Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству литьевого формования с раздувом и вытяжкой и устройству нагревания формованного изделия.
Уровень техники
Устройство формования с раздувом может использовать 2-ступенчатый (холодная черновая форма) способ или 1-ступенчатый (горячая черновая форма) способ.
Согласно 2-ступенчатому (холодная черновая форма) способу устройство формования с раздувом предусмотрено отдельно от устройства литьевого формования преформы, и операция литьевого формования преформы и операция формования с раздувом осуществляются автономно. Преформа (черновая форма), которая изготовлена литьевым формованием с использованием устройства литьевого формования и которой предоставлена возможность охлаждения до комнатной температуры (т.е. естественного охлаждения), подается в устройство формования с раздувом. Преформа, поданная от устройства литьевого формования, нагревается до оптимальной температуры раздува с использованием секции нагревания и подвергается формованию с раздувом с использованием секции формования с раздувом для получения контейнера. Преформы периодически или непрерывно передаются в секцию нагревания, и периодически по меньшей мере одна преформа передается из секции нагревания в секцию формования с раздувом. Секция формования с раздувом подвергает по меньшей мере одну преформу формованию с раздувом для получения по меньшей мере одного контейнера (смотри патентные документы 1-3).
Согласно 2-ступенчатому (холодная черновая форма) способу цикл формования с раздувом устройства формования с раздувом устанавливается независимо от цикла литьевого формования устройства литьевого формования преформы, при этом производительность может быть улучшена. Однако энергоэффективность уменьшается при использовании 2-ступенчатого (холодная черновая форма) способа, так как преформа, которая охлаждена до комнатной температуры, нагревается до оптимальной температуры раздува.
Устройство литьевого формования с раздувом и вытяжкой, которое использует 1-ступенчатый (горячая черновая форма) способ, выполнено так, что операция литьевого формования преформы и операция формования с раздувом осуществляются в одной линии. В особенности, N преформ, которые изготовлены литьевым формованием с использованием секции литьевого формования, подвергаются формованию с раздувом в состоянии, в котором преформы удерживают тепло, подводимое во время литьевого формования, для получения N контейнеров. Типичное устройство формования с раздувом выполнено так, что секция литьевого формования, секция управления температурой, секция формования с раздувом и секция извлечения расположены в четырех положениях на поворотном столе, при этом преформа или контейнер вращается с использованием горловой формы. В этом случае преформа, которая изготовлена литьевым формованием в вертикальном состоянии, приводится в вертикальное состояние и подвергается формованию с раздувом.
Согласно 1-ступенчатому (горячая черновая форма) способу, так как преформа, которая удерживает тепло, подведенное во время литьевого формования, подвергается формованию с раздувом для получения контейнера, тепловую энергию, которая требуется для нагревания преформы до комнатной температуры - оптимальной температуры раздува, использовать необязательно. Однако цикл формования с раздувом устройства формования с раздувом является таким же, как цикл литьевого формования устройства литьевого формования преформы, и количество преформ, одновременно изготовленных литьевым формованием, является таким же, как количество преформ, одновременно подвергаемых формованию с раздувом.
Заявитель настоящей заявки разработал практическое 1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой, которое эффективно использует преимущества 1-ступенчатого способа и 2-ступенчатого способа (смотри патентный документ 5). 1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой в основном выполнено так, что преформа, которая удерживает тепло, подведенное во время литьевого формования, подвергается формованию с раздувом для получения контейнера таким же образом, что и в случае с использованием 1-ступенчатого способа. Однако цикл формования с раздувом устройства литьевого формования с раздувом и вытяжкой может быть уменьшен по сравнению с циклом литьевого формования устройства литьевого формования преформы, и отношение количества (N) преформ, одновременно изготовленных литьевым формованием, к количеству (M) преформ, одновременно подвергаемых формованию с раздувом, может быть установлено, например, 3:1.
Известный уровень техники
Патентный документ
Патентный документ 1: Патент США № 7,727,454.
Патентный документ 2: JP-2000-117821.
Патентный документ 3: JP-2007-276327.
Патентный документ 4: JP-B-53-22096.
Патентный документ 5: патент Японии № 2954858.
