(54) АВТООПЕРАТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников | 1959 |
|
SU128326A1 |
| Загрузочное устройство к токарному многошпиндельному станку | 1991 |
|
SU1816637A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Автооператор | 1974 |
|
SU554129A1 |
| Загрузочное устройство | 1974 |
|
SU500020A1 |
1
Изобретение относится к станкостроению, в частности к загрузочно-разгрузочным устройствам металлорежущих станков и автоматических линий.
Известен автооператор для загрузки и выгрузки изделий в металлорежущем станке, состоящий из магазина заготовок, лотка изделий и поворотных относительно лотка, магазина и обслуживаемого станка рук 1.
Недостатком указанного автооператора является сложность конструкции при двухрукой компоновке, сложность зправлен-ия и недостаточно высокая производительность вследствие холостых иеремещений захвата руки.
Наиболее.близким к предлагаемому является автооператор, в котором загрузочно-разгрузочные операции производятся поворотными руками, подвижными в вертикальной и го.ризонтальиой плоскостях относительно магазина, лотка и обслуживаемого станка 2.
Недостатком указанного автооператора является сложность конструкции, управления, невысокая производительность и отсутствие возможности автоматической обработки штучных, например, ступенчатых изделий со стороны меньшего диаметра в цангах токарных автоматов.
С целью повышения производительности и упрощения конструкции путем уменьшения
количества,перемещений рзки в предлагаемом автооператоре захват руки выполнен в виде цанги, снабженной элементом, например буртом, для ее жесткого соединения со шпинделем станка и установленной с возможностью вращения вокруг оси этого шпинделя, а лоток смоитирован перед магазином и снабжен толкателем.
Такое выполнение устройства обеспечивает автоматическую обработку изделий, в том числе, ступенчатых со стороны меньшего диаметра в цангах токарных автоматов при загрузке-вылрузке одной рукой без ее холостого хода.
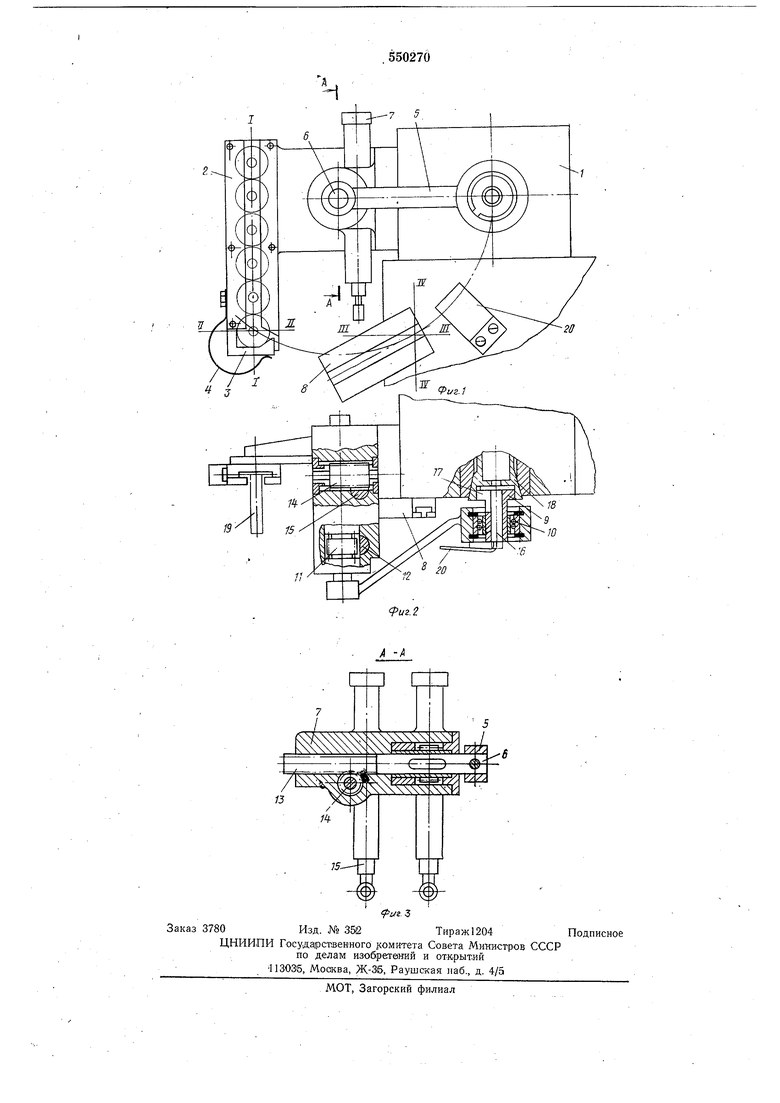
5 На фиг. 1 показан предлагаемый автоонератор, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1.
