Предпосылки создания изобретения
[0001] Изобретение относится к режущему инструменту, особенно к монолитному режущему инструменту, в частности к фрезе.
Известный уровень техники
[0002] Режущие инструменты, особенно пазовые фрезы или концевые фрезы, обычно имеют монолитную конструкцию и изготовлены из быстрорежущей стали или карбида. Использование твердого сплава, особенно карбида вольфрама, обеспечивает достижение, по существу, лучших скоростей машинной обработки, которые могут быть получены с помощью быстрорежущей стали. Высокоскоростная машинная обработка, а также высокие скорости подачи могут вызывать колебания, в частности, путем изгибания фрезы. Во многих вариантах применения возникновение колебаний является преобладающим фактором, ограничивающим производительность, и требует от оператора уменьшения скоростей резки до значения, существенно меньшего максимальной производительности режущих инструментов или машины. Длина режущего инструмента играет важную роль в изгибании и изгибающих колебаниях. Данные колебания могут оказывать значительное влияние на качество обработки поверхности. Это особенно верно при машинной обработке сложных трехмерных деталей.
[0003] В патенте DE 4214355 A1 рассмотрена проблема изгибания и связанных с этим колебаний во фрезерных инструментах. В указанном патенте описан режущий инструмент с твердосплавной режущей пластиной, содержащий внутреннюю стержневую вставку в инструменте, проходящую от хвостовика инструмента к твердосплавной пластине инструмента. Вставка установлена посредством посадки с натягом в глухое отверстие, выполненное в корпусе инструмента. Его просверливают по всей длине для того, чтобы предоставить подачу смазочно-охлаждающей жидкости возле твердосплавной режущей пластины. Данная конструкция обеспечивает фрикционное соединение между вставкой и корпусом инструмента. Вставка изготовлена из более твердого материала, чем корпус, для того, чтобы повысить жесткость инструмента и подавлять колебания. Реализация настоящего толкования требует значительных производственных накладных расходов.
Краткое изложение сущности изобретения
[0004] Целью настоящего изобретения является предоставление мощного монолитного режущего инструмента, особенно жесткого режущего инструмента, который не подвержен изгибающим колебаниям.
[0005] Изобретение относится к вращающемуся режущему инструменту, содержащему: корпус, содержащий продольную ось; по меньшей мере одну режущую кромку, расположенную на так называемом переднем конце корпуса; и сердечник, установленный в корпусе посредством посадки с натягом и проходящий по меньшей мере через часть указанного корпуса, так чтобы, по меньшей мере, частично поглощать любое изгибающее колебание инструмента при эксплуатации; при этом сердечник проходит к переднему концу корпуса и режущая кромка, по меньшей мере, частично выполнена в материале сердечника.
[0006] Сердечник предпочтительно представляет собой цельный пруток. Он может быть просверлен в продольном направлении. Он предпочтительно является цельным. Тем не менее, он также может состоять из нескольких секций.
[0007] Режущий инструмент предпочтительно представляет собой фрезу.
[0008] Предпочтительно, предельно допустимые отклонения диаметра сердечника и соответствующего высверленного отверстия корпуса являются такими, что диаметр сердечника строго больше диаметра высверленного отверстия перед посадкой.
[0009] Согласно преимущественному варианту осуществления изобретения, режущая кромка частично выполнена в материале корпуса.
[0010] Согласно другому преимущественному варианту осуществления изобретения, профиль режущей кромки является непрерывным в точке пересечения сердечника и корпуса.
[0011] Согласно еще одному преимущественному варианту осуществления изобретения, материал сердечника отличается от материала корпуса.
[0012] Согласно дальнейшему преимущественному варианту осуществления изобретения, материал сердечника обладает скоростью резки для заданного материала, который предпочтительно на 20% меньше, более предпочтительно на 30%, 40%, 50%, 60% или 70% меньше, чем материал корпуса.
[0013] Согласно дальнейшему преимущественному варианту осуществления изобретения, материалом сердечника является быстрорежущая сталь и материалом корпуса является твердосплавный режущий материал, предпочтительно карбид вольфрама.