Сущность изобретения
Техническая проблема
Некоторые аспекты изобретения могут относиться к обеспечению 1,5-ступенчатого устройства литьевого формования с раздувом и вытяжкой, которое эффективно использует преимущества 1-ступенчатого способа и 2-ступенчатого способа и уменьшает разницу температуры формования между n операциями формования с раздувом для улучшения качества формования при подвергании N (N является целым, равным или большим 2) преформ, одновременно изготовленных литьевым формованием, формованию с раздувом в n операциях, в которых M (M=N/n) преформ среди N преформ отдельно подвергаются формованию с раздувом.
Некоторые аспекты изобретения могут обеспечивать 1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой, которое уменьшает разницу температур между M преформами для улучшения качества формования при одновременном подвергании M преформ формованию с раздувом с использованием секции формования с раздувом.
Несколько аспектов изобретения могут обеспечивать многоцелевое 1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой, которое выполнено так, что отношение количества (N) преформ, одновременно изготавливаемых литьевым формованием, к количеству (M) преформ, одновременно подвергаемых формованию с раздувом, может быть изменено без затруднений.
Некоторые аспекты изобретения могут обеспечивать устройство нагревания формованного изделия, которое не использует бесконечную цепь и может использовать непрерывную передачу и периодическую передачу в совокупности.
Решений проблемы
Согласно первому аспекту изобретения обеспечено устройство литьевого формования с раздувом и вытяжкой, включающее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием;
секцию охлаждения, которая подвергает N преформ, изготовленных литьевым формованием, принудительному охлаждению;
секцию нагревания, которая непрерывно передает и нагревает N преформ, подвергаемых принудительному охлаждению; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, причем секция формования с раздувом одновременно формует с раздувом и вытяжкой M (M=N/n, M является натуральным числом) преформ среди N преформ с образованием M контейнеров.
Согласно первому аспекту изобретения разница температуры формования в каждой операции, которая подвергает N преформ, одновременно изготовленных литьевым формованием, формованию с раздувом в n операциях в блоках M преформ, или разница температур между преформами, может быть уменьшена при использовании 1,5-ступенчатого способа. Это обеспечивает то, что готовые контейнеры имеют однородное качество формования. Когда N преформ, одновременно изготовленных литьевым формованием, отдельно подвергаются формованию с раздувом в n операциях, температура M преформ, которые первоначально подвергаются формованию с раздувом, стремится быть выше температуры M преформ, которые в дальнейшем (в конечном итоге) подвергаются формованию с раздувом. Причина состоит в том, что время от окончания литьевого формования до начала формования с раздувом неизбежно короче для первоначальной операции нагревания, чем для следующей операции нагревания. В особенности, преимущество 1-ступенчатого способа в том, что операция литьевого формования и операция формования с раздувом осуществляются в одной линии, и преформа подвергается формованию с раздувом в состоянии, в котором преформа удерживает тепло, подведенное во время литьевого формования, для получения контейнера, приводит к ухудшению качества формования при использовании 1,5-ступенчатого способа, в котором преформы подвергаются формованию с раздувом в n операциях.
Согласно первому аспекту изобретения вредный эффект тепла, которое подводится во время литьевого формования и удерживается преформами, воздействуя на температуру преформы, во время n операций формования с раздувом, может быть уменьшен подверганием N преформ, переданных из секции литьевого формования, принудительному охлаждению с использованием охладителя. Градиент уменьшения температуры становится более крутым, когда температура преформы увеличивается. В связи с этим при подвергании преформ принудительному охлаждению разница температур между N преформами до нагревания уменьшается по сравнению со случаем, в котором преформы не подвергаются принудительному охлаждению (т.е. подвергаются естественному охлаждению). В связи с этим даже если температура преформы изменяется в зависимости от каждой литьевой полости секции литьевого формования, изменение температуры в зависимости от каждой литьевой полости может быть уменьшено подверганием преформ принудительному охлаждению. Так как не обязательно охлаждать преформы до комнатной температуры принудительным охлаждением (в отличие от 2-ступенчатого способа), тепло, которое подводится во время литьевого формования и удерживается преформой, может быть использовано для формования с раздувом.
