрод вращают по окружности, расположенной концентрично отверстию плазмотрона, причем радиус этой окружности принимают.равным 0,5-0,75 радиуса сопла, а при каждом последующем проходе уменьшают радиус вращения электрода на 10-15% . Недостатки этого способа заключаются в том, что он может применяться только при механизированном перемещении плазмотрона, его реализация при ручном выполнении процесса практически невозможна из-за существенного увеличения веса резательного инструмента. Кроме того, ос тцествление процесса резки по предлагаемому способу связано с увеличением ширины наплавляемой канавки, что, в свою очередь, обуславливает дополнительные затраты сварочных материалов при выполнении, после.дующей полуавтоматической сварки в среде углекислого
газа и автоматической сварке под слоем флюса при последукнцей заварке разделанных канавок,
Известен способ многопроходной поверхностной плазменнодуговой резки вьтолняемый путем последовательного вьтолнения канавок с изменением угла наклона резки, при котором межд,у проходами выполняют пересекающиеся с канавками выборки ограниченной длины которые располагают под углом 135150 к направлению резки З ,
Недостатком данного способа является то, что он требует выполнения названных дополнительных выборок, через которые выходит на наружную поверхность изделия металл, расплавляемый дугой в полости резд. Наличие таких выборок при последующей заварке разделанных участков связано также с дополнительным расходом сварочных материалов. Кроме того, данный способ не может быть использован применительно к выборке дефектов в ответствен1шх сварных соединени:ях. Известен способ многопроходной поверхностной плазменно-дуговой резки, при котором с целью предупреждения скапливания выплавляемого материала в полости реза, кромки реза покрывают специальным покрытием, обладающим изоляционным свойством. Такое покрытие, с одной стороны, вследствие своих изоляционных свойств предотвращает шунтирование тока стенками канавки, полученной при выполнении предьщуищх проходов, а с другой стороны, будучи несмачиваемым идким металлом, оно cnoco6cTBYeT растеканию расплавленного металла в полости реза в виде тонкого слоя,
тем самым скагиткгвание предотвращая -I его перед кромкой реза .
Недостатком этого способа является то, что при ручном выполнении процесса резки он требует нанесения этого покрытия с помощью кисти, что обуславливает непроизводительные про стон, снижающие производительность вьтолнения резательных работ.С момента нанесения покрытия до момента начала вьтолнения последующего прохода должно пройти определенное время, обусловленное необходимостью высыхания покрытия, которое наносят на кромки реза в жидком виде.
Известен также способ ппазменнодуговой поверхностной резки на им546514
пульсном токе, при котором изменение тока синхронизируют с изменением расхода плазмообразующего газа и устанавливают расход газа при горе5 НИИ дуги на токе импульсов большим, чем. на токе фазы sj.
Вьтолнение процесса резки на импульсном токе обеспечивает увеличение процесса резки обрабатываемого
)0 металла, а изменение расхода газа с частотой следования импульсов тока способствует повышению технико-экономических показателей процесса. Недостатком известного способа
5 является то, что при выполнении канавок большой протяженности и выполнении процесса многопроходной резки ггутем последовательного выплавления канавок с увеличением угла наклона
2Q плазмотроона на каждом последующем проходе неизбежно скапливание металла, выплавляемого из части полости реза формируемой данным проходом в объеме полости, сформированной предшествуюш 1ми проходами. Это обуславливает снижение производительности выполнения резательных работ, так как процесс резки необходимо периодически превращать и удалять из полости реза металл, скопившийся перед лобовой кромкой реза.
Цель изобретения - повьппение прои- водительности многопроходной резки, выполняемой с увеличением угла наклона плазмотрона на каждом после35 дующем проходе путем устранения скапливания расплавляемого металла перед лобовой кромкой реза.
Поставленная цель достигается тем, что в способе плазменно-дуговой по40 верхностной резки на импульсном токе, при котором изменение тока синхронизируют с изменением расхода плазмообразующего газа и устанавливают расход газа при горении дуги на токе
45 импульсов большим, чвм на токе паузы при каждом последующем проходе расход газа при горении дуги на токе импульса повышают на 15-20, а на токе паузы понижают на такую же величи50 .
