Изобретение относится к способу изготовления короткозамкнутого ротора со скошенными пазами для асинхронной машины и к изготавливаемому таким способом короткозамкнутому ротору.
Новые нормы на КПД стандартных асинхронных машин, такие как ΙΕ1, ΙΕ2, ΙΕ3, требуют более высокой степени применения материала, поскольку для соблюдения упомянутых норм конструктивную длину этих машин приходится все больше увеличивать. Многократно зарекомендовавшим себя способам литья под давлением алюминия в будущем станет все труднее отвечать растущим требованиям к КПД машин.
Однако требуемый КПД достигается посредством короткозамкнутого ротора из меди. Благодаря более высокой электрической проводимости меди по сравнению с алюминием даже при более короткой конструктивной длине может достигаться более высокий КПД.
Для изготовления короткозамкнутых роторов из меди известен способ ее литья под давлением. Однако он очень сложен и, в частности, в случае большой осевой высоты технологически неосуществим. Требования к литьевой форме и параметрам процесса при применении жидкой меди с температурой свыше 1100°C могут быть выполнены только с очень высокими затратами.
Из DE 4308683 А1 известен способ изготовления короткозамкнутого ротора, при котором сначала в пазы пакета железа ротора укладываются состоящие из меди короткозамкнутые стержни. Эти медные стержни соединяются между собой с торцов короткозамыкающими кольцами. Для изготовления этих короткозамыкающих колец применяется способ литья под давлением алюминия. Одновременно с литьем короткозамыкающих колец оставшееся в пазах по сравнению с уложенными медными стержнями сечение заливается алюминием, в результате чего короткозамыкающие кольца соединяются также с образовавшимися в оставшемся сечении, отлитыми под давлением стержневыми деталями. Кроме того, из данной публикации известно, что после укладки короткозамкнутых стержней такой пакет железа ротора скручивают на нужный угол скручивания, что улучшает ходовые качества машины.
Изготовленная таким образом асинхронная машина имеет то преимущество, что за счет уложенных в пазы медных стержней КПД лежит в диапазоне КПД асинхронной машины с медным литым ротором, однако издержки производства заметно ниже. Это объясняется тем, что осуществляется процесс литья под давлением алюминия, имеющего заметно более низкую температуру плавления, чем медь.
В основе изобретения лежит задача повышения КПД такой асинхронной машины.
Эта задача решается посредством способа изготовления короткозамкнутого ротора для асинхронной машины с признаками п. 1 формулы. Способ включает в себя следующие этапы:
- выполнение пакета железа ротора со скошенными пазами;
- укладку короткозамкнутых стержней из второго материала в скошенные пазы пакета железа ротора;
- прилив с торцов к пакету железа ротора короткозамыкающих колец из первого материала с меньшей удельной электрической проводимостью по сравнению со вторым материалом,
причем перед укладкой в пазы короткозамкнутые стержни скручивают с обеспечением возможности введения их перед нанесением литого первого материала в значительной степени без натяга в пакет железа ротора со скошенными пазами, почти полностью заполняя внутреннюю, если смотреть в радиальном направлении, зону пазов, в результате чего первый материал в процессе литья не может проникнуть во внутреннюю зону пазов.
Кроме того, эта задача решается посредством короткозамкнутого ротора для асинхронной машины с признаками п. 9 формулы. Он содержит:
- пакет железа с пазами;
- прилитые с торцов к пакету железа ротора короткозамыкающие кольца из первого материала и
- расположенные в пазах короткозамкнутые стержни из второго материала с большей удельной электрической проводимостью по сравнению с первым материалом, причем
- пакет железа ротора имеет скошенные пазы, причем
- короткозамкнутые стержни почти полностью заполняют внутреннюю, если смотреть в радиальном направлении пакета железа ротора, зону пазов.
Предпочтительные варианты осуществления изобретения охарактеризованы в зависимых пунктах формулы.
