Область техники
Изобретение относится к оборудованию для переработки полимерных материалов методом экструзии.
Предшествующий уровень техники
Из уровня техники известен экструдер для переработки термопластичных полимерных материалов (аналог - см. US №3613160, МПК B29F 3/02, публ. 19.10.1971) с полым корпусом цилиндрической формы, внутри которого установлен шнек с запорным устройством, перекрывающим полость корпуса экструдера в осевом направлении. Корпус экструдера снабжен байпасным каналом, выполненным в стенке корпуса. В байпасном канале расположены дроссельные штифты, ограничивающие поток перерабатываемого материала.
Недостатком описанного выше экструдера является отсутствие устройства дегазации перерабатываемого расплава, что ухудшает качество готового продукта.
Из уровня техники известен также экструдер для переработки термопластичных полимерных материалов (ближайший аналог - см. RU №2329895, МПК B29C 47/36, публ. 27.07.2008 г.), снабженный корпусом, состоящим из секций загрузки сырья, пластификации сырья, дегазации расплава с вентиляционным каналом для отсоса летучих веществ и секции выдавливания. В корпусе установлен шнек, выполненный с разными диаметрами, соответствующими диаметрам соответствующих секций. Внутри корпуса в зоне дегазации неподвижно установлено запорное устройство, разделяющее канал на зону фильтрации, непосредственно сообщающуюся с секцией пластификации, и зону дегазации, сообщающуюся с секцией выдавливания.
Недостатками данного экструдера являются сложность конструкции и повышенная трудоемкость обслуживания в процессе эксплуатации.
Раскрытие изобретения
Задача изобретения направлена на создание надежного экструдера с зоной дегазации, при этом лишенного указанных выше недостатков.
Технический результат, на достижение которого направлено изобретение, заключается в повышении надежности экструдера, обеспечивающего интенсивность процесса дегазации перерабатываемого материала.
Указанный технический результат, согласно первому варианту, достигается в конструкции экструдера для переработки термопластичных полимерных материалов, содержащего корпус, выполненный в форме полого цилиндра с внутренней поверхностью, ограничивающей канал N, в котором установлен шнек с возможностью вращения и перемещения перерабатываемого материала, зону дегазации Z, запорное устройство, перекрывающее канал N корпуса по ходу потока L перерабатываемого материала, согласно изобретению экструдер снабжен байпасным устройством для перемещения перерабатываемого материала в обход запорного устройства, выходящим за пределы канала N корпуса и снабженным на выходе фильерой, расположенной за пределами корпуса напротив впускного отверстия корпуса, через которое перерабатываемый материал возвращается в секцию канала N после запорного устройства по ходу потока L перерабатываемого материала.
Байпасное устройство может быть выполнено в виде трубчатого элемента.
Запорное устройство может быть выполнено единой цельной деталью с валом шнека.
Запорное устройство может быть выполнено в виде пробки или в виде участка шнека со встречным направлением навивки гребня.
Зона дегазации может быть ограничена кожухом с отверстием для выпуска газов.
Байпасное устройство может быть снабжено фильтром, установленным перед фильерой по ходу потока L перерабатываемого материала.
Указанный технический результат, согласно второму варианту, достигается в конструкции экструдера для переработки термопластичных полимерных материалов, содержащего корпус, выполненный в форме полого цилиндра с внутренней поверхностью, ограничивающей канал N, в котором установлен шнек с возможностью вращения и перемещения перерабатываемого материала, зону дегазации Z, сформированную в канале N корпуса, запорное устройство, перекрывающее канал N корпуса по ходу потока L перерабатываемого материала, согласно изобретению экструдер снабжен байпасным устройством с каналом W для перемещения перерабатываемого материала в обход запорного устройства за пределы канала N корпуса, при этом зона дегазации Z расположена между запорным устройством и фильерой или перфорированным участком корпуса, расположенной в секции канала N после запорного устройства по ходу потока L перерабатываемого материала.
Канал W байпасного устройства может быть ограничен наружной поверхностью корпуса 1 и перекрывающим ее кожухом, установленным с наружной стороны корпуса.
