Изобретение относится к способу и устройству для упаковки групп предметов, объединенных в единицы упаковки.
На практике и в обычном производственном процессе бутылки, в частности бутылки из полимерного материала, банки и прочее, объединяют часто в группы и обертывают пленкой. Под пленкой подразумевается синтетическая (упаковочная) пленка, кроме того, термоусадочная пленка, так что предметы образуют прочную единицу упаковки и с помощью термоусадочной пленки получают взаимную фиксацию. При этом процессе обычно наблюдаются типичные, открытые боковые, так называемые термоусадочные, отверстия.
В способе и соответствующем устройстве описанного типа согласно публикации DE 4207725 A1 с этой целью стержень захвата пленки проходит под мотком пленки. Стержень захвата пленки описывает над группой предметов или группой продуктов круговую траекторию и обертывает при этом уже указанный моток пленки вокруг этой группы продукта. В заключение стержень захвата погружается вместе с задним концом мотка пленки в прорезь участка транспортировки. При дальнейшей транспортировке обернутой таким образом группы продукта она перемещается над прорезью и протягивает, в частности, также передний конец мотка пленки также под собой. Вследствие этого группа продукта стоит на перекрывающихся концах мотка пленки, на перекрытии пленки. Концы мотка пленки или перекрытие пленки сваривают при последующем процессе термоусадки.
Описанный способ по существу оказался эффективным, однако он требует усовершенствования в отношении прочности изготовленной единицы упаковки. В действительности регулярно повторяющиеся с двух сторон открытые боковые термоусадочные отверстия приводят к тому, что объединенные в единицу упаковки предметы, несмотря на пленочную обертку, совершают или могут совершать движение относительно друг друга. Из-за этого появляется нестабильность единицы упаковки, в частности в том случае, если отдельные предметы по отдельности тяжело и/или легко перемещаются относительно друг друга. Обычно это случается с банками.
Кроме того, в публикации DE 202010013513 U1 описывается упаковочная машина, которая должна оборудоваться надежно функционирующей возможностью направления ленточного и пленочного материала. С этой целью выполняются соответствующие траектории упаковки над плоскостными направляющими элементами. По меньшей мере один из направляющих элементов выполнен в виде ультразвукового узла подшипников. Описанные ранее проблемы с последующим использованием единицы упаковки вследствие этого не оказали значительного влияния.
То же самое относится к машине для упаковывания предметов, описанной в DE 202006020359 U1. В ней оборудован выпускной валик для подачи пленки, снабженной, по меньшей мере, структурированной поверхностью для повышения в целом функциональной надежности.
В основе изобретения лежит техническая задача усовершенствовать такой способ и устройство для упаковывания объединенных в единицы упаковки групп предметов таким образом, чтобы, в частности, прочность полученной таким способом единицы упаковки была значительно увеличена по сравнению с прежними способами.
Для решения этой технической задачи предметом изобретения является способ упаковывания объединенных в единицы упаковки групп предметов со следующими этапами:
обертывание соответствующей единицы упаковки в направлении ее движения на участке транспортировки пленкой при одновременном образовании перекрытия пленки, а также выступающих соответственно с боковой поперечной стороны над единицей упаковки фальцуемых сторон накладки;
прикладывание фальцуемых сторон накладки к единице упаковки при прохождении фальцующего узла, а также следующая за этим и/или одновременная взаимная фиксация фальцуемых сторон накладки при образовании закрытой со всех сторон пленочной обертки.
Под понятием ″пленка″ в рамках изобретения подразумевается очень тонкий лист, в основном прямоугольной формы, из материала, позволяющего обертывать единицу упаковки. При этом, как правило, речь идет о синтетической (упаковочной) пленке, хотя принципиально изобретением предполагаются также фольга, или алюминиевая фольга, или также бумажная пленка. Запас пленки хранится в виде рулона пленки и отрезается с помощью разрезного устройства. При этом длину полученного отрезка участка пленки или листа пленки выбирают таким образом, чтобы обертываемая единица упаковки могла быть целиком охвачена в своем направлении движения и, в частности, с учетом перекрытия пленки.
Перекрытие пленки создает участок нахлеста между началом пленки и концом пленки. Перекрытие пленки или нависание пленки может занимать на прилегающей к единице упаковки пленке участок в несколько мм, может составлять, например, величину от 10 мм до 50 мм, предпочтительно от 20 мм до 40 мм.
В рамках изобретения автоматическая и непрерывная упаковка отдельных групп предметов обычно осуществляется в процессе их транспортировки на участке транспортировки. С этой целью отдельные единицы упаковки обертываются отрезанной ранее частью пленки с учетом перекрытия пленки, а вслед за этим при дальнейшей транспортировке единицы упаковки вдоль участка транспортировки в направлении движения выступающие с боковых поперечных сторон единицы упаковки фальцуемые стороны накладки одновременно прикладываются автоматически к единице упаковки. Вследствие этого образуется закрытая со всех сторон пленочная обертка, лишенная, в частности, открытых боковых термоусадочных отверстий, более того, закрывающая боковые участки единицы упаковки наложенными на нее фальцуемыми сторонами накладки.
Так как фальцуемые стороны накладки при прохождении через фальцующий узел не только прикладываются к единице упаковки, а одновременно или вслед за этим фиксируются, выполненная подобным образом и закрытая пленочная обертка имеет в то же время необходимую прочность, поэтому, например, практически, или во всяком случае не допускаются последующие движения предметов относительно друг друга, или, во всяком случае, допускаются в не причиняющей вреда степени. Кроме того, процесс фальцевания осуществляется постоянно или синхронно с транспортированием единицы упаковки в направлении движения на участке транспортировки, поэтому, в конечном счете, не имеют места и не могут возникать задержки при производстве требующихся единиц упаковки.
К описанному процессу упаковки может присоединяться процесс термоусадки. Он приводит при известных условиях к тому, что еще больше повышается прочность пленочной обертки и, как следствие, при необходимости - обернутой пленкой единицы упаковки. Правда, процесс термоусадки не является обязательным.
