Изобретение относится к способам герметизации обсадных колонн в нефтяной и газовой промышленности.
В настоящее время герметичность в резьбовых соединениях обсадных колонн обеспечивается двумя способами [1]: герметизацией резьб путем применения различных герметизирующих материалов; создание резьбовых соединений «Премиум», которые имеют узлы герметичности.
Известен способ герметизации конических резьбовых соединений труб с резьбами треугольного профиля [2], заключающийся в нанесении перед свинчиванием труб во впадины резьбы соединяемых элементов уплотнительного покрытия из мягкого металла в виде отдельных равномерно распределенных локальных образований.
Недостатком этого способа герметизации является постепенная разгерметизация резьбового соединения в процессе его эксплуатации. Известно [3], что при эксплуатации скважины обсадные колонны подвергаются механическим, термическим и физико-химическим воздействиям. В результате этих воздействий происходит микродвижение обсадных колонн как по длине, так и в диаметре, а при постоянном вибрационном поле, возникающем при движении газожидкостного потока к устью, происходит микрострагивание поверхностей присоединительных резьб. Эти факторы, усиленные физико-химическим воздействием среды, способствуют частичной разгерметизации резьбовых соединений обсадных колонн. В 1970-х годах в СССР были проведены исследования и испытания образцов различных типов разъемных соединений в целях предотвращения утечек в топливной системе ракет с жидкостными ракетными двигателями (ЖРД) шахтного исполнения. Проблема стояла очень остро и грозила потерей оперативной боеспособности ракетных войск, так как неизбежно появлялись утечки топлива в ракетах с ЖРД в стартовом состоянии. Массированные научные исследования и испытания показали, что длительная герметичность таких соединений не может быть обеспечена в принципе в силу возникновения ослабления напряжений в уплотнениях и стяжных элементах любых разъемных соединений, и из таких соединений появляются течи продуктов. Кардинальным решением проблемы в ракетостроении был предельный отказ от разъемных соединений, при монтаже двигателя и его топливной системы были использованы только неразъемные соединения - сварка и пайка. Вывод этих исследований можно отнести и к резьбовым соединениям обсадных колонн - пропуски по резьбовым соединениям колонн неизбежны и возникают по причине закономерного ослабления напряжения в резьбах, созданного приложением силы к резьбе - моментом свинчивания, и это ослабление ускоряется микроподвижками поверхностей резьбы (микрострагиваниями), возникающими из-за термобарического и вибрационного воздействия на обсадную колонну при ее эксплуатации.
Известно резьбовое соединение для обсадных труб [4], заключающееся в том, что торцовые сопрягающиеся поверхности элемента с наружной резьбой и элемента с внутренней резьбой выполнены сферической формы, причем радиус сферической поверхности элемента с внутренней резьбой равен или больше радиуса сферической поверхности элемента с наружной резьбой.
Недостатком такого соединения является его постепенная разгерметизация в процессе эксплуатации.
Наиболее близким техническим решением является способ дополнительной герметизации муфтовых и конических трубных резьбовых соединений пайкой [5], заключающийся в дополнительном пропаивании торцов муфт в месте их касания труб и торцов соединяемых труб.
Недостатком этого способа дополнительной герметизации является также постепенная (более постепенная) разгерметизация резьбового соединения в процессе эксплуатации. Так как при действии вибрационных и иных нагрузок при эксплуатации происходят микрострагивания, т.е. развиваются большие усилия, осуществляющие эти микрострагивания, а припой имеет низкие прочностные свойства, то паяные швы при микрострагиваниях будут разрушаться, что обеспечит возможность постепенного раскручивания соединения и потерю им герметичности.
Технической задачей изобретения является разработка способа сохранения герметичности резьбовых соединений обсадных колонн на весь период их эксплуатации.
Технический результат изобретения достигается тем, что в способе сохранения герметичности резьбовых соединений обсадных колонн по свинченному резьбовому соединению муфты и обсадной трубы пропускается импульсный электрический ток такой силы и продолжительности, как при точечной сварке, при которых в местах касания по выступам шероховатых поверхностей муфты и трубы образуются сварочные соединительные точки.
Анализ отобранных известных технических решений, обнаруженных в ходе патентных исследований, показал, что на дату подачи заявки объекты, охарактеризованные такой совокупностью существенных признаков и которые, при их использовании, приводили бы к достижению более высокого технического результата, как у предложенного, не обнаружены, что позволяет сделать заключение о соответствии заявленного объекта критериям «Новизна» и «Изобретательский уровень». А его промышленная применимость подтверждается полным описанием его осуществления.