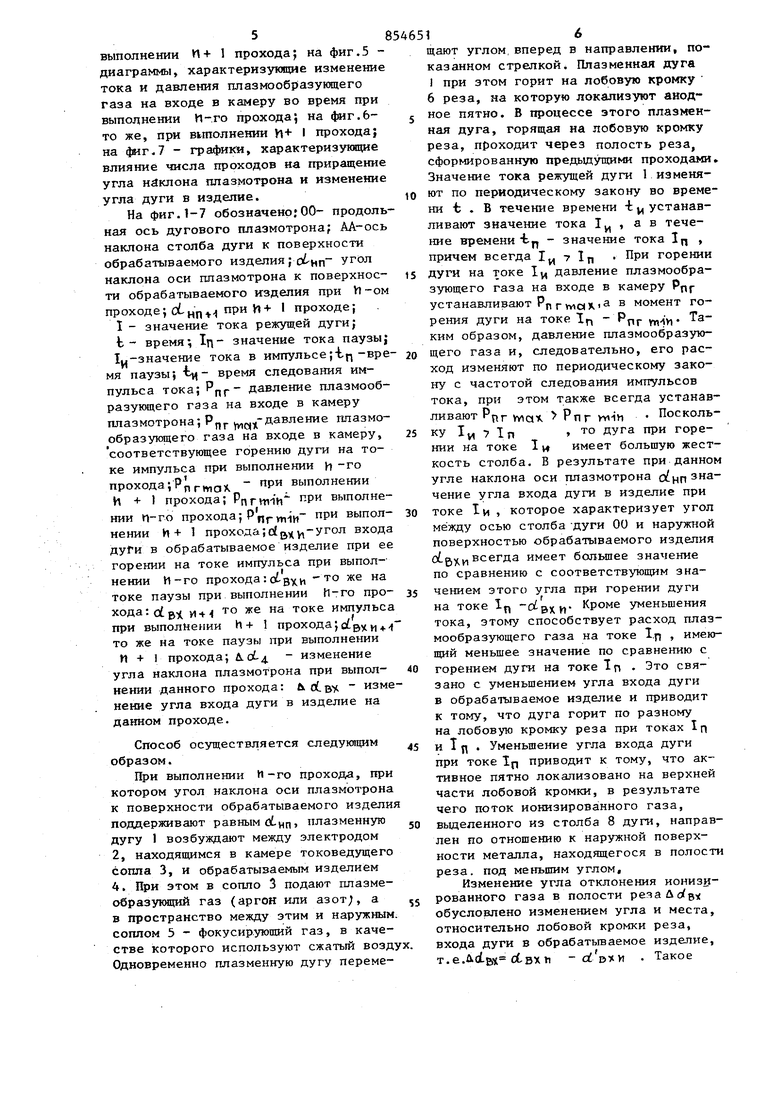
На фиг.1 показана полость реза, продольное сечение, и схема горения дуги на импульсном токе при выполне-, НИИ tf -го прохода} на фиг.2 - то же 55 на токе паузы при вьтолнении h -го прохода; на фиг.З - то же, на токе импульса при выполнении И+1 прохода; на фиг.4 - то же, на токе паузы при выполнении tt+ 1 прохода; на фиг.5 диаграммы, характеризующие изменение тока и давления плазмообразующего газа на входе в камеру во время при выполнении прохода; на 4иг.6то же, при вьтолнении + I прохода} на фиг,7 - графики, характеризуищие влияние числа проходов на приращение угла наклона плазмотрона и изменение угла дуги в изделие. На фиг.1-7 обозначено;00- продоль ная ось дугового плазмотрона; АА-ось наклона столба дуги к поверхности обрабатываемого изделия угол наклона оси плазмотрона к поверхности обрабатываемого изделия при Vl -ом проходе; при И-t- I проходе; I - значение тока режущей дуги; t- время; IH- значение тока паузы; Iu-значение тока в импульсе;Ьп-вре мя паузы; Ц - время следования импульса тока; РПГ давление плазмообразующего газа на входе в камеру плазмотрона; Р j -давление плазмообразующего газа на входе в камеру, соответствующее горению дуги на токе импульса при выполнении h -го прохода ;Pj, г д - при выполнении И + t прохода; Pnrwih Р выполнении п-го прохода; ,- при выполнении И+ 1 прохода;с(,-угол входа дуГ-и в обрабатываемое изделие при ее горении на токе импульса при выполнении Н-го прохода: oi-Bxи токе паузы при выполнении П-го прохода:с в уц- токе нмпульса при выполнении h+ 1 прохода jot j то же на токе паузы при выполнении И + прохода; - изменение угла наклона плазмотрона при выполиении данного прохода: d вч изме нение угла входа дуги в изделие на данном проходе. Способ осуществляется следующим образом. При выполнении И-го прохода, при котором угол наклона оси плазмотрона к поверхности обрабатываемого изделия поддерживают равным плазменную дугу 1 возбуждают между электродом 2, находящимся в камере токоведущего сопла 3, и обрабатываемым изделием 4. При этом в сопло 3 подают плазмеобразующий газ (аргон или азот;, а в пространство между этим и наружным. соплом 5 - фокусирующий газ, в качестве которого используют сжатьй возду Одновременно плазменную дугу перемещают углом, вперед в направлении, по казанном стрелкой. Плазменная дуга I при этом горит на лобовую кромку 6 реза, на которую локализуют анодное пятно. В тфоцессе этого плазменная дуга, горящая на лобовую кромку реза, проходит через полость реза, сформированную предыдущими проходами Значение тока режущей дуги 1 изменяют по периодическому закону во времени t . В течение времени -t, устанавливают значение тока I.. , а в течение времени-t - значение тока 1 причем всегда 1 7 In При горении дуги на токе 1 давление плазмообразующего газа на входе в камеру Pfijустанавливают Р{, г в момент горения дуги на токе 1 - РПГ vn-ivr КИМ образом, давление плазмообразующего газа и, следовательно, его расход изменяют по периодическому закону с частотой следования импульсов тока, при этом также всегда устанавливают Pyi г wian, Рп г кши Поскольку I VI 7 In при горении на токе Iц имеет больщую жесткость столба. В результате при данном угле наклона оси плазмотрона значение угла входа