Изобретение обеспечивает рентабельное изготовление крайне эффективного короткозамкнутого ротора для асинхронной машины с прекрасными эксплуатационными свойствами. Предложенная гибридная конструкция короткозамкнутого ротора отвечает упомянутым выше нормам на КПД ΙΕ1, ΙΕ2, ΙΕ3 заметно более экономичным образом по сравнению с ротором, изготовленным литьем под давлением из меди. Короткозамкнутые стержни короткозамкнутого ротора состоят из материала с более высокой удельной электрической проводимостью по сравнению с материалом короткозамыкающих колец.
В предпочтительном варианте осуществления изобретения в качестве первого материала для короткозамыкающих колец можно применять, например, алюминий, а в качестве второго материала для короткозамкнутых стержней - медь. Короткозамыкающие кольца из алюминия отливаются из расплава с температурой уже около 600°C, благодаря чему этим процессом можно очень хорошо управлять. Благодаря очень высокой электрической проводимости короткозамкнутых стержней КПД короткозамкнутого ротора очень высокий. В случае предпочтительного применения алюминия в качестве первого материала дополнительно заметно уменьшается момент инерции короткозамкнутого ротора, например, по сравнению со сплошным медным ротором, что приводит к улучшению динамики машины и дальнейшему повышению КПД, в частности, в случае высокодинамичных применений.
В основе изобретения лежит тот факт, что короткозамкнутый ротор такой гибридной конструкции может быть дополнительно усовершенствован в отношении своей эксплуатационной характеристики, если его пакет железа выполнен со скошенными пазами. За счет такого выполнения предотвращаются высшие гармоники в магнитном вращающемся поле, снижаются шумы и заметно уменьшается пульсация крутящего момента.
Скошенные пазы могут быть созданы за счет того, что уже оснащенный короткозамкнутыми стержнями пакет железа ротора скручивается. Однако при использовании прямых стержней уменьшается коэффициент заполнения пазов, поскольку скручивание оснащенного короткозамкнутыми стержнями пакета железа ротора возможен только тогда, когда после укладки короткозамкнутых стержней в пазы в них еще остается определенное свободное пространство.
Поэтому согласно изобретению заполнение пазов короткозамкнутыми стержнями из второго материала с более высокой электрической проводимостью повышается за счет того, что еще перед укладкой в пакет железа ротора короткозамкнутые стержни скручиваются таким образом, что они перед нанесением литого первого материала вводятся в значительной степени без натяга в пакет железа ротора со скошенными пазами таким образом, что они почти полностью заполняют внутреннюю, если смотреть в радиальном направлении, зону пазов, в результате чего первый материал в процессе литья не может проникнуть во внутреннюю зону пазов. Вследствие этого в радиально внутренней зоне пакета железа ротора расположены почти исключительно короткозамкнутые стержни из сравнительно обладающего электрической проводимостью второго материала, тогда как оставшееся сечение пазов может быть заполнено первым материалом. Поскольку первый материал обладает меньшей электрической проводимостью по сравнению со вторым материалом, можно, таким образом, очень просто создать пусковые стержни для асинхронной машины. Смысл этих пусковых стержней заключается в том, чтобы во время пуска асинхронной машины вызвать более высокое электрическое сопротивление. Поскольку во время пуска из-за скин-эффекта происходит вытеснение тока в короткозамкнутом роторе из внутренней зоны к внешней зоне, ток течет в этот момент, в первую очередь, в радиально внешней зоне пазов, в которой находится первый материал.
Если же пусковые стержни нежелательны, то сечение короткозамкнутых стержней можно предпочтительным образом выбрать так, чтобы скрученные стержни полностью заполняли пазы. В результате достигается максимально возможный коэффициент заполнения пазов.