Согласно второму аспекту изобретения обеспечено устройство литьевого формования с раздувом и вытяжкой, включающее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием;
секцию нагревания, которая непрерывно передает и нагревает N преформы, переданные из секции литьевого формования; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, причем секция формования с раздувом одновременно формует с раздувом и вытяжкой M (M=N/n, M является натуральным числом) преформ среди N преформ с образованием M контейнеров.
Когда N преформ нагреваются во время периодической передачи, N преформ подвергаются распределению температуры внутри секции нагревания. В особенности, так как преформы, которые останавливаются внутри секции нагревания, нагреваются во время периодической передачи, температура преформ, которые останавливаются на впуске и выпуске секции нагревания, стремится уменьшаться. Когда производительность определенных нагревателей, включенных в секцию нагревания, например, является низкой, преформы легко попадают в такую ситуацию во время периодической передачи. Для сравнения, когда преформы непрерывно передаются, как в первом аспекте и втором аспекте изобретения, преформы нагреваются равномерно и имеют идентичную историю нагревания. В связи с этим вышеприведенный вредный эффект может быть предотвращен. Это делает возможным уменьшение разницы температур между M преформами, которые одновременно формуются с раздувом и вытяжкой.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту или второму аспекту изобретения секция нагревания может нагревать M преформ среди N преформ, которые первоначально подвергаются формованию с раздувом, и M преформ среди N преформ, которые в дальнейшем подвергаются формованию с раздувом, подряд во время непрерывной передачи.
Когда M преформ среди N преформ, которые первоначально подвергаются формованию с раздувом и вытяжкой, и M преформ среди N преформ, которые в дальнейшем подвергаются формованию с раздувом, периодически передаются друг за другом, M преформ, которые подвергается формованию с раздувом, после M преформ, которые первоначально подвергаются формованию с раздувом, не передаются в секцию нагревания (период простоя), когда M преформ, которые первоначально подвергаются формованию с раздувом, останавливаются в секции нагревания, и разница во времени, за которое преформы передаются в секцию нагревания, увеличивается.
В особенности, время начала нагревания после литьевого формования таким образом отличается в блоках M преформ. Разница температур между M преформами, которые первоначально передаются в секцию нагревания, и M преформами, которые в дальнейшем передаются в секцию нагревания, может быть уменьшена подверганием преформ принудительному охлаждению до нагревания. Разница во времени передачи в секцию нагревания уменьшается при непрерывной передаче преформ. Снижение температуры преформы увеличивается, когда увеличивается время простоя. Однако разница температур между M преформами, которые первоначально передаются в секцию нагревания, и M преформами, которые в дальнейшем передаются в секцию нагревания, может быть уменьшена непрерывной передачей преформ. Это делает возможным уменьшение разницы температуры формования в каждой операции при подвергании N преформ, одновременно изготовленных литьевым формованием, формованию с раздувом в n операциях в блоках M преформ.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения каждая из N преформ может включать горловину, секция литьевого формования может изготавливать N преформ литьевым формованием в вертикальном состоянии, в котором горловина размещается на верхней стороне, секция нагревания может нагревать N преформ в перевернутом состоянии, в котором горловина размещается на нижней стороне, и секция охлаждения может включать секцию переворачивания; N первых охлаждающих тиглей, которые обеспечены на первой стороне секции переворачивания, и N вторых охлаждающих тиглей, которые обеспечены на второй стороне секции переворачивания, которая противоположна первой стороне.
Согласно вышеприведенной конфигурации, так как преформы могут быть нагреты, при этом передавая преформы в нагретом состоянии, возможно упростить структуру элемента передачи, который передает преформу в секцию нагревания в перевернутом состоянии. Более того, секция охлаждения может подвергать N преформ принудительному охлаждению даже во время операции переворачивания.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения выемка может быть образована во внешней стенке каждого из N первых охлаждающих тиглей и N вторых охлаждающих тиглей, и секция переворачивания может включать проходной канал для охладителя, при этом проходной канал включает первый проходной канал, который сообщается с выемкой N первых охлаждающих тиглей для циркуляции охладителя, и второй проходной канал, который сообщается с выемкой N вторых охлаждающих тиглей для циркуляции охладителя.