Байпасное устройство может быть выполнено в виде трубчатого элемента, выходящего за пределы корпуса.
Каналы W байпасного устройства могут быть выполнены в теле корпуса.
Запорное устройство может быть выполнено единой цельной деталью с валом шнека.
Запорное устройство может быть выполнено в виде пробки или в виде участка шнека со встречным направлением навивки гребня.
Гребни шнека могут выполнять функцию скребков, счищающих расплав с фильеры или перфорированного участка корпуса.
Совокупность признаков заявляемого экструдера для переработки термопластичных полимерных материалов находится в причинно-следственной взаимосвязи с достигаемым техническим результатом и представлена в независимом пункте формулы изобретения.
Краткое описание поясняющих фигур
На Фиг.1 схематически представлен предлагаемый экструдер, согласно первому варианту исполнения.
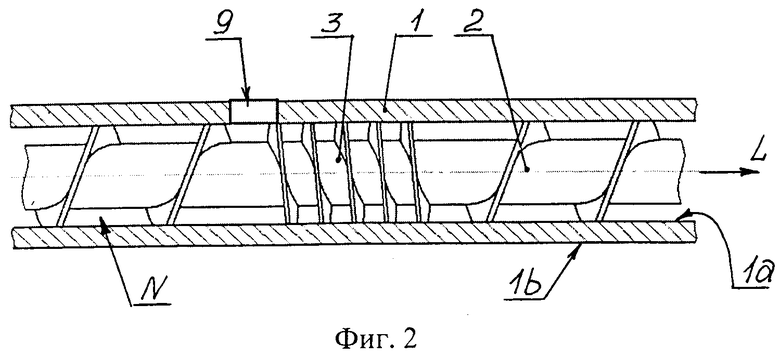
На Фиг.2 изображен один из вариантов исполнения запорного устройства экструдера.
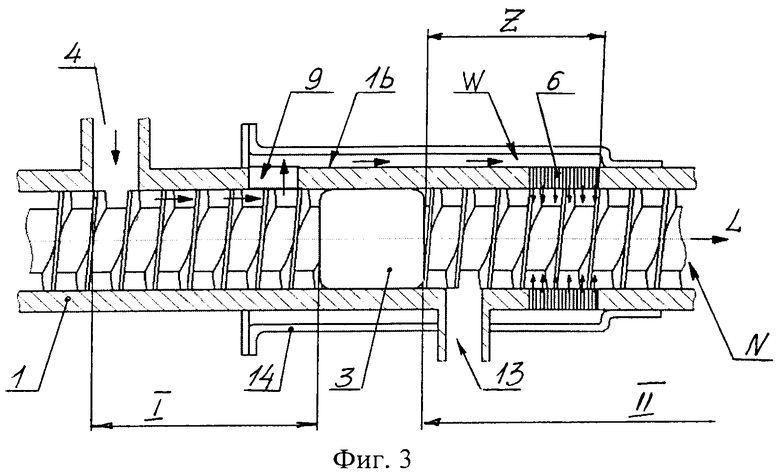
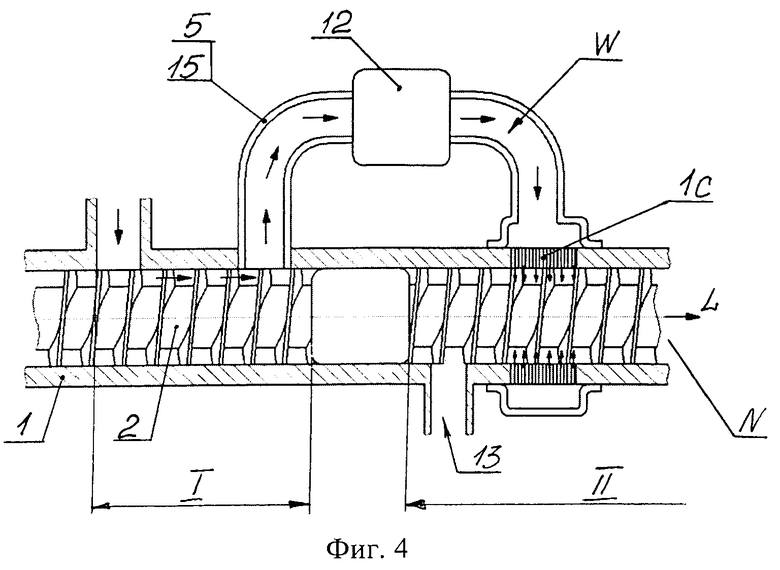
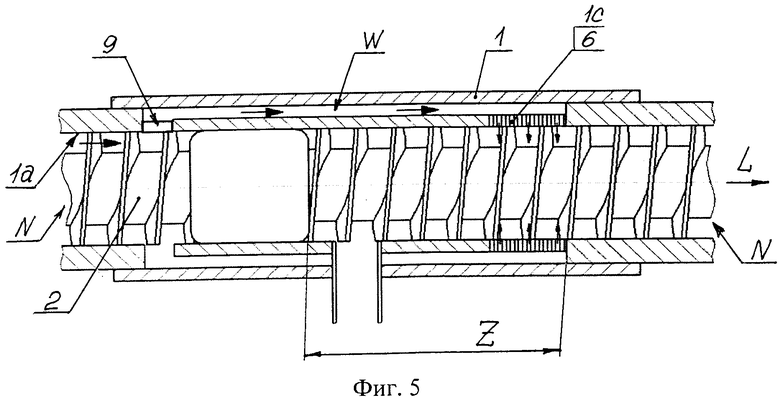
На Фиг.3, 4, 5 схематически представлены экструдеры, согласно второму варианту исполнения.
На фигурах позициями обозначены:
1 - корпус экструдера;
1a - внутренняя поверхность корпуса;
1b - наружная поверхность корпуса;
1c - перфорированный участок корпуса;
2 - шнек;
3 - запорное устройство;
4 - загрузочное отверстие;
5 - байпасное устройство;
6 - фильера;
7 - впускное отверстие;
8 - трубчатый элемент;
9 - выпускное отверстие корпуса;
10 - кожух;
11 - отверстие выпуска газов;
12 - фильтр;
13 - отверстие выпуска газов;
14 - кожух;
15 - трубчатый элемент;
N - канал корпуса 1;
L - поток перерабатываемого материала;
W - канал байпасного устройства;
I - первая секция канала N;
