Изобретение относится к области обработки металлов давлением, а именно к ручным инструментам для гибки длинномерных объектов, и может быть использовано в ювелирной промышленности для гибки проволоки при изготовлении филигранных изделий.
Известно устройство для гибки арматуры из пруткового материала по патенту РФ №39844, кл. B21F 1/00, 2004 г. Оно содержит основание, на котором размещен гибочный шаблон и гибочный рычаг. Гибочный шаблон выполнен в виде двух направляющих приливов, которые установлены на одинаковой высоте на основании и имеют позиционирующую канавку, а гибочный ролик выполнен в виде гибочной бобышки, которая установлена на гибочном рычаге с возможностью вхождения между направляющими приливами.
Недостатком устройства является его ограниченное применение, вследствие специфики его использования только для одного вида гибки длинномерных объектов крупного сечения.
Известен способ гибки проволоки для получения филигранных изделий, который осуществляется следующим образом: в соответствии с эскизом, выполненным на бумаге, каждый элемент выгибается вручную в требуемую форму при помощи традиционного гибочного инструмента (круглогубцы, плоскогубцы) или специального пинцета - корнцанга. В случае необходимости многократного повторения формы декоративных элементов в качестве инструментов применяются несложные приспособления. Навивка простых форм выполняется на оправку, сложные по форме элементы гнутся на ленивце (А.В. Флеров. Художественная обработка металлов. М.: Высшая школа, 1976, стр. 122).
Недостатком устройства являются ограниченные возможности его применения в гибочных операциях при формировании орнаментальных композиций из нескольких элементов, а также в процессе пайки филигранных орнаментов.
Технической задачей изобретения является устранение указанных недостатков, а именно расширение возможностей гибки проволоки для получения оптимальных результатов гибочных операций при изготовлении филигранных орнаментов при сохранении простоты использования устройства в работе.
