Изобретение относится к устройству для изготовления ленточных конвейеров с тросом, имеющим сердечник, например со стальным тросом, имеющим сердечник по меньшей мере с
- одним размоточным устройством с несколькими барабанами для троса, посредством которых разматываются уложенные в ленточный конвейер тросы,
- одним соединительным устройством или загрузочным устройством, в котором соединяются натянутые и проходящие в продольном направлении конвейера параллельно друг к другу в одной плоскости тросы с одним или несколькими полотнами из невулканизированной резины в сырую ленту,
- одним вулканизационным прессом, в котором сырая лента под давлением и/или воздействием тепла вулканизуется с образованием ленточного конвейера.
В рамках изобретения под тросами подразумеваются витые элементы, которые укладываются или уложены в качестве усилительных тросов в ленточные конвейеры и которые, как правило, состоят из скрученных или витых проволоки или волокон. Они проходят в продольном направлении конвейера. В предпочтительном варианте изобретения речь идет о стальных тросах. Однако изобретение охватывает и другие типы тросов, например тросы из искусственного или полимерного волокна (например, арамидного или полипропиленового волокна), из углеродного или из минерального волокна.
В процессе изготовления резиновых ленточных конвейеров или ленточных транспортеров с тросом, имеющим сердечник, или стальным тросом, имеющим сердечник, большое количество тросов или стальных тросов раскатываются в узле размотки, который называется также шпулярником, отдельными барабанами и затем отдельные тросы выравниваются в продольном направлении конвейера и параллельно друг к другу в одной плоскости с образованием «тросового ковра», который затем стыкуется в соединительном устройстве или загрузочном устройстве с полотнами из невулканизированной резины. Во время соединения и последующего прессования или вулканизации тросы находятся под заданным натяжением.
У устройства, известного из публикации DE 3037611 C1, для производства ленточных конвейеров со стальным тросом, имеющим сердечник, описанным ранее, между размоточным устройством и соединительным устройством, которое там называется загрузочным узлом, расположено устройство натяжения троса с приспособлением для его зажима. Под вулканизационным прессом предусмотрено протяжное приспособление зажима троса. Вулканизационный пресс сконструирован в виде проходного пресса и работает как загрузочное устройство с заданным тактом. Необходимое натяжение стальных тросов у названного устройства создается с помощью устройства натяжения троса при «неподвижном устройстве». После этого посредством вулканизационного пресса горячего формования изготавливается отрезок ленточного конвейера, пресс открывается и у разжатого устройства натяжения троса и открытого приспособления зажима троса ленточный конвейер предварительно перемещается посредством приведения в действие протяжного устройства по длине последнего вулканизированного отрезка ленточного конвейера, причем одновременно готовая лента конвейера наматывается по соответствующей длине в приемном узле, следующий вулканизируемый отрезок заготовки ленточного конвейера протаскивается в вулканизационный пресс горячего формования, загрузочный узел перемещается на определенное расстояние к вулканизационному прессу горячего формования и стальные тросы подтягиваются посредством шестеренных валков барабанов для стальных тросов. Далее для устранения возможного провисания стальных тросов запускается двигатель в шпулярнике таким образом, что барабаны для стальных тросов работают против направления движения стального троса. Далее встроенное в устройство натяжения троса приспособление зажима троса закрывается и все находящиеся между протяжным устройством и приспособлением зажима троса отрезки стального троса натягиваются посредством устройства натяжения троса. В этом натянутом состоянии стальные тросы покрываются невулканизированной резиной. У подобного устройства после покрытия требуется ослабление натяжения тросов для перемещения сырой ленты в пресс. Там тросы снова натягиваются.
Для обеспечения свободного хода изготовленных ленточных транспортеров при дальнейшей эксплуатации у всех уложенных усиливающих тросов особое значение имеет равномерное распределение натяжения. По этой причине в публикации DE 19828736 A1 уже предлагалось разместить на каждом усиливающем тросе измерительное устройство, определяющее натяжение троса, где измерительное устройство подсоединено при промежуточном включении процессора в управляющее или регулирующее установочное приспособление, причем установочное приспособление работает с зажимным механизмом, служащим опорой для натяжного ролика.
Известные из практики устройства, описанные выше, в принципе доказали свою пригодность, однако их можно усовершенствовать дальше.
Задача предлагаемого изобретения состоит в создании устройства для производства ленточных конвейеров со стальным тросом, имеющим сердечник, например, со стальным тросом, имеющим сердечник, описанного выше типа, который при упрощении конструкции позволяет изготавливать ленточные конвейеры высокого качества.
Указанная задача решается посредством того, что у соответствующего типа устройства для производства ленточных конвейеров с тросом, имеющим сердечник, например со стальным тросом, имеющим сердечник, размоточное устройство сконструировано в виде размоточного и натяжного устройства, в котором каждый трос натягивается в отдельности до необходимого производственного натяжения. Для этого отдельные барабаны для троса могут быть оборудованы по меньшей мере одним приводом зажимного механизма или приводным агрегатом, с помощью которого регулируется необходимый момент для создания требуемого производственного натяжения троса.
При этом изобретение исходит из того, что можно значительно упростить конструктивное исполнение устройства для производства ленточных конвейеров с тросом, имеющим сердечник, например со стальным тросом, имеющим сердечник, если расширяется функциональное назначение размоточного узла, посредством того, что тросы не только разматываются, но при необходимости натягиваются для предотвращения провисания и устанавливается необходимое производственное натяжение, а следовательно, требуемое натяжение конвейерной ленты. Следовательно, можно отказаться от предусмотренного до сих пор в практике наличия отдельного узла натяжения троса со встроенным зажимом троса так, что в целом можно упростить конструкцию устройства и уменьшить ее длину. Предусмотренные до сих пор в шпулярнике приводы, обеспечивающие момент натяжения лишь для предотвращения провисания, заменяются производительными электродвигателями, которые могут обеспечить необходимую величину крутящего момента для создания большого натяжения троса. Данные приводы зажимного механизма сконструированы предпочтительно в виде синхронных электродвигателей, которые предпочтительно снабжаются преобразователем частоты или подключаются к нему для возможности целенаправленного регулирования натяжения отдельного троса. Кроме того, при отказе от обычного устройства натяжения с зажимом троса появляется преимущество в том, что натяжение может создаваться и поддерживаться во время подачи (протяжки). Следовательно, больше не требуется периодически ослаблять трос, если определенный отрезок подается дальше. Таким образом становится возможной, например, и непрерывная работа.
Для повышения функциональности устройства и улучшения качества изготавливаемых ленточных конвейеров в соответствии с изобретением предлагается снабжать размоточное устройство и устройство натяжения троса одним или несколькими устройствами измерения натяжения троса, с помощью которых можно определить натяжение отдельных тросов, причем предпочтительно каждый трос имеет отдельный элемент измерения. Следовательно, данное устройство измерения натяжения троса предпочтительно интегрируется в размоточное устройство или новое размоточное устройство и устройство натяжения троса. Вместе с тем существует возможность целенаправленно контролировать фактическое натяжение троса и особенно предпочтительно интегрировать управление натяжением троса и/или регулирование натяжения троса в размоточное устройство. Для этого размоточное устройство и устройство натяжения троса предпочтительно снабжено устройством управления и регулирования, которое с одной стороны соединено с устройствами измерения натяжения троса а с другой стороны с приводами зажимных механизмов или приводными агрегатами. Посредством контроля и оценки фактически возникающего натяжения отдельных тросов существует возможность регулировать «тросовый ковер» с требуемым производственным натяжением всех отдельных тросов, например с точным идентичным натяжением всех отдельных тросов или необходимой «неоднородной» эпюрой натяжения конвейерной ленты по ширине ленточного конвейера, а именно без отдельного узла натяжения троса между размоточным устройством и соединительным узлом. Благодаря обработке данных измерительных устройств можно точно отрегулировать необходимое натяжение троса на барабанах или их приводах, а именно и в том случае, когда в зависимости от диаметра различных барабанов для троса из одинакового крутящего момента возникают разные силы натяжения.
В соответствии с изобретением с помощью размоточного устройства и устройства натяжения троса можно целенаправленно создавать натяжение троса или силу натяжения, например, до 4,000 Н на один трос, а именно без отдельного узла натяжения троса. Типичные натяжения отдельного троса или сила натяжения составляют от 800 до 4,000 Н, а именно в зависимости от диаметра троса. Диаметр троса составляет, например, от 2 до 18 мм, предпочтительно от 2,5 до 15 мм.
Размоточное устройство содержит обычно катушечную раму, в которой посредством привода зажимного механизма вращаются барабаны для троса. При этом в изобретении предлагается, чтобы устройство измерения натяжения троса было встроено в катушечную раму, например было расположено с выходного конца катушечной рамы. Со стороны выхода подобная катушечная рама снабжена, как правило, направляющими роликами для троса, сконструированными, например, в виде зубчатого ролика или валка. В изобретении предлагается в данной зоне встроить устройства измерения натяжения троса. Для этого устройства измерения натяжения троса могут быть снабжены несколькими элементами измерения для отдельных тросов, например щупами. Данные измерительные щупы могут быть образованы, например, контрольными шайбами или измерительными роликами, которые могут соединяться с динамометрическими датчиками.
