Область техники
Изобретение относится к технологии извлечения ценных компонентов из минерального сырья, в частности к очистке оборотных растворов выщелачивания, использующихся при извлечении редкоземельных металлов (РЗМ) из фосфогипса, от фосфатов и фторидов.
Предшествуюший уровень техники
В промышленности часто осуществляется вскрытие сырья кислыми растворами солей. После извлечения из такого раствора целевого компонента остается большой объём жидкости, содержащей кислоту и растворимые соли. Использование этих растворов зачастую осложняется наличием в них примесей, затрудняющих выщелачивание целевого компонента. Удаление этих примесей, так же как и утилизация раствора, является сложной и дорогостоящей задачей.
Известно, что из всех видов фосфатного сырья, перерабатываемого на удобрения, апатитовый концентрат, содержащий около 0,9% редкоземельных элементов, представляет наибольшую практическую ценность как источник редкоземельных элементов. Апатит имеет преимущество перед другими видами сырья, например лопаритом, по составу и содержанию ценных редких металлов, иттрия, средних и тяжелых редкоземельных элементов.
При вскрытии апатита азотной кислотой содержащиеся в нем РЗМ переходят в азотно-фосфорнокислый (нитратно-фосфорнокислый) раствор. Сложный солевой состав получаемого азотно-фосфорнокислого раствора объясняет трудности извлечения из него РЗМ в процессе переработки апатита. При этом основным отходом является фосфогипс (сульфат кальция, загрязненный примесями Р2О5, F, Fe, Al, Sr, РЗМ), в который переходит большая часть РЗМ, содержащихся в апатите. Ежегодно в мире направляются в отвалы миллионы тонн фосфогипса с содержанием около 0,5% РЗМ в пересчете на оксиды, которые в настоящее время из него не извлекаются. Кроме того, наличие таких отвалов, содержащих в том числе токсичные соединения фтора, представляет определенную экологическую проблему.
Способ извлечения редкоземельных элементов из раствора, содержащего фосфаты РЗМ, Са и минеральную кислоту, описанный в патенте РФ 2118613, включает нейтрализацию раствора щелочами и получение осадка фосфатов редкоземельных элементов
В способе извлечения редкоземельных элементов из апатита, описанном в патенте РФ 2049727, после кислотного вскрытия апатита, отделения осадка полученный азотно-фосфорнокислый раствор нейтрализуют аммиаком и отделяют осадок товарного концентрата редкоземельных элементов от раствора.
Известно, что фосфор может быть осажден в виде фосфатов кальция, фтор, натрий и калий - в виде фторидов кальция и кремнефторидов натрия и калия. Осаждение этих соединений, однако, возможно только из нейтральных или слабокислых (рН>3) растворов. При использовании растворов с содержанием кислоты от 0,5 моль/л такой способ малопривлекателен, поскольку ведет к значительному расходу реагентов и ухудшению экономических показателей процесса.
Известен способ выделения редкоземельных элементов из азотно-фосфорнокислого раствора, включающий кристаллизацию тетрагидрата нитрата кальция из раствора разложения апатита азотной кислотой, осаждение и отделение кремнефторида натрия, нейтрализацию азотно-фосфорнокислого раствора аммиаком, отделение фосфатного осадка РЗМ от маточного раствора и промывку его водой (Комплексная азотнокислотная переработка фосфатного сырья. Под редакцией А.Л.Гольдинова, Б.А.Копылева. Л.: "Химия", 1982, стр. 154-156). Нейтрализацию азотно-фосфорнокислого раствора газообразным аммиаком или аммиачной водой проводят в две стадии: на первой стадии раствор нейтрализуется до значения, при котором осадок еще не выпадает - рН 0-0,1, на второй - до конечного значения рН 1,1-1,4 при температуре 80 °С.
Недостатками указанных способов является то, что кислота, использовавшаяся для извлечения РЗМ, нейтрализуется и выводится из процесса с образованием больших объёмов разбавленных растворов, что влечёт за собой значительное увеличение энергозатрат, громоздкость процесса. К тому же получаемый концентрат РЗМ получается загрязнённым примесными компонентами.