[0014] Согласно дальнейшему преимущественному варианту осуществления изобретения, поверхность сердечника в переднем конце корпуса является непрерывной с прилегающей поверхностью корпуса.
[0015] Согласно еще одному преимущественному варианту осуществления изобретения, материал сердечника является цилиндрическим и расположен концентрично относительно корпуса.
[0016] Согласно дальнейшему преимущественному варианту осуществления изобретения, диаметр сердечника превышает или равен 15%, предпочтительно 20%, 25%, 30%, 35%, 40%, 45% или 50% среднего диаметра корпуса.
[0017] Согласно еще одному преимущественному варианту осуществления изобретения, сердечник является коническим и расположен концентрично относительно корпуса.
[0018] Согласно дальнейшему преимущественному варианту осуществления изобретения, корпус содержит по меньшей мере одну спиральную канавку, проходящую вдоль корпуса от режущей кромки, сердечник, проходящий в продольном направлении по меньшей мере на длину спиральной канавки инструмента.
[0019] Согласно дальнейшему преимущественному варианту осуществления изобретения, сердечник проходит в продольном направлении по меньшей мере на 30%, предпочтительно 50%, 60%, 70%, 80%, 90% или 100% длины корпуса.
[0020] Согласно дальнейшему преимущественному варианту осуществления изобретения, корпус содержит присоединяемый хвостовик, и сердечник проходит в продольном направлении до конца указанного хвостовика.
[0021] Согласно дальнейшему преимущественному варианту осуществления изобретения, инструмент содержит по меньшей мере две симметричные режущие кромки в переднем конце корпуса.
[0022] Согласно дальнейшему преимущественному варианту осуществления изобретения, инструмент содержит по меньшей мере одну режущую кромку на боковой поверхности корпуса.
[0023] Характеристики, упомянутые выше, соответствуют различным вариантам осуществления изобретения и могут быть рассмотрены по отдельности или в сочетании.
Краткое описание графических материалов
[0024] На фиг. 1 изображен вид сверху первого режущего инструмента согласно изобретению.
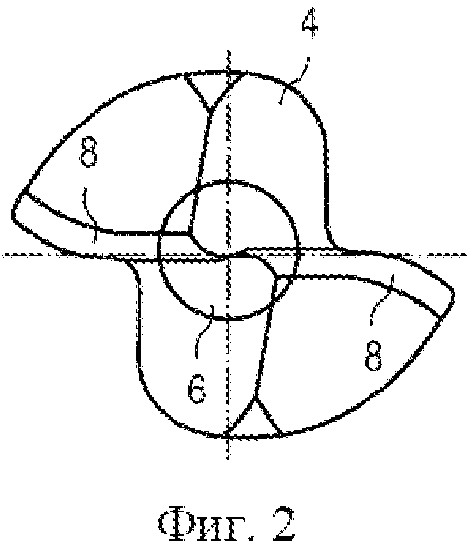
[0025] На фиг. 2 изображена увеличенная вертикальная проекция первого режущего инструмента по фиг. 1.