Особенно предпочтительно конструировать устройства измерения натяжения троса наподобие треугольника. Они содержат по меньшей мере два расположенных последовательно по ходу движения направляющих ролика, между которыми измерительные щупы входят в тросы на заданную величину. Затем с помощью измерительных щупов измеряются вызванные тросами противодействующие силы. Особенно предпочтительно устанавливать и, следовательно, фиксировать направляющие ролики и расположенный между ними щуп, например контрольную шайбу, в четком геометрическом порядке, а именно таким образом, чтобы проходящий трос отклонялся между направляющими роликами и измерительным щупом. Возникающая в ходе этого отклонения противодействующая сила измеряется с помощью подключенного, например, к динамометрическому датчику измерительного щупа. Полученная таким образом измеренная величина используется для управления и/или регулирования натяжения троса, как было описано выше.
В качестве привода зажимного механизма, как правило, используются комбинации двигатель/редуктор (в виде приводного агрегата). Для регулирования напряжения отдельных тросов из соображений целесообразности разъяснено, каким образом оборудовать отдельные двигатели преобразователем частоты. В зависимости от исполнения комбинации двигатель/преобразователь частоты измеренная величина натяжения троса передается непосредственно на двигатель и регулируется автономно или передается на центральный программируемый логический контроллер PLC и полученные регулирующие величины подаются в преобразователи частоты отдельных двигателей. Регулирование может происходить по заданному через центральный программируемый логический контроллер PLC значению.
За вулканизационным прессом, в частности, если он выполнен в виде проходного пресса, предпочтительно расположено протяжное устройство. Затем тросы натягиваются до производственного натяжения с помощью описанного размоточного устройства и устройства натяжения между данным размоточным устройством и устройством натяжения и протяжным устройством.
Между размоточным устройством и устройством натяжения и соединительным узлом, в котором тросы соединяются с полотнами из невулканизированной резины, как правило, расположено выравнивающее устройство по меньшей мере с одним разжимным гребнем, в котором отдельные тросы в плоскости ленты поворачиваются под разными углами. С помощью данного разжимного гребня меняется интервал между тросами, предпочтительно уменьшается, при необходимости, и увеличивается. Как правило, посредством разжимного гребня устанавливаются требуемые производственные интервалы между тросами, прежде чем они поступят в соединительный узел.
Как правило, отдельные тросы при выходе из размоточного устройства или устройства натяжения имеют зазор, который не соответствует требуемому технологическому интервалу. Технологические расстояния между ленточными конвейерами в большинстве случаев меньше, чем ширина размоточных устройств или устройств натяжения, так что требуется «сужение тросового ковра», которое реализуется с помощью выравнивающего устройства. Подобное выравнивающее устройство содержит разжимной гребень. Разжимной гребень может быть выполнен известным способом в виде неподвижной стальной планки с приваренными зубцами или в виде планки с канавками, полученными фрезерованием. Так как отдельные тросы в процессе сужения тросового ковра с разной интенсивностью меняют направление в зубцах, то возникают разные силы трения, которые приводят к более или менее сильному изменению натяжения троса. Чем больше отклонение в зубце гребня, тем больше изменение натяжения троса. Для предотвращения нежелательного влияния натяжения отдельных тросов в процессе производства при изменении натяжения ленты в ходе изменения направления в изобретении предлагается соответствующим образом в размоточном и натяжном узлах устанавливать или регулировать натяжение троса, чтобы с учетом изменений натяжения троса в разжимном гребне за разжимным гребнем задавать производственное натяжение. Следовательно, изобретение относится не только к устройству, но и к способу изготовления ленточных конвейеров с тросом, имеющим сердечник, например стальным тросом, имеющим сердечник, где измеряется натяжение отдельных тросов и регулируется в размоточном устройстве и натяжном устройстве с учетом результатов измерения до требуемого заданного значения или необходимых заданных величин. Установка или регулирование натяжения троса происходит в катушечной рам, как описано, особенно предпочтительно с учетом последующих изменений натяжения в выравнивающем устройстве или в разжимном гребне.
Если, например, перед покрытием сырой резиновой смесью тросового ковра, например стального тросового ковра, все тросы или стальные тросы имеют идентичное натяжение, то с учетом изменений натяжения в разжимном гребне, в размоточном устройстве и устройстве натяжения целенаправленно устанавливается по всей ширине неоднородная эпюра натяжений тросового ковра. Однако в качестве альтернативы существует возможность целенаправленно устанавливать неоднородную эпюру натяжения троса по ширине тросового ковра в зоне загрузочного узла. Таким образом, по требованию можно изготавливать ленточные конвейеры с неоднородным натяжением троса. Это выполняется без проблем с высокой точностью также с помощью устройства в соответствии с изобретением и посредством способа в соответствии с изобретением.
В рамках изобретения существует возможность вычислить изменение натяжения в зоне разжимного гребня и затем компенсировать с помощью устройства натяжения, существует возможность заменить традиционный разжимной гребень с неподвижными зубцами на роликовый гребень «с пониженным трением». Пояснения даются в описании фигур.
Соединительный узел или загрузочный узел, в котором соединяются тросы или тросовый ковер с полотнами из невулканизированной резины, может быть сконструирован обычным способом как загрузочный узел, работающий с определенным тактом, с пресс-машиной, совершающей возвратно-поступательные движения. Тем не менее, в качестве альтернативы также может быть предусмотрено непрерывно работающее соединительное устройство. Это представлено в описании фигур.
Наконец, в рамках изобретения существует возможность обычным способом сконструировать пресс в виде вулканизационного пресса, работающего с определенным тактом. В таком случае устанавливается заданное производственное натяжение отдельных тросов с одной стороны между размоточным узлом и с другой стороны подключенным протяжным устройством в неподвижном состоянии у открытого вулканизационного пресса. Тем не менее, изобретение содержит и варианты с непрерывно работающими вулканизационными прессами. Это представлено и в описании фигур.
Размоточный узел содержит множество размоточных блоков, которые состоят из барабана для троса и приводного агрегата.
В рамках изобретения предусмотрено использование комбинации двигатель/редуктор для размоточных узлов или их блоков в качестве приводных агрегатов, которые имеют унифицированный выходной вал, который может быть выполнен в виде шлицевого вала, полого вала или шпоночного вала. Отдельные барабаны для троса установлены на отдельных собственных валах в подвижных опорах или на отдельных собственных валах в неподвижных опорах, так что в этом случае необходимо соединять неподвижно унифицированный выходной вал с катушечным валом.
В альтернативной предпочтительной форме осуществления изобретения барабан для троса установлен непосредственно на выходном валу, встроенном в редуктор и выступающем из редуктора. В данном аспекте изобретение исходит из того, что конструкция размоточного блока может быть оптимизирована, так что отказываются от оборудования редуктора унифицированным выходным валом, который неподвижно присоединяется к требуемому катушечному валу. Более того, в рамках изобретения предпочтительно используется выходной вал, выведенный из редуктора, непосредственно для установки в опоры и для привода барабана с тросом.
Следовательно, выходной вал, выведенный из редуктора, адаптируется таким образом, что барабан для троса может устанавливаться и закрепляться непосредственно на этом выходном валу. С учетом того что в одном размоточном узле предусмотрено множество отдельных размоточных блоков, оборудованных приводным агрегатом, можно создать экономичный приводной агрегат, так сказать, «под заказ» с выходным валом с определенным назначением, так что можно отказаться от отдельного катушечного вала. Таким образом реализуется весьма компактная конструкция и сокращается требуемая номенклатура деталей.
Для этого в изобретении предлагается, чтобы встроенный в редуктор выходной вал выступал на заданную длину из редуктора, которая, предпочтительно, равна или больше, по меньшей мере, ширины барабанов для тросов. Следовательно, встроенный в редуктор выходной вал имеет такие размеры, что он служит устойчивой опорой для барабанов с тросами. Это важно и потому, что барабаны для троса, как правило, закреплены в катушечной раме лишь «с одной стороны».
Размоточные блоки в соответствии с изобретением весьма простым способом благодаря применению мощных электродвигателей и подходящих редукторов непосредственно позволяют развивать требуемый крутящий момент для создания сильного натяжения троса, так что приводные агрегаты сконструированы в виде «полноценных» приводов зажимного механизма, с помощью которых достигается на самом деле требуемое производственное натяжение.
Для возможности передачи простым способом крутящего момента с вала на барабан с тросом в первой форме осуществления изобретения предлагается, чтобы выходной вал был сконструирован в виде фасонного вала и для передачи крутящего момента входил в зацепление без возможности проворачивания и с геометрическим замыканием в соответствующий паз барабана с тросом. В рамках изобретения под фасонным валом подразумевается фасонный в поперечном разрезе вал, который, следовательно, содержит отличное от круглой формы поперечное сечение, например многоугольное поперечное сечение. Паз барабана имеет соответствующее поперечное сечение, например многоугольное поперечное сечение, так что выходной вал может вставляться в паз барабана с геометрическим замыканием и без возможности проворачивания. Следовательно, барабан для троса может монтироваться на выходном валу простым способом и с возможностью снятия и может просто и эффективно передавать крутящий момент на барабан с тросом. Выходной вал может изготавливаться из высокопрочной стали. В рамках второй формы осуществления изобретения в качестве альтернативы выходной вал может быть сконструирован в виде нефасонного гладкого вала. В рамках изобретения под нефасонным валом подразумевается, что вал имеет круглое поперечное сечение. Данный выходной вал с круглым поперечным сечением выполнен предпочтительно из высокопрочной стали и имеет гладкую поверхность. Данный вариант осуществления изобретения подходит особенно тогда, когда необходимо работать с обычными барабанами для троса со скругленными пазами или отверстиями в барабанах. И установленные на данные выходные валы барабаны закрепляются неподвижно (но с возможностью съема) на выходных валах. Предпочтительно это осуществляется с помощью поводка, который неподвижно закреплен или может быть зафиксирован на выходном валу. Для предотвращения снижения прочности весьма жесткого выходного вала, например, в результате сварного соединения в предпочтительной форме осуществления изобретения предлагается, чтобы поводок был закреплен на выходном валу с силовым замыканием посредством упругого зажимного элемента. Такой упругий зажимной элемент может быть выполнен, например, в виде обжимного кольца.