Заполнение оставшегося после укладки короткозамкнутых стержней сечения пазов достигается в весьма предпочтительном варианте осуществления изобретения за счет того, что заполненные ими пазы заполняются способом литья под давлением первым материалом, посредством которого изготавливаются короткозамыкающие кольца. Для реализации упомянутых пусковых стержней короткозамкнутые стержни укладываются в пазы таким образом, что внешняя, если смотреть в радиальном направлении короткозамкнутого ротора, зона пазов посредством литья под давлением заполняется первым материалом. Таким образом, например, в другом предпочтительном варианте осуществления изобретения изготовленные из меди короткозамкнутые стержни находятся во внутренней зоне пазов, образуя, следовательно, рабочие стержни асинхронной машины, тогда как отлитые под давлением алюминиевые пусковые стержни расположены во внешней зоне пазов. При этом также короткозамыкающие кольца могут быть изготовлены предпочтительным образом из алюминия, в результате чего возникает в целом относительно легкий и тем самым менее инертный короткозамкнутый ротор.
Особенно выраженное уменьшение содержания высших гармоник во вращающемся поле, пульсации крутящего момента и шумов машины достигается в предпочтительном варианте осуществления изобретения за счет того, что скос скошенных пазов соответствует пазовому шагу.
Предотвращение потерь на вихревые токи и гистерезис в короткозамкнутом роторе достигается за счет того, что способ включает в себя далее изготовление пакета ротора за счет шихтовки пластин электротехнической стали в осевом направлении, причем пластины располагаются скрученными по отношению друг к другу таким образом, что возникают скошенные пазы.
Асинхронная машина, содержащая статор со статорной обмоткой и короткозамкнутый ротор, выполненный в одном из описанных выше вариантах, изготавливается заметно более рентабельно, чем ротор, изготовленный литьем под давлением из меди, однако отвечает нормам на КПД, которых больше не удается достичь со сравнительно просто изготавливаемым литьем под давлением из алюминия ротором, и за счет предложенного скручивания обладает прекрасными эксплуатационными свойствами. КПД машины особенно высок, поскольку за счет предварительного скручивания короткозамкнутых стержней вся внутренняя зона пазов полностью заполнена ими.
Изобретение более подробно поясняется ниже на примерах его осуществления, изображенных на чертежах, на которых представляют:
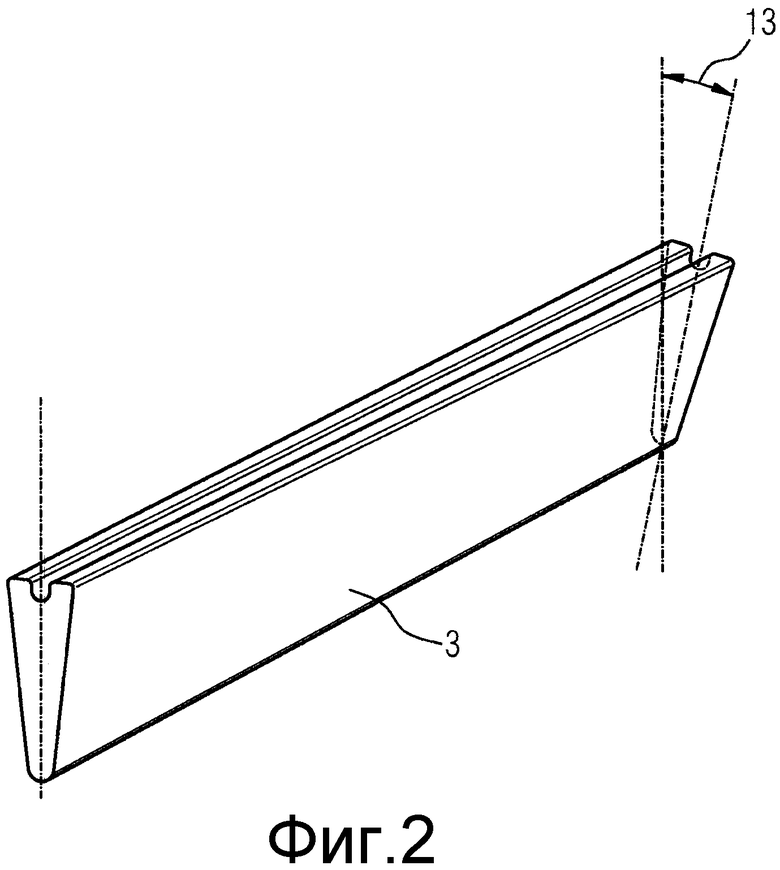
- фиг. 1: вид спереди скрученного короткозамкнутого стержня для укладки в паз пакета железа ротора в одном варианте осуществления изобретения;
- фиг. 2: перспективный вид короткозамкнутого стержня из фиг. 1;
- фиг. 3: вид сбоку пакета железа ротора в одном варианте осуществления изобретения;
- фиг. 4: вид с торца пакета железа ротора из фиг. 3;
- фиг. 5: разрез пакета железа ротора из фиг. 4 с прямыми короткозамкнутыми стержнями;
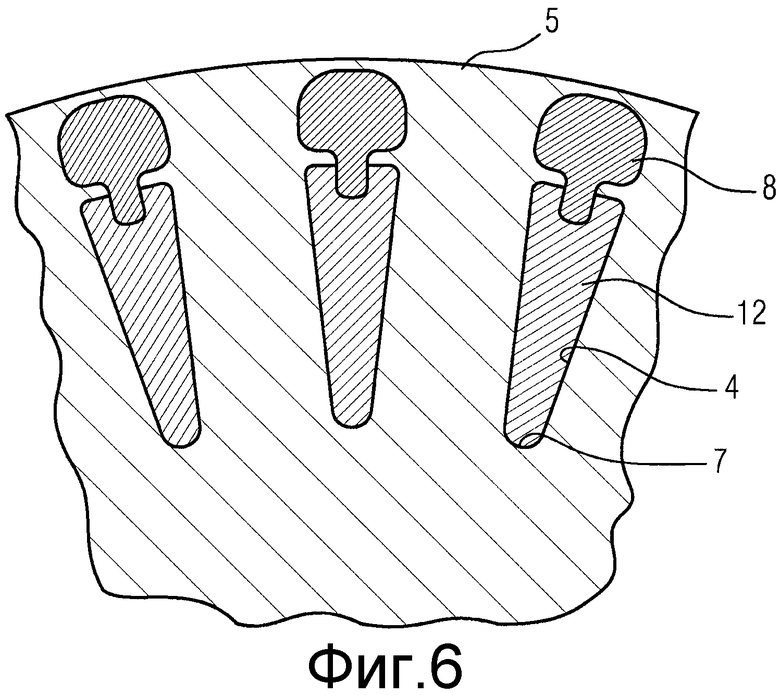