дуги в изделие при токе 1и , которое характеризует угол между осью столба дуги 00 и наружной поверхностью обрабатываемого изделия oLg, всегда имеет больщее значение по сравнению с соответствующим значением этого угла при горении дуги на токе 1 уменьшения тока, этому способствует расход плазмообразующего газа на токе l.n , имеющий меньшее значение по сравнению с горением дуги на токе In Это связано с уменьшением угла входа дуги в обрабатываемое изделие и приводит к тому, что дуга горит по разному на лобовую кромку реза при токах Ip и 11 . Уменьщение угла входа дуги при токе Ifi приводит к тому, что активное пятно локализовано на верхней части лобовой кромки, в результате чего поток ионизированного газа, вьщеленного из столба 8 дуги, направлен по отнощению к наружной поверхности металла, находящегося в полости реза, под меньшим углом, Изменение угла отклонения ионизированного газа в полости реза и of git обусловлено изменением угла и места, относительно лобовой кромки реза, входа дуги в обрабатьгоаемое изделие, т.е.й(1в« сСвхп - . Такое положение анодного пятна в полости реза обеспечивает дополнительный разогрев металла, выплавленного из полости рета при горении дуги на тоие 1ц , что в свою очередь, предотвращает его скапливание перед лобовой кроьжой реза. При выполнении последующегоС и +l) прохода повьшают угол надлона оси плазмотрона к поверхности обрабатываемого изделия до значения об нп И Это увеличение угла наклона оси пла мотрона АА поотношению к обрабатываемому изделию обуславливает умень шение шунтирования тока боковыми ст ками канавки, полученной при предыдущем проходе. Оно выражается как доСц cinnf сз -пн При выполнении данного прохода такие ре7кимш 1епараметры,какIи, ПЧ . п сохраняют идентичными как и на предьщущем проходе, но при этом изменяютР по сравнению с предыдущим проходом. При горении дуги на токе I VJ устанавливают давление газа Р горении дуги.на токе При этом принимают пг шш pi р я ПГ шах nrmct пг ПГ W-in, .Увеличение расхода газа при горе нии дуги на токе Ip обуславливает уменьшение диаметра столба дуги на данном проходе (И+1), При этом за счет вьш еуказанного предотвращается шунтирование тока стенками канавки при выполнении данного прохода. Кроме того, за счет такогд увеличения расхода плазмообразующего газ возрастает динамическое воздействие на металл, выплавляемый из полости реза. В свою очередь.уменьшение расхо- о да газа при горении дуги на токе Ij дополнительно способствует снижению жесткости столба дуги на данном уменьшенном токе по сравнению с предьщутцим проходом. Поэтому, несмотря на то, что при данном проходе возрастает угол наклона оси плазмотрона и связанный с ним угол входа дуги в изделие при горении дуги на токе . значение углавхода при рении на токе возрастает менее существенно. Т.