Согласно предпочтительному выполнению соответственно на участке боковых сторон обернутой с помощью пленки единицы упаковки реализуются две расположенные напротив друг друга фальцуемые стороны накладки при образовании соответствующих пар фальцуемых сторон накладки. В частности, большей частью четыре образованные на участке сторон единицы упаковки фальцуемые стороны накладки образуют соответственно две пары фальцуемых сторон накладки из соответственно двух противоположных фальцуемых сторон накладки. Фактически различают друг от друга первую пару фальцуемых сторон накладки и вторую пару фальцуемых сторон накладки. Обе пары фальцуемых сторон накладки прикладываются, как правило, по очереди к единице упаковки.
Это происходит большей частью так, что фальцуемые стороны накладки первой пары фальцуемых сторон накладки прикладываются к единице упаковки преимущественно при горизонтальном процессе фальцевания, а фальцуемые стороны накладки второй другой пары фальцуемых сторон накладки - преимущественно при вертикальном процессе фальцевания. Горизонтальный процесс фальцевания связан с движением фальцевания, преимущественно, в горизонтальной плоскости. Вертикальный процесс фальцевания напротив связан с движением фальцевания, преимущественно в вертикальной плоскости.
Процесс фальцевания, как таковой, в большинстве случаев выполняется так, что сначала к единице упаковки прикладывается передняя в направлении движения фальцевания сторона накладки первой пары фальцуемых сторон накладки, а затем - верхняя фальцуемая сторона накладки второй пары фальцуемых сторон накладки. Принципиально действие может происходить также наоборот. В этом случае сначала к единице упаковки прикладывается верхняя фальцуемая сторона накладки второй пары фальцуемых сторон накладки и только вслед за этим - передняя в направлении движения фальцевания сторона накладки первой пары фальцуемых сторон накладки. Это осуществляется в процессе ввода обернутой единицы упаковки в фальцующий узел. Вслед за этим, постоянно в направлении движения, задняя фальцуемая сторона накладки первой пары фальцуемых сторон накладки прикладывается к единице упаковки. В заключение процессу фальцевания подвергается нижняя фальцуемая сторона накладки второй пары фальцуемых сторон накладки.
Вторая пара фальцуемых сторон накладки, обе фальцуемые стороны накладки которой прикладываются преимущественно посредством вертикального процесса к единице упаковки, располагает, по сравнению с участком сторон обернутой единицы упаковки, верхней фальцуемой стороной накладки и нижней фальцуемой стороной накладки. Затем в рамках изобретения процесс осуществляется так, что из этих обеих фальцуемых сторон накладки второй пары фальцуемых сторон накладки сначала к единице упаковки прикладывается верхняя фальцуемая сторона накладки, а вслед за завершением операции - нижняя фальцуемая сторона накладки. Фактически можно делать и наоборот.
Более того, отдельные этапы фальцевания могут перекрываться по времени. Кроме того, этапы фальцевания могут иметь разную продолжительность по времени фальцевания. В частности, процесс фальцевания для передней фальцуемой стороны накладки первой пары фальцуемых сторон накладки может начинаться перед процессом фальцевания верхней (или нижней) фальцуемой стороны накладки второй пары фальцуемых сторон накладки. Так как продолжительность по времени для верхней (нижней) фальцуемой стороны накладки обычно рассчитанно короче, чем для передней фальцуемой стороны накладки, процесс фальцевания для верхней (нижней) фальцуемой стороны накладки уже закончен, когда передняя фальцуемая сторона накладки первой пары фальцуемых сторон накладки полностью приляжет к участку стороны единицы упаковки.
Процесс фальцевания осуществляется с помощью нескольких фальцующих рабочих органов внутри фальцующего узла. Для этого фальцующие стороны накладки фальцуются посредством по меньшей мере одного неподвижного и/или одного совместно движущегося с единицей упаковки фальцующего рабочего органа. При этом расчет постоянно производится так, что совместно движущийся с единицей упаковки фальцующий рабочий орган двигается преимущественно синхронно вместе с единицей упаковки. Синхронное движение не подразумевает обязательно аналогичную скорость совместно движущегося фальцующего рабочего органа по сравнению с единицей упаковки на участке транспортировки в направлении движения. Скорее требуется согласовывать скорость совместно движущегося фальцующего рабочего органа со скоростью единицы упаковки на участке транспортировки в направлении движения.
При этом в большинстве случаев поступают так, что детально в процессе фальцевания к единице упаковки сначала прикладывается соответственно фальцованная сначала и фальцованная в конце фальцуемая сторона накладки посредством соответственно одного неподвижного фальцующего рабочего органа. И, напротив, во время промежуточных этапов фальцевания в процессе фальцевания одна или несколько соответствующих фальцуемых сторон накладки прикладываются к единице упаковки при помощи одного или нескольких совместно движущихся фальцующего рабочего органа (органов).
При этом фальцуемая сторона накладки может не только фальцеваться с помощью фальцующего рабочего органа и прикладываться к единице упаковки, а фальцующий рабочий орган и/или один или несколько соответствующих прижимных элементов дополнительно обеспечивают взаимную фиксацию фальцуемых сторон накладки. Это может происходить любым способом, например, когда соответствующий фальцующий рабочий орган нагревают, а затем фальцуемые стороны накладки под его нагрузкой соединяются друг с другом или фиксируются посредством местного сваривания.
Для нагревания фальцующего рабочего органа или органов имеются различные способы. Например, фальцующие рабочие органы могут доводиться до необходимой для местного сваривания температуры подводимой снаружи энергией, например горячим воздухом, инфракрасным излучением. Более того, в рамках изобретения предлагается оснастить соответствующий фальцующий рабочий орган внутренним нагревательным устройством, например трубками для горячего воздуха, нагревательной спиралью и т.д. Кроме того, разумеется, в рамках изобретения предусматриваются мероприятия по нагреванию фиксированных мест снаружи, независимо от фальцующих рабочих органов, например при помощи лазерного луча, источником инфракрасного излучения, источником ультразвука и т.д. В частности, в то время как фальцующие рабочие органы и/или дополнительные прижимные элементы обеспечивают, чтобы фальцующие стороны накладки приобрели нужное положение относительно друг друга, указанный раньше определенный дополнительный источник энергии обеспечивает предоставление снаружи необходимой и, большей частью, тепловой энергии для локального расплавления фальцуемых сторон накладки и получения таким образом их требуемой взаимной фиксации.