Наиболее близким аналогом можно считать способ, описанный в патенте СССР №862819. Согласно указанному способу одновалентные кислоты (преимущественно азотную и галогеноводородные) удаляют из солевого раствора экстракцией органическим экстрагентом, после чего возвращают в очищенный солевой раствор в процессе реэкстракции. Для увеличения степени извлечения одновалентных кислот к солевому раствору добавляют серную кислоту. Недостатком данного способа является необходимость последующего извлечения ценных компонентов из солевого раствора, т.е. требуется дополнительная стадия технического процесса, расходуется дополнительный органический экстрагент.
Задачей настоящего изобретения является разработка способа очистки кислотно-солевых растворов от примесей фосфатов, фтора и щелочных металлов, одновременно позволяющего избежать потерю кислоты и редкоземельных металлов при удалении примесей.
В рамках настоящего изобретения термин РЗМ используется для обозначения лантаноидов, и иттрия. Также, для обозначения вышеперечисленных элементов используется символ Ln.
Задача настоящего изобретения решается одновременной жидкостной экстракцией кислоты и РЗМ в органический экстрагент. Органический экстрагент подбирается таким образом, что примеси фосфора, фтора и щелочных металлов остаются в водном растворе. К полученному слабокислому рафинату добавляют соединения кальция и нейтрализуют до рН>6. Предпочтительно добавлять кальций в виде мела (СаСО3) или извести (СаО или Са(ОН)2), совмещая таким образом ввод кальция в раствор и нейтрализацию. Фосфат- и фторид-ионы выпадают в осадок в виде СаНРО4, Са3(РО4)2, CaF2. Если в растворе присутствует кремнефторид-анион, его осаждают в виде (Na,K)2SiF6, добавляя к раствору соединения натрия или калия. При необходимости очистки раствора от натрия и калия в рафинат вводят кремнефтористую кислоту или кремнефторид кальция, при этом осаждаются Na2SiF6 и K2SiF6. Очищенный нейтральный раствор направляют на реэкстракцию кислоты из органической фазы, таким образом происходит регенерация органического экстрагента, кислоты и оборотного водного раствора. Реэкстракция РЗМ из органического экстрагента осуществляется перед реэкстракцией кислоты. Реэкстракция РЗМ не может осуществляться в щелочной или нейтральной средах, поскольку иначе происходят необратимые потери кислоты. Поскольку процесс экстракции-реэкстракции является обратимым, можно подобрать условия его осуществления таким образом, что потери кислоты снизятся на 75-98%. Для этого предпочтительно проводить процессы экстракции и реэкстракции кислоты в многоступенчатых противоточных каскадах. Также необходимо подобрать подходящий органический экстрагент, соотношение расходов органического экстрагента и водного раствора, число ступеней экстракции и реэкстракции.
Для экстракции азотной и соляной кислот (а также бромоводородной и йодоводородной кислот) могут быть использованы кетоны, простые моно- и полиэфиры, эфиры и амиды фосфорной кислоты или их смеси. Для экстракции хлорной кислоты предпочтительно использовать эфиры фосфорной кислоты. Все эти соединения плохо экстрагируют фосфорную кислоту, фторид- и кремнефторид-анион. Также указанные соединения либо самостоятельно экстрагируют РЗМ (в случае эфиров фосфорной кислоты), либо хорошо растворяют экстрагенты РЗМ (в случае алкилфосфорных кислот, фосфиноксидов).
Очередность процессов извлечения ценных компонентов (извлекаемых компонентов за исключением фосфора и фтора) и экстракции кислоты следующая.
