Изобретение относится к ленточнопильным станкам, а именно к способу подготовки ленточных пил путем пластического деформирования.
Известен способ подготовки ленточных пил проковкой с целью устранения потери форм, устранения крыловатости, выпучин и других деформаций.
Также известен способ подготовки ленточных пил двухсторонним, симметричным вальцеванием, когда величина, место приложения деформации одинаковы на обеих плоскостях ленточных пил (см. Феоктистов А.Е. Подготовка ленточных пил к работе. Лесная промышленность, Москва, 1971, С.28-40) с целью преднамеренного придания выпуклости в поперечном сечении лент. Основное назначение вальцевания - устойчивость пил при пилении и, как следствие, снижение усилия натяжения, которое производится на вальцовочных устройствах типа ПВ-5.
Однако известно, что пластическое деформирование элементов машин при правильном применении деформации понижает усталостный износ в 1,3-1,8 раза (Лосев В.Д. и др. Упрочняющая обработка деталей машин: Учебное пособие. - Ухта: УГТУ, 2001. - С.34). При вышеуказанном вальцевании эффект понижения усталостного износа практически не решается.
Технический результат - снижение усталостного износа путем асимметричного вальцевания ленточных пил роликами различного диаметра.
Технический результат достигается тем, что вальцевание происходит асимметрично с использованием роликов разного диаметра, причем вальцевание происходит при криволинейном движении ленты по внешней поверхности ролика большего диаметра.
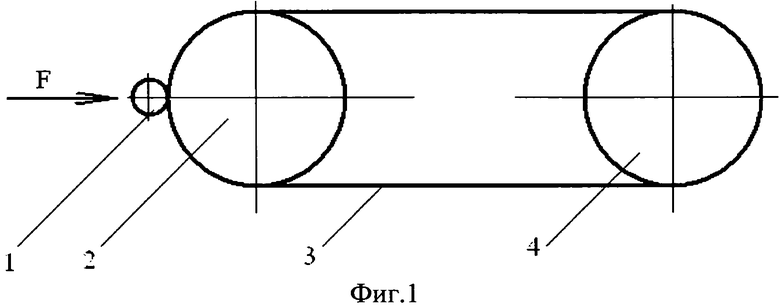
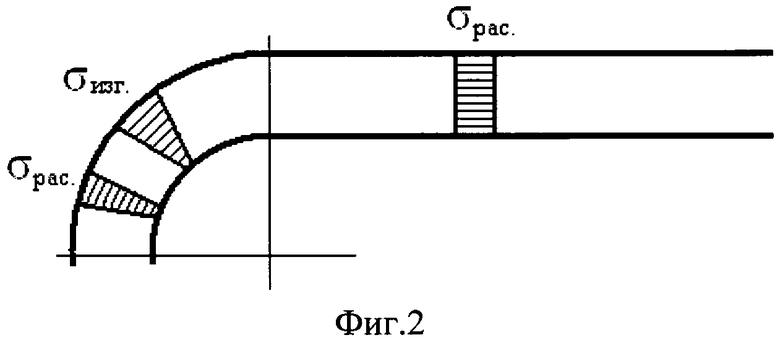
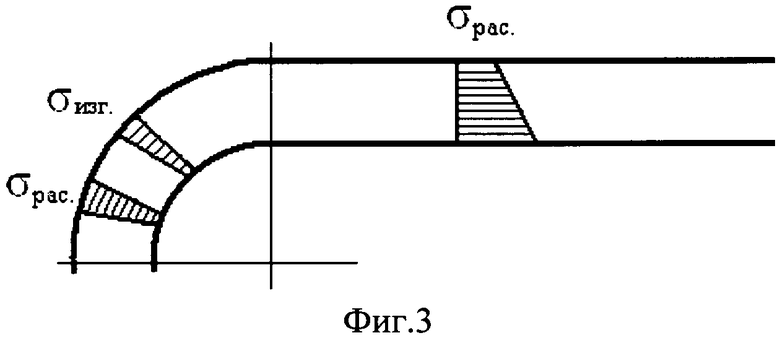
На фиг.1 представлена схема предлагаемого способа вальцевания; на фиг.2 изображены напряжения изгиба на криволинейной траектории и напряжения на прямолинейной траектории до вальцевания; на фиг.3 изображены напряжения изгиба на криволинейной траектории и напряжения на прямолинейной траектории после вальцевания.