Поставленная задача решается тем, что в устройстве для гибки проволоки при изготовлении филигранных изделий, содержащем основание и гибочный шаблон, основание выполнено с торцевыми зажимами для фиксации на нем гибочного шаблона, выполненного съемным в виде стальной монолитной пластины с габаритными размерами 80×170×10 мм, в плоскости которого по заданному рисунку расположены канавки квадратного сечения, предназначенные для укладки проволоки и выполненные с высотой не менее диаметра проволоки, при этом основания упомянутых канавок выполнены с фиксаторами проволоки в виде вертикальных сквозных отверстий, диаметр которых равен ширине канавки.
Устройство предназначено для гибки тонкой пластичной проволоки с диаметром от 0,2 до 1,3 мм.
Направляющие канавки выполнены едиными с шириной, равной ширине соприкасающихся проволок, для укладки в них проволок, расположенных параллельно и под углом, и соединения их в заданную форму путем пайки мест соприкосновения проволок.
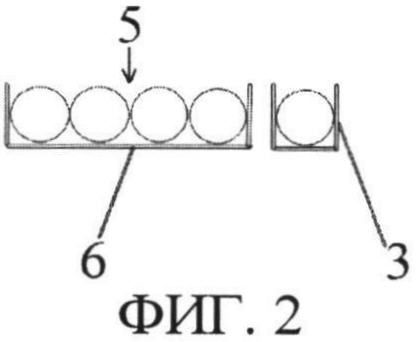
На фиг. 1 изображен съемный гибочный шаблон - 1, на поверхности которого расположены канавки квадратного сечения - 2, причем в основании канавок дополнительно выполнены фиксаторы проволоки - 4, в виде вертикальных сквозных отверстий, с диаметром, равным ширине канавки; 5 - место пайки четырех параллельно соприкасающихся проволок образовано единой канавкой;
на фиг. 2 - вид сбоку съемного гибочного шаблона, где 3 - высота канавки - не менее диаметра проволоки, классифицированные по диаметру от 0,2 до 1,3 мм, 5 - место пайки четырех параллельно соприкасающихся проволок образовано единой канавкой - 6 с шириной четырех канавок;
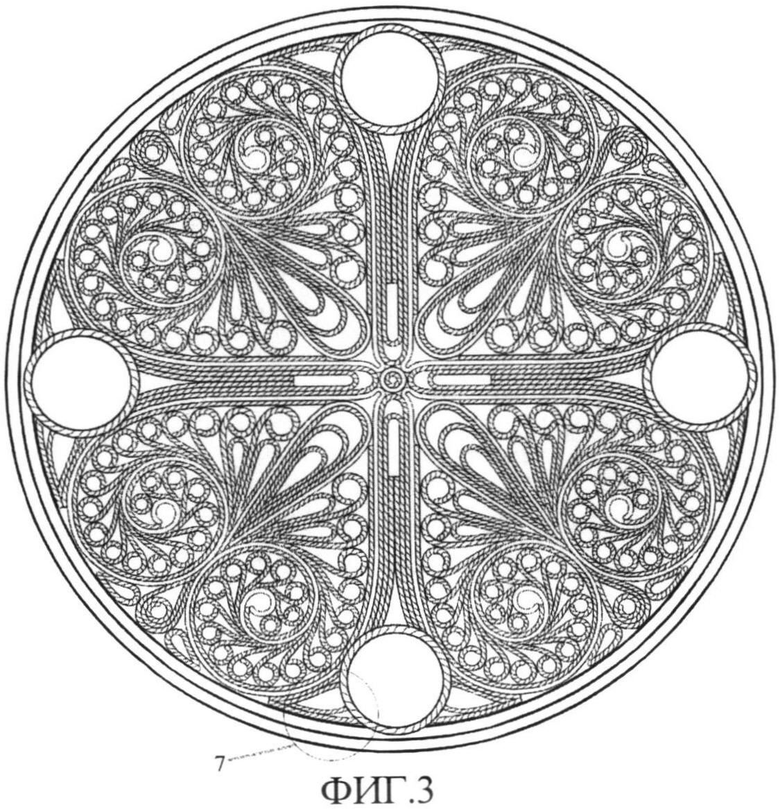
на фиг. 3 - пример орнаментальной композиции, где 7 - место пайки трех соприкасающихся проволок под углом друг к другу образовано единой канавкой с шириной одной канавки квадратного сечения;
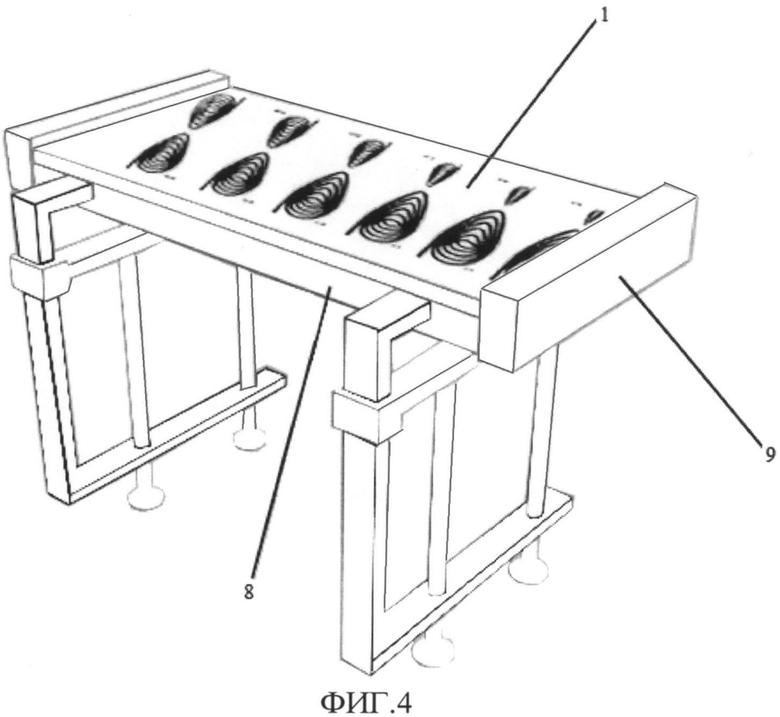
на фиг. 4 изображен общий вид устройства для гибки проволоки, где на основании - 8 расположены торцевые зажимы - 9 для фиксации съемных гибочных шаблонов - 1.
Согласно настоящему изобретению рассматривается способ формирования филигранных орнаментов с использованием устройства для гибки проволоки.