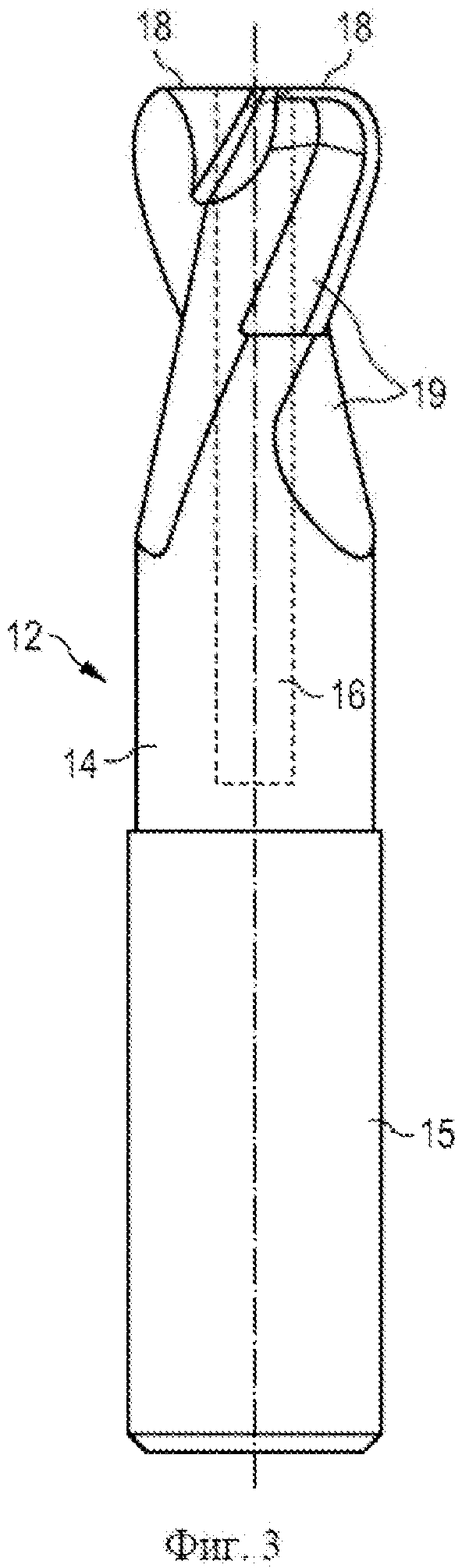
[0026] На фиг. 3 изображен вид сверху второго режущего инструмента согласно изобретению.
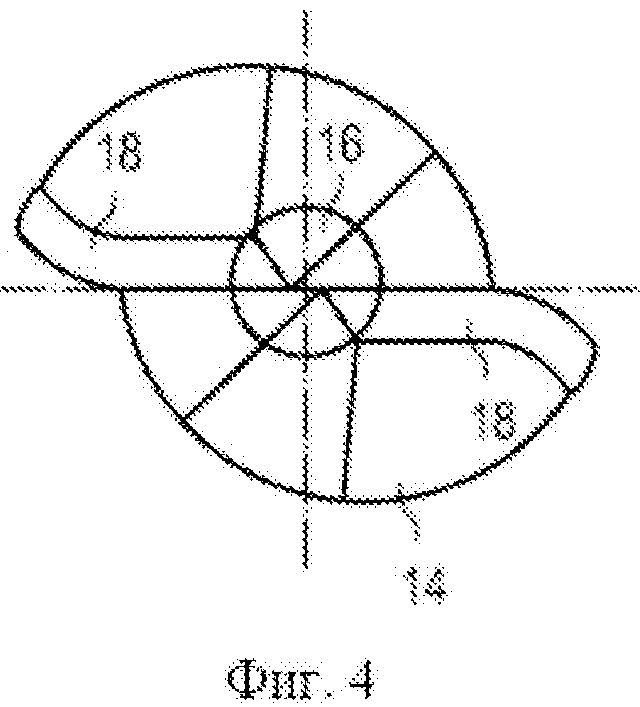
[0027] На фиг. 4 изображена увеличенная вертикальная проекция второго режущего инструмента по фиг. 3.
Описание вариантов осуществления
[0028] На фиг. 1 и 2 изображен монолитный режущий инструмент из быстрорежущей стали/твердого сплава с цилиндрическим хвостовиком, концевой сферой и с двумя зубцами. Данный резец, благодаря своей закругленной форме, позволяет выполнять машинную обработку трехмерных поверхностей.
[0029] Резец 2 содержит корпус 4 из карбида вольфрама, в который вставлен цилиндрический стержень 6 из быстрорежущей стали. Данный стержень проходит на всю длину инструмента и расположен концентрично относительно корпуса, при этом последний имеет, в общем, цилиндрическую форму. Верхняя часть или головка инструмента содержит две режущие кромки или зубца 8 на своей режущей пластине. Каждая из данных двух кромок обладает профилем в виде четверти круга, при этом две кромки 8 диаметрально противоположны, так что их профили образуют полусферический профиль.
[0030] Стержень или сердечник 6 из быстрорежущей стали образует центральные части двух режущих кромок 8, в то время как корпус 4 образует боковые части двух режущих кромок 8. Таким образом, режущие кромки выполнены из двух различных материалов.
[0031] Режущий инструмент также содержит две спиральные канавки 9 для удаления стружки, при этом каждая проходит от режущей кромки.