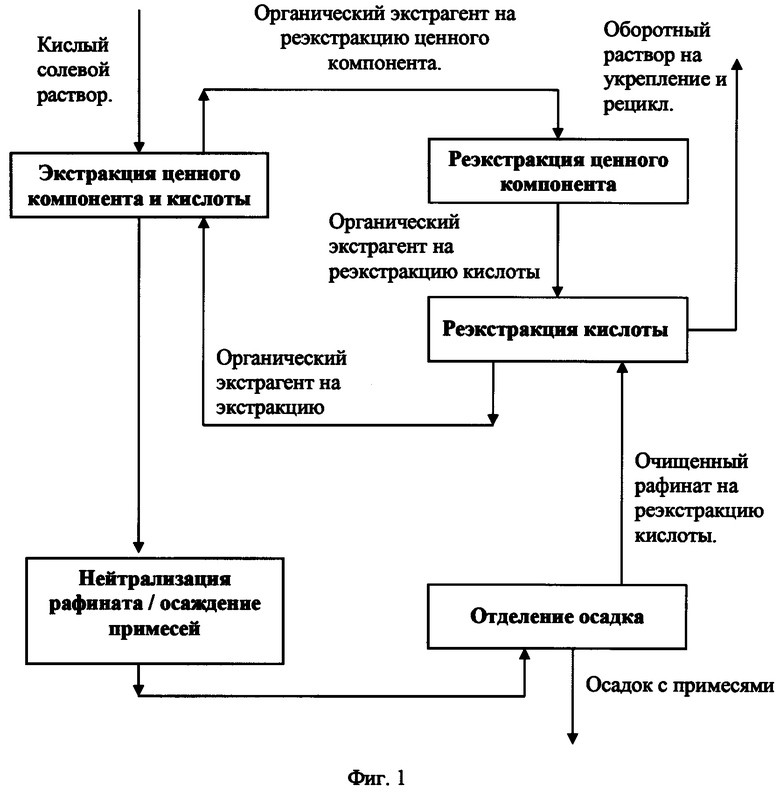
Согласно настоящему изобретению проводится совместная экстракция кислоты и ценных компонентов. Затем из органического экстракта реэкстрагируют ценный компонент (например, РЗМ) при помощи кислого агента. Использование нейтрального или щелочного агента приводит к необратимой потере кислоты. Затем рафинат экстракции нейтрализуют и удаляют из него нежелательные примеси - фосфаты, фториды и кремнефториды щелочных металлов. В заключение, в очищенный солевой раствор возвращают кислоту реэкстракцией последней из органического экстрагента.
Фигура 1 поясняет этот аспект настоящего изобретения.
Таким образом, посредством применения указанного способа решается задача очистки кислотно-солевых растворов от примесей фосфатов, фтора и щелочных металлов с предотвращением потери кислоты. В отличие от способа, указанного в качестве прототипа, экстракция кислоты и ценного компонента проводится одновременно, что позволяет сократить количество стадий процесса, использовать на всех стадиях процесса один и тот же органический экстрагент.
Указанным ценным компонентом могут быть, например, соединения РЗМ, полученные при переработке фосфогипса.
Настоящее изобретение более подробно разъяснено ниже с использованием рисунков и примеров его осуществления, служащих исключительно для иллюстративных целей и никоим образом не ограничивающих объём настоящего изобретения, определяемого приложенной формулой изобретения.
Краткое описание чертежей
На Фиг. 1 показана схема извлечения ценного компонента из солевого раствора, в которой кислоту экстрагируют из водного раствора в органическую фазу одновременно с ценным компонентом.
Примеры
Пример 1
100 объёмных частей раствора, содержащего 250 г/л Са(NО3)2, 60 г/л HNO3, 2 г/л оксидов редкоземельных металлов (РЗМ) Ln2О3, 6 г/л Н3РО4, 1,5 г/л H2SiF6, 1,2 г/л KNO3, направляли в стеклянную колонку, заполненную 4-метилпентаноном-2 (метил-изо-бутилкетоном, МиБК), объёмом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу водному раствору направляли органический экстрагент - МиБК - с расходом 10 частей/час. Выходящий рафинат содержал 250 г/л Са(NO3)2, 2 г/л HNO3, 6 г/л Н3РО4n, 1,5 г/л H2SiF6, 1,2 г/л KNO3. Выходящий МиБК содержал 61 г/л ΗΝ03 и РЗМ.
Полученный рафинат 2 раза последовательно обрабатывали 50 объёмными частями 20% раствора триалкилфосфиноксида (ΤΑΦΟ) в деароматизированном керосине. После 2-го контакта рафинат содержал 250 г/л Са(NО3)2, 2 г/л ΗΝΟ3, 0,01 г/л оксидов РЗМ Ln2O3, 6 г/л Н3РO4, 1,5 г/л H2SiF6, 1,2 г/л ΚΝO3.