е. за счет вышеуказанного приема обеспечивают&cij, хиТаким образом, повьш1ение значения до(, ростом чихша проходов способствует TOMyj что в полости реза предотвращается скапливание вьтлавленного металла, так как за счет термического воздействия потока ионизированного газа на выплавленный металл обеспечивается повышенная жидкотекучесть металла выплавленного из части по 7ости 9 реза и находящегося на наружной поверхности металла в части полости 7 реза. Вследствие своей повышенной жидкотекучести этот металл растекается в виде тонкого слоя в части полости реза предшествующим проходом. За счет этого непроизводительные простои, обусловленные прекращением горения дуги и удалением в данное время металла, скопившегося перед лобовой кромкой реза, отсутствуют. Поскольку с увеличением глубины выборки стшжается ширина выплавляемой канавки из-за возрастания количестна тепла, отводимого в обрабатываемь Й металл, то данное уменьшение ширины реза по его глубине является фактором, способствующим возрастанию количества металла, скапливанлцегося перед лобовой кромкой реза с увеличением числа проходов. Поэтому обусловленньв данным способом закон изменения расхода (давления) плазмообразующего реза способствует тому, что несмотря на увеличение числа проходов отсутствует скапливание выплавленного металла в полости реза в количествах, препятствующих нормальному осуществлению процесса резки. Такое изменение расхода плазмообразующего газа составляет 15-20% по отношению к расходу газа при выполнении предыдущего прохода. Причем, как было отмечено ранее, при горении дуги на токе импульса устанавливают большой расход газа, а при горении дуги на токе паузы - меньший расход плазмообразующего газа. Изменение расхода газа на меньшую величину нецелесообразно, так как при этом не обеспечивается существенного снижения жесткости столба дуги при ее горении на токе паузы. Изменение расхода плазмообразующего газа на большую величину также нецелесообразно, так как при этом может иметь место двойное дугообразовакие при горении дуги на токе паузы во время выборки глубоких канавок. При равном времени горения дуги на токе импульса и токе паузы общий расход гшазмообразукжцего газа сохраняет постоянным свое численное значение независимо от числа проходов, несмотря на предлагаемый закон его изменения. Использование предлагаемого спосо ба плазменно-дуговой поверхностной резки обеспе-1ивает повьшение производительности обработки на 30-40%, Пример. Плазменно-дуговая ра делка йанавки глубиной 35 мм выполняется на стали типа АК. При этом длина разделываемого участка 1 м. Резка выполняется на импульсном токе от специального источника, обеспечивающего частоту изменения тока 1 /с при #0,5 с. При этом установлены следующие режимные параметры процесса: 1 п 200 Aj Г, 400 А. Резка выполняется при расходе воздуха, охлаждающего резак, равном5,0м соответственно процесс резки выполнялся двухпоточным.плазмотроном с на ружным электрически нейтральным соплом. Угол наклона оси плазмотрона к по верхности обрабатываемого изделия при выполнении первого прохода устанавливают равным 30 . При выполнении первого прохода давление газа, подаваемого в плазмотрон (на входе в камеру), изменяют с частотой следования 30
импульсов тока. Это изменение давления фиксируют с помощью датчиков давления ЭД-6. При выполнении каждого последующего прохода угол наклона плазмотрона к поверхности обрабатываемого изделия повьпиали на 12-15 . Давление плазмообразующего газа на входе в камеру изменяют с частотой следования импульсов тока. При этом на первом проходе установлены следующие значения давлений газа РПМИ 0,6 кгс/см и Ртах кгс/см. Соответственно на втором проходе устанавливают,Р 0,S2 кгс/слл.