Следующий способ фиксации состоит в электростатическом заряжании отдельных фальцуемых сторон накладки. Для этого фальцуемые стороны накладки или в целом оснащенная пленочной оберткой единица упаковки может проходить мимо соответствующих электродов. Поскольку под пленкой обычно подразумевается синтетическая (упаковочная) пленка, например из полиэтилентерефталата (PET), полиэтилена (PP), полипропилена (PP) или подобных материалов, можно легко производить электростатические заряды с помощью электростатического поля на участке фальцуемых сторон накладки. Они обеспечивают получение фальцуемыми сторонами накладки, по меньшей мере, временной нужной фиксации. При переводе в таком случае обернутой единицы упаковки затем в термоусадочный туннель или, в целом, в термоусадочный узел, временная фиксация обеспечивает, чтобы вальцуемые стороны накладки вслед за этим ″не откидывались″ в термоусадочном туннеле от прилегания к единице упаковки и длительно фиксировались посредством процесса термоусадки. Кроме того, соответствующим процессом фальцевания можно управлять таким образом, что отдельные этапы фальцевания полностью или частично взаимодействуют по времени. Другими словами, например первый и второй этапы фальцевания, первый второй и третий этапы фальцевания, второй и третий этапы фальцевания, второй, третий и четвертый этапы фальцевания и т.д. перекрываются по времени. То есть в рамках изобретения предполагается начинать два этапа фальцевания в разное время, но обеспечивать, тем не менее, взаимное перекрытие по времени. В частности, в основном делают так, чтобы в процессе этой операции натягивать пленку на участке сторон единицы упаковки, поскольку при соответствующих процессах фальцевания неизбежно возникают фальцуемые накладки, в которые в последующем дополнительно входят сложенные фальцуемые стороны накладки. Для обеспечения образования фальцуемых накладок и получения в то же время на этом участке многослойного выполнения пленки, работают, как было описано, с перекрывающимися по времени процессами фальцевания.
Закрытая со всех сторон пленочная обертка располагает фактически после описанного процесса фальцевания по меньшей мере двумя фальцуемыми накладками, сообщающимися на своем участке с многослойной структурой слоя пленки. Так как указанные фальцуемые накладки преимущественно наблюдаются на участке сторон и в данном случае - на углах единицы упаковки, именно эти особенно нагруженные углы получают желаемое усиление и жесткость. Это обеспечивает особенно прочное объединение группы предметов. Фактически снабженная соответствующей изобретению со всех сторон закрытой пленочной оберткой единица упаковки располагает прочностью формы и устойчивостью расположения, не имеющих до сих пор подобного примера. Все это осуществляется в рамках непрерывного процесса упаковки. При этом отдельные этапы фальцевания интегрированы в ходе процесса фальцевания в обычный процесс изготовления такой обернутой единицы упаковки и могут проходить с большой скоростью. Это можно отнести к специально выполненному фальцующему узлу.
Тем самым фальцующий узел обычно располагает по меньшей мере одним неподвижным и одним совместно движущимся фальцующим рабочим органом для одной или нескольких фальцующих сторон накладки. Большей частью реализованы два неподвижных и два совместно движущихся фальцующих рабочих органа. Неподвижные фальцующие рабочие органы могут быть выполнены, с одной стороны, как прижимная планка, а с другой стороны, как наклонная направляющая. С одной стороны, когда говорят о соответственно совместно движущемся фальцующем органе, речь идет о вращающейся фальцующей пластине, а с другой стороны, - о фальцующем захвате, движущимся вместе с единицей упаковки. При этом скорость фальцующего захвата согласовывают со скоростью перемещающейся вперед на участке транспортировки в направлении движения единицы упаковки. То же самое относится к скорости вращения фальцующей пластины.
К описанным фальцующим рабочим органам в направлении движения могут примыкать прижимные элементы. Прижимные элементы оснащены при необходимости фиксирующими устройствами для фальцуемых сторон накладки. Однако альтернативно или дополнительно фальцующие рабочие элементы могут иметь даже определенные фиксирующие устройства. Под фиксирующими устройствами подразумеваются нагревательные элементы, нагретые прижимные пластины и т.д., в частности, предметы или устройства, с помощью которых фальцуемые стороны накладки получают взаимную временную или длительную фиксацию. В них очевидны существенные преимущества.
Далее приводятся более подробное описание изобретения посредством изображающего только один пример выполнения чертежа.
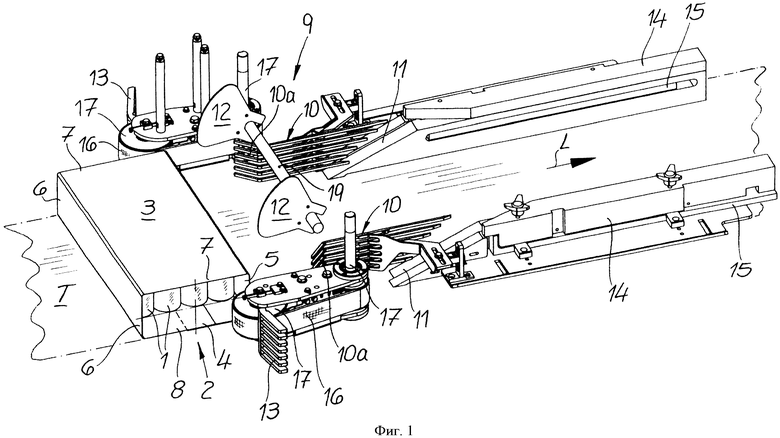
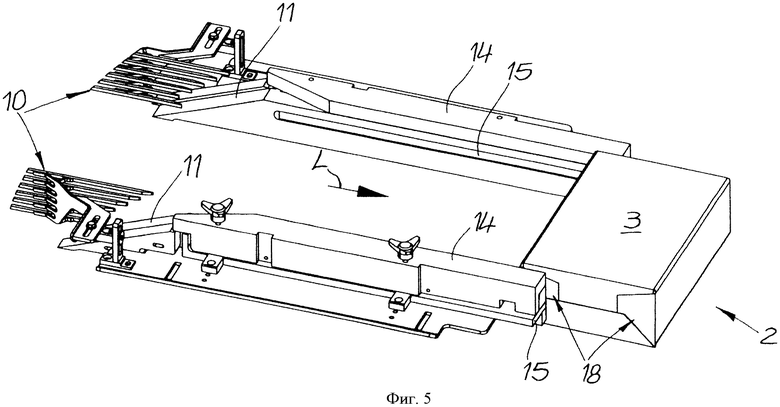
На фигурах 1-5 показано устройство для осуществления способа упаковки объединенных в единицы упаковки групп предметов на различных этапах.
