Изобретение относится к деревообработке, а именно к подготовке дереворежущих ленточных пил к работе, и может быть использовано на лесопильно-деревообрабатывающих предприятиях. Известен спороб обработки ленточной пилы, включающий прокатку ее между вращающимися вальцовочными роликами 1. К недостаткам известного способа относится плоская форма пилы, которая получается в результате обработки. При изгибе такой пильной ленты на щкивах напряжения изгиба не компенсируются напряжениями вальцевания и приводят к появлению усталостных трещин и возможности обрыва пилы. Целью изобретения является повыщение долговечности ленточной пилы за счет снижения появления усталостных трещин в результате уменьщения напряжений изгиба. Поставленная цель достигается тем, что в способе обработки ленточной пилы, включающем прокатку ее между вращающимися вальцовочными роликами, в процессе прокатки ленточную пилу изгибают по дуге окружности в пределах упругой деформации, причем диаметр вальцовочного ролика, прокатывающего внутреннюю поверхность ленточной пилы, выбирают меньщим диаметра противолежащего ему вальцовочного ролика, а радиус (Ro) изгиба ленточной пилы определяют из соотнощения Rp«S(0,5...5)-10, где 5 - толщина пилы. На чертеже показана схема способа обработки. Ленточную пилу 1 упруго деформируют изгибают по дуге окружности радиусом II. S(0.5...5)-10, где R.O - радиус окружности изгиба пилы; S - толщина пилы. Одновременно с упругой деформацией (изгибом) ленточной пилы 1, ее прокатывают между вальцующими роликами 2 и 3. Причем диаметр ri вальцовочного ролика 3, прокатывающего внутреннюю поверхность ленточной пилы выбирают меньщим диаметра г противолежащего ему вальцовочного ролика 2 (,j). Рс5лик 2 установлен по оси стойки 4 и имеет привод. Ленточная пила прокатывается между роликами, получая остаточные деформации. Особенно эффективно применение предлагаемого способа при обработке зон пилы, имеющих концентрацию напряжений, например, впадин зубьев. Впадины зубьев при установке пилы на щкивь станка тоже подвергаются напряжениям изгиба, причем имея коэффициент концентрации 1,69, бь1стрее других зон подвержены усталостньш явлениям, которые ведут к появлению трещин и снижению долговечности пил. Обработкой .