Эффективность охлаждения может быть улучшена приведением охладителя в непосредственный контакт с внешней стенкой первых и вторых охлаждающих тиглей. Первые и вторые охлаждающие тигли выборочно используются в зависимости от размера преформы. Секция переворачивания, в которой образованы проходные каналы, может быть совместно использована простым образованием выемки во внешней стенке первых и вторых охлаждающих тиглей.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения M может быть четным числом, и M/2 отверстий малого диаметра и M/2 отверстий большого диаметра могут быть образованы в качестве отверстий вставки охлаждающих тиглей в каждой из первой стороны и второй стороны секции переворачивания, при этом M/2 отверстий малого диаметра и M/2 отверстий большого диаметра поочередно образованы с равным шагом в каждом из n рядов.
При изготовлении преформы, имеющей большой диаметр, количество преформ, одновременно изготовленных литьевым формованием в секции литьевого формования, уменьшается до N/2. В этом случае N/2 охлаждающих тиглей могут быть расположены на первой стороне и второй стороне, размещая охлаждающий тигель в M/2 отверстий большого диаметра (n рядов), образованных в секции переворачивания. Так как возможно одновременно изготавливать N преформ, имеющих маленький диаметр, N охлаждающих тиглей могут быть расположены на первой стороне и второй стороне с использованием M/2 отверстий малого диаметра и M/2 отверстий большого диаметра. Когда охлаждающий тигель, имеющий идентичный размер, используется для преформы, имеющей маленький диаметр, пространство, образованное при вставке охлаждающего тигля в отверстие большого диаметра, может быть заполнено с облицовочным материалом или подобным.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения секция охлаждения может подвергать N преформ принудительному охлаждению на время, равное или более долгое, чем время цикла литьевого формования, требуемое секцией литьевого формования для изготовления N преформ литьевым формованием.
Возможно дополнительно уменьшать разницу температуры преформы в каждой из n операций формования с раздувом путем таким образом обеспечения времени охлаждения, равного или более долгого, чем время цикла литьевого формования.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения N преформ в вертикальном состоянии, которые изготовлены литьевым формованием в (m+1) цикле, могут удерживаться N вторыми охлаждающими тиглями и охлаждаться, пока N преформ в вертикальном состоянии, которые изготовлены литьевым формованием в m цикле, удерживаются N первыми охлаждающими тиглями, и охлаждаться в перевернутом состоянии после переворачивания секцией переворачивания.
Согласно вышеприведенной конфигурации N преформ, которые изготовлены литьевым формованием в m цикле, охлаждаются в N первых охлаждающих тиглях, пока N преформ, которые изготовлены литьевым формованием в (m+1) цикле, удерживаются N вторыми охлаждающими тиглями. Это делает возможным обеспечение времени охлаждения, равного или более долгого, чем время цикла литьевого формования.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения секция нагревания может быть расположена вдоль траектории непрерывной передачи, которая образует часть траектории передачи, в которой передаются (k×N) (k является целым, равным или большим 2) преформ, которые соответствуют k циклам литьевого формования.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения траектория передачи может включать множество звездочек, множество элементов передачи, которые соответственно удерживают одну преформу, причем два элемента передачи среди множества элементов передачи, которые смежны друг другу в направлении передачи, приходят в контакт друг с другом, и направляющий рельс, который направляет множество элементов передачи вдоль направления передачи для зацепления множества звездочек.
Согласно третьему аспекту изобретения обеспечено устройство нагревания формованного изделия, включающее:
траекторию передачи, которая передает множество формованных изделий; и
секцию нагревания, которая обеспечена вдоль траектории передачи,
причем траектория передачи включает множество звездочек, множество элементов передачи, которые соответственно удерживают одно формованное изделие, причем два элемента передачи среди множества элементов передачи, которые смежны друг другу в направлении передачи, приходят в контакт друг с другом, и направляющий рельс, который направляет множество элементов передачи вдоль направления передачи для зацепления множества звездочек.