На фигурах 1-5 изображено устройство для упаковывания предметов 1. Под предметами 1 речь идет в данном случае о банках, объединенных в данном случае в группу. Фактически банки расположены в подобной матрице компоновке 6×4, то есть шесть банок 1 расположены поперек к направлению L движения, в то время как четыре банки 1 ориентированы в направлении движения или в продольном направлении L. Для объединения банок 1 в группу предметов или банок 1, в последующем - в обертываемую единицу 2 упаковки и соответствующего позиционирования банок 1, к изображенному на чертежах устройству могут быть присоединены соответствующие сортировочно-центрирующие устройства.
Это может происходить, например, с помощью упоров и/или опорных стержней, не изображенных детально. На фигурах также не показана бабина с запасом пленки 3, в примере выполнения - с синтетической (упаковочной) пленкой 3, обмотанной вокруг единицы 2 упаковки, как это изображено на фиг. 1. Синтетическая (упаковочная) пленка 3 может быть изготовлена из PE, PET, PP и т.д., как это уже описывалось вначале. Обертывание соответствующей единицы 2 упаковки происходит в направлении L движения во время транспортировки группы предметов или банок 1 по или на участке T транспортировки. С этой целью моток пленки можно отрезать и проводить через прорезь на участке T транспортировки. Единица 2 упаковки переезжает передний конец мотка пленки.
При продолжении движения единицы 2 упаковки на участке T транспортировки, снизу, под моток пленки подъезжает стержень захвата пленки и описывает в направлении L движения круговую траекторию или в целом подобную кругу траекторию над единицей 2 упаковки. Затем стержень захвата пленки погружается вместе с задним концом мотка пленки в другую прорезь. При транспортировке обмотанной таким образом единицы 2 упаковки она перемещается через соответствующую прорезь и протягивает затем передний конец мотка пленки под собой. Таким образом, единица 2 упаковки стоит на перекрывающихся концах мотка пленки и одновременно определяет перекрытие 4 пленки обоих концов мотка пленки. Детали описанной упаковки единицы 2 упаковки пленкой 3 описываются в публикации DE 42 07 725 А1, стр. 6, строки от 30 до 54. На это определенно делается ссылка, а также на соответствующие и имеющиеся в ней фигуры. Ширина перекрытия пленки или нависания 4 пленки может составлять примерно 30 мм в направлении L движения в случае данного примера. Разумеется, это нужно понимать только в качестве примера.
При обертывании соответствующей единицы 2 упаковки в направлении L ее движения на участке T транспортировки пленкой 3 при образовании перекрытия 4 пленки соответственно с боковой поперечной стороны единицы 2 упаковки определяются одновременно две выступающие фальцуемые стороны накладки 5, 6, 7, 8.
Обе фальцуемые стороны накладки 5, 6 расположены напротив друг друга и образуют соответствующую первую пару 5, 6 фальцуемых сторон накладки. Первая пара 5, 6 фальцуемых сторон накладки или соответствующие и расположенные напротив фальцуемые стороны накладки 5, 6 прикладываются к упомянутой единице 2 упаковки преимущественно посредством горизонтального процесса фальцевания при вводе при помощи пленки 3 обернутой единицы 2 упаковки в фальцующий узел 9. Горизонтальный процесс фальцевания проявляется в том, что указанные и расположенные напротив друг друга фальцуемые стороны накладки 5, 6 фальцуются вдоль только обозначенной горизонтальной плоскости фальцевания и прикладываются к единице 2 упаковки.
В дополнение к обеим фальцуемым сторонам накладки 5, 6 или к первой паре фальцуемых сторон накладки реализуются две другие фальцуемые стороны накладки 7, 8, также расположенные напротив друг друга. Обе другие фальцуемые стороны накладки 7, 8 определяют вторую пару 7, 8 фальцуемых сторон накладки. Пара 7, 8 фальцуемых сторон накладки 7, 8 или ее обе расположенные напротив друг друга фальцуемые стороны накладки 7, 8 прикладываются преимущественно посредством вертикального процесса фальцевания к единице 2 упаковки. Это изображается вертикальной линией, изображающей соответствующую этому вертикальному процессу фальцевания вертикальную плоскость фальцевания.
Фальцующий узел 9 для прикладывания фальцуемых сторон накладки 5, 6, 7, 8 к единице 2 упаковки в деталях состоит из неподвижных фальцующих рабочих органов 10, 11 и перемещающихся вместе с единицей 2 упаковки фальцующих рабочих органов 12, 13. При этом соответственно перемещающиеся вместе фальцующие рабочие органы 12, 13 передвигаются преимущественно синхронно вместе с перемещающейся в направлении L движения вдоль участка T транспортировки единицей 2 упаковки.
На чертеже показаны реализованные два неподвижных фальцующих рабочих органа 10, 11 и два совместно движущихся формующих рабочих органа 12, 13. Под неподвижными фальцующими рабочими органами 10, 11, с одной стороны, речь идет о прижимной планке 10, а с другой стороны, - о наклонной направляющей 11. Движущимися совместно фальцующими рабочими органами 12, 13, с одной стороны, является выполненный как вращающаяся фальцующаяся пластина 12, а с другой стороны, как передвигающийся вместе с единицей 2 упаковки формующий захват 13.
Кроме того, к формующему узлу 9 примыкает или примыкают к реализованным во внутренней части формующего узла 9 фальцующим рабочим органом 10, 11, 12, 13 в направлении L движения прижимные элементы 14. Фактически реализованы два в направлении L движения и тем самым проходящие вдоль прижимные элементы 14. Прижимные элементы 14 закреплены парами в соответствии с боковыми поперечными сторонами единицы 2 упаковки или участками ее сторон. Фальцующие рабочие органы 10, 11, 12, 13 также предусмотрены парами и закреплены соответственно относящимися к боковой поперечной стороне или участку сторон единицы упаковки 2.