На фиг.1 представлена схема предлагаемого способа вальцевания, где 1 - ролик малого диаметра, деформирующий ленту с некоторым усилием F, 2 - ролик большого диаметра, 3 - вальцуемая лента, 4 - шкив натяжной. Вальцевание происходит следующим образом. Подготовленную ленту устанавливают с определенным натяжением на ролик 2 и натяжной шкив 4. В дальнейшем лента движется по ролику и шкиву с определенной скоростью, ролик малого диаметра 1 воздействует на наружную поверхность ленты 3 с определенным усилием, одновременно перемещаясь по ширине ленты (подача ролика по ширине ленты может быть различной по скорости, месту приложения), производя вальцевание ленты по наружной стороне. В результате пластического деформирования металла ленты на криволинейной траектории движения ленты, где в этот момент, кроме напряжений растяжения, возникают напряжения изгиба, происходит смятие зерен металла, их относительное перемещение, что в основном нейтрализует напряжения изгиба с одновременным упрочнением и снижением шероховатости поверхности ленты. Упрочнение и снижение шероховатости поверхности ленты приводит к снижению потенциальных концентраторов напряжений, приводящих к возникновению и распространению трещин, которые стремятся, проявится при совокупном действии напряжений изгиба и растяжения. Внутренняя сторона ленты при этом, ввиду значительного диаметра ролика, имеет значительную площадь контактной поверхности и незначительно воздействует на ленту, не приводя к значительным деформациям ленты. После вышеуказанного деформирования на криволинейном участке ленты произойдет относительное удлинение по наружной поверхности ленты относительно внутренней, что отразится на неравномерности напряжения растяжения прямолинейной ее части. Эта неравномерность и есть величина перераспределения изгибающих напряжений на напряжения растяжения.
Таким образом, в результате вальцевания роликами различных диаметров происходит перераспределение изгибающих напряжений с криволинейной траектории на напряжения растяжения на прямолинейной ее части, что приведет к снижению усталостного износа.
Использование предложенного способа позволит уменьшить диаметры шкивов ленточнопильных станков, что приведет к общему снижению габаритов и массы ленточнопильных станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1999 |
|
RU2162404C1 |
| Устройство для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой | 2021 |
|
RU2775040C1 |
| ОТЖИМНАЯ АЭРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ ЛЕНТОЧНОЙ ПИЛЫ | 2011 |
|
RU2458788C1 |
| Способ обработки ленточной пилы | 1983 |
|
SU1138267A1 |
| Способ обработки ленточных пил | 1981 |
|
SU1027243A1 |
| ОТЖИМНАЯ АЭРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ ЛЕНТОЧНОЙ ПИЛЫ | 2007 |
|
RU2366569C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| Ленточная пила | 2019 |
|
RU2718570C1 |
| Ленточнопильный станок | 1974 |
|
SU496173A1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2011 |
|
RU2479419C1 |
Изобретение относится к ленточнопильным станкам, а именно к способу подготовки ленточных пил путем пластического деформирования. Вальцевание производят по плоскостям ленточных пил асимметрично с использованием роликов разного диаметра. Вальцевание происходит при криволинейном движении ленты по внешней поверхности ролика большего диаметра. Обеспечивается снижение усталостного износа ленточных пил. 3 ил.
Способ подготовки ленточных пил вальцеванием роликами по плоскостям ленты, отличающийся тем, что вальцевание происходит асимметрично с использованием роликов разного диаметра, причем вальцевание происходит при криволинейном движении ленты по внешней поверхности ролика большего диаметра.
| Способ обработки ленточной пилы | 1983 |
|
SU1138267A1 |
| Устройство для обработки ленточных пил | 1978 |
|
SU677836A1 |
| Устройство для изготовления ленточных пил | 1984 |
|
SU1175629A1 |
| Способ автоматической вальцовки пил и устройство для его осуществления | 1975 |
|
SU641863A3 |
| US 7077041 B2, 18.07.2006 | |||