Согласно первому аспекту и третьему аспекту изобретения множество элементов передачи может непрерывно передаваться с постоянным шагом без использования бесконечной цепи. Например, множество элементов передачи может передаваться, заставляя элемент передачи на задней стороне, который зацепляет звездочку непрерывного привода, прижимать элемент передачи, который не зацепляет звездочку, к передней стороне. Так как бесконечная цепь не используется, элемент передачи на передней стороне, который непрерывно передавался, может быть периодически передан, заставляя элемент передачи зацеплять звездочку периодического привода. В связи с этим непрерывная передача и периодическая передача могут быть выполнены с использованием идентичной траектории передачи. Также возможно применение изменения количества M преформ, одновременно подвергаемых формованию с раздувом, с использованием каждого элемента передачи. Структура, которая не использует бесконечную цепь, может быть широко использована для устройства нагревания для устройства формования или устройства нагревания для устройства кристаллизации в дополнение к 1,5-ступенчатому устройству литьевого формования с раздувом и вытяжкой.
В системе литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения или устройству нагревания формованного изделия согласно третьему аспекту изобретения M элементов передачи, которые смежны друг другу в направлении передачи, могут быть соединены элементом соединения для образования одного приспособления передачи, причем определенные звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, могут непрерывно приводиться в движение, и другие звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, могут периодически приводиться в движение на высокой скорости по сравнению с определенными звездочками.
Это делает возможным простое осуществление непрерывной передачи и периодической передачи в блоках M преформ или множества формованных изделий. Например, элемент передачи на задней стороне может быть вынужден приходить в контакт с элементом передачи на передней стороне, который передается непрерывно, приведением в движение звездочки периодического привода (разгрузочного устройства), которая зацепляет элемент передачи на задней стороне на высокой скорости по сравнению с звездочкой непрерывного привода на передней стороне. Также возможно периодически передавать приспособление передачи, которое непрерывно передается периодической передачей некоторых M элементов передачи на передней стороне на высокой скорости. При выполнении устройства нагревания для устройства, отличного от 1,5-ступенчатого устройства литьевого формования с раздувом и вытяжкой, множество элементов передачи, которые смежны друг другу в направлении передачи, могут быть соединены элементом соединения для образования одного приспособления передачи.
В устройстве литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения секция охлаждения может передавать N преформ, подвергаемых принудительному охлаждению, n приспособлениям передачи.
Согласно вышеприведенной конфигурации, разница температур может быть уменьшена подверганием N преформ, одновременно изготовленных литьевым формованием, принудительному охлаждению, и M преформ могут быть установлены на n элементах передачи и нагреты во время непрерывной передачи.
Устройство литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения может дополнительно включать разгрузочное устройство, которое последовательно разгружает n приспособлений передачи и заставляет передний элемент передачи приспособления передачи зацеплять звездочку привода среди множества звездочек, которая размещена на самой задней стороне (выше по потоку в линии).
Это делает возможным последовательную передачу n приспособлений передачи и подачу подряд приспособлений передачи на траекторию непрерывной передачи.
Устройство литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения может дополнительно включать механизм периодической передачи, который периодически передает M преформ, нагретых секцией нагревания, в секцию формования с раздувом.
Согласно вышеприведенной конфигурации, преформы могут быть непрерывно переданы в секцию нагревания, которая может влиять на качество формования, и M преформ (блок формования с раздувом) далее могут передаваться периодически.
Устройство литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения может дополнительно включать устройство удаления, которое удаляет N преформ из секции литьевого формования; устройство передачи, которое передает N преформ из устройства удаления в секцию охлаждения, секция литьевого формования может одновременно изготавливать M преформ среди N преформ литьевым формованием в каждом из n рядов, которые параллельны первому направлению, первый интервал между двумя смежными преформами в каждом из n рядов в центральном положении в первом направлении может отличаться от второго интервала между двумя другими преформами, когда M является четным числом, устройство удаления может передавать M преформ в каждом из n рядов из секции литьевого формования вдоль второго направления, которое перпендикулярно первому направлению, и изменять шаг конструкции преформ во втором направлении на более короткий шаг, устройство передачи может изменять первый интервал так, что первый интервал совпадает со вторым интервалом, и секция охлаждения может одновременно подвергать M преформ среди N преформ принудительному охлаждению в каждом из n рядов, которые параллельны первому направлению.