II - вторая секция канала N.
Стрелками на фигурах изображено направление движения потока L перерабатываемого материала.
Следует понимать, что специалисты в данной области техники смогут предложить другие варианты осуществления изобретения и что некоторые его детали можно изменять в различных других аспектах, не выходя за рамки сущности и объема настоящего изобретения. Соответственно, чертежи и подробное описание экструдера для переработки термопластичных полимерных материалов носят иллюстративный, но не ограничительный характер.
Варианты осуществления изобретения.
Экструдер для переработки термопластичных полимерных материалов (далее - перерабатываемый материал) содержит корпус 1, выполненный в форме полого цилиндра с внутренней поверхностью 1a, ограничивающей канал N, в котором установлен шнек 2 с возможностью вращения и перемещения перерабатываемого материала; зону дегазации Z; запорное устройство 3, перекрывающее канал N корпуса 1 по ходу потока L перерабатываемого материала и разделяющее канал N, по крайней мере, на две секции, первая I из которых расположена между загрузочным отверстием 4 перерабатываемого материала и запорным устройством 3, а вторая II расположена между запорным устройством 3 и выходным отверстием (не изображено) для выгрузки переработанного материала.
Экструдер снабжен байпасным устройством 5 с каналом W для перемещения перерабатываемого материала в обход запорного устройства 3 за пределы канала N корпуса 1. На выходе байпасного устройства 5 может быть расположена фильера 6 с отверстиями, через которые проходит перерабатываемый материал, представляющий собой на данном этапе расплав. Проходя через отверстия, например, фильеры 6, расплав расслаивается на множество тонких струй, из которых активно выделяется газ.