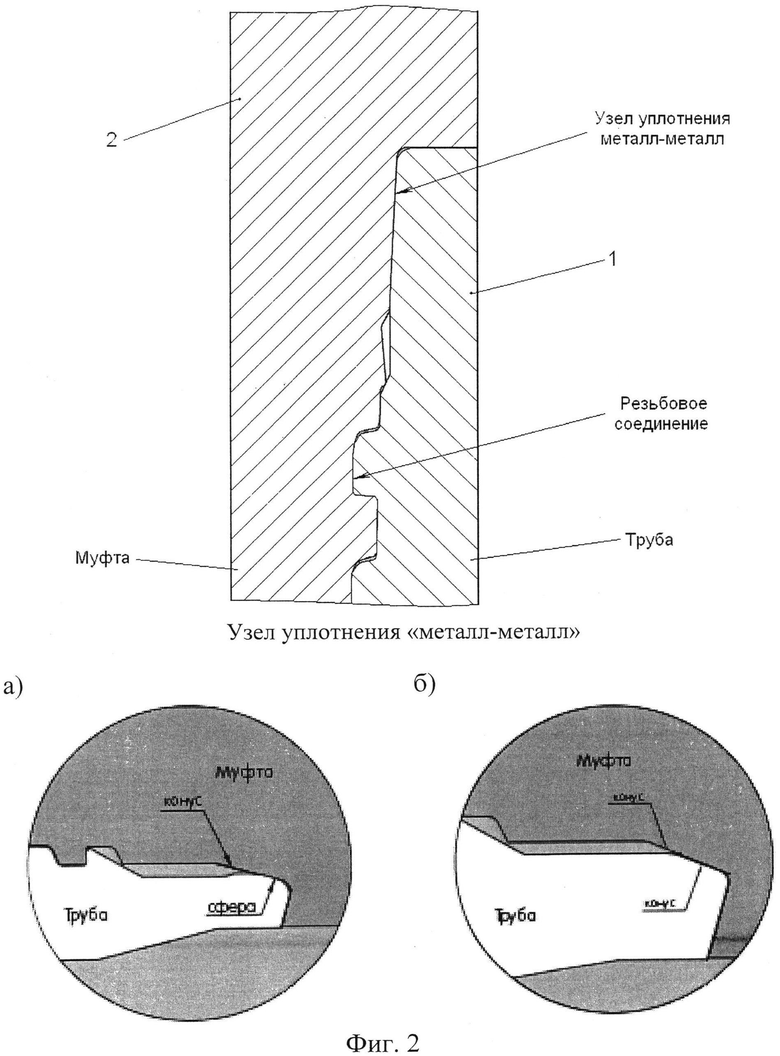
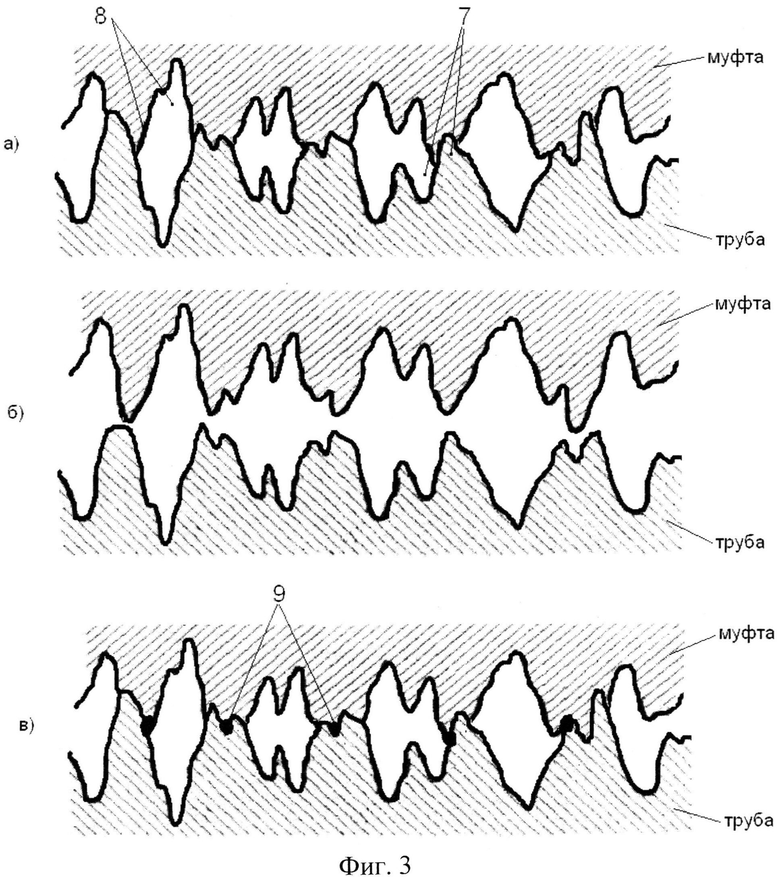
Представленные чертежи поясняют суть изобретения, где на фиг.1 изображено муфтовое резьбовое соединение с источником электрического тока и направлением протекания этого тока при работе. На фиг.2 представлен узел уплотнения «металл-металл» в резьбовых соединениях посредством конуса и сферы и конуса-конуса. На фиг.3 изображена шероховатость сопрягаемых поверхностей резьбы и уплотнения. На фиг.4 схематично изображен технологический процесс предлагаемого способа.