Автооператор монтируется на шпиндельной бабке 1 или другой неподвижной части обслуживаемого станка и содержит неподвижный магазин 2 для подвода заготовок изделий из транспортной системы (на фигурах не показана). В нижней части магазина установлена качающаяся губка 3, подпрзжиненная пружиной 4. Рука 5 неподвижно смонтирована на валу 6 привода 8. Лоток 8 изделий неподвижно закреплен на неподвижной части станины перед магазином 2 заготовок. Рука 5 снабжена захватом 9, выполненным в виде цанги, 30 снабженной конструктивным элементом, в данном случае буртом, для ее жесткого крепления в шпинделе станка и установленной с возможностью вращения вокруг оси этого шпинделя в подшипнике 10. Поворот руки 5 обеспечивается валом 6, несуш,ем шестерню 11, сцепленную со шток-рейкой 12. Левый конец вала с помощью нарезанных зубьев 13 зацепляется с щестерней 14 и шток-рейкой 15. При перемещении последней вал получает осевые перемещения. Шток-рейки 12 и 15 получают вертикальное перемещение от соответствующего привода станка (на фигурах не показан). Захват 9 имееФ внутренний канал 16, выполненный с диаметром обрабатываемого изделия по соответствующим допускам, и наружный бурт 17 с прорезами, аналогичными обычной цанге. В процессе рабочего цикла бурт зажат шпиндельной цангой 18. Автооператор работает следующим образом. При первоначальном положении рука 5 смещается к центру магазина 2, обозначенному на фиг. 1 осями I-I и II-II. Захват 9 входит в заготовку «зделия 19, предназначенную для обработки, далее следует поворот руки 5 на ось центров станка. В необходимый момент, соответствующий циклограмме работы станка, происходит осевое смещение руки 5 и ввод буртика спутника в шпиндельную цангу 18, зажим шанг, а следовательно заготовки издел-ия 19. Изделие обрабатывается со стороны малого торца. По окончании обработки следует разжим цанг, осевое смещение руки 5 от шпиндельной цанги, поворот руки на центр лотка 8, обозначенный на фиг. 1 осями III- III и IV-IV. При проходе руки через толкатель 20, верхняя полка которого находится под углом к плоскости движения загружателя, изделие предварительно выталкивается из захвата. Окончательный съем производится лотком 8 за буртик изделия 19. Далее рука перемещается в первоначальное положение и процесс повторяется. Станок, оснащенный таким автооператором, легко может быть встроен в автоматическую линию, что повышает производительность, упрощает конструкцию. Формула изобретения Автооператор, содержащий магазин заготовок, лоток изделий и поворотную руку с захватом, подвижную относительно магазина, лотка и обслуживаемого станка в вертикальной и горизонтальной плоскостях, отличающийся тем, что, с целью повышения производительности и упрощение конструкции путем уменьшения количества перемещений, захват руки выполнен в виде цанги, снабженной элементом, например буртом, и установленной с возможностью вращения вокруг оси шпинделя станка, а лоток смонтирован перед магазином и снабжен толкателем. Источники информации, принятые во внимание при экспертизе: 1. А. Н. Малов «Запрузочные устройства для металлорежущих станков, М., «Машиностроение, 1972, стр. 245-259. 2. Авт. св. № 312735, М. Кл. В 23Q 7/04,. 1963.