Для возможности неподвижного соединения, но с возможностью съема с помощью поводка, установленного на выходном валу барабана для троса с валом, поводок может иметь одну или несколько эксцентрически расположенных, например эксцентрически распределенных вокруг вала, цапф, которые, например, проходят в осевом направлении и входят в эксцентрически расположенные пазы барабанов для тросов. Тем не менее, напротив, есть возможность, чтобы поводок имел пазы, барабан для троса - цапфы. В любом случае происходит соединение с геометрическим замыканием барабана для троса и поводка, причем поводок соединен с валом неподвижно. Данная конструкция посредством поводка позволяет, в частности, легко заменять барабаны для тросов.
В усовершенствованном варианте с помощью поводка, в частности, при такой форме осуществления изобретения, при которой вал имеет круглое поперечное сечение, подразумевается, что можно работать с обычными барабанами для троса. Однако в рамках изобретения в качестве альтернативы у фасонного вала с отличным от круглой формы поперечным сечением, так сказать, дополнительно предусмотрен поводок для передачи крутящего момента.
В рамках изобретения предполагается, что с выходного конца для фиксации на валу барабана с тросом на вал устанавливается стопорный элемент, например стопорная шайба, после того, как барабан надет на вал. Такой стопорный элемент, например стопорная шайба, может фиксироваться штифтом или пружиной. Опционально или дополнительно в рамках изобретения подразумевается, что цапфы и/или пазы имеют форму конуса и имеют расширяющееся по глубине поперечное сечение.
Преимущество конического исполнения заключается в том, что во время работы ввиду изменения направления силы барабан с тросом тянется, так сказать, самостоятельно в направлении поводка и тем самым стопорится. В таком случае при необходимости можно отказаться от остальных стопорных элементов, например стопорных шайб. Кроме того, таким путем упрощается замена барабана с тросом, так как можно отказаться от снятия стопорных шайб и т.п. Предпочтительно в качестве двигателя используется электродвигатель, например синхронный электродвигатель, а редуктор выполнен в виде передаточного механизма, например конической передачи.
При осуществлении способа изготовления ленточных конвейеров тросы поворачивают в расположенном между размоточным и соединительным устройствами разжимном гребне в плоскости ленты под разными углами при изменении натяжения отдельных тросов. При этом натяжение троса в размоточном и натяжном устройстве устанавливают или регулируют соразмерно, чтобы с учетом изменений натяжения тросов в направляющем гребне за направляющим гребнем задать требуемое рабочее натяжение.
Размоточный узел, который обозначается и как шпулярник, снабжен катушечной рамой и несколькими расположенными в катушечной раме размоточными блоками описанного выше типа. При этом в катушечную раму может быть интегрировано множество размоточных блоков, например более чем 100 размоточных блоков, предпочтительно более чем 200 размоточных блоков, при необходимости более чем 300 размоточных блоков. Полученные благодаря упрощению размоточных блоков преимущества имеют место, в частности, тогда, когда в одно устройство встраиваются особенно много размоточных блоков, которые содержат соответственно собственный приводной агрегат. В этом случае можно изготовить и получить экономически выгодным способом удовлетворяющий специальным требованиям редуктор с подходящим выходным валом. Подобный размоточный узел в рамках изобретения можно создать простым способом и с малыми затратами, так как он состоит всего лишь из нескольких компонентов. Он собирается из сравнительно простой стальной конструкции двигателя/редуктора в соответствии с изобретением и соответствующих барабанов.
Далее изобретение поясняется подробнее при помощи рисунков, на которых представлены лишь примеры его осуществления.
Показано:
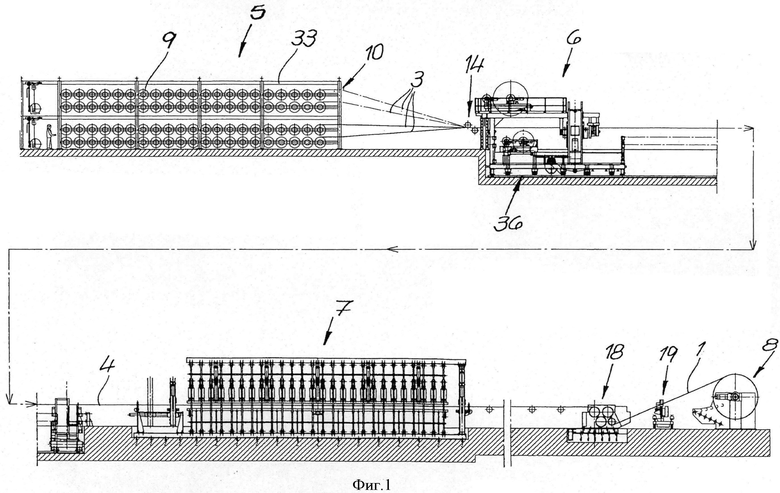
на фиг.1 - схематически устройство для изготовления ленточных конвейеров со стальным тросом, имеющим сердечник, вид сбоку;
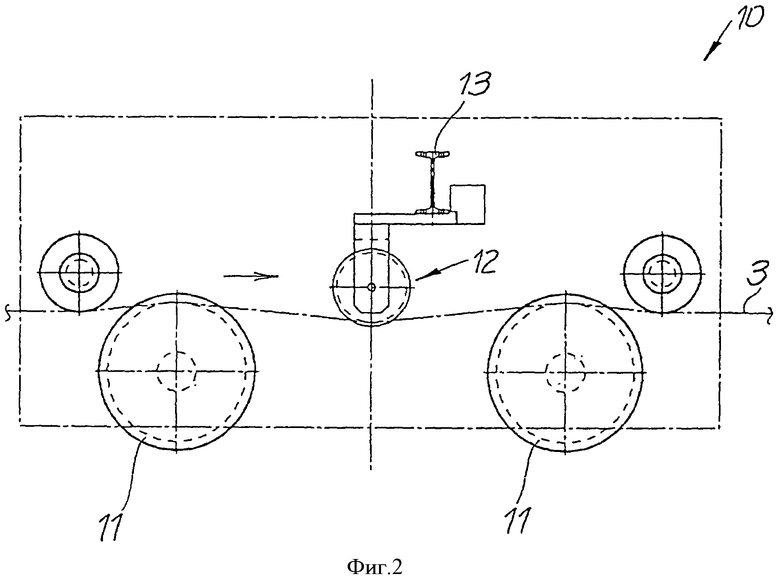
на фиг.2 - увеличенный разрез устройства согласно фиг.1 в зоне устройства измерения натяжения;
