Изобретение относится к методам определения механических характеристик клеевых соединений при интенсивных тепловых воздействиях.
Известен способ определения прочностных характеристик клеев при сдвиге (Моделирование упругого поведения кремнийорганических герметиков при больших деформациях / О.В. Татарников, М.Ю. Русин, С.Б. Воробьев, А.Н. Прасолов. // Клеи. Герметики. Технологии. №9, 2008. С.20-23.), заключающийся в определении разрушающей нагрузки, стремящейся сдвинуть одну половину образца относительно другой. Образец представляет собой металлическую пластину, склеенную с керамической призмой.
Недостатком этого способа является то, что для равномерного прогрева клеевого слоя образец выдерживают в термокамере при температуре испытания не менее 15 минут, что ограничивает температуру испытания температурой начала деструкции клея, в то время как при высокоскоростном нагреве клеевое соединение способно сохранять работоспособность при более высоких температурах в течение нескольких минут.
Наиболее близким по технической сущности является способ нагрева металлов при помощи индукционного нагрева (Слухоцкий А.Е. Индукторы. - Л.: Машиностроение, 1989. - 69 с. - (Библиотечка высокочастотника-термиста; Вып.12). - ISBN 5-217-00571-8). Индукционный нагреватель позволяет осуществлять быстрый нагрев непосредственно элементов конструкции образца клеевого соединения без использования внешних нагревательных элементов с возможностью точного автоматического управления нагревом, что является существенным для реализации динамического нагрева клеевого слоя по заданному режиму и уменьшает время нагрева клеевого слоя до нескольких секунд.
Предлагаемый способ учитывает специфику применения клеев-герметиков в изделиях с высокими тепловыми нагрузками и скоростями нагрева. При эксплуатации таких изделий происходит динамический нагрев клеевого соединения при скоростях нагрева от нескольких градусов до десятков градусов в секунду, при общем времени нагрева от нескольких десятков секунд