В фальцующие рабочие органы 14 интегрированы фиксирующие устройства 15. Под фиксирующими устройствами 15 речь идет в примере выполнения о заряжающих электродах, благодаря которым приложенные внутри фальцующего узла 9 к единице 2 упаковки фальцуемые стороны накладки 5, 6, 7, 8 временно фиксируются. Длительную фиксацию может обеспечить термоусадочный туннель или в целом термоусадочный узел, в который поступает обернутая пленкой 3 единица 2 упаковки после прикладывания фальцуемых сторон накладки 5, 6, 7, 8, а затем - к прижимным элементам 14. Термоусадочный туннель или соответствующий термоусадочный узел наглядно не изображен.
Прижимные элементы 14 рассчитаны в примере выполнения взаимозаменяемыми и могут согласовываться, например, по своей длине с габаритным размерам обернутой при помощи пленки 3 единицы 2 упаковки. Прижимные элементы 14, включая фиксирующие устройства 15, формируют в целом прижимной и заряжающий узел 14, 15, прилегающий непосредственно к фальцующему узлу 9 в направлении L движения.
На чертеже видно, что прижимная планка 10, а также фальцующие захваты 13 выполнены в виде гребня. Вследствие этого фальцующий захват 13 частично может погружаться в прижимную планку 10, как это отчетливо видно на фиг. 4. Фильцующий захват 13 присоединен в примере выполнения к вращающемуся вокруг двух роликов 17 приводному ремню 16. При этом один из роликов 17 или оба ролика 17 приводятся в движение и таким образом можно регулировать скорость фальцующего захвата 13.
Скорость фальцующего захвата 13 и скорость обернутой при помощи пленки 3 единицы 2 упаковки на участке T транспортировки в направлении L движения согласованы или синхронизированы друг с другом, как это описывается в деталях еще более подробно. При этом подразумевается, что обеими скоростями можно управлять или регулировать их и это относится также к их соответствующему соотношению скоростей для обеспечения описываемого далее синхронного движения фальцующего захвата 13 с проходящей в фальцующем узле 9 и через него и обернутой пленкой 3 единицей 2 упаковки. Для приведения в движение единицы 2 упаковки может служить детально не изображенный ленточный конвейер, а также, например, прилегающие к заднему ребру единицы 2 упаковки рельсы или аналогичные подвижные элементы. Единица 2 упаковки передвигается вдоль участка T транспортировки преимущественно горизонтально и сначала поступает в фальцующий узел 9. Внутри фальцующего узла 9 фальцуемые стороны накладки 5, 6, 7, 8 прикладываются к единице 2 упаковки. Внутри фальцующего узла 9 и/или непосредственно следуя за фальцующим узлом 9 фальцуемые стороны накладки 5, 6, 7, 8 взаимно фиксируются.
В рамках примера выполнения происходит временная фиксация фальцуемых сторон накладки 5, 6, 7, 8 между собой и, в частности, непосредственно следуя за фальцуемым узлом 9. Это обеспечивают заряжающие электроды 15 в прижимном и заряжающем узле 14, 15, непосредственно примыкающем к фальцующему узлу 9. Во всяком случае фальцующий узел 9 или прижимной и заряжающий узел 14, 15 покидает закрытая со всех сторон пленочная обертка, показанная на фиг. 5.
Эта закрытая со всех сторон пленочная обертка имеет две фальцуемые накладки 18 на участке стороны единицы 2 упаковки или на ее соответствующей боковой поперечной стороне. На участке фальцуемых накладок 18 пленка 3 оснащена двух- или даже трехслойной структурой, поэтому фальцующие накладки 18 отличаются особенной прочностью или угловые участки единицы 2 упаковки располагают повышенной прочностью.
Далее приводится разъяснение способа упаковки соответствующей единицы 2 упаковки посредством отдельных этапов упаковки, изображенных на фигурах 1-5. На фиг. 1 изображено положение, при котором обернутая пленкой 3 единица 2 упаковки поступает в стационарный фальцующий узел 9. При прохождении фальцующего узла 9 фальцуемые стороны накладки 5, 6, 7, 8 прикладывают к единице упаковки 2. При этом сначала прикладывают переднюю фальцуемую сторону накладки 5 первой пары 5, 6 фальцуемых сторон накладки в направлении L движения. Это происходит автоматически вследствие того, что единица 2 упаковки набегает при ее транспортировании вдоль участка T транспортировки в направлении L движения на прижимную планку 10. Так как прижимная планка 10 оборудована соответственно наклонными входными участками 10a, описанный процесс фальцевания соответствующей передней фальцуемой стороны накладки 5 первой пары 5, 6 фальцуемых сторон накладки происходит постепенно.
Непосредственно вслед за этим к единице 2 упаковки прикладывают верхнюю фальцуемую сторону накладки 7 второй пары 7, 8 фальцуемых сторон накладки. При этом оба процесса фальцевания, с одной стороны, передней фальцуемой стороны накладки 5, а с другой стороны, верхней фальцуемой стороны накладки 7 происходят с перекрытием по времени, как будто одновременно. Это относится ко всему способу в целом. То есть процессы фальцевания для отдельных накладок 5, 6, 7, 8 могут осуществляться выборочно с временным перекрытием для производства фальцуемых накладок 18, или растягивания пленки 3 в процессе фальцевания, или натягивания.
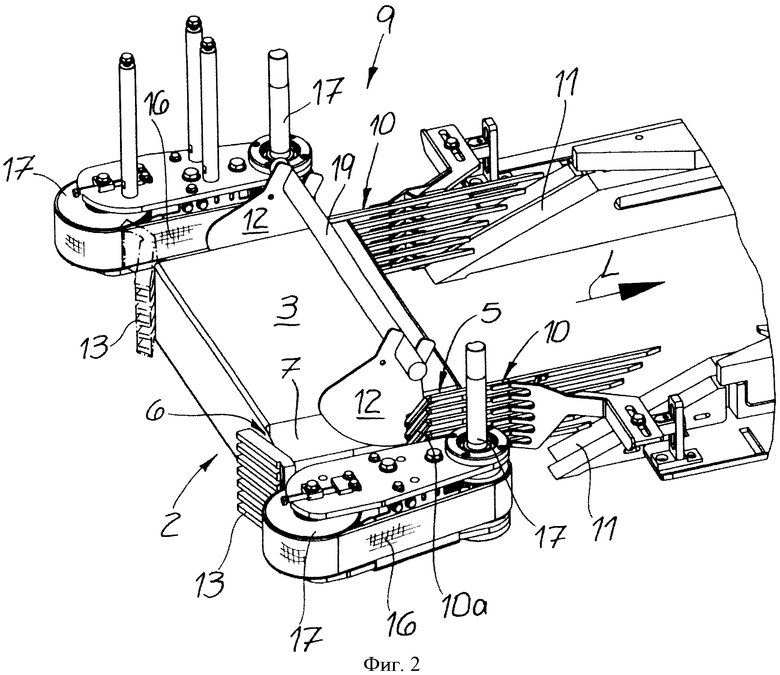
Посредством соответствующей вращающейся фальцующей пластины 12 обеспечивается процесс фальцевания верхней фальцуемой стороны накладки 7. Фактически реализованы две соединенные общей осью 19 без возможности поворота друг с другом фальцующие пластины 12, двигающиеся вместе при помощи сцепленного с осью 19 двигателя. Двигатель опять же управляется так, что вращательное движение фальцующих пластин 12 вокруг их оси 19 синхронизовано с движением транспортирования единицы 2 упаковки в направлении L движения.