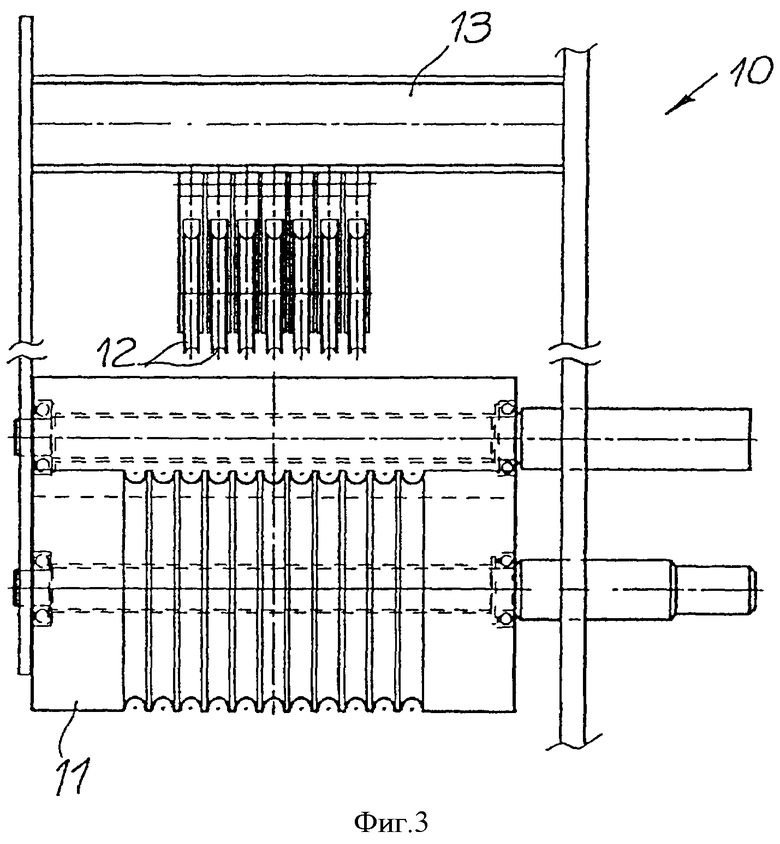
на фиг.3 - устройство согласно фиг.2, следующий вид;
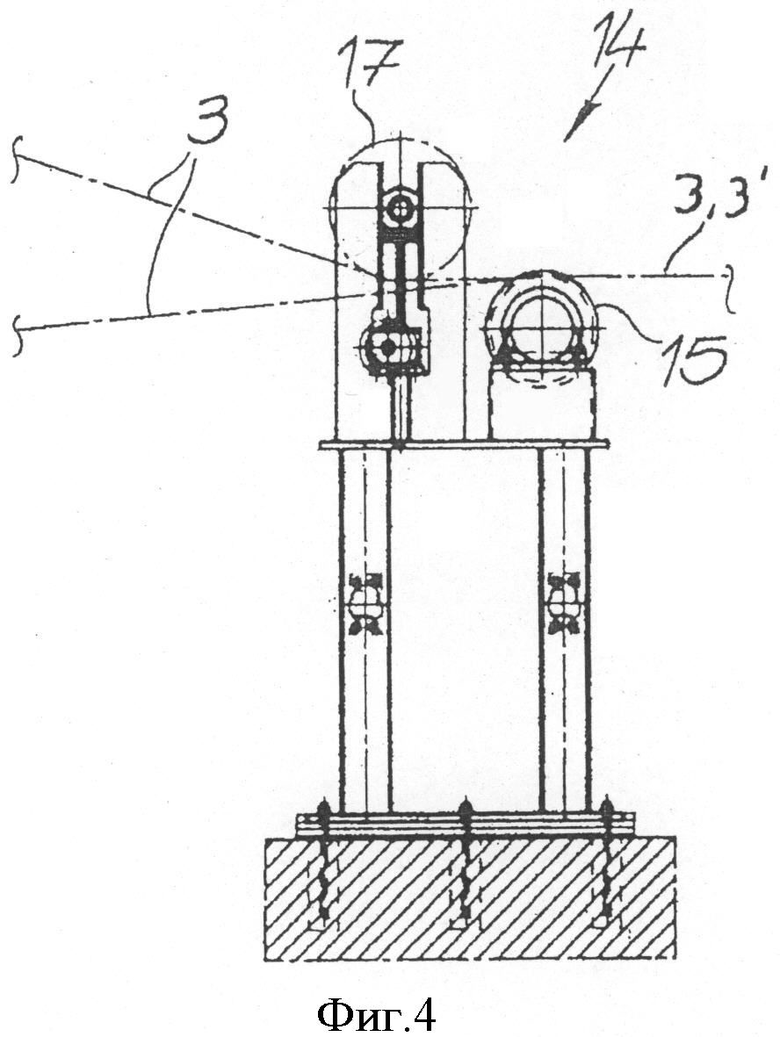
на фиг.4 - увеличенный разрез устройства согласно фиг.1 в зоне выравнивающего устройства;
на фиг.5 - устройство согласно фиг.4, следующий вид;
на фиг.6 - следующий увеличенный разрез устройства согласно фиг.1;
на фиг.7 - устройство согласно фиг.6, вид сверху;
на фиг.8 - измененная форма исполнения устройства согласно фиг.1;
на фиг.9 - следующая форма исполнения устройства согласно фиг.1;
на фиг.10 - увеличенный разрез устройства согласно фиг.9;
на фиг.11 - размоточный блок устройства согласно фиг.1;
на фиг.12 - измененная форма исполнения устройства согласно фиг.11; и
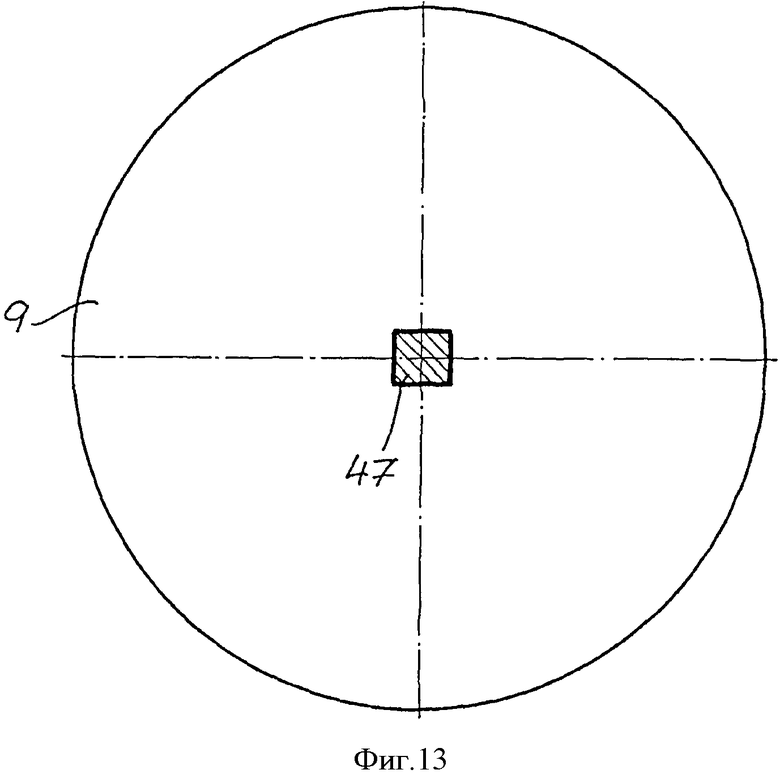
на фиг.13 - устройство согласно фиг.12 в поперечном разрезе.
На фигурах представлено устройство для изготовления ленточных конвейеров 1 с тросом, имеющим сердечник, в частности со стальным тросом, имеющим сердечник. Такого рода ленточные конвейеры 1 изготавливаются, как правило, по меньшей мере, из двух полотен 2 из невулканизированной резины, между которыми укладывается тросовый ковер или ковер из стальных тросов из нескольких проходящих в продольном направлении конвейера параллельно друг к другу в одной плоскости тросов или стальных тросов 3. При этом отдельные стальные тросы 3 предварительно натягиваются с заданным усилием. Следовательно, они находятся под заданным натяжением ленты. Отдельные проходящие в одной плоскости стальные тросы 3 вместе образуют тросовый ковер 3′.
Принципиальная конструкция устройства содержит размоточное устройство 5, соединительное устройство 6, вулканизационный пресс 7 и по меньшей мере одно намоточное устройство 8.
Размоточное устройство 5 содержит множество вращающихся барабанов 9 для троса, посредством которых разматываются уложенные в ленточный конвейер 1 тросы 3.
В соединительном устройстве 6 стыкуются находящиеся под натяжением и проходящие в продольном направлении конвейера параллельно друг к другу в одной плоскости стальные тросы 3 или ковер 3′ из стальных тросов с полотнами 2 из невулканизированной резины и с сырой лентой 4.
Затем сырая лента 4 вулканизуется в прессе 7 под давлением и под воздействием тепла с образованием ленточного конвейера 1.
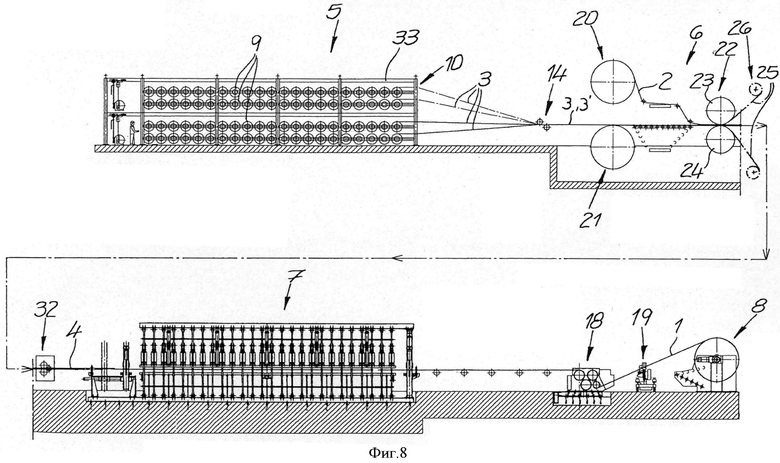
Представленное на фиг.1 устройство работает с определенным тактом, то есть как соединительное устройство 6, так и вулканизационный пресс 7 работают в цикличном режиме. Подробное пояснение приводится ниже.
В то время как в устройствах, известных из уровня техники, до сих пор между размоточным устройством 5 и соединительным устройством 6, которое обозначается как загрузочный узел, было предусмотрено устройство натяжения, теперь в рамках изобретения размоточное устройство сконструировано как комбинация размоточного устройства и устройства 5 натяжения. В этом размоточном устройстве и устройстве 5 натяжения каждый трос 3 натягивается в отдельности до необходимого натяжения. Для этого отдельные барабаны 9 снабжены отдельным (на фиг.1-10 не представлен) приводом для натяжения, который служит теперь не только для предотвращения провисания троса при разматывании, но с помощью данных приводов можно отрегулировать необходимый для создания производственного натяжения троса момент. Данные приводы могут быть сконструированы в виде синхронных электродвигателей, снабженных частотным преобразователем частоты или соединены с ним. Подробное пояснение дается на фиг.11-13.
Для возможности не только установки, но и контроля требуемого натяжения отдельных тросов, размоточное устройство и устройство натяжения оборудованы одним или несколькими устройствами 10 измерения натяжения троса для определения натяжения всех отдельных тросов. Для этого устройство 10 измерения натяжения троса имеет один или несколько элементов 12 измерения, причем каждый трос 3 имеет собственный элемент 12 измерения. Следовательно, можно измерить и оценить натяжение всех отдельных тросов. На фиг.1 представлено условное изображение данного устройства 10 измерения натяжения троса. Конструкция и принцип работы данного устройства 10 измерения поясняется при помощи фиг.2 и 3.