Вышеупомянутое запорное устройство 3 может быть выполнено единой цельной деталью с валом шнека 2 или выполнено в виде участка шнека 2 со встречным направлением навивки гребня или лопастей (см. фиг.2), или выполнено в виде пробки. В процессе работы экструдера запорное устройство 3 вращается вместе со шнеком 2, при этом полностью запирает канал N обработки перерабатываемого материала по ходу его потока L.
Согласно одному из вариантов исполнения, например первому (см. фиг.1), байпасное устройство 5 выполнено за пределами канала N корпуса 1, а именно за пределами наружной поверхности 1b корпуса 1. При этом фильера 6 расположена в зоне дегазации Z за пределами корпуса 1 и напротив впускного отверстия 7 корпуса 1. Между фильерой 6 и наружной поверхностью 1b корпуса 1 имеется свободное пространство, в котором осуществляется активная дегазация перерабатываемого материала, выходящего из фильеры 6 и устремляющегося через впускное отверстие 7 во вторую секцию II канала N, где перерабатываемый материал захватывается шнеком 2 и перемещается по ходу потока L к выходному отверстию.
В конкретном примере исполнения байпасное устройство 5 представляет собой Г-образно изогнутый трубчатый элемент 8, одним концом сообщенный через выпускное отверстие 9, выполненное в корпусе 1 рядом с запорным устройством 3, с первой секцией I канала N, а вторым концом соединенный с ранее описанной фильерой 6.
Зона дегазации Z может быть ограничена кожухом 10 с отверстием 11 выпуска газов.
Экструдер может быть снабжен фильтром 12 для улавливания частиц, установленным в байпасном устройстве 5 перед фильерой 6 по ходу потока L перерабатываемого материала, что повышает качество перерабатываемого материала и позволяет фильере 6 оставаться чистой.
Согласно другому варианту исполнения, например второму (см. фиг.3-5), зона дегазации Z расположена во второй секции II канала N корпуса 1, а именно между запорным устройством 3 и фильерой 6, включая зону расположения упомянутой фильеры 6, по ходу потока L перерабатываемого материала. Фильера 6 расположена на выходе байпасного устройства 5, при этом может быть установлена перед впускным отверстием 7 на наружной поверхности 1b или непосредственно во впускном отверстии 7 корпуса 1 или выполнена в виде цилиндрического участка, вставленного в корпус 1. Не исключается ситуация, когда фильера 6 может отсутствовать, а ее функцию будет выполнять перфорированный участок 1c корпуса 1, например, как изображено на фигуре 4. Перерабатываемый материал, проходящий через отверстия фильеры 6 или перфорированный участок 1c корпуса 1, расслаивается на множество тонких струй, из которых активно выделяется газ, выводящийся наружу за пределы корпуса 1 экструдера через одно или несколько отверстий 13 выполненных в корпусе 1 в зоне дегазации Z.
Байпасное устройство 5 (см. фиг.3) может представлять собой устройство, в котором канал W ограничен наружной поверхностью 1b корпуса 1 и перекрывающим ее кожухом 14, установленным с наружной стороны корпуса 1 (см. фиг.3). Кожух 14 может быть выполнен в поперечном сечении цилиндрической или другой формы.
Байпасное устройство 5 (см. фиг.4) может представлять собой изогнутый трубчатый элемент 15, например, П-образной формы, одним концом сообщенный через выпускное отверстие 9 с первой секцией I канала N, а вторым концом сообщенный со второй секцией II канала N через отверстие в корпусе 1 с установленной фильерой 6 или через перфорированный участок 1c корпуса 1.
Каналы W байпасного устройства 5 могут быть выполнены в теле корпуса 1, как изображено на фигуре 5. При этом участок тела корпуса 1, в котором сформирован канал W, может быть выполнен составным из нескольких трубчатых элементов или утолщенным.
Экструдер работает следующим образом.