Соответствующий процесс фальцевания, в частности, показан на фиг. 2. Посредством этого изображения становится понятно, что неподвижная прижимная планка 10 дополнительно прикладывает переднюю фальцуемую сторону накладки 5 первой пары 5, 6 складываемых сторон накладки к единице 2 упаковки. В то же время фальцующая пластина 12 обеспечивает полное прилегание верхней фальцуемой стороны накладки 7 в качестве первой к единице 2 упаковки, чтобы затем процесс фальцевания для передней фальцуемой стороны накладки 5 закончился и она могла быть приложена снаружи к верхней фальцуемой стороне накладки 7. В этом процессе фальцующая пластина 12 перемещается насквозь между единицей 2 упаковки и неподвижной прижимной планкой 10.
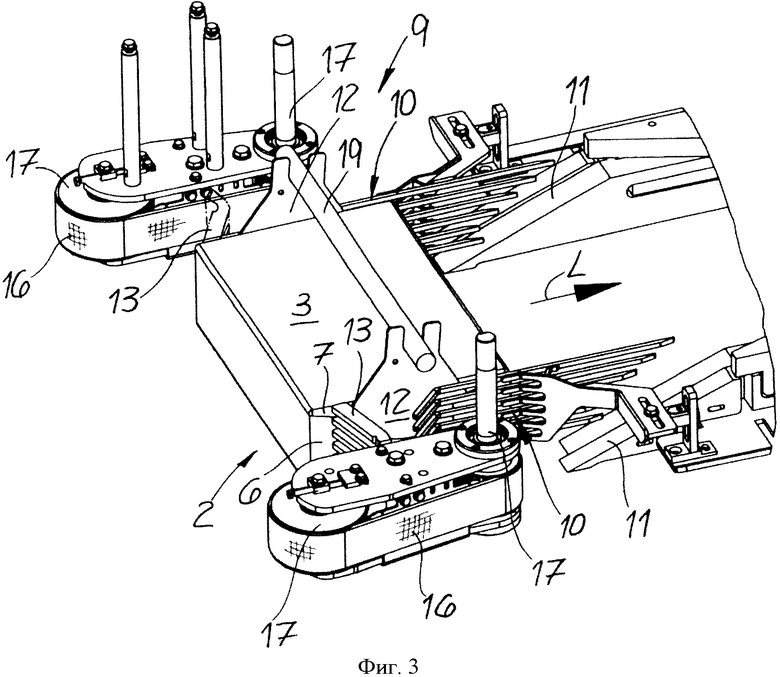
Теперь, со ссылкой на фиг. 3, в направлении L движения заднюю фальцуемую сторону накладки 6 первой пары 5, 6 фальцуемых сторон накладки прикладывают к единице 2 упаковки. Так как верхняя фальцуемая сторона накладки 7 уже прилегает к единице 2 упаковки, то заднюю фальцуемую сторону накладки 6 подводят к верхней фальцуемой стороне накладки 7 с прилеганием к единице 2 упаковки. Это обеспечивает фальцующий захват 13. Фактически фальцующий захват 13 при переходе от фиг. 1 к фиг. 2 и, наконец, к фиг. 3 перемещен к задней фальцуемой стороне накладки 6. При своем последующем поступательном движении фальцующий захват 13 обеспечивает прикладывание задней фальцуемой стороны накладки 6 к единице 2 упаковки. В этом процессе фальцующая пластина 12 постоянно прилегает к верхней фальцуемой стороне накладки 7 и фиксирует ее в прижатом к единице 2 упаковки положении.
Ось 19, к которой присоединены обе фальцующие пластины 12, выполнена неподвижной. Одна или обе фальцующие пластины 12 передвигаются синхронно с перемещающейся вперед на участке T транспортировки в направлении L движения единицей 2 упаковки. В этом процессе соответствующая фальцующая пластина 12 осуществляет поворот почти на 180°, как это хорошо видно при сравнении фиг.1 и фиг. 4. При этом предусмотрено, что фальцующая пластина 12 согласно фиг. 3 стоит почти вертикально.
Так как фальцующая пластина 12 выполнена подобно круговому сегменту, вертикальное положение соответствующего круглого диска 12 согласно фиг. 3 соответствует тому, что фальцующая пластина 12 имеет максимальное по площади перекрытие с единицей 2 упаковки. Это желательно и в этой связи особенно предпочтительно, поскольку при таком максимальном по площади перекрытии безупречно прижимается к единице 2 упаковки выполненная по площади особенно большой верхняя фальцуемая сторона накладки 7, а именно практически до тех пор, пока наряду с передней фальцуемой стороной накладки 5 также и задняя фальцуемая сторона накладки 6 первой пары 5, 6 фальцуемых сторон накладки дополнительно не обеспечит, а также пока не сможет иметь возможность обеспечивать фиксацию верхней фальцуемой стороны накладки 7 к единице 2 упаковки. Это происходит тогда, когда фальцующий захват 13 полностью приложит заднюю фальцуемую сторону накладки 6 к единице 2 упаковки вслед за переходом от фиг. 3 к фиг. 4.