Размоточное устройство и устройство 5 натяжения содержит раму 33, в которой на подвижных опорах установлены барабаны 9 для троса. Поскольку, как видно из фиг.1, отдельные барабаны 9 предусмотрены на нескольких ярусах и рядом расположены в большом количестве барабаны, то сначала из размоточного узла в несколько групп отводятся несколько отдельных тросов 3. Каждая из этих групп может иметь собственное устройство 10 измерения натяжения троса. Пример такого устройства 10 измерения натяжения троса 10 представлен на фиг.2 и 3. Устройства 10 измерения натяжения троса имеют несколько элементов 12 измерения, которые расположены в виде треугольника. Они содержат два расположенных последовательно по ходу движения направляющих ролика 11, между которыми расположены несколько относящихся к отдельным тросам 3 измерительных элементов 12 в виде измерительных щупов. Геометрия данного треугольника имеет такую форму, что измерительные щупы погружаются между направляющими роликами 11, входят на заданную величину, следовательно, давят на тросы. Каждый измерительный щуп имеет отдельный непоказанный динамометрический датчик, с помощью которого можно измерять возникающие от соответствующего троса 3 противодействующие силы. Представленные на фиг.2 и 3 направляющие ролики 11 встроены неподвижно в устройство и, следовательно, неподвижно встроены в катушечную раму или присоединены к ней. Отдельные измерительные щупы выполнены как вращающиеся контрольные шайбы, которые навешены под промежуточным включением динамометрических датчиков на общей неподвижной опоре 13. Под неподвижным состоянием подразумевается неподвижность во время измерения. Следовательно, измерительные щупы или опору можно расположить с возможностью перемещения, например, для регулировки. В процессе самого измерения опора тем не менее фиксируется. Следовательно, геометрия направляющих роликов 11, с одной стороны, и опоры 13, с другой стороны, с присоединенными к ней контрольными шайбами 12 определяет представленную геометрию движения троса, которая создает действующую поперек к направлению хода ленты силу.
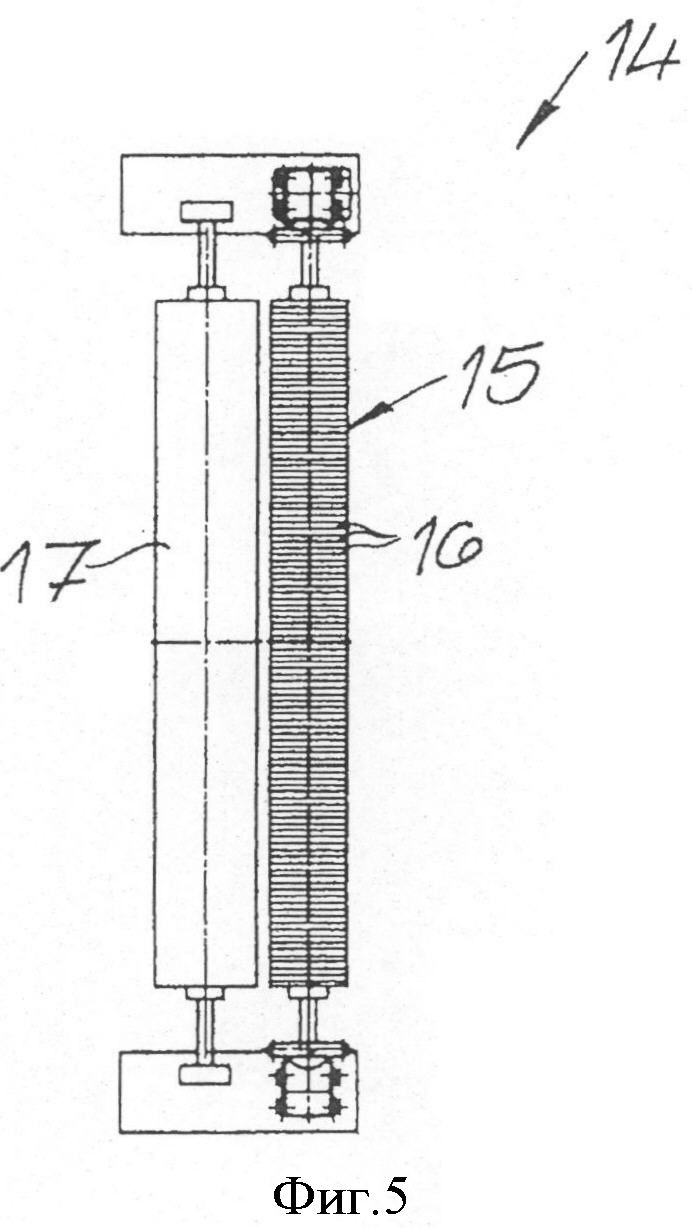
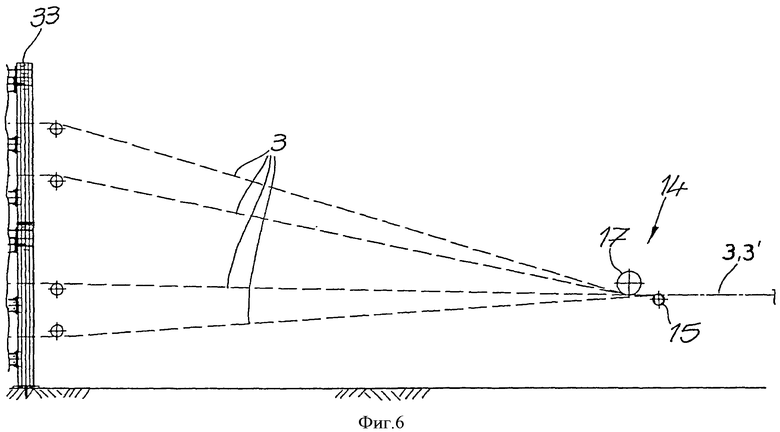
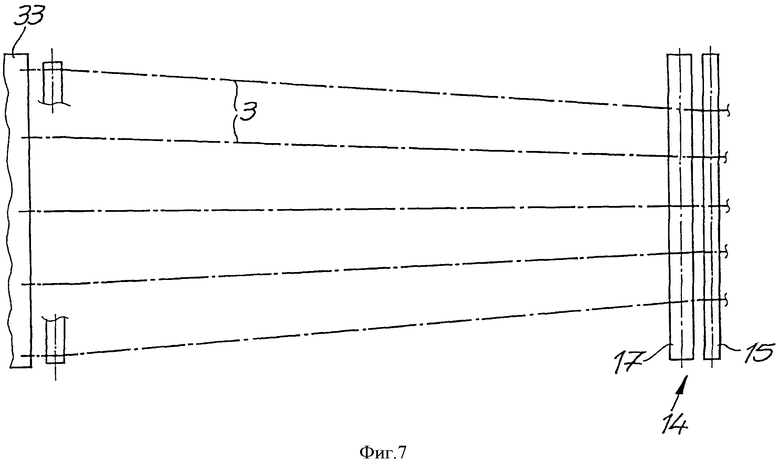
Созданные таким образом противодействующие силы измеряются с помощью измерительных элементов 12 или их динамометрических датчиков. Таким образом, полученные значения измерений используются для регулирования натяжения троса, а именно с помощью уже упомянутого непоказанного управляющего или регулирующего устройства. Существует возможность точно устанавливать и регулировать все натяжения троса требуемым способом, так что можно изготавливать ленточные конвейеры с высоким качеством. Поскольку ширина размоточного устройства и устройства 5 натяжения на практике иная, например больше, чем ширина изготавливаемых ленточных конвейеров 1 и, следовательно, также больше, чем ширина необходимого тросового ковра 3′, то между размоточным устройством и устройством 5 натяжения и соединительным устройством 6 или загрузочным устройством расположено выравнивающее устройство 14, которое содержит один определяемый производственным интервалом или примерным производственным интервалом тросов разжимной гребень 15. Конструкция и принцип работы такого разжимного гребня 15 даются в сравнении на фиг.4, 5, 6 и 7.
В примере осуществления изобретения разжимной гребень 15 выполнен в виде установленного в подвижных опорах роликового гребня, который по внешнему периметру содержит проходящие параллельно друг к другу направляющие канавки 16, расстояние между которыми соответствует приблизительно технологическому интервалу. К роликовому гребню присоединен направляющий ролик 17, посредством которого управляют свободным подводом подаваемых из разных плоскостей из размоточного узла тросов. В частности, на фиг.6 и 7 показано, что с помощью данного разжимного гребня 15 осуществляется сужение тросового ковра. Роликовый гребень может состоять из вращающегося стержня ролика и установленной на него втулки с канавками. Таким образом, благодаря замене втулки может осуществляться подгонка к различным расстояниям троса. Подробное пояснение не представлено. В качестве альтернативы такому роликовому гребню может использоваться также обычный неподвижный гребень со стальными зубцами.