до нескольких минут до температуры начала деструкции клеевого слоя. Вследствие этого, клеевой слой испытывает тепловые нагрузки меньшей длительности, чем в условиях механических испытаний образцов стандартными методами. При этом время выдержки клеевого соединения при высокой температуре оказывает существенное влияние на величину его прочности при сдвиге.
Задачей предлагаемого изобретения является повышение точности определения механических характеристик клеевого соединения за счет приближения условий испытания образца к эксплуатационным тепловым нагрузкам в изделии. Поставленная задача решается тем, что предложен способ определения предела прочности и модуля упругости при сдвиге образцов клеевых соединений при высокоскоростном нагреве, включающий нагрев образца по заданному режиму и определение механических характеристик клеевого соединения, отличающийся тем, что нагревают непосредственно металлическую часть образца клеевого соединения при помощи индукционного нагрева с скоростью 5-50°C.
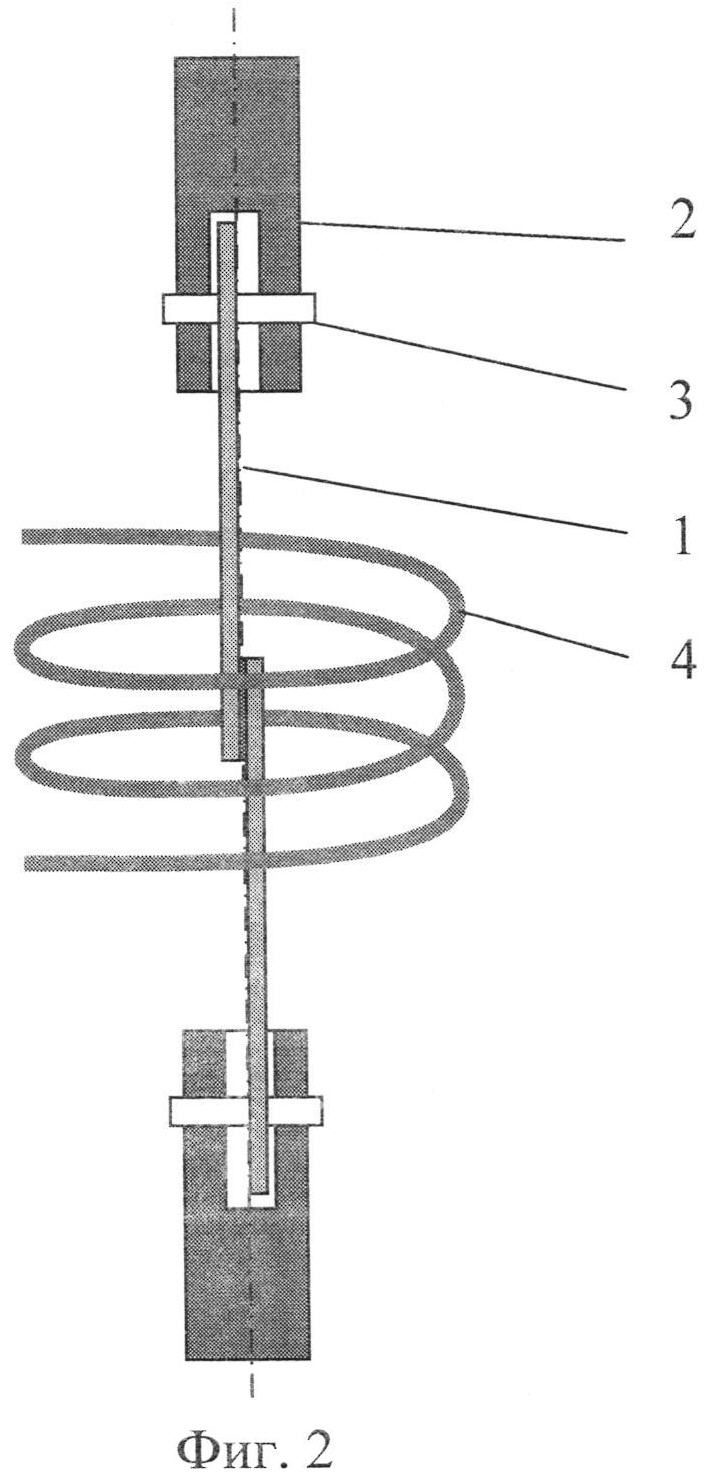
Изобретение поясняется конкретным примером определения механических характеристик клеевого соединения. Использован образец для определения прочностных характеристик клеев при сдвиге по стандарту ГОСТ 14759-69 (фиг.1). Испытания проводят на испытательной машине, позволяющей записывать диаграмму деформирования образца. Образец 1 закрепляется в захватах машины 2 при помощи шпилек 3. Испытательная машина дополнительно оборудуется индукционным нагревателем 4 для нагрева испытываемого образца (фиг.2). Температура образца контролируется в центре склейки с помощью пирометра или термоэлектрического преобразователя, рабочий спай которого должен иметь надежный контакт с поверхностью образца или приварен точечной сваркой.
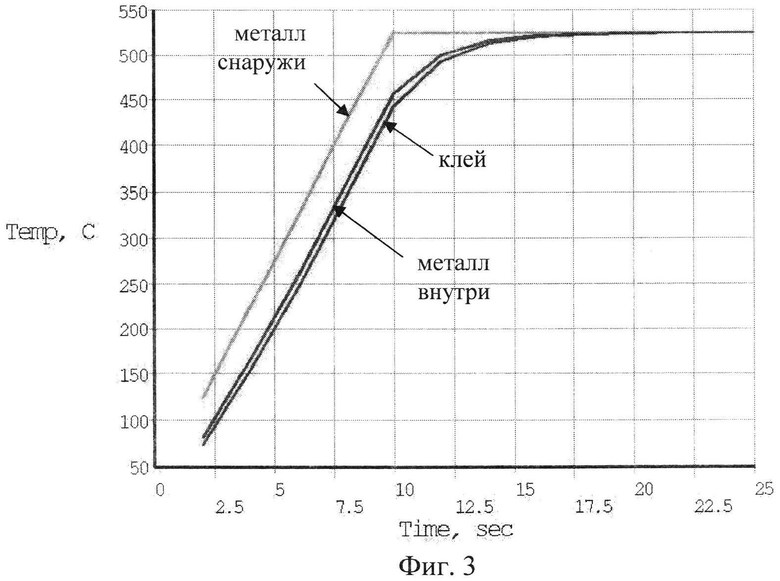
При скорости 5-50°C/с неравномерность нагрева образца имеет место на начальном этапе нагрева, однако при выдержке на 500°C в течение 10 секунд образец прогревается равномерно (фиг.3).