Резьбовое соединение труб в обсадной колонне состоит из соединяемых труб 1 и муфты 2. Кроме резьбы 3 соединение в современных обсадных колоннах имеет еще узел уплотнения 5 «металл-металл», показанный на фиг.2 «а» и «б». Поверхности сопрягаемых элементов, будь то в резьбе или в узле уплотнения, имеют шероховатость в виде выступов и впадин на трубе 7 и на муфте 8, фиг.3. Образующиеся сварочные точки 9 соединения обеспечивают его неразъемность. Источник электрического тока 4 обеспечивает протекание мощного импульса тока 6.
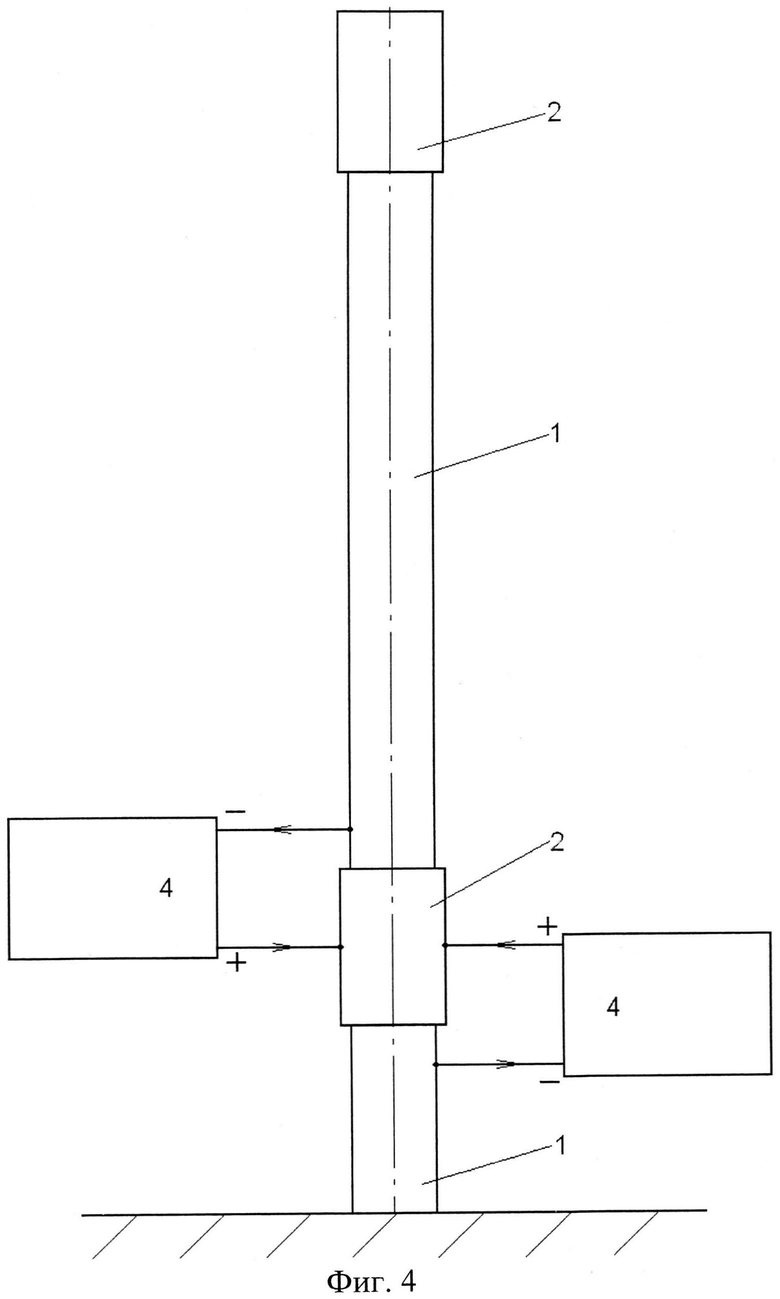
Указанный технический результат достигается тем, что в способе сохранения герметичности резьбового соединения обсадной колонны при их свинчивании перед спуском в скважину на дневной поверхности осуществляется точечная сварка по выступам шероховатых сопрягаемых поверхностей. На фиг.4 показан технологический процесс реализации предлагаемого способа точечной сваркой. Когда очередная обсадная труба 1 своей муфтой 2 находится над столом ротора на элеваторе, то далее в эту муфту вворачивается следующая обсадная труба 1 с определенным значением момента свинчивания. По окончании свинчивания обеспечивается герметичность резьбового соединения, будь то уплотнительное покрытие, смазка или уплотнение «металл-металл». Для обеспечения герметичности соединения обязателен нормированный момент свинчивания и ни в коем случае он не может быть меньше. Однако такое соединение является разъемным, т.е. при действии эксплуатационных факторов напряжения в соединении, вызванные затяжкой при свинчивании, ослабевают, соединение раскручивается постепенно, и герметичность нарушается. Чтобы этого не произошло, необходимо зафиксировать взаимное положение сопрягаемых элементов (труба-муфта), и чтобы это положение не менялось в процессе эксплуатации соединения. Это обеспечивается тем, что через образованное при свинчивании соединение «труба-муфта» пропускается мощный импульс электрического тока, при котором происходит оплавление выступов на сопрягаемых поверхностях и образование в этих местах сварочных точек соединения, фиг.3. Это будет уже неразъемное прочное сварочное соединение, разрушить которое эксплуатационными нагрузками не получится, т.е. такое положение сопрягаемых элементов относительно друг друга будет сохраняться в течение всего срока эксплуатации.