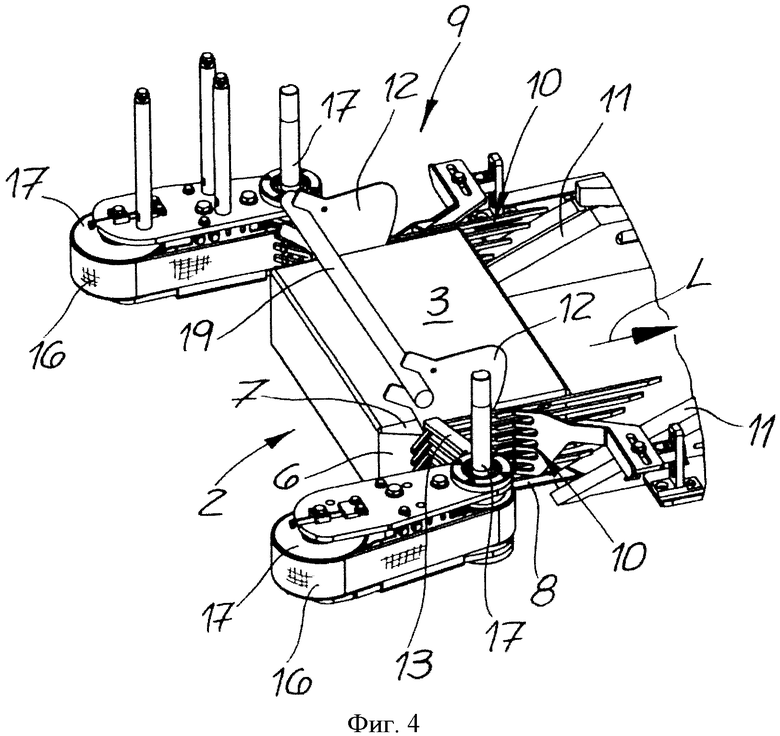
Фактически на фиг. 4 показано, что приводимый в движение приводным ремнем 16 фальцующий захват 13 в функциональном положении по фиг. 4 соединяется внахлестку в виде гребня с прижимной планкой 10 также в виде гребня или с ее входным участком 10a.
Вследствие этого благодаря фальцующему захвату 13 обеспечивается, что задняя фальцуемая сторона накладки 6 полностью приложена к единице 2 упаковки после прохождения входного участка 10a. Теперь фальцующая пластина 12 может все больше отходить от верхней фальцуемой стороны накладки 7, так как верхняя фальцуемая сторона накладки 7 в дополнение к передней фальцуемой стороне накладки 5 теперь удерживается задней фальцуемой стороной накладки 6 и фиксируется с прилеганием к единице 2 упаковки.
На фиг. 4 передняя фальцуемая сторона накладки 5, верхняя фальцуемая сторона накладки 7 и задняя фальцуемая сторона накладки 6 фиксируются прижимной планкой 10 с прилеганием к единице 2 упаковки. При дальнейшем поступательном движении единицы 2 упаковки нижняя фальцуемая сторона накладки 8 все более перемещается к неподвижной наклонной направляющей 11. В этом процессе нижняя фальцуемая сторона накладки 8 приподнимается и постепенно прикладывается к единице 2 упаковки. После прохождения фальцующего узла 9, в соответствии с фиг. 4, все фальцуемые стороны накладки 5, 6, 7, 8 располагаются с прилеганием к единице 2 упаковки, и, в частности, с одновременным определением обоих фальцуемых накладок 18, как это изображено на фиг. 5.
После фальцующего узла 9 оснащенная таким образом со всех сторон закрытой пленочной оберткой единица 2 упаковки проходит уже описанный прижимной и заряжающий узел 15. В нем прижимные элементы 14 обеспечивают постоянную фиксацию фальцуемых сторон накладки 5, 6, 7, 8 с прилеганием к единице 2 упаковки. В то же время фиксирующие устройства или заряжающие электроды 15 обеспечивают временную (электростатическую) взаимную фиксацию фальцуемых сторон накладки 5, 6, 7, 8. С этой целью фиксирующее устройство или заряжающий электрод 15 расположен на участке перекрытия соответствующих фальцуемых сторон накладки 5, 6, 7, 8, поэтому все фальцуемые стороны накладки 5, 6, 7, 8 могут захватываться с помощью заряжающего электрода 15 и, предпочтительно, заряжаться электростатически.
Вследствие этого фальцуемые стороны накладки 5, 6, 7, 8 после выхода из прижимного и заряжающего узла 14, 15 продолжают прилегать к единице 2 упаковки, как это изображено в правой части фиг. 5. Оснащенная таким образом закрытой со всех сторон пленочной оберткой единица 2 упаковки может въезжать вслед за этим в уже указанный термоусадочный туннель. В нем пленку 3 нагревают, а затем подвергают термоусадке. Так как пленка 3 в целом закрыта, со стороны выхода из термоусадочного туннеля образуется особенно прочная единица 2 упаковки, не только фиксирующая, наряду с прочим, посредством замыкания со всех сторон при помощи пленки 3 резервируемые в ней предметы 1 в их взаимном расположении, но и, например, оберегает их от загрязнения.
Способ представляет обертывание соответствующей единицы упаковки в направлении ее движения на участке транспортировки пленкой при одновременном образовании перекрытия пленки и выступающих соответственно с боковой поперечной стороны над единицей упаковки фальцуемых сторон накладки, прикладывание фальцуемых сторон накладки к единице упаковки при прохождении фальцуемого узла и одновременно взаимную фиксацию фальцуемых сторон накладки при образовании закрытой со всех сторон обертки. Причем фальцуемые стороны накладки фальцуют посредством по меньшей мере одного неподвижного и одного совместно движущегося с единицей упаковки фальцующего рабочего органа. При этом фальцующий узел снабжают двумя неподвижными фальцующими рабочими органами и двумя совместно двигающимися фальцующими рабочими органами. Совместно движущиеся фальцующие рабочие органы выполняют, с одной стороны, как вращающуюся фальцующую пластину, а с другой стороны, как двигающийся вместе с единицей упаковки фальцующий захват, при этом фальцеванием управляют таким образом, что отдельные этапы фальцевания полностью или частично взаимодействуют по времени. Устройство для осуществления способа содержит оберточный узел для обертывания пленкой соответствующей единицы упаковки на участке транспортировки в направлении движения и для одновременного создания перекрытия пленки и выступающих соответственно с боковых поперечных сторон над единицей упаковки фальцуемых накладок. При этом конструкция фальцующего узла такая же, как описана в способе. Группа изобретений обеспечивает улучшение качества упаковки. 2 н. и 9 з.п. ф-лы, 5 ил.