Исходное сырье для экструзии подается в канал N корпуса 1, например, через загрузочное отверстие 4 и нагревается в корпусе 1 экструдера с помощью нагревательного устройства (на фигурах не изображено). Перерабатываемый материал превращается в расплав, который перемешивается и подается шнеком 2 по ходу перемещения потока L в направлении выходного отверстия. Запорное устройство 3, перекрывающее канал N корпуса 1, препятствует перемещению расплава и тем самым меняет направление потока, который устремляется из первого отсека I канала N корпуса 1 в канал W байпасного устройства 5. Далее расплав проходит через фильтр 12, если он установлен. После этого расплав продавливается через отверстия фильеры 6 или перфорированный участок 1c корпуса 1, при этом разделяется на множество потоков, устремленных во второй отсек II корпуса 1. При выдавливании расплава через отверстия фильеры 6 или перфорированный участок 1c корпуса 1 пузырьки газа, находившиеся внутри расплава, лопаются и покидают его в зоне дегазации Z с последующим выводом газов через одно или несколько отверстий 13 за пределы корпуса 1. Гребень шнека 2 в конструкции экструдеров, согласно второму варианту исполнения, выполняет функцию скребка, который счищает выдавленный расплав с поверхности фильер 6 или перфорированного участка 1с корпуса 1 и далее перемещает упомянутый расплав по каналу N в направлении L к выходному отверстию экструдера.
Вышеописанные экструдеры относятся к оборудованию для переработки полимерных материалов методом экструзии. Конструкция вышеописанных экструдеров является относительно простой и надежной, при этом обеспечивает интенсивность процесса дегазации перерабатываемого материала, что повышает качество последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕГАЗАЦИИ ПОЛИМЕРНОГО РАСПЛАВА (ВАРИАНТЫ) | 2013 |
|
RU2540666C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| Устройство для непрерывной экструзии и выдувания тонких пленок пластичного материала | 1985 |
|
SU1500147A3 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
Изобретение относится к оборудованию для переработки полимерных материалов методом экструзии (экструдер - варианты). Экструдер для переработки термопластичных полимерных материалов содержит корпус, выполненный в форме полого цилиндра с внутренней поверхностью, ограничивающей канал N, в котором установлен шнек с возможностью вращения и перемещения перерабатываемого материала, зону дегазации Z, запорное устройство, перекрывающее канал N корпуса по ходу потока L перерабатываемого материала. Экструдер снабжен байпасным устройством для перемещения перерабатываемого материала в обход запорного устройства, выходящим за пределы канала N корпуса и снабженным на выходе фильерой. Последняя расположена за пределами корпуса напротив впускного отверстия корпуса, через которое перерабатываемый материал возвращается в секцию канала N после запорного устройства по ходу потока L перерабатываемого материала. Также зона дегазации Z может быть сформирована в канале N корпуса между запорным устройством и фильерой или перфорированным участком корпуса, расположенной в секции канала N после запорного устройства по ходу потока L перерабатываемого материала. Технический результат изобретений заключается в повышении надежности экструдера, обеспечивающего интенсивность процесса дегазации перерабатываемого материала. 2 н. и 13 з.п. ф-лы, 5 ил.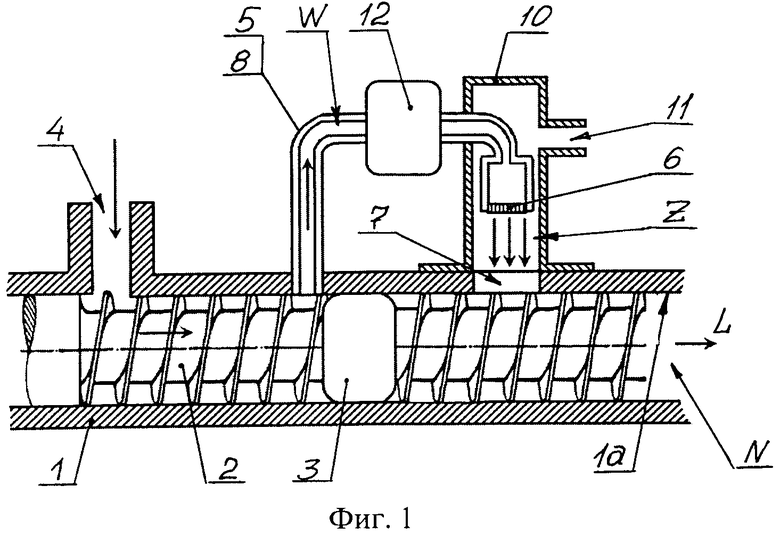