[0032] Сердечник установлен в корпус посредством горячей посадки, особенно посредством посадки с натягом. При изготовлении режущего инструмента, особенно при изготовлении корпуса 4 и сердечника 6, специалист в данной области выбирает линейные размеры и производственные допуски, в частности, связанные с соответствующими диаметрами, которые обеспечат достаточный зажим между двумя элементами, с тем чтобы обеспечить фрикционное соединение. Данные линейные размеры и предельно допустимые отклонения зависят от используемых материалов и размера инструмента.
[0033] Твердосплавный корпус обычно изготавливают путем спекания. Его состав можно изменять в зависимости от характеристик данного материала. Он содержит от 80% до 95% вольфрама с добавлениями кобальта и различных легирующих элементов, таких как ниобий. Отверстие, высверленное в корпусе, таким образом, формируют в начале его изготовления. Сердечник обычно изготавливают из быстрорежущей стали. Затем его вставляют в корпус посредством горячей посадки. Затем обычным способом формируют режущие кромки из черновой формы корпуса и сердечника.
[0034] Режущий инструмент, изображенный на фиг. 1 и 2, обладает двумя главными преимуществами, а именно:
[0035] (i) Установка стержня в полый корпус инструмента создает контактную поверхность, через которую энергия может рассеиваться посредством трения, в зависимости от изгиба инструмента при работе. Рассеивание энергии подавляет колебания, вызванные прерывистой резкой, присутствующей во фрезеровании. Основные источники колебания состоят из двух факторов: вынужденное колебание и механические автоколебания. Вынужденные колебания вызваны в основном эксцентрическим выравниванием шпинделя/инструмента/зубца, прерываниями при резке (например, неизбежными при резке), а также источниками, расположенными снаружи машины. Механические автоколебания связаны с тем фактом, что толщина стружки зависит от положения режущей кромки относительно заготовки, а также от положения предыдущего прохода. Таким образом, могут появиться колебания, усиливающиеся с каждым проходом инструмента до тех пор, пока они не стабилизируются на уровне, который может ухудшить качество обработанной поверхности.
[0036] (ii) Наиболее производительный режущий материал работает с наивысшей скоростью (при этом скорость резки пропорциональна расстоянию между режущей кромкой и осью вращения инструмента) и наименее производительный режущий материал работает с меньшей скоростью.
[0037] Соотношение радиусов большей частью основано на рекомендованных скоростях резки для обоих материалов в материале, который необходимо обработать.
[0038] На фиг. 3 и 4 изображен второй вариант осуществления режущего инструмента согласно настоящему изобретению, в частности монолитный резец из быстрорежущей стали/твердого сплава с цилиндрическим хвостовиком и с двумя зубцами. Данный резец 12 содержит корпус 14, изготовленный из карбида вольфрама, первую часть с цилиндрическим хвостовиком 15 и вторую часть, соответствующую режущей пластине инструмента. Он содержит два зубца или режущие кромки 18 на своей концевой или передней поверхности. Сердечник 16 в форме цельного цилиндра расположен концентрично в головке инструмента и проходит от концевой или передней поверхности вблизи хвостовика 15 инструмента. Резец оснащен двумя спиральными канавками 19 для удаления стружки. Сердечник 16 проходит от концевой или передней поверхности за канавки 19.
[0039] Хотя сердечник 16 не проходит по всей длине резца, тем не менее, он обладает такими же преимуществами, что и резец, изображенный на фиг. 1 и 2, такими как:
[0040] (i) рассеивание энергии посредством трения между сердечником и соответствующим высверленным отверстием в корпусе. В зависимости от различных параметров, таких как диаметр хвостовика, длина инструмента, его рабочая скорость и, как результат, нагрузки при резании, может быть достаточно ограничить длину сердечника до режущей пластины инструмента, не жертвуя поглощением колебаний.
[0041] (ii) Оптимальное использование режущих материалов, с менее производительным материалом в центре вращения (или вблизи указанного центра) и более производительного материала на некотором расстоянии от центра вращения.
[0042] Подобно режущему инструменту, изображенному на фиг. 1 и 2, стержень 16, образующий сердечник, устанавливают посредством горячей посадки в соответствующее высверленное отверстие 14 корпуса.