К рафинату экстракции РЗМ добавляли 1 часть 40% H2SiF6, после чего нейтрализовали известью до рН 6,0. Получали осадок, содержащий 33% СаНРO4, 15% CaF2, 5,5% SiO2, 12% K2SiF6. Нейтрализованный раствор содержал 260 г/л Са(NО3)2, 0,1 г/л Н3РО4, <0,1 г/л фторидов, 0,75 г/л ΚΝO3.
Нейтрализованный раствор направляли в стеклянную колонку, заполненную экстрактом азотной кислоты в МиБК, объемом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу направляли МиБК, содержащий 61 г/л HNO3, с расходом 10 частей/час. Выходящий органический экстрагент содержал 3,5 г/л HNO3, выходящий раствор - 260 г/л Са(NO3)2, 54 г/л HNO3.
Таким образом, азотная кислота была селективно извлечена в органический экстрагент, из полученного слабокислого солевого раствора осуществлено извлечение ценного компонента (РЗМ), раствор был очищен от примесей фосфора, фтора и калия, после чего органический экстрагент регенерирован и азотная кислота возвращена в солевой раствор. Потери кислоты составили 10%.
Пример 2
100 объёмных частей раствора, содержащего 250 г/л Са(NO3)2, 60 г/л HNO3, 2 г/л оксидов редкоземельных металлов (РЗМ) Ln2O3, 6 г/л Н3РО4, 1,5 г/л H2SiF6, направляли в стеклянную колонку, заполненную 20% раствором ΤΑΦΟ в МиБК, объёмом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу водному раствору направляли органический экстрагент - 20% раствор ΤΑΦΟ в МиБК с расходом 12 частей/час. Выходящий рафинат содержал 250 г/л Са(NO3)2, 9 г/л ΗΝΟ3, 0,22 г/л Ln2О3, 6 г/л Н3РО4, 1,5 г/л H2SiF6. Выходящий экстрагент содержал 82 г/л ΗΝΟ3 и РЗМ.
Рафинат экстракции нейтрализовали известью до рН 6,0. Получали осадок, содержащий 47% СаНРO4, 14% CaF2, 3% SiO2. Нейтрализованный раствор содержал 260 г/л Са(NО3)2, <0,1 г/л Н3РO4, <0,1 г/л фторидов.
Органический экстрагент 3 раза последовательно обрабатывали 50 частями азотной кислоты концентрации 360 г/л для извлечения из него РЗМ. После реэкстракции РЗМ содержание HNO3 в органической фазе составляло 104 г/л.
Нейтрализованный раствор направляли в стеклянную колонку, заполненную экстрактом азотной кислоты в органическом экстрагенте, объемом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу направляли 20% ΤΑΦΟ в МиБК, содержащий 104 г/л ΗΝΟ3, с расходом 10 частей/час. Выходящий органический экстрагент содержал 16 г/л ΗΝΟ3, выходящий раствор - 260 г/л Са(NО3)2, 82 г/л ΗΝΟ3.
Таким образом было осуществлено извлечение ценного компонента (РЗМ) из солевого раствора одновременно с селективным извлечением азотной кислоты в органический экстрагент, раствор был очищен от примесей фосфора и фтора, после чего органический экстрагент регенерирован и азотная кислота возвращена в солевой раствор.
Пример 3
100 объёмных частей раствора, содержащего 160 г/л СаСl2, 90 г/л НС1, 3 г/л оксидов редкоземельных металлов (РЗМ) Ln2О3, 5 г/л Н3РО4, 2,5 г/л H2SiF6, направляли в стеклянную колонку, заполненную 30% раствором ди-2-этилгексилфосфорной кислоты (Д-2-ЭГФК) с 3-метилбутаноном-2 (метилизопропилкетоном, МиПК), объёмом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу водному раствору направляли органический экстрагент - МиПК с расходом 50 частей/час. Выходящий рафинат содержал 160 г/л СаСl2, 0,1 г/л оксидов РЗМ Ln2O3, 14 г/л НСl, 5 г/л Н3РО4, 2,5 г/л H2SiF6. Выходящий экстракт содержал 10 г/л НС1 и РЗМ.