1. Экструдер для переработки термопластичных полимерных материалов, содержащий корпус, выполненный в форме полого цилиндра с внутренней поверхностью, ограничивающей канал N, в котором установлен шнек с возможностью вращения и перемещения перерабатываемого материала, зону дегазации Z, запорное устройство, перекрывающее канал N корпуса по ходу потока L перерабатываемого материала, отличающийся тем, что снабжен байпасным устройством для перемещения перерабатываемого материала в обход запорного устройства, выходящим за пределы канала N корпуса и снабженным на выходе фильерой, расположенной за пределами корпуса напротив впускного отверстия корпуса, через которое перерабатываемый материал возвращается в секцию канала N после запорного устройства по ходу потока L перерабатываемого материала.
2. Экструдер по п.1, отличающийся тем, что байпасное устройство представляет собой трубчатый элемент.
3. Экструдер по п.1, отличающийся тем, что запорное устройство выполнено единой цельной деталью с валом шнека.
4. Экструдер по п.1, отличающийся тем, что запорное устройство выполнено в виде пробки.
5. Экструдер по п.1, отличающийся тем, что запорное устройство выполнено в виде участка шнека со встречным направлением навивки гребня.
6. Экструдер по п.1, отличающийся тем, что зона дегазации ограничена кожухом с отверстием для выпуска газов.
7. Экструдер по п.1, отличающийся тем, что байпасное устройство снабжено фильтром, установленным перед фильерой по ходу потока L перерабатываемого материала.
8. Экструдер для переработки термопластичных полимерных материалов, содержащий корпус, выполненный в форме полого цилиндра с внутренней поверхностью, ограничивающей канал N, в котором установлен шнек с возможностью вращения и перемещения перерабатываемого материала, зону дегазации Z, сформированную в канале N корпуса, запорное устройство, перекрывающее канал N корпуса по ходу потока L перерабатываемого материала, отличающийся тем, что снабжен байпасным устройством с каналом W для перемещения перерабатываемого материала в обход запорного устройства за пределы канала N корпуса, при этом зона дегазации Z расположена между запорным устройством и фильерой или перфорированным участком корпуса, расположенной в секции канала N после запорного устройства по ходу потока L перерабатываемого материала.
9. Экструдер по п.8, отличающийся тем, что канал W байпасного устройства ограничен наружной поверхностью корпуса 1 и перекрывающим ее кожухом, установленным с наружной стороны корпуса.
10. Экструдер по п.8, отличающийся тем, что байпасное устройство представляет трубчатый элемент, выходящий за пределы корпуса.
11. Экструдер по п.8, отличающийся тем, что каналы W байпасного устройства выполнены в теле корпуса 1.
12. Экструдер по п.8, отличающийся тем, что запорное устройство выполнено единой цельной деталью с валом шнека.
13. Экструдер по п.8, отличающийся тем, что запорное устройство выполнено в виде пробки.
14. Экструдер по п.8, отличающийся тем, что запорное устройство выполнено в виде участка шнека со встречным направлением навивки гребня.
15. Экструдер по п.8, отличающийся тем, что гребни шнека выполняют функцию скребков, счищающих расплав с фильеры или перфорированного участка корпуса.
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| US 3613160 A,19.10.1971 | |||
| US 3164563 A,05.01.1965 | |||
| RU 2012111699 A,10.10.2014 | |||
| WO 2011092054 A1,04.08.2011 | |||
| US 20010036491 A1,01.11.2001 | |||