[0043] Обе модели режущего инструмента, изображенные на фиг. 1-4, приведены исключительно в качестве примеров. Изобретение применимо к другим моделям фрез и типам режущего инструмента, таким как концевые фрезы или сверла.
[0044] Следует отметить, что сердечник не обязательно должен быть цилиндрическим. Фактически, он может иметь некоторую конусность. В данном случае, соответствующее высверленное отверстие в корпусе имеет соответствующую конусность.
[0045] Следует отметить, что сердечник не обязательно должен быть изготовлен из быстрорежущей стали. Он может быть изготовлен из твердосплавного материала, обладающего меньшей производительностью. Подобным образом, корпус не обязательно должен быть изготовлен из твердого сплава. Он может быть изготовлен из быстрорежущей стали с производительностью выше, чем производительность быстрорежущей стали сердечника. Принцип заключается в выборе материала для сердечника, обладающего меньшей производительностью и меньшей стоимостью и одновременно поддерживать общую производительность инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ С ПРОСТРАНСТВОМ ДЛЯ СТРУЖКИ, ПРОПОРЦИОНАЛЬНЫМ ПОДАЧЕ НА ЗУБ | 2020 |
|
RU2743703C1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| АСИММЕТРИЧНЫЙ РЕЗЕЦ ДЛЯ БУРИЛЬНОГО ИНСТРУМЕНТА | 2017 |
|
RU2670306C1 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2510819C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1997 |
|
RU2126086C1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении монолитных режущих инструментов, в частности фрез. Инструмент содержит корпус, по меньшей мере одну режущую кромку на его переднем конце и сердечник, установленный посредством горячей посадки в корпус и проходящий к переднему концу фрезы. Каждая режущая кромка по меньшей мере частично выполнена из материала сердечника. Создается контактная поверхность, рассеивающая изгибающие колебания фрезы при эксплуатации. Повышается жесткость режущего инструмента, производительность обработки, увеличивается срок эксплуатации. 14 з.п. ф-лы, 4 ил.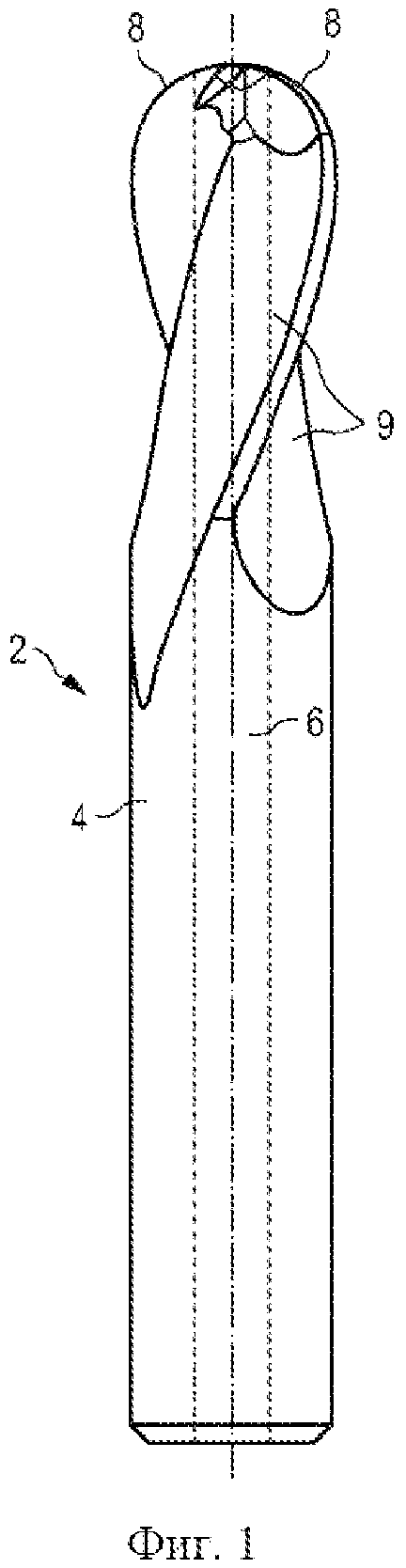
1. Вращающийся режущий инструмент (2, 12), содержащий:
корпус (4, 14) с продольной осью;
по меньшей мере одну режущую кромку (8, 18), расположенную на переднем конце указанного корпуса;
сердечник (6, 16), соединенный с корпусом (4, 14) и проходящий по меньшей мере через часть указанного корпуса;
отличающийся тем, что
сердечник (6, 16) проходит к переднему концу корпуса (4, 14), и режущая кромка (8, 18) по меньшей мере частично выполнена из материала сердечника, и
сердечник (6, 16) установлен в корпус (4, 14) посредством горячей посадки с натягом с тем, чтобы создать контактную поверхность, способную рассеивать посредством трения изгибающие колебания инструмента при эксплуатации.