- фиг. 6: разрез пакета железа ротора из фиг. 4 с предварительно скрученными короткозамкнутыми стержнями;
- фиг. 7: перспективный вид прямых короткозамкнутых стержней;
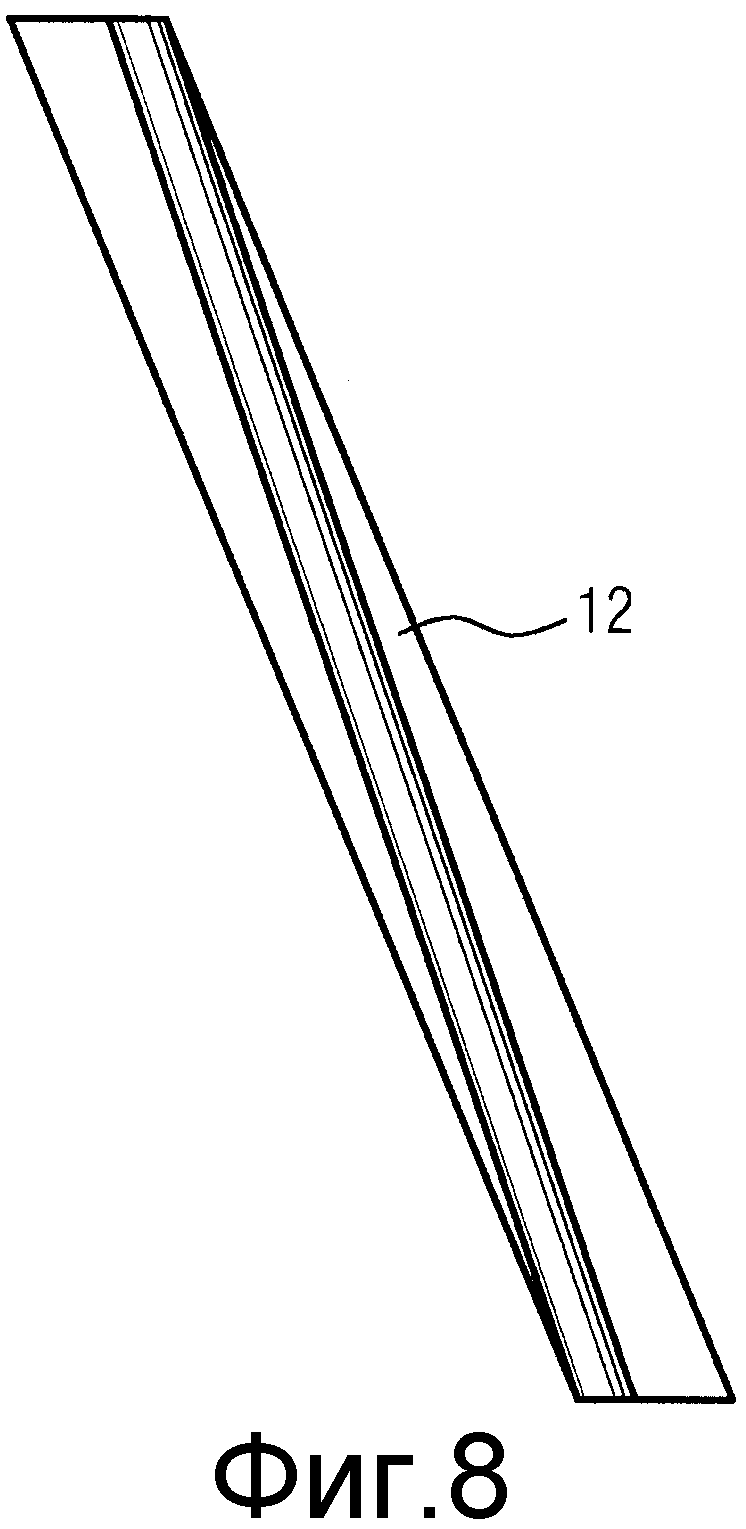
- фиг. 8: перспективный вид предварительно скрученных короткозамкнутых стержней;
- фиг. 9: разрез пакета ротора со скошенными пазами, содержащего аксиально шихтованные пластины электротехнической стали;
- фиг. 10: асинхронную машину с короткозамкнутым ротором в одном варианте осуществления изобретения.
На фиг. 1 и 2 изображен скрученный короткозамкнутый стержень 3 для укладки в паз пакета железа ротора. Скручивание обозначено углом 13, который характеризует вызванное скручиванием смещение обоих концов стержня 3 в направлении периферии машины. Такой стержень 3, выполненный, например, в виде медного стержня, может быть уложен почти без натяга в скошенный паз пакета.
На фиг. 3 при виде сбоку изображен пакет железа 5 короткозамкнутого ротора 1. Штриховыми линиями обозначено вызванное скручиванием расположение пазов пакета железа 5. После укладки стержней 3 к пакету железа 5 с торцов приливаются короткозамыкающие кольца 6. В процессе литья оставшееся сечение пазов, не заполненное стержнями 3, заполняется литейным материалом.
На фиг. 4 изображен вид с торца пакета железа 5 из фиг. 3. Речь идет о частичном разрезе, который показывает, что за счет скручивания первый торцевой конец 14 паза расположен в направлении периферии со смещением от второго торцевого конца 15 того же паза ровно на один пазовый шаг 9.