Органический экстрагент 5 раз последовательно обрабатывали 500 частями соляной кислоты в концентрации 150 г/л для извлечения из него РЗМ. После реэкстракции РЗМ содержание НС1 в органической фазе составляло 12 г/л.
Рафинат экстракции соляной кислоты нейтрализовали известью до рН 6,0. Получали осадок, содержащий 40% СаНРO4, 17% CaF2, 4,5% SiO2. Нейтрализованный раствор содержал 172 г/л СаСl2, <0,1 г/л Н3РО4, <0,1 г/л фторидов.
Нейтрализованный раствор направляли в стеклянную колонку, заполненную экстрактом соляной кислоты в органическом экстрагенте, объёмом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу направляли 30% Д-2-ЭГФК в МиПК, содержащий 12 г/л НСl, с расходом 50 частей/час. Выходящий органический экстрагент содержал 0,3 г/л НСl, выходящий раствор - 172 г/л СаСl2, 77 г/л НС1.
Таким образом было осуществлено извлечение ценного компонента (РЗМ) из солевого раствора одновременно с селективным извлечением соляной кислоты в органический экстрагент, раствор был очищен от примесей фосфора и фтора, после чего органический экстрагент регенерирован и соляная кислота возвращена в солевой раствор. Потери кислоты составили 15%.
Пример 4
100 объёмных частей раствора, содержащего 250 г/л Са(NО3)2, 60 г/л HNO3, 2 г/л оксидов редкоземельных металлов (РЗМ) Ln2О3, 6 г/л Н3РО4, 1,5 г/л H2SiF6, 1,2 г/л KNO3, направляли в стеклянную колонку ΤΑΦΟ, заполненную 20% раствором триалкилфосфиноксида (ΤΑΦΟ) в 4-метилпентаноне-2 (метил-изо-бутилкетоне, МиБК), объёмом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу водному раствору направляли органический экстрагент - 20% раствор ΤΑΦΟ в МиБК - с расходом 18 частей/час. Выходящий рафинат содержал 250 г/л Са(NO3)2, 2 г/л ΗΝΟ3, 0,01 г/л оксидов РЗМ Ln2О3, 6 г/л Н3РО4, 1,5 г/л H2SiF6, 1,2 г/л ΚΝO3. Выходящий органический экстракт содержал 58 г/л ΗΝΟ3 и РЗМ.
К рафинату экстракции РЗМ добавляли 1 часть 40% H2SiF6, после чего нейтрализовали известью до рН 6,0. Получали осадок, содержащий 32% СаНРO4, 16% CaF2, 6% SiO2, 12% K2SiF6. Нейтрализованный раствор содержал 260 г/л Са(NO3)2, 0,1 г/л Н3РО4, <0,1 г/л фторидов, 0,7 г/л KNO3.
Органический экстрагент 3 раза последовательно обрабатывали 50 частями серной кислоты концентрации 400 г/л для извлечения из него РЗМ. После реэкстракции РЗМ содержание HNO3 в органической фазе составляло 66 г/л.
Нейтрализованный раствор направляли в стеклянную колонку, заполненную экстрактом азотной кислоты в органическом экстрагенте, объемом 10 частей, с соотношением H/D=40, расходом 10 частей/час. Навстречу направляли 20% ΤΑΦΟ в МиБК, содержащем 66 г/л ΗΝΟ3, с расходом 18 частей/час. Выходящий органический экстрагент содержал 18 г/л ΗΝΟ3, выходящий раствор - 260 г/л Са(NO3)2, 52 г/л ΗΝΟ3.
Таким образом было осуществлено извлечение ценного компонента (РЗМ) из солевого раствора одновременно с селективным извлечением азотной кислоты в органический экстрагент, раствор был очищен от примесей фосфора и фтора, после чего органический экстрагент регенерирован и азотная кислота возвращена в солевой раствор. Потери кислоты составили 13%.