Независимо от типа разжимного гребня 15 в плоскости конвейера постоянно происходит более сильный или слабый перегиб отдельных тросов. Этот перегиб согласно форме осуществления изобретения связан, в частности, с неподвижным гребнем со стальными зубцами - с натяжением ленты конвейера. Следовательно, разжимной гребень 15 может изменять распределение неоднородного натяжения стальных тросов по ширине ленточного конвейера, а следовательно, изменять его форму. В рамках изобретения данный эффект компенсируется посредством того, что, например, полученные эмпирическим путем изменения натяжения в зоне разжимного гребня 15 учитываются заранее при установке эпюры натяжения в зоне узла 5 натяжения троса. Если, например, тросовый ковер формируется при помощи постоянного натяжения троса по всей ширине ленточного конвейера, то с учетом неоднородных изменений в зоне разжимного гребня 15 сначала создается неоднородная эпюра натяжения в зоне узла 5 натяжения троса. Следовательно, характеристики стальных тросов оказывают некоторое влияние на регулирование в зоне разжимного гребня.
Остальное можно увидеть на фиг.1, где вулканизационный пресс 7 подсоединен к протяжному устройству 18, которое тянет стальные тросы 3 и готовый ленточный конвейер 1 посредством всего устройства, прежде чем готовый ленточный конвейер 1 затем будет накручен на подсоединенное намоточное устройство 8 готового ленточного конвейера. Между протяжным устройством 18 и намоточным устройством 8 готового ленточного конвейера может быть предусмотрено разделительное устройство 19.
Представленное на фиг.1 устройство работает, как уже пояснялось, с определенным тактом. Если, например, в вулканизационном прессе 7 закончено изготовление отрезка ленточного конвейера, то вулканизационный пресс 7 открывается и готовая лента 1 прогоняется посредством протяжного устройства 18 на длину последнего вулканизированного отрезка ленточного конвейера. Одновременно следующий вулканизируемый отрезок подается в вулканизационный пресс 7. Соединительное устройство 6 сконструировано в виде работающего с определенным тактом загрузочного устройства с пресс-машиной 36. В ходе прогонки готового отрезка ленты еще не собранные стальные тросы вытягиваются на соответствующую длину. Прежде чем данный ковер из стальных тросов будет покрыт полотнами 2 из невулканизированной резины с помощью пресс-машины 36, стальные тросы должны быть натянуты с требуемым технологическим натяжением. Для этого у открытого пресса 7 и «неподвижного» протяжного устройства 18 посредством узла размотки и узла натягивания описанным способом отдельные стальные тросы 3 натягиваются с требуемым усилием ленты и регулируются до необходимого заданного значения. Следовательно, в рамках изобретения это удается осуществить без отдельного узла натягивания. После установки требуемого натяжения тросовый ковер с помощью пресс-машины 36 покрывается полотнами 2 из невулканизированной резины и предварительно прессуется отрезками. Вместе с этим или затем вулканизационный пресс 7 закрывается и поданный туда отрезок из сырой ленты вулканизуется. В любом случае это загрузочное устройство 6 работает с определенным тактом, то есть тросы в неподвижном состоянии покрываются невулканизированной резиной, так что размоточные устройства сырых лент подаются и забираются машиной 36.
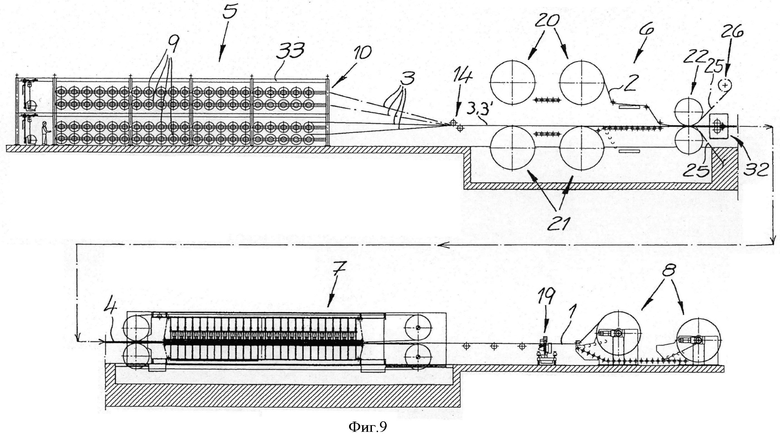
На фиг.8 представлена форма осуществления, в соответствии с которой вулканизационный пресс 7 сконструирован в виде пресса, работающего с заданным тактом, однако соединительный узел 6 функционирует непрерывно. Это означает, что в соединительном узле полотна 2 из невулканизированной резины во время перемещения стальных тросов 3 стыкуются с перемещающимися стальными тросами 3.
Для этого соединительное устройство 6 содержит одно расположенное поверх стальных тросов 3 неподвижное размоточное устройство 20 для верхнего полотна 2 из невулканизированной резины и одно расположенное ниже стальных тросов 3 неподвижное размоточное устройство 21 для нижнего полотна 2 из невулканизированной резины. К данным размоточным устройствам 20, 21 подсоединено по меньшей мере одно прижимное приспособление 22, с помощью которого стальные тросы 3 или полотна 2 из невулканизированной резины прижимаются друг к другу. В примере осуществления изобретения прижимное приспособление 22 сконструировано в виде валкового каландра с верхним валиком 23 и нижним валиком 24. Поскольку полотна 2 из невулканизированной резины покрыты, как правило, разделительной пленкой 25 и смотаны, то в примере осуществления изобретения соединительное устройство 6 оборудовано механизмами перемотки 26 для этой разделительной пленки 25. Данные механизмы перемотки 26 показаны схематически. Они расположены в направлении передвижения за прижимным приспособлением 22. В остальном устройство работает согласно фиг.8 так же, как устройство функционирует и в соответствии с фиг.1. Между загрузочным устройством 6 и прессом 7 может быть расположено обрезное устройство 32.
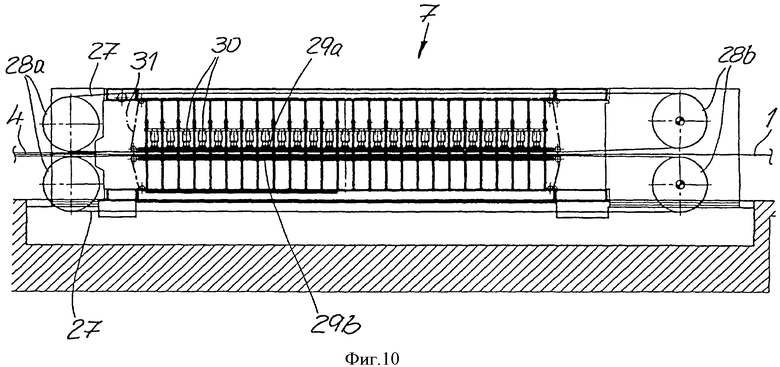
В форме осуществления, представленной на фиг.9, вулканизационный пресс 7 выполнен в виде непрерывно работающего пресса. В примере осуществления изобретения речь идет о двухленточном прессе с бесконечно проходящими в верхней части и в нижней части прессующими лентами 27, которые выполнены, например, в виде стальных лент и направляются через отклоняющие ролики 28а, 28b. Далее в верхней части и в нижней части соответственно расположены нагреваемые прессующие пластины 29а, 29b, где на верхнюю прессующую пластину 29а и/или нижнюю прессующую пластину 29b усилие передается через гидравлические поршни 30. В примере осуществления изобретения речь идет о прессе с верхним расположением цилиндров. Проходящие прессующие ленты 27 поддерживаются при промежуточном подключении обкатных агрегатов 31, например накатных стержней, в прессующих пластинах 29а, 29b.
В представленном на фиг.9 примере осуществления изобретения отказываются от отдельного протяжного устройства, устанавливаемого за прессом. Следовательно, непрерывный пресс сконструирован таким образом, что с помощью прессующих лент 27 стальные тросы 3 могут натягиваться с необходимым натяжением посредством устройства. Размоточное и соединительное устройство 5 устанавливает необходимое натяжение отдельных тросов 3, следовательно, против движения непрерывного пресса 7. Следовательно, с помощью представленного на фиг.9 устройства возможна непрерывная работа.
Представленное на фигурах устройство поясняется на примере изготовления ленточных конвейеров со стальным тросом, имеющим сердечник. Тем не менее, пояснения действительны равным образом и для ленточных конвейеров с другими тросами, имеющими сердечник.
Предпочтительная форма осуществления изобретения поясняется при помощи фиг.11-13.
Как уже было пояснено, размоточный узел 5 содержит катушечную раму 33 и несколько расположенных на катушечной раме 33 размоточных блоков 40. Каждый размоточный блок 40 состоит из приводного агрегата и барабана 9, где отдельными барабанами 9 размоточных блоков 40 разматываются укладываемые в ленточный конвейер 1 тросы 3. Барабаны 9 соединены с приводными агрегатами с возможностью съема, и следовательно, замены.
Приводной агрегат содержит по меньшей мере один электродвигатель 41 и по меньшей мере один редуктор 42. Редуктор оборудован одним выходным валом 47. С помощью приводного агрегата в действие приводится барабан 9. При этом следует учитывать, что тросы снимаются или разматываются, например, с встроенного в устройство протяжного механизма 18 барабанов 9, так что в рамках изобретения приводной агрегат сконструирован в виде тормозного агрегата и/или зажимного механизма, который удерживает разматываемые тросы 3 с заданным натяжением.
Как описано, создание необходимого производственного натяжения тросов осуществляется посредством тормозных агрегатов и/или зажимных механизмов. Следовательно, при помощи приводного агрегата можно регулировать необходимый для создания данного натяжения тросов момент. Электродвигатели 41 сконструированы, например, в виде синхронных электродвигателей, которые могут быть оборудованы преобразователем частоты или могут быть соединены с ним.