В конце свинчивания пары «труба-муфта» источник тока 4 соединяется одной клеммой, например минусовой, к нижней трубе, фиг.4, а другой клеммой, плюсовой, к муфте. После этого включается в работу источник тока и по цепи, фиг.1, указано стрелками, потечет импульс тока, который образует сварочные точки. Величину тока необходимо определить предварительно. После этого источник тока отсоединяется от нижней трубы, а подсоединяется этой клеммой к верхней трубе. И снова включается источник тока. Получается, что муфта 2 соединилась точечной сваркой неподвижно с верхней и нижней трубами обсадной колонны. Сварочный ток нужно подбирать таким, чтобы образовалось небольшое количество сварочных точек, что будет достаточно для фиксации соединения «труба-муфта», но разупрочнения материала (стали) элементов соединения от большого по величине электрического тока не произошло. После этого источник тока отсоединяется от трубы и муфты. Колонна труб опускается в скважину до положения, когда муфта верхней трубы окажется над столом ротора, и операция сварки повторится. И так до полного формирования и опускания всей обсадной колонны.
Так как развинчивание обсадных колонн на практике в течение всего срока эксплуатации скважины не предусматривается, то предлагаемый способ обеспечит сохранение герметичности колонны на время этого срока.
Использование заявляемого изобретения позволяет сохранять герметичность обсадных колонн в газовых скважинах в течение всего срока их эксплуатации, что значительно уменьшит расходы на ликвидацию негерметичности этих колонн, появлению межколонных давлений и потери газа, укреплению безопасности эксплуатации газовых скважин.
Источники информации
1. А. Емельянов, А. Токарев. Новое решение проблемы герметичности резьбовых соединений обсадных колонн с использованием «Технологии чистого свинчивания». Ж.: Бурение и нефть, февраль 2012.
2. Патент РФ №2163654 «Способ герметизации конических резьбовых соединений труб». Опубликовано 27.02.2001, бюл. №6.
3. Ряховский А.В. Мониторинг скважины. Технология предупреждения межколонных давлений в скважинах. Контроль герметичности устьевых уплотнителей обсадных колонн. - Ж.: Бурение и нефть, 2013. - №11.
4. Патент СССР №568380 «Резьбовое соединение для обсадных труб». Опубликовано 05.08.1977, бюл. №29.