Согласно вышеприведенной конфигурации, так как принудительное охлаждение в секции охлаждения и непрерывное нагревание в секции нагревания могут быть осуществлены с шагом, более коротким, чем шаг литьевого формования, размер устройства может быть уменьшен. Первый интервал между двумя смежными преформами в каждом из n рядов в центральном положении в первом направлении устанавливается отличным от второго интервала между двумя другими преформами во время литьевого формования, учитывая конструкцию сопла формы с обогревательным питателем. В этом случае, так как устройство передачи может устанавливать первый интервал и второй интервал равными постоянным значениям, преформы могут быть размещены на равных интервалах в каждом из n рядов. В связи с этим интервал между преформами, которые непрерывно передаются в секции нагревания, может быть выполнен постоянным, и эффекты, получаемые смежными преформами во время непрерывной передачи, могут быть выполнены неизменными.
Согласно четвертому аспекту изобретения обеспечено устройство литьевого формования с раздувом и вытяжкой, включающее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием, при этом секция литьевого формования одновременно изготавливает M (M=N/n, M является натуральным числом) преформ литьевым формованием в каждом из n (n является целым, равным или большим 2) рядов, которые параллельны первому направлению;
секцию охлаждения, которая подвергает N преформ, переданных из секции литьевого формования во втором направлении, перпендикулярном первому направлению, принудительному охлаждению в каждом из n рядов, которые параллельны в первом направлении, в блоках M преформ;
секцию нагревания, которая непрерывно передает и нагревает N преформ, которые охлаждены и переданы в первом направлении в блоках M преформ, вдоль обходной траектории; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, при этом M преформ одновременно и периодически передаются в секцию формования с раздувом вдоль второго направления, и секция формования с раздувом одновременно формует с раздувом и вытяжкой M преформ с образованием M контейнеров.
Устройство литьевого формования с раздувом и вытяжкой согласно четвертому аспекту изобретения работает таким же образом, что и устройство литьевого формования с раздувом и вытяжкой согласно первому аспекту изобретения, и также отличается тем, что секция литьевого формования, секция охлаждения и секция формования с раздувом размещены вдоль второго направления, а секция нагревания расположена вдоль обходной траектории в по меньшей мере области, смежной секции охлаждения в первом направлении. Это делает возможным уменьшение всей длины устройства во втором направлении. Так как секция нагревания нагревает преформы, которые удерживают тепло, подведенное во время литьевого формования, и траектория передачи нагревания может быть образована вдоль обходной траектории, увеличение всей ширины устройства в первом направлении может быть устранено. В связи с этим область установки устройства может быть уменьшена.
Краткое описание чертежей
ФИГ. 1 представляет собой вид сверху, иллюстрирующий устройство литьевого формования с раздувом и вытяжкой согласно одному варианту выполнения изобретения.
ФИГ. 2 представляет собой вид спереди, иллюстрирующий устройство литьевого формования с раздувом и вытяжкой, проиллюстрированное на ФИГ. 1.
ФИГ. 3А и 3B представляют собой виды, иллюстрирующие состояние удержания преформы и состояние отсутствия удержания преформы устройства передачи преформ, расположенного между секцией литьевого формования и секцией охлаждения.
ФИГ. 4 представляет собой вид спереди, иллюстрирующий секцию охлаждения, которая включает секцию переворачивания.
ФИГ. 5 представляет собой вид спереди, иллюстрирующий элемент передачи, который передает преформу в секцию нагревания.
ФИГ. 6 представляет собой вид, иллюстрирующий состояние, в котором горловина преформы защищена от тепла с использованием элемента передачи, проиллюстрированного на ФИГ. 5.
ФИГ. 7 представляет собой вид спереди, иллюстрирующий приспособление передачи, образованное соединением M элементов передачи с использованием элемента соединения.
ФИГ. 8А и 8B представляют собой соответственно вид спереди и вид сверху, иллюстрирующие устройство параллельной передачи, которое передает множество приспособлений передачи параллельно.
ФИГ. 9 представляет собой вид, иллюстрирующий периодическую передачу и непрерывную передачу в устройстве литьевого формования с раздувом и вытяжкой.
ФИГ. 10 представляет собой характеристический график, иллюстрирующий изменение температуры преформы в одном варианте выполнения изобретения и сравнительном примере.