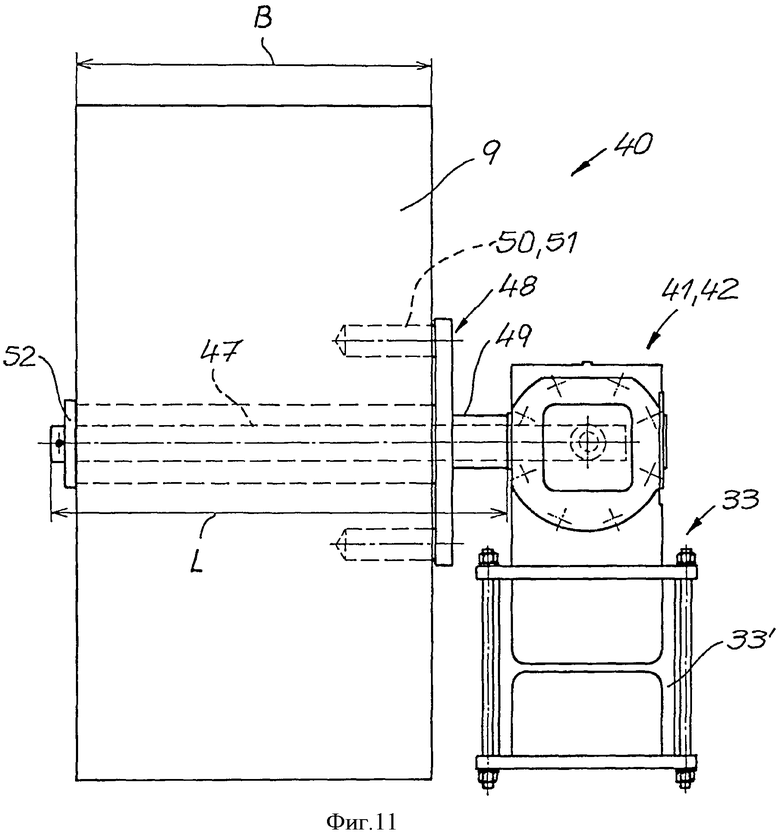
В соответствии с изобретением барабан 9 размоточного блока 40, как представлено на фиг.11-13, установлен непосредственно на встроенном в редуктор 42 и выступающем из редуктора выходном валу 47.
На фиг.11 в качестве примера показана проходящая в продольном направлении продольная балка 33′ катушечной рамы 33. На данной продольной балке 33′ установлен приводной агрегат, состоящий из двигателя 41 и редуктора 42, причем двигатель 41 на фиг.11 или 12 подробно не представлен.
Встроенный в редуктор 42 выходной вал 47 выступает из редуктора 42 на заданную длину L, причем эта длина L больше ширины В барабана. Это позволяет установить барабан 9 непосредственно на выступающем из редуктора выходном валу 47 без неподвижного соединения отдельного катушечного вала со стандартным выходным валом редуктора.
В примере осуществления изобретения согласно фиг.11 выходной вал 47 выполнен в виде нефасонного гладкого вала из высокопрочной стали с гладкой поверхностью. Он имеет круглое поперечное сечение. Он входит в паз барабана также с круглым поперечным сечением. Для возможности неподвижного соединения барабана 9 с выходным валом 47 и простой замены барабана предусмотрен поводок 48, который, с одной стороны, неподвижно установлен на выходном валу 47, а с другой стороны обеспечивает неподвижное, но с возможностью съема соединение с барабаном 9. Поводок 48 соединен с выходным валом 47 с силовым замыканием, например, посредством упругого зажимного элемента 49. Данный упругий зажимной элемент 49 в упрощенном виде представлен на фиг.11. Такой упругий зажимной элемент может быть выполнен, например, в виде обжимного кольца 49.
Для возможности неподвижного, но разъемного соединения отдельных барабанов 9 с выходным валом 47 в примере осуществления изобретения поводок 48 содержит несколько эксцентрически расположенных, например эксцентрически распределенных вокруг вала, цапф 50, которые входят в эксцентрически расположенные пазы 51 барабанов для тросов. Таким способом можно передавать большие растягивающие усилия или крутящие моменты. Тем не менее, гарантирована простая взаимозаменяемость барабана 9. Благодаря соединению с силовым замыканием между поводком 48 и выходным валом 47 исключены сварные соединения, которые могли бы ухудшить прочность выходного вала 47. Соединение с геометрическим замыканием между барабаном 9 и поводком 48 позволяет осуществлять простую замену барабанов.
Принципиально в рамках изобретения барабан 9 в осевом направлении фиксируется стопорным элементом 52, например стопорной шайбой. Опционально или дополнительно цапфа 50 и/или паз 51 могут иметь форму конуса и содержать расширяющееся по глубине поперечное сечение.
Такая форма осуществления изобретения на фигурах не представлена. При необходимости она позволяет отказаться от стопорного элемента. Ведь коническая форма цапфы и/или паза во время работы так меняют направление растягивающих усилий, что барабан тянется к поводку как бы автоматически.
В целом в соответствии с изобретением размоточный узел имеет простую и компактную конструкцию, так как соединение стандартного выходного вала обычного редуктора с традиционным катушечным валиком не длиннее.
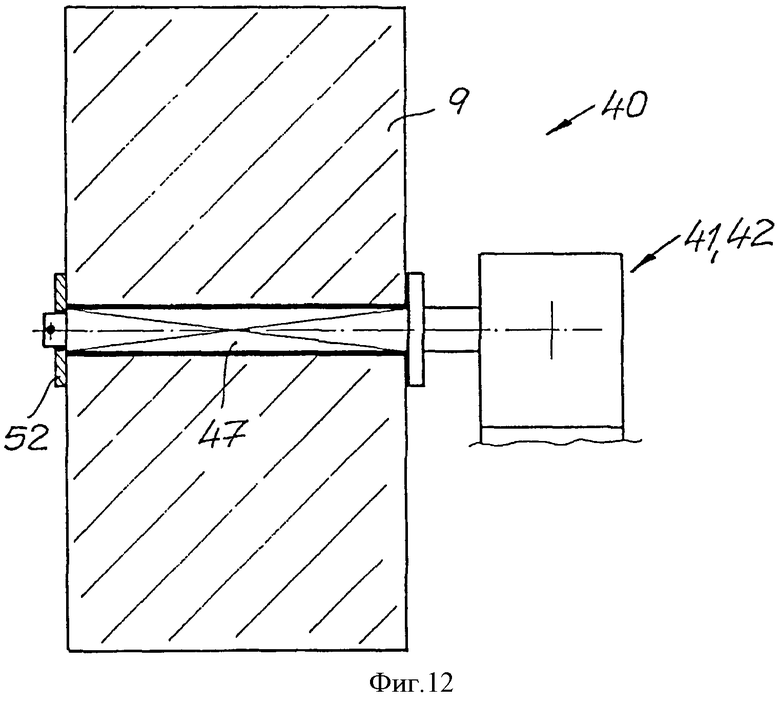
Данные преимущества достигаются и в представленной на фиг.12 и 13 форме осуществления изобретения. В данном варианте осуществления изобретения выходной вал 47 выполнен в форме фасонного вала с отклоняющимся от круглой формы поперечным сечением, а именно многоугольным поперечным сечением. В примере осуществления изобретения выходной вал 47 имеет четырехугольное поперечное сечение, например, в форме квадрата. Этот фасонный выходной вал 47 входит в соответствующий паз барабана 9, то есть этот паз барабана содержит и отличное от круглой формы поперечное сечение, например многоугольное поперечное сечение. В примере осуществления изобретения данное поперечное сечение четырехугольное, а именно имеет форму квадрата. Таким образом, для передачи крутящего момента выходной вал 47 входит в паз барабана без возможности поворота и с геометрическим замыканием. Вместе с тем удается отказаться от схемы с поводком, которая, например, представлена на фиг.11, так как передачу крутящего момента можно выполнить непосредственно через выходной вал 47. И в данном варианте осуществления изобретения целесообразно фиксировать барабан 9 в осевом направлении стопорным элементом 52, например стопорной шайбой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ РАЗДЕЛЬНОЙ УБОРКИ ЛЬНА-ДОЛГУНЦА | 1998 |
|
RU2141191C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВОЙ КОМПЕНСАЦИОННОЙ ПОДУШКИ ДЛЯ ФОРМУЮЩЕГО ПРЕССА | 2002 |
|
RU2235643C2 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ ИЛИ НАМОТКИ РУЛОНОВ МЕТАЛЛОИЗДЕЛИЙ | 2001 |
|
RU2228229C2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ И/ИЛИ РАЗМАТЫВАНИЯ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ НАМОТКИ ИЛИ РАЗМАТЫВАНИЯ | 1992 |
|
RU2015764C1 |
| Гидравлический пресс для вырубки деталей обуви из ленты | 1975 |
|
SU558046A1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ ИЗДЕЛИЙ ИЗ НАСТИЛА | 1969 |
|
SU246425A1 |
| Установка для изготовления канатов из параллельных проволок | 1976 |
|
SU654714A1 |
Изобретение относится к устройству для изготовления ленточных конвейеров с тросом, имеющим сердечник. Устройство выполнено по меньшей мере с одним размоточным устройством с несколькими барабанами для троса, посредством которых разматываются уложенные в ленточный конвейер тросы, например, стальные тросы. Также устройство включает по меньшей мере одно соединительное устройством, в котором соединяются натянутые и проходящие в продольном направлении ленты параллельно друг к другу в одной плоскости троса с одной или несколькими полотнами из невулканизированной резины в сырую ленту. Устройство содержит по меньшей мере один вулканизационный пресс, в котором сырая лента под давлением и/или воздействием тепла вулканизуется с образованием ленточного конвейера. При этом размоточное устройство выполнено в виде размоточного и натяжного устройства, в котором каждый трос натягивается в отдельности до необходимого рабочего натяжения, а отдельные барабаны оборудованы по меньшей мере одним приводом зажимного механизма или приводным агрегатом, или соединены с ним, посредством которого регулируется необходимый момент для создания требуемого рабочего натяжения троса. Причем размоточное и натяжное устройство оборудованы одним или несколькими устройствами измерения натяжения троса, с помощью которых определяют натяжение отдельных тросов, каждый из которых предпочтительно имеет одно место измерения. Достигаемый при этом технический результат заключается в обеспечении изготовления конвейеров высокого качества. 2 н. и 29 з.п. ф-лы, 13 ил.