На фиг. 5 изображен разрез пакета железа 5 из фиг. 4 с прямыми короткозамкнутыми стержнями 11. Пазы 4 заполняются за счет того, что стержни 11 укладываются в еще не скрученный пакет железа 5, после чего уже оснащенный пакет железа 5 скручивается. При этом стержни 11 приводятся соответственно в косое положение. Однако в радиально внутренней зоне 7 паза возникает свободное пространство 16, вследствие чего в этой зоне 7 паза уменьшается коэффициент его заполнения. Аналогичный эффект вызывает способ изготовления, при котором стержни 11 укладываются в уже скрученный пакет железа 5.
Далее на фиг. 5 видно, что радиально внешняя зона 8 паза заполнена первым материалом. Поскольку этот материал, которым является преимущественно отлитый под давлением алюминий, имеет меньшую по сравнению со стержнями 11 электрическую проводимость, реализованы, таким образом, пусковые стержни для асинхронной машины.
Использование прямых стержней 11 имеет преимущество уменьшения коэффициента заполнения паза в радиально внутренней зоне 7.
На фиг. 6 изображен разрез пакета железа 5 из фиг. 4 со скрученными короткозамкнутыми стержнями 12. Хорошо видно, что вся внутренняя зона 7 паза заполнена стержнем 12, представляющим собой, в частности, скрученный медный стержень. Это высокое заполнение пазов вызывает максимально возможный КПД. В радиально внешней зоне 8 также реализован пусковой стержень из отлитого под давлением алюминия. Благодаря почти 100%-ному заполнению паза в радиально внутренней зоне 7 медным стержнем отлитый под давлением алюминий находится почти исключительно во внешней зоне 8, образуя там нужное в момент пуска высокое омическое сопротивление короткозамкнутого ротора.
На фиг. 7 изображен прямой короткозамкнутый стержень 11, уложенный в пакет железа 5 из фиг. 5. В отличие от этого на фиг. 8 изображен уже скрученный короткозамкнутый стержень 12, с которым на фиг. 6 может достигаться максимально возможное заполнение паза.
На фиг. 9 изображен разрез пакета железа со скошенными пазами, содержащего аксиально шихтованные пластины 10 электротехнической стали. Пластины 10 скручены по отношению друг к другу таким образом, что возникает нужный скос пазов, например, ровно на один пазовый шаг. За счет шихтовки пакет железа 5 может быть изготовлен из изображенных пластин 10. В качестве альтернативы пакет железа может быть изготовлен за счет шихтовки пластин 10 на заправочном дорне со скошенным заправочным пазом.
На фиг. 10 изображена асинхронная машина 2 с короткозамкнутым ротором. За счет ее гибридной конструкции, содержащей короткозамкнутый ротор из медных стержней, соединенных между собой на торцах кольцами, отлитыми под давлением из алюминия, достигается высокий КПД. Поскольку короткозамкнутый ротор выполнен со скошенными пазами, асинхронная машина имеет крайне малое содержание высших гармоник, она очень малошумная и отличается низкой пульсацией крутящего момента.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОТКОЗАМКНУТЫЙ РОТОР С ПУСКОВЫМ СТЕРЖНЕМ | 2010 |
|
RU2552384C2 |
| КОРОТКОЗАМКНУТЫЙ РОТОР | 2010 |
|
RU2518507C2 |
| КОРОТКОЗАМКНУТЫЙ РОТОР С ОПОРНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2802343C1 |
| ОХЛАЖДЕНИЕ АСИНХРОННОГО РОТОРА | 2010 |
|
RU2536805C2 |
| РОТОР СИНХРОННОЙ РЕАКТИВНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2659814C1 |
| КОРОТКОЗАМКНУТЫЙ РОТОР С ДЕФОРМИРУЕМОЙ ОПОРОЙ | 2013 |
|
RU2645305C2 |
| Короткозамкнутый ротор асинхронного электродвигателя | 2019 |
|
RU2719602C1 |
| Короткозамкнутый ротор | 1981 |
|
SU955371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2018 |
|
RU2682912C1 |
| КОРОТКОЗАМКНУТЫЙ РОТОР С БЕЛИЧЬЕЙ КЛЕТКОЙ АСИНХРОННОЙ МАШИНЫ | 2006 |
|
RU2386201C2 |






Изобретение относится к области электротехники и может быть использовано при изготовлении короткозамкнутого ротора асинхронной машины. Технический результат - повышение КПД асинхронной машины. Предложен способ изготовления короткозамкнутого ротора (1) для асинхронной машины (2), содержащего пакет железа (5) со скошенными пазами (4), прилитые с торцов к пакету железа (5) ротора короткозамыкающие кольца (6) из первого материала и короткозамкнутые стержни (3; 11; 12) из второго материала с большей удельной электрической проводимостью по сравнению с первым материалом, которые укладывают в скошенные пазы (4) короткозамкнутого ротора (1) и почти полностью заполняют внутреннюю, если смотреть в радиальном направлении пакета железа (5) ротора, зону (7) пазов. 3 н. и 21 з.п. ф-лы, 10 ил.