На основании - 8 устройства для гибки проволоки при помощи торцевых зажимов - 9 фиксируется съемный гибочный шаблон - 1, в плоскости которого по заданному рисунку расположены канавки квадратного сечения - 2 с высотой - 3 не менее диаметра проволоки с диаметром от 0,2 до 1,3 мм, причем в основании канавок дополнительно выполнены фиксаторы проволоки - 4 в виде вертикальных сквозных отверстий, в которые осуществляется подача проволоки и ее фиксация на съемном гибочном шаблоне. Затем происходит гибка проволоки, при которой проволока последовательно укладывается на дно канавки соответствующего квадратного сечения и принимает заданную форму за счет фиксации между стенками канавки, после чего осуществляется отрезание неиспользованной проволоки. Используя различные съемные гибочные шаблоны, можно получить как отдельные элементы филиграни - фиг. 1, так и целые орнаментальные композиции - фиг. 3. Места - 5 соприкасающихся проволок, расположенных параллельно - 6 и под углом друг к другу - 7, при необходимости паяют порошковым припоем для филиграни для соединения в заданную форму. После пайки филигранный орнамент заданной формы вынимают из съемного гибочного шаблона и осуществляют отделочные операции изделия известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЫ | 2014 |
|
RU2553322C1 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ПРОЗРАЧНЫМИ УЧАСТКАМИ И БУМАГА, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ПРИСПОСОБЛЕНИЯ | 2015 |
|
RU2610397C1 |
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ | 2012 |
|
RU2508957C1 |
| Устройство для изготовления жестких катушек электрических машин | 1986 |
|
SU1379886A1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в ювелирной промышленности для гибки проволоки при изготовлении филигранных изделий. Устройство содержит гибочный шаблон и основание, выполненное с торцевыми зажимами для фиксации на нем гибочного шаблона. Гибочный шаблон выполнен съемным в виде стальной монолитной пластины, в плоскости которого по заданному рисунку расположены направляющие канавки квадратного сечения, предназначенные для укладки проволоки и выполненные с высотой не менее диаметра проволоки. Основания упомянутых канавок выполнены с фиксаторами проволоки в виде вертикальных сквозных отверстий, диаметр которых равен ширине канавки. Расширяются возможности гибки проволоки при изготовлении филигранных орнаментов при многократном повторении формы заданных декоративных элементов и упрощении конструкции устройства. 2 з.п. ф-лы, 4 ил.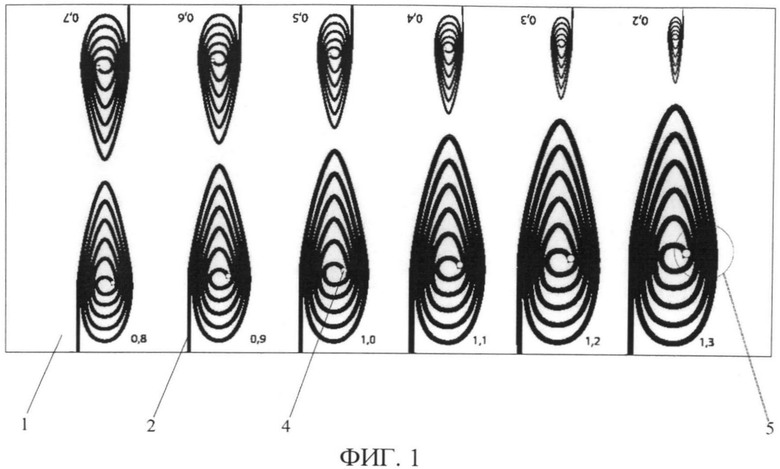
1. Устройство для гибки проволоки при изготовлении филигранных изделий, содержащее основание и гибочный шаблон, отличающееся тем, что основание выполнено с торцевыми зажимами для фиксации на нем гибочного шаблона, выполненного съемным в виде стальной монолитной пластины, в плоскости которого по заданному рисунку расположены направляющие канавки квадратного сечения, предназначенные для укладки проволоки и выполненные с высотой не менее диаметра проволоки, при этом основания упомянутых канавок выполнены с фиксаторами проволоки в виде вертикальных сквозных отверстий, диаметр которых равен ширине канавки.
2. Устройство по п.1, отличающееся тем, что оно предназначено для гибки тонкой пластичной проволоки с диаметром от 0,2 до 1,3 мм.
3. Устройство по п.1 или 2, отличающееся тем, что направляющие канавки выполнены едиными с шириной, равной ширине соприкасающихся проволок, для укладки в них проволок, расположенных параллельно и под углом, и соединения их в заданную форму путем пайки мест соприкосновения проволок.
| МАРЧЕНКОВ И.И | |||
| Ювелирное дело.М.:Высшая школа, 1992,с.194-204 | |||
| НОВИКОВ В.П | |||
| и др | |||
| Изготовление ювелирных изделий | |||
| Спб.: Континент,1993, с.247 | |||
| . |