1. Устройство для изготовления ленточных конвейеров (1) с тросом, имеющим сердечник, по меньшей мере, с
- одним размоточным устройством (5) с несколькими барабанами (9) для троса, посредством которых разматываются уложенные в ленточный конвейер (1) тросы, например, стальные тросы (3)
- одним соединительным устройством (6), в котором соединяются натянутые и проходящие в продольном направлении ленты параллельно друг к другу в одной плоскости троса (3) с одной или несколькими полотнами (2) из невулканизированной резины в сырую ленту (4),
- одним вулканизационным прессом (7), в котором сырая лента (4) под давлением и/или воздействием тепла вулканизуется с образованием ленточного конвейера (1),
отличающееся тем, что
размоточное устройство выполнено в виде размоточного и натяжного устройства (5), в котором каждый трос (3) натягивается в отдельности до необходимого рабочего натяжения, причем
отдельные барабаны (9) оборудованы, по меньшей мере, одним приводом зажимного механизма или приводным агрегатом, или соединены с ним, посредством которого регулируется необходимый момент для создания требуемого рабочего натяжения троса, и
размоточное и натяжное устройство (5) оборудованы одним или несколькими устройствами измерения (10) натяжения троса, с помощью которых определяют натяжение отдельных тросов (3), каждый из которых предпочтительно имеет одно место (12) измерения.
2. Устройство по п.1, отличающееся тем, что размоточное и натяжное устройство (5) снабжено устройством управления и регулирования, которое с одной стороны соединено с устройством (10) измерения натяжения троса или элементами (12) измерения, а с другой стороны с приводами зажимных механизмов.
3. Устройство по п.1 или 2, отличающееся тем, что приводы для натяжения троса выполнены в виде синхронных электродвигателей или снабжены синхронными электродвигателями, которые вместе или каждый в отдельности оборудован, по меньшей мере, одним преобразователем частоты или подключаются к нему.
4. Устройство по п.1 или 2, отличающееся тем, что имеется катушечная рама (33), в которой установлены барабаны (9) с возможностью вращения, приводимые в движение посредством привода зажимного механизма или приводных агрегатов, причем устройство (10) измерения натяжения троса встроено в катушечную раму (33) и расположено с выходного конца катушечной рамы (33).
5. Устройство по п.3, отличающееся тем, что имеется катушечная рама (33), в которой установлены барабаны (9) с возможностью вращения, приводимые в движение приводом зажимного механизма или приводными агрегатами, причем устройство (10) измерения натяжения троса встроено в катушечную раму (33).
6. Устройство по п.5, отличающееся тем, что устройство (10) измерения натяжения троса расположено с выходного конца катушечной рамы (33).
7. Устройство по п.1 или 2, отличающееся тем, что элементы (12) измерения отдельных тросов образуются измерительными щупами.
8. Устройство по п.7, отличающееся тем, что измерительные щупы выполнены в виде контрольных шайб или измерительных роликов, соединенных с динамометрическими датчиками или оборудованных ими.
9. Устройство по п.7, отличающееся тем, что устройство (10) измерения натяжения троса в виде треугольника содержит, по меньшей мере, два расположенных последовательно по ходу движения направляющих ролика (11), между которыми измерительный щуп входит в тросы на заданную величину, причем с помощью измерительных щупов определяется вызванная тросом противодействующая сила.
10. Устройство по п.8, отличающееся тем, что устройство (10) измерения натяжения троса в виде треугольника содержит, по меньшей мере, два расположенных последовательно по ходу движения направляющих ролика (11), между которыми измерительный щуп входит в тросы на заданную величину, причем с помощью измерительных щупов определяется вызванная тросом противодействующая сила.
11. Устройство по п.1, отличающееся тем, что имеется подсоединенное к вулканизационному прессу (7) протяжное устройство (18), причем тросы (3) натягиваются до рабочего натяжения с помощью размоточного и натяжного устройства (5) между размоточным и натяжным устройством (5) и протяжным устройством (18).
12. Устройство по любому из пп.1, 2, 5, 6, 8-11, отличающееся тем, что между размоточным и натяжным устройством (5) и соединительным устройством (6) расположено, по меньшей мере, одно выравнивающее устройство (14), по меньшей мере, с одним изменяющим интервал между тросами разжимным гребнем (15), в котором отдельные тросы (3) в плоскости ленты поворачиваются под разными углами.
13. Устройство по любому из пп.1, 2, 5, 6, 8-11, отличающееся тем, что приводной агрегат содержит, по меньшей мере, один электродвигатель (41) и, по меньшей мере, один редуктор (42) с одним выходным валом (47), причем барабан (9) установлен непосредственно на встроенном в редуктор (42) и выступающем из редуктора (42) выходном валу (47).
14. Устройство по п.13, отличающееся тем, что встроенный в редуктор (42) выходной вал (47) выступает из редуктора (42) на заданную длину (L), которая, по меньшей мере, соответствует ширине (В) барабана (9) или больше ширины (13) барабана (9).
15. Устройство по п.13, отличающееся тем, что выходной вал (47) выполнен в форме фасонного вала с отличным от круглой формы многоугольным поперечным сечением и для передачи крутящего момента входит в соответствующий паз барабана (9) без возможности поворота и с геометрическим замыканием.
16. Устройство по п.14, отличающееся тем, что выходной вал (47) выполнен в форме фасонного вала с отличным от круглой формы многоугольным поперечным сечением и для передачи крутящего момента входит в соответствующий паз барабана (9) без возможности поворота и с геометрическим замыканием.
17. Устройство по п.13, отличающееся тем, что выходной вал (47) выполнен в виде нефасонного гладкого вала с круглым поперечным сечением из высокопрочной стали и имеет гладкую поверхность.
18. Устройство по п.14, отличающееся тем, что выходной вал (47) выполнен в виде нефасонного гладкого вала с круглым поперечным сечением из высокопрочной стали и имеет гладкую поверхность.
19. Устройство по п.13, отличающееся тем, что барабан (9) неподвижно закреплен или может быть зафиксирован на выходном валу (47) с помощью поводка (48).
20. Устройство по любому из пп.14-18, отличающееся тем, что барабан (9) неподвижно закреплен или может быть зафиксирован на выходном валу (47) с помощью поводка (48).
21. Устройство по п.19, отличающееся тем, что поводок (48) закреплен на выходном валу (47) с силовым замыканием посредством упругого зажимного элемента (49), выполненного в виде обжимного кольца.
22. Устройство по п.20, отличающееся тем, что поводок (48) закреплен на выходном валу (47) с силовым замыканием посредством упругого зажимного элемента (49), выполненного в виде обжимного кольца.
23. Устройство по любому из пп.17, 18, 21, 22, отличающееся тем, что барабан (9) закреплен на поводке (48) с геометрическим замыканием и с возможностью съема.
24. Устройство по п.23, отличающееся тем, что поводок (48) имеет одну или несколько эксцентрически распределенных вокруг вала цапф (50), которые проходят в осевом направлении и входят в эксцентрически расположенные пазы (51) барабана (9).
25. Устройство по п.24, отличающееся тем, что цапфы (50) и/или паз (51) имеют форму конуса и расширяющееся в глубину поперечное сечение.
26. Устройство по п.13, отличающееся тем, что двигатель (41) выполнен в виде синхронного электродвигателя.
27. Устройство по любому из пп.14-19, 21, 22, 24-26, отличающееся тем, что двигатель (41) выполнен в виде синхронного электродвигателя.
28. Устройство по п.13, отличающееся тем, что редуктор (42) выполнен в виде передаточного механизма, преимущественно конической передачи.
29. Устройство по любому из пп.14-19, 21, 22, 24-26, отличающееся тем, что редуктор (42) выполнен в виде передаточного механизма, преимущественно конической передачи.
30. Способ изготовления ленточных конвейеров со стальным тросом, имеющим сердечник, с устройством по любому из пп.1-29, отличающийся тем, что натяжение отдельных тросов измеряют и регулируют до требуемого заданного значения или необходимых заданных величин в размоточном и натяжном устройстве с учетом результатов измерения.
31. Способ изготовления по п.30, при котором тросы поворачивают в расположенном между размоточным и соединительным устройствами разжимном гребне в плоскости ленты под разными углами при изменении натяжения отдельных тросов, отличающийся тем, что натяжение троса в размоточном и натяжном устройстве устанавливают или регулируют соразмерно, чтобы с учетом изменений натяжения тросов в направляющем гребне за направляющим гребнем задать требуемое рабочее натяжение.