5. Патент РФ №2499876 «Устройство для дополнительной герметизации муфтовых и конических трубных резьбовых соединений». Опубликован 27.11.2013.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ СТЕСНЕННОЙ ПРОКЛАДКОЙ | 2013 |
|
RU2513937C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ ПРОКЛАДКОЙ С ПАМЯТЬЮ | 2013 |
|
RU2517344C1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| Муфтовое резьбовое соединение (варианты) | 2021 |
|
RU2767259C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБСАДНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2513740C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| УСТАНОВКА ДЛЯ РАЗРУШЕНИЯ КОЛОННЫ СКВАЖИНЫ | 2009 |
|
RU2396416C1 |
| СЕКЦИЯ ТЕПЛОИЗОЛИРОВАННОЙ КОЛОННЫ | 2011 |
|
RU2487228C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
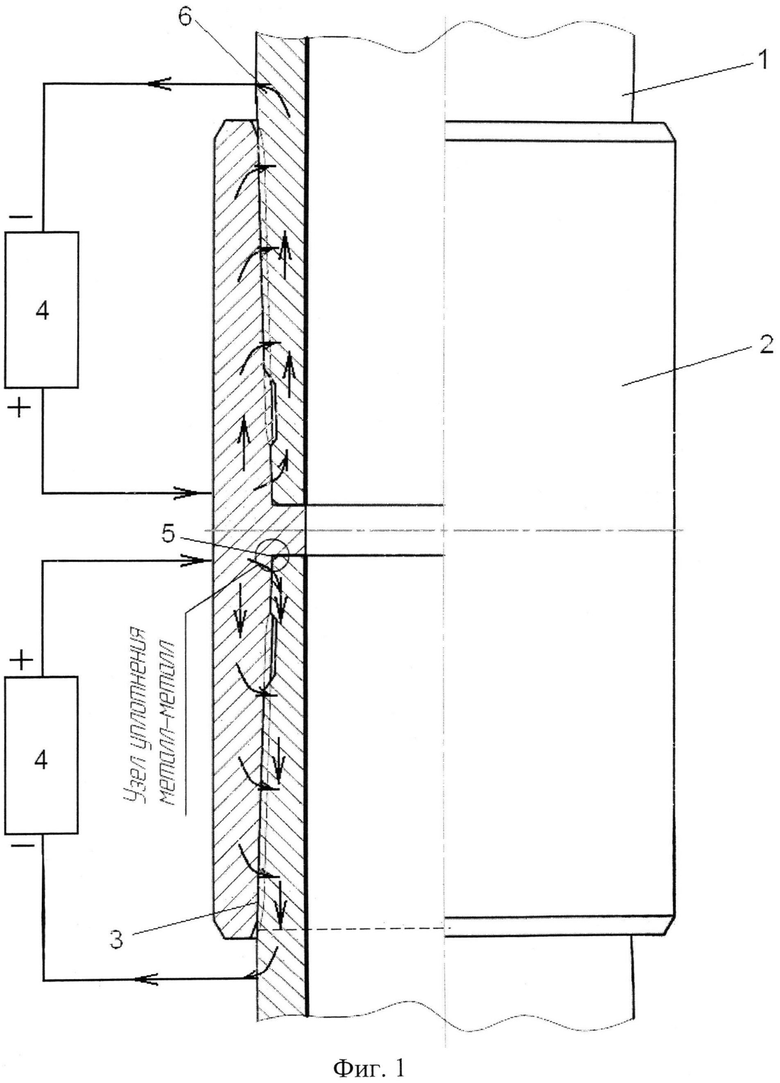
Изобретение относится к способам герметизации обсадных колонн в нефтяной и газовой промышленности. Техническим результатом является сохранение герметичности обсадных колонн в течение всего срока службы. Сущность изобретения заключается в том, что по свинченному резьбовому соединению муфты (2) и обсадной трубы (1) пропускается импульсный электрический ток (6) такой силы и продолжительности, как при точечной сварке, при которых в местах касания по выступам шероховатых поверхностей муфты (8) и трубы (7) образуются сварочные соединительные точки (9), обеспечивающие неподвижность элементов соединения в течение всего срока эксплуатации. 4 ил.
Способ сохранения герметичности резьбового соединения обсадных труб, использующий дополнительное соединение, отличающийся тем, что по свинченному резьбовому соединению муфты и обсадной трубы пропускается импульсный электрический ток такой силы и продолжительности, как при точечной сварке, при которых в местах касания по выступам шероховатых поверхностей муфты и трубы образуются сварочные соединительные точки.
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Способ резьбового соединения стальных деталей | 1986 |
|
SU1352144A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОКЛЕЕВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2501990C1 |
| Шахтная выносная топка | 1951 |
|
SU93127A1 |
| Плоский дефлектор | 1990 |
|
SU1817808A3 |
| Способ крепления деталей методом примораживания | 1989 |
|
SU1821328A1 |