При этом предел прочности клеевого соединения τ вычисляется по формуле:
τ=P/S,
где P - разрушающая нагрузка;
S - площадь склейки,
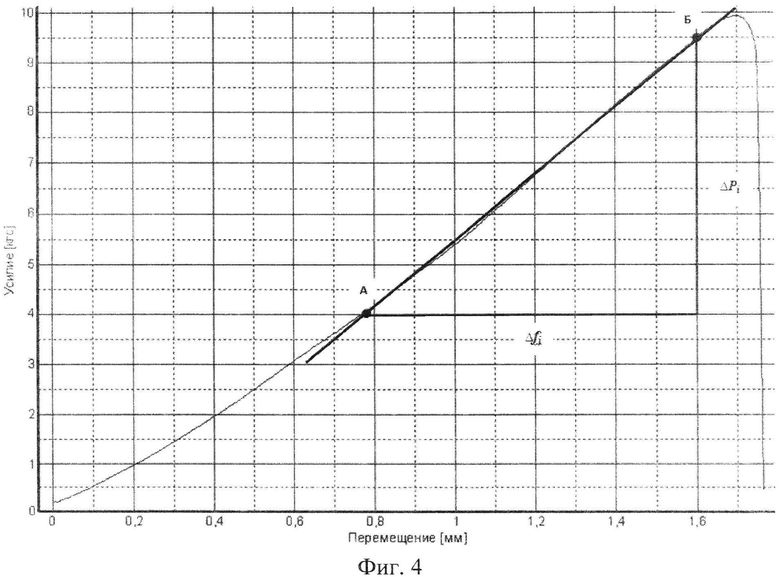
а модуль упругости G вычисляется по формуле:
где ΔP - приращение нагрузки на линейном участке деформирования образца (участок АБ, фиг.4);
h - толщина клеевого шва;
Δf - деформация образца, соответствующая приращению нагрузки ΔP.
Данное техническое предложение позволяет приблизить условия испытания образца клеевого соединения к эксплуатационным тепловым нагрузкам в высокотеплонагруженных изделиях, тем самым снизив погрешность определения механических характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 2013 |
|
RU2538419C1 |
| Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях | 2018 |
|
RU2703214C1 |
| Способ определения модуля упругости при растяжении керамических и композиционных материалов при индукционном нагреве | 2022 |
|
RU2789154C1 |
| Способ определения предела прочности при сжатии керамических и композиционных материалов при индукционном нагреве | 2022 |
|
RU2789656C1 |
| Антенный обтекатель | 2017 |
|
RU2662250C1 |
| СПОСОБ УПРОЧНЕНИЯ КЛЕЕВОГО СОЕДИНЕНИЯ НЕМЕТАЛЛИЧЕСКОГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКИМ ПРИ ИСПОЛЬЗОВАНИИ В КАЧЕСТВЕ КЛЕЯ ПОЛИСИЛОКСАНОВОГО ГЕРМЕТИКА | 2004 |
|
RU2270221C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2010 |
|
RU2433512C1 |
| Образец для оценки прочности клеевых соединений при сдвиге | 2018 |
|
RU2701201C1 |
| Антенный обтекатель | 2018 |
|
RU2690040C1 |
| Способ определения предела прочности при растяжении керамических и композиционных материалов при индукционном нагреве | 2019 |
|
RU2711557C1 |
Изобретение относится к методам определения механических характеристик клеевых соединений при интенсивных тепловых воздействиях. Сущность: осуществляют индукционный нагрев образца клеевого соединения до заданной температуры со скоростью 5-50°C/с и определяют искомые характеристики. Технический результат: повышение точности определения механических характеристик клеевого соединения. 4 ил.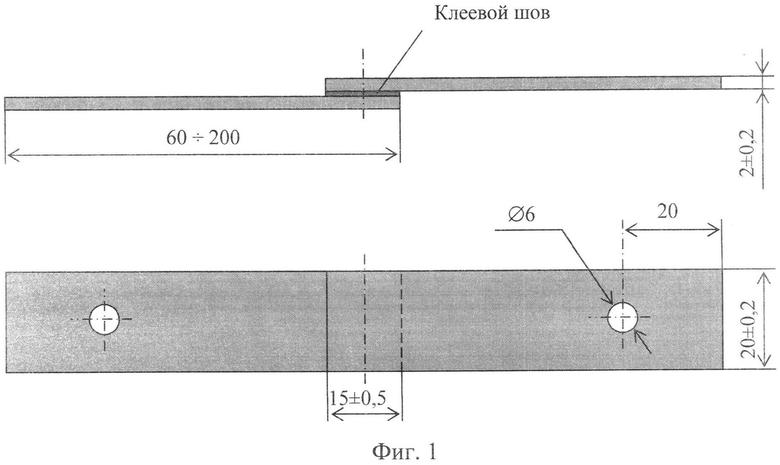
Способ определения предела прочности и модуля упругости при сдвиге клеевых соединений металлических образцов при индукционном нагреве, включающий нагрев образца по заданному режиму и определение искомых характеристик, отличающийся тем, что нагрев образца клеевого соединения до заданной температуры осуществляют со скоростью 5-50°C/с.
| Станок для набивки планок на полотна сноповязалок | 1929 |
|
SU25717A1 |
| Способ приготовления образцов для оптического и электронно-микроскопического анализов сплавов | 1985 |
|
SU1334058A1 |
| Способ определения адгезионной прочности клеевых соединений | 1988 |
|
SU1504583A1 |
| US 3850033 A1 26.11.1974 | |||