1. Способ упаковывания объединенных в единицы (2) упаковки групп предметов (1), включающий следующие этапы:
1.1) обертывание соответствующей единицы (2) упаковки в направлении (L) ее движения на участке (T) транспортировки пленкой (3) при одновременном образовании перекрытия (4) пленки, а также выступающих соответственно с боковой поперечной стороны над единицей (2) упаковки фальцуемых сторон накладки (5, 6, 7, 8);
1.2) прикладывание фальцуемых сторон накладки (5, 6, 7, 8) к единице (2) упаковки при прохождении фальцуемого узла (9), а также следующая за этим и/или одновременная взаимная фиксация фальцуемых сторон накладки (5, 6, 7, 8) при образовании закрытой со всех сторон пленочной обертки, причем
1.3) фальцуемые стороны накладки (5, 6, 7, 8) фальцуют посредством по меньшей мере одного неподвижного и одного совместно движущегося с единицей (2) упаковки фальцующего рабочего органа (10, 11, 12,13), отличающийся тем, что
1.4) фальцующий узел (9) снабжают двумя неподвижными фальцующими рабочими органами (10, 11) и двумя совместно двигающимися фальцующими рабочими органами (12, 13), причем
1.5) совместно движущиеся фальцующие рабочие органы (12,13) выполняются, с одной стороны, как вращающаяся фальцующая пластина (12), а с другой стороны, как двигающийся вместе с единицей (2) упаковки фальцующий захват (13), при этом
1.6) соответствующим этапом фальцевания управляют таким образом, что отдельные этапы фальцевания полностью или частично взаимодействуют по времени.
2. Способ по п. 1, отличающийся тем, что реализуют соответственно две расположенные напротив фальцуемых сторон накладки (5, 6, 7, 8) при образовании соответствующих пар (5, 6, 7, 8) фальцуемых сторон накладки, прикладываемых соответственно друг за другом к единице (2) упаковки.
3. Способ по п. 1, отличающийся тем, что фальцуемые стороны накладки (5, 6) первой пары (5, 6) фальцуемых сторон накладки прикладывают к единице (2) упаковки преимущественно при горизонтальном процессе фальцевания, а фальцуемые стороны накладки (7, 8) другой второй пары (7, 8) фальцуемых сторон накладки - преимущественно при вертикальном процессе фальцевания.
4. Способ по п. 1, отличающийся тем, что сначала к единице (2) упаковки прикладывают переднюю в направлении движения фальцуемую сторону накладки (5) первой пары (5, 6) фальцуемых сторон накладки, затем - верхнюю фальцуемую сторону накладки (7) второй пары (7, 8) фальцуемых сторон накладки, или наоборот, затем к единице (2) упаковки прикладывают заднюю фальцуемую сторону накладки (6) первой пары (5, 6) фальцуемых сторон накладки, а в заключение - нижнюю фальцуемую сторону накладки (8) второй пары (7, 8) фальцуемых сторон накладки.
5. Способ по п. 1-4, отличающийся тем, что совместно движущийся с единицей (2) упаковки фальцующий рабочий орган (12, 13) перемещают преимущественно синхронно вместе с единицей (2) упаковки.
6. Способ по любому из пп. 1-4, отличающийся тем, что к единице (2) упаковки сначала прикладывают соответственно в начале сложенную фальцуемую сторону накладки (5) и сложенную в конце фальцуемую сторону накладки (8) посредством соответственно одного неподвижного фальцующего рабочего органа (10, 11).
7. Способ по любому из пп. 1-4, отличающийся тем, что во время промежуточных этапов фальцевания в процессе фальцевания одну или несколько соответствующих фальцуемых сторон накладки (6, 7) прикладывают к единице (2) упаковки посредством одного или нескольких совместно движущихся фальцующих рабочих органов (12, 13).
8. Способ по любому из пп. 1-4, отличающийся тем, что фальцуемые стороны накладки (5, 6, 7, 8) взаимно фиксируют при помощи фальцующих рабочих органов (10, 11, 12, 13) и/или прижимных элементов (14).
9. Устройство для упаковывания объединенных в единицы (2) упаковки групп предметов (1), в частности для осуществления способа по любому из пп. 1-8, содержащее оберточный узел для обертывания пленкой (3) соответствующей единицы (2) упаковки на участке (T) транспортировки в направлении (L) движения, а также для одновременного создания перекрытия (4) пленки и выступающих соответственно с боковых поперечных сторон над единицей (2) упаковки фальцуемых накладок (5, 6, 7, 8), фальцующий узел (9) для прикладывания фальцующих сторон накладки (5, 6, 7, 8) при прохождении через него, а также для следующего за ним, и/или одновременного взаимного фиксирования фиксируемых сторон накладки (5, 6, 7, 8) с образованием закрытой со всех сторон пленочной обертки, причем фиксируемые стороны накладки (5, 6, 7, 8) фиксируются посредством по меньшей мере одного неподвижного и одного совместно движущегося с единицей (2) упаковки фальцующего рабочего органа (10, 11, 12, 13), отличающееся тем, что фальцующий узел (9) имеет два неподвижных фальцующих рабочих органа (10, 11) и два совместно двигающихся фальцующих рабочих органа (12, 13), причем совместно двигающиеся фальцующие рабочие органы (12, 13) выполнены, с одной стороны, как вращающаяся фальцующая пластина (12), а с другой стороны, как двигающийся вместе с единицей (2) упаковки фальцующий захват (13), при этом при управлении соответствующим процессом фальцевания отдельные этапы фальцевания полностью или частично взаимодействуют по времени.
10. Устройство по п. 9, отличающееся тем, что неподвижные фальцующие рабочие органы (10, 11) выполнены, с одной стороны, как прижимная планка (10), а с другой стороны, как наклонная направляющая (11).
11. Устройство по п. 9 или 10, отличающееся тем, что к фальцующему узлу (9) в направлении (L) движения примыкают прижимные элементы (14), оснащенные при необходимости фиксирующими устройствами (15) для фальцующих сторон накладки (5, 6, 7, 8).
| Вихревой излучитакустический излучатель | 1973 |
|
SU479498A1 |
| Швейный аппарат ниткошвейной машины | 1990 |
|
SU1787116A3 |
| Приспособление к рулоно-упаковочной машине | 1959 |
|
SU125752A1 |