Хотя указанные изобретения описаны в деталях выше, для специалиста в указанной области техники очевидно, что могут быть сделаны изменения и произведены эквивалентные замены, и такие изменения и замены не выходят за рамки настоящего изобретения, определяемые приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЭКСТРАКЦИИ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ ОРГАНИЧЕСКИХ РАСТВОРОВ И ПОЛУЧЕНИЕ КОНЦЕНТРАТА РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2538863C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ПОЛУЧЕНИЯ СТРОИТЕЛЬНОГО ГИПСА ИЗ ФОСФОГИПСА ПОЛУГИДРАТА | 2013 |
|
RU2528576C1 |
| СПОСОБ ПЕРЕРАБОТКИ АПАТИТОВЫХ РУД И КОНЦЕНТРАТОВ | 2015 |
|
RU2614962C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2149912C1 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ОЧИСТКИ НИТРАТНЫХ РАСТВОРОВ, СОДЕРЖАЩИХ РЗМ | 2013 |
|
RU2517651C1 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ РАСТВОРА СОЛЯНОКИСЛОТНОГО РАЗЛОЖЕНИЯ ЭВДИАЛИТОВОГО КОНЦЕНТРАТА | 2005 |
|
RU2288171C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ И ИТТРИЯ ИЗ УГЛЕЙ И ЗОЛОШЛАКОВЫХ ОТХОДОВ ОТ ИХ СЖИГАНИЯ | 2005 |
|
RU2293134C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОНЦЕНТРАТА РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2595672C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ ГИДРАТНО-ФОСФАТНЫХ ОСАДКОВ ПЕРЕРАБОТКИ АПАТИТА | 2012 |
|
RU2524966C2 |
| СПОСОБ ОЧИСТКИ ЭКСТРАКЦИОННОЙ ФОСФОРНОЙ КИСЛОТЫ | 2006 |
|
RU2301198C1 |
Изобретение относится к способу очистки кислых солевых растворов, в частности, образующихся при комплексной переработке апатита с получением концентрата редкоземельных металлов (РЗМ), от примесей фосфора, фтора и щелочных металлов. Способ включает осаждение фосфора, фтора в виде фосфатов и фторидов кальция, а щелочных металлов в виде кремнефторидов, при этом перед осаждением фосфатов и фторидов кальция и кремнефторидов щелочных металлов кислоту одновременно с РЗМ селективно экстрагируют в органический экстрагент, реэкстрагируют ценный компонент из органического экстракта, а после осаждения фосфатов и фторидов кальция и кремнефторидов щелочных металлов кислоту реэкстрагируют из экстракта в водный раствор. Указанный способ позволяет избавляться от примесей фосфора, фтора и щелочных металлов, извлекать РЗМ без потерь и регенерировать кислоту. 3 з.п. ф-лы, 1 ил., 4 пр.
1. Способ очистки кислых солевых растворов от примесей фосфора, фтора и щелочных металлов, включающий осаждение фосфатов и фторидов кальция и кремнефторидов щелочных металлов, отличающийся тем, что перед осаждением фосфатов и фторидов кальция и кремнефторидов щелочных металлов кислоту одновременно с ценными компонентами селективно экстрагируют в органический экстрагент, оставляя фосфор, фтор и щелочные металлы в рафинате, реэкстрагируют ценный компонент из органического экстракта, а после осаждения фосфатов и фторидов кальция и кремнефторидов щелочных металлов кислоту реэкстрагируют из экстракта в водный раствор.
2. Способ по п.1, отличающийся тем, что щелочной металл выбран из натрия и калия.
3. Способ по п.1, отличающийся тем, что кислота выбрана из группы, включающей азотную, соляную, бромоводородную, йодоводородную, хлорную кислоты.
4. Способ по п.1, отличающийся тем, что ценным компонентом являются редкоземельные металлы.
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ | 1997 |
|
RU2118613C1 |
| Способ удаления моновалентных неорганических кислот из водного раствора | 1973 |
|
SU862819A3 |
| Способ очистки фторсодержащих сточных вод фосфорных производств | 1980 |
|
SU950684A1 |
| US 4169880 A1, 02.10.1979 | |||