на третьем
P «iи--o.4 Ph1ax- f и т. д. Данное изменение давления в камере формирования дуги обеспечивают за счет изменения расхода плазмообразующего газа, коTQpoe составляет 15-20%.
Таким образом, при выполнении каждого прохода обеспечивают увеличение расхода плазмообразующего газа н каждом проходе при горении дуги на токе 1 и соответственно понижают при горении дуги на токе .
цать. Поэтому всякое прекращение перемещения гЛазмотрона, связанное с необходимостью удаления выплавленного металла из полости реза, требует прекращение горения режущей дуги и отвода плазмотрона от места реза и последующего повторного возбуждения дежурной и режущей дуги.
Предлагаемый способ обеспечивает на 30-40% более высокую производительность работ по сравнению с известным.
Формула изобретения
Способ плазменно-дуговой поверхностной резки на импульсном токе, при котором изменение тока синхронизируют с изменением расхода плазмообразующего газа и устанавливают расход газа при горении дуги на токе импульса большим, чем на токе паузы, о тличающийся тем, что, с целью повышения производительности многопроходной резки, выполняемой с увеличением угла наклона плазмотрона на каждом-последующем проходе путем устранения скапливания расплавленного металла перед лобовой кромкой реза. Указанное изменение режимных параметров процесса обеспечивает отсутствие скапливания выплавленного металла в полости реза. При этом выплавленный металл растекается в виде тонкой пленки, практически не препятствующей нормальному осуществлению процесса резки. При этих особенностях процесс резки, выполняемый путем последовательного выплавления канавок, на скорости перемещения плазмотрона 500 мм/мин осуществляется за пять проходов при общей глубине выборки 35 мм. Сравнение предлагаемого способа с известным показывают, что в известном способе количество непроизводительных простоев, обусловленных необходимостью удаления расплавленного металла из полости реза, возрастает с увеличением глубины выплавляемой канавки. Так, например,- выполнение первых двух проходов известным способом не требует дополнительных операщт, связанных с удалением выплавляемого металла из полости реза вручную. Однако на третье проходе таких остановок было четыре, на четвертом проходе семь и на пятом - двенад 8при каждом последующем проходе расход газа при горении дуги на токе импульса повьппают на 15-20% а на .токе паузы понижают на такую же величину. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 495176, кл. В 23 К 31/10, 10.06.68, 2.Авторское свидетельство СССР № 554977, кл. В 23 К 31/10, 21,03.71, 112 3.Авторское свидетельство СССР № 449788, кл. В 32 К , 16.04.65. 4.Шапиро И.С. и др. Поверхностная плазменно-дуговая резка.- Сварочное производство, №3, 1977, с. 37-39. 5.Шапиро И.С. и др. Плаэменнодуговая поверхностная резка импульсным током.- Сварочное производство № 2, 1977, с.33-36.
./
/ сриг.Ъ



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU743817A1 |
| Устройство для плазменно-дуговой резки | 1980 |
|
SU944843A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ плазменно-дуговой обработ-Ки | 1979 |
|
SU812482A1 |
| Горелка для резки сжатой дугой | 1977 |
|
SU698733A1 |