ФИГ. 11 представляет собой характеристический график, иллюстрирующий изменение температуры преформы в одном варианте выполнения изобретения и сравнительных примерах 1 и 2.
ФИГ. 12 представляет собой вид сверху, иллюстрирующий преобразование устройства удаления.
ФИГ. 13А и 13B представляют собой боковые виды, иллюстрирующие неподвижную ступень поддержания тиглей и подвижную ступень поддержания тиглей, проиллюстрированные на ФИГ. 12.
ФИГ. 14А и 14B представляют собой вид, иллюстрирующий состояние широкого шага и состояние короткого шага неподвижной ступени поддержания тиглей и подвижной ступени поддержания тиглей, проиллюстрированных на ФИГ. 12.
ФИГ. 15А и 15B представляют собой виды сзади, иллюстрирующие состояние широкого зазора и состояние узкого зазора неподвижной пластины и подвижной пластины в устройстве передачи преформ.
ФИГ. 16А и 16B представляют собой боковые виды, иллюстрирующие устройство передачи преформ, проиллюстрированное на ФИГ. 15А и 15B, и ФИГ. 16B представляет собой вид в поперечном сечении, иллюстрирующий держатель преформы.
ФИГ. 17 представляет собой вид в поперечном сечении, иллюстрирующий преобразование секции охлаждения, проиллюстрированной на ФИГ. 4.
ФИГ. 18А-18C представляют собой виды, иллюстрирующие охлаждающие тигли, которые принимают преформу, имеющую другой размер.
ФИГ. 19 представляет собой вид в поперечном сечении, иллюстрирующий секцию охлаждения, проиллюстрированную на ФИГ. 17, и иллюстрирует состояние, в котором охлаждающий тигель удален.
ФИГ. 20А и 20B представляют собой виды сверху, иллюстрирующие неподвижную пластину, к которой прикреплен охлаждающий тигель, имеющий другой размер.
ФИГ. 21 представляет собой схематический наклонный вид, иллюстрирующий механизм передачи переворачивания.
ФИГ. 22 представляет собой передний вид, иллюстрирующий механизм передачи переворачивания.
ФИГ. 23 представляет собой вид сверху, иллюстрирующий механизм передачи переворачивания.
ФИГ. 24 представляет собой вид, иллюстрирующий специальный пример секции формования с раздувом и механизма периодической передачи.
ФИГ. 25 представляет собой вид, иллюстрирующий секцию формования с раздувом.
ФИГ. 26 представляет собой вид в перспективе, иллюстрирующий передачу от механизма передачи переворачивания до механизма периодической передачи.
ФИГ. 27 представляет собой вид спереди, иллюстрирующий передачу от механизма передачи переворачивания до механизма периодической передачи.
Описание вариантов выполнения
Примерные варианты выполнения изобретения описаны подробно ниже со ссылкой на сравнительный пример. Отметим, что следующие примерные варианты выполнения никак не ограничивают объем охраны изобретения, определенный формулой изобретения, приложенной далее. Отметим также, что все элементы, описанные в связи со следующими примерными вариантами выполнения, необязательно должны быть поняты в качестве существенных элементов изобретения.
1. Устройство литьевого формования с раздувом и вытяжкой
ФИГ. 1 представляет собой вид сверху, иллюстрирующий устройство литьевого формования с раздувом и вытяжкой, и ФИГ. 2 представляет собой вид спереди, иллюстрирующий устройство литьевого формования с раздувом и вытяжкой. Как проиллюстрировано на ФИГ. 1 и 2, секция 10 литьевого формования, секция 20 охлаждения, секция 30 нагревания и секция 40 формования с раздувом обеспечены на ступени 1 устройства литьевого формования с раздувом и вытяжкой.
Несколько вариантов выполнения изобретения реализуют 1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой, которое использует 1-ступенчатый способ, в котором операцию литьевого формования и операцию формования с раздувом осуществляют поточно, но имеет конфигурацию, в которой количество преформ, одновременно изготавливаемых литьевым формованием, отличается от количества преформ, одновременно подвергаемых формованию с раздувом. Устройство литьевого формования с раздувом и вытяжкой включает секцию 20 охлаждения между секцией 10 литьевого формования и секцией 30 нагревания. Секция 20