зон прилегающих к впадинам зубьев, по предлагаемому способу возможно уменьщение циклически действующих напряжений изгиба, а значит, и предотвращение распространения трещин в полотне пилы. Технико-экономическая эффективность предлагаемого изобретения определяется уменьщением расхода пильных лент, изготавливаемых из легированных сталей с применением остродефицитных металлов, снижением количества аварий, возникающих в результанте обрыва ленточных пил из-за появления и распространения усталостных трещин в полотнах. Кроме того, увеличение, долговечности ленточных пил позволяет повысить производительность ленточно-пильных станков, так как значительно уменьщаются простои оборудования, обусловленные необходимостью частых замен пильных лент, и дополнительным временем их приработки.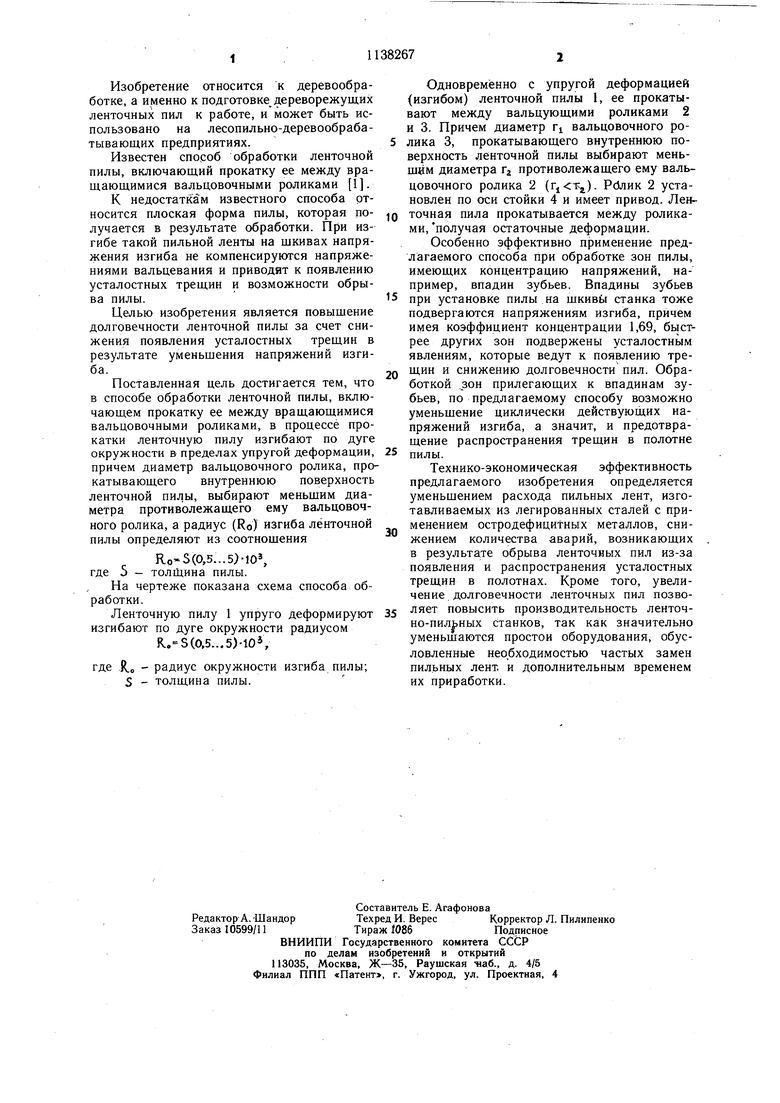
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| СПОСОБ ТОРМОЖЕНИЯ РАСПРОСТРАНЕНИЯ ТРЕЩИНЫ В ЛЕНТОЧНОЙ ПИЛЕ | 2009 |
|
RU2395388C1 |
| Ленточная пила | 2019 |
|
RU2718570C1 |
| СПОСОБ ПОДГОТОВКИ ЛЕНТОЧНЫХ ПИЛ ЛЕНТОЧНОПИЛЬНЫХ СТАНКОВ | 2013 |
|
RU2548181C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2016 |
|
RU2619250C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2015 |
|
RU2617602C1 |
| Вальцовочный станок для ленточных пил | 1985 |
|
SU1263453A1 |
| Способ термодинамического натяжения дисковой пилы | 2017 |
|
RU2660466C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
СПОСОБ ОБРАБОТКИ ЛЕНТОЧНОЙ ПИЛЫ, включающий прокатку ее между вращающимися вальцовочными роликами, отличающийся тем, что, с целью повыщения долговечности пилы за счет снижения появления усталостных .трещин в результате уменьщения напряжений изгиба, в процессе прокатки ленточную пилу изгибают по дуге окружности в пределах упругой деформации, причем диаметр ва ьцовочного ролика, прокатывающего внутреннюю поверхность ленточной пилы, выбирают меньшим диаметра противолежащего ему вальцовочного ролика, a радиус (Ro) изгиба ленточной пилы определяют из соотнощения RO 5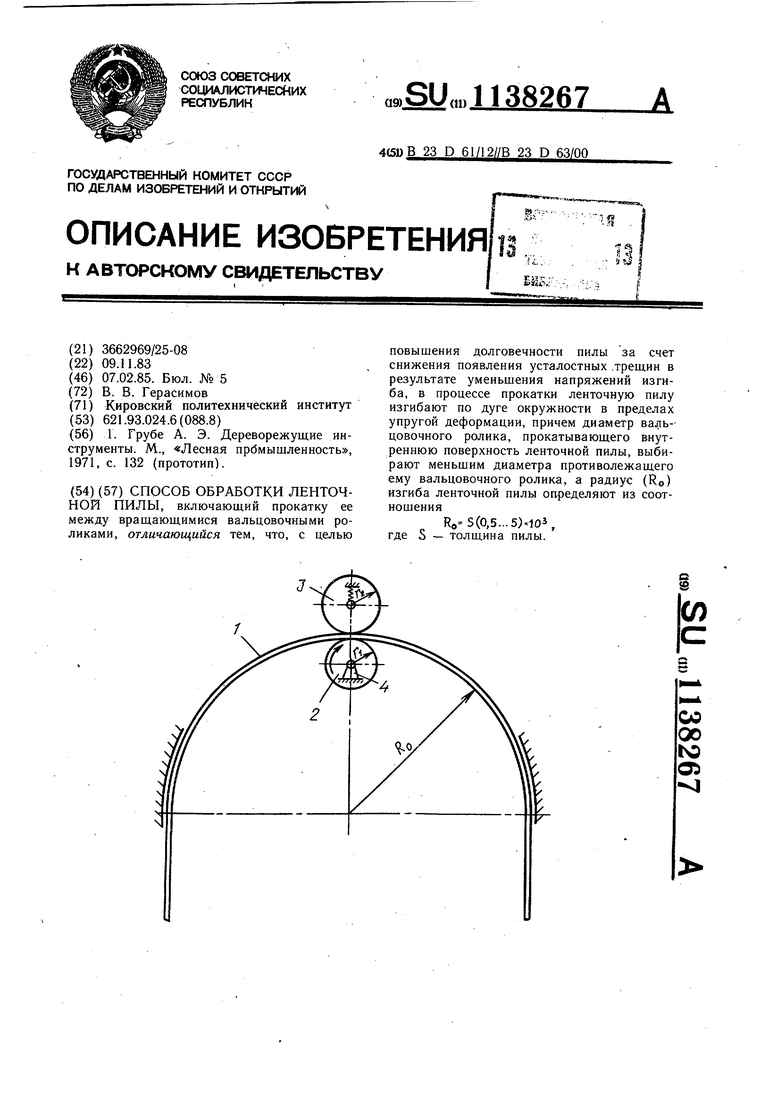
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грубе А | |||
| Э | |||
| Дереворежущие инструменты | |||
| М., «Лесная прбмышленность, 1971, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