1. Способ изготовления короткозамкнутого ротора (1) для асинхронной машины (2), включающий в себя следующие этапы:
- выполнение пакета железа (5) ротора со скошенными пазами (4);
- укладку короткозамкнутых стержней (3; 11; 12) из второго материала в скошенные пазы (4) пакета железа (5) ротора;
- прилив с торцов к пакету железа (5) ротора короткозамыкающих колец (6) из первого материала с меньшей удельной электрической проводимостью по сравнению со вторым материалом,
отличающийся тем, что перед укладкой в пазы (4) короткозамкнутые стержни (3; 11; 12) скручивают с обеспечением возможности введения их перед нанесением литого первого материала в значительной степени без натяга в пакет железа (5) ротора со скошенными пазами таким образом, что они почти полностью заполняют внутреннюю, если смотреть в радиальном направлении, зону (7) пазов, в результате чего первый материал в процессе литья не может проникнуть во внутреннюю зону (7) пазов.
2. Способ по п. 1, при котором пазы (4) с уложенными в них короткозамкнутыми стержнями (3; 11; 12) заполняют способом литья под давлением первым материалом, а короткозамыкающие кольца (6) изготавливают также способом литья под давлением.
3. Способ по п. 1, при котором короткозамкнутые стержни (3; 11; 12) укладывают в пазы (4) с возможностью заполнения внешней, если смотреть в радиальном направлении короткозамкнутого ротора (1), зоны (8) паза посредством литья под давлением первым материалом.
4. Способ по п. 2, при котором короткозамкнутые стержни (3; 11; 12) укладывают в пазы (4) с возможностью заполнения внешней, если смотреть в радиальном направлении короткозамкнутого ротора (1), зоны (8) паза посредством литья под давлением первым материалом.
5. Способ по п. 1, при котором в качестве первого материала применяют алюминий, а в качестве второго материала - медь.
6. Способ по одному из пп. 2-4, при котором в качестве первого материала применяют алюминий, а в качестве второго материала - медь.
7. Способ по одному из пп. 1-5, при котором скос скошенных пазов соответствует пазовому шагу (9).
8. Способ по одному из пп. 1-5, при котором пакет железа (5) ротора изготавливают за счет шихтовки пластин (10) электротехнической стали в осевом направлении, причем пластины (10) располагают скрученными по отношению друг к другу таким образом, что возникают скошенные пазы.
9. Короткозамкнутый ротор (1) для асинхронной машины (2), причем он содержит:
- пакет железа (5) с пазами (4);
- прилитые с торцов к пакету железа (5) ротора короткозамыкающие кольца (6) из первого материала и
- расположенные в пазах (4) короткозамкнутые стержни (3; 11; 12) из второго материала с большей удельной электрической проводимостью по сравнению с первым материалом, причем пакет железа (5) ротора имеет скошенные пазы,
отличающийся тем, что короткозамкнутые стержни (3; 11; 12) почти полностью заполняют внутреннюю, если смотреть в радиальном направлении пакета железа (5) ротора, зону (7) пазов за счет того, что при изготовлении короткозамкнутого ротора (1) короткозамкнутые стержни (3; 11; 12) перед укладкой в пазы (4) скручены таким образом, что они перед нанесением литого первого материала вводятся в значительной степени без натяга в пакет железа (5) ротора со скошенными пазами, почти полностью заполняя внутреннюю, если смотреть в радиальном направлении, зону (7) пазов, в результате чего первый материал в процессе литья не может проникнуть во внутреннюю зону (7) пазов.