2. Режущий инструмент по п. 1, отличающийся тем, что режущая кромка (8, 18) частично выполнена из материала корпуса (4, 14).
3. Режущий инструмент по п. 2, отличающийся тем, что профиль режущей кромки (8, 18) является непрерывным в месте соединения сердечника (6, 16) и корпуса (4, 14).
4. Режущий инструмент по одному из пп. 1-3, отличающийся тем, что материал сердечника (6, 16) отличается от материала корпуса (4, 14).
5. Режущий инструмент по п. 4, отличающийся тем, что материал сердечника (6, 16) обладает скоростью резки для заданного подлежащего обработке материала, которая предпочтительно на 50% меньше скорости резки материала корпуса (4, 14).
6. Режущий инструмент по п. 1, отличающийся тем, что сердечник (6, 16) изготовлен из быстрорежущей стали и корпус (4, 14) изготовлен из твердосплавного режущего материала, предпочтительно карбида вольфрама.
7. Режущий инструмент по п. 1, отличающийся тем, что поверхность сердечника (6, 16) на переднем конце корпуса (4, 14) является непрерывной с прилегающей поверхностью корпуса.
8. Режущий инструмент по п. 1, отличающийся тем, что сердечник (6, 16) является цилиндрическим и расположен концентрично относительно корпуса.
9. Режущий инструмент по п. 8, отличающийся тем, что диаметр сердечника (6, 16) больше или равен 15%, предпочтительно 20%, более предпочтительно 30% среднего диаметра корпуса (4, 14).
10. Режущий инструмент по п. 1, отличающийся тем, что сердечник является коническим и расположен концентрично относительно корпуса.
11. Режущий инструмент по п. 1, отличающийся тем, что корпус (4, 14) содержит по меньшей мере одну спиральную канавку (9, 19), проходящую вдоль корпуса от режущей кромки, сердечник (6, 16), проходящий в продольном направлении по меньшей мере на длину спиральной канавки инструмента.
12. Режущий инструмент по п. 1, отличающийся тем, что сердечник (6, 16) проходит в продольном направлении по меньшей мере на 30%, предпочтительно 50%, более предпочтительно 100%, длины корпуса (4, 14).
13. Режущий инструмент по п. 1, отличающийся тем, что корпус (4, 14) содержит хвостовик, и сердечник (6, 16) проходит в продольном направлении до конца указанного хвостовика.
14. Режущий инструмент по п. 1, отличающийся тем, что он содержит по меньшей мере две симметричные режущие кромки (8, 18) на переднем конце корпуса (4, 14).
15. Режущий инструмент по п. 1, отличающийся тем, что он содержит по меньшей мере одну режущую кромку на боковой поверхности корпуса (4, 14).
| DE 3208282 A1 (ISKAR LTD), 21.10.1982, с.11,с.20,с.23,с.25б фиг.1,3а,3b | |||
| DE 3208282 A1 (ISKAR LTD), | |||
| EP 1559493 A2 (HANITA METAL WORKS LTD), 03.08.2005, фиг.6,6a,6b | |||
| Биметаллический инструмент | 1987 |
|
SU1724441A1 |
| И ДР.), 07.04.1992, реферат, фиг | |||
| Способ изготовления биметаллического стального режущего инструмента | 1984 |
|
SU1284694A1 |
| Дифференциальный усилитель | 1982 |
|
SU1136305A1 |