10. Ротор по п. 9, у которого пазы (4) с уложенными в них короткозамкнутыми стержнями (3; 11; 12) заполнены способом литья под давлением первым материалом, причем короткозамыкающие кольца (6) изготовлены способом литья под давлением.
11. Ротор по п. 9, у которого заполненная первым материалом зона пазов (4) расположена снаружи, если смотреть в радиальном направлении ротора (1).
12. Ротор по п. 10, у которого заполненная первым материалом зона пазов (4) расположена снаружи, если смотреть в радиальном направлении ротора (1).
13. Ротор по п. 9, у которого первым материалом является алюминий, а вторым - медь.
14. Ротор по одному из пп. 10-12, у которого первым материалом является алюминий, а вторым - медь.
15. Ротор по одному из пп. 9-13, у которого скос скошенных пазов соответствует пазовому шагу (9).
16. Ротор по одному из пп. 9-13, у которого пакет железа (5) ротора содержит шихтованные в осевом направлении пластины (10) электротехнической стали, причем пластины (10) расположены скрученными по отношению друг к другу таким образом, что возникают скошенные пазы.
17. Асинхронная машина (2), содержащая статор со статорной обмоткой и короткозамкнутый ротор (1), причем короткозамкнутый ротор (1) содержит:
- пакет железа (5) с пазами (4);
- прилитые с торцов к пакету железа (5) ротора короткозамыкающие кольца (6) из первого материала и
- расположенные в пазах (4) короткозамкнутые стержни (3; 11; 12) из второго материала с большей удельной электрической проводимостью по сравнению с первым материалом, причем пакет железа (5) ротора имеет скошенные пазы,
отличающаяся тем, что короткозамкнутые стержни (3; 11; 12) почти полностью заполняют внутреннюю, если смотреть в радиальном направлении пакета железа (5) ротора, зону (7) пазов за счет того, что при изготовлении короткозамкнутого ротора (1) короткозамкнутые стержни (3; 11; 12) перед укладкой в пазы (4) скручены таким образом, что они перед нанесением литого первого материала вводятся в значительной степени без натяга в пакет железа (5) ротора со скошенными пазами, почти полностью заполняя внутреннюю, если смотреть в радиальном направлении, зону (7) пазов, в результате чего первый материал в процессе литья не может проникнуть во внутреннюю зону (7) пазов.
18. Асинхронная машина (2) по п. 17, у которой пазы (4) с уложенными в них короткозамкнутыми стержнями (3; 11; 12) заполнены способом литья под давлением первым материалом, причем короткозамыкающие кольца (6) изготовлены способом литья под давлением.
19. Асинхронная машина (2) по п. 17, у которой заполненная первым материалом зона пазов (4) расположена снаружи, если смотреть в радиальном направлении ротора (1).
20. Асинхронная машина (2) по п. 18, у которой заполненная первым материалом зона пазов (4) расположена снаружи, если смотреть в радиальном направлении ротора (1).
21. Асинхронная машина (2) по п. 17, у которой первым материалом является алюминий, а вторым - медь.
22. Асинхронная машина (2) по одному из пп. 18-20, у которой первым материалом является алюминий, а вторым - медь.
23. Асинхронная машина (2) по одному из пп. 17-21, у которой скос скошенных пазов соответствует пазовому шагу (9).
24. Асинхронная машина (2) по одному из пп. 17-21, у которой пакет железа (5) ротора содержит шихтованные в осевом направлении пластины (10) электротехнической стали, причем пластины (10) расположены скрученными по отношению друг к другу таким образом, что возникают скошенные пазы.
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Ротор приводного асинхронного электродвигателя | 1990 |
|
SU1830173A3 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| EP 1347560 A, 24.09.2003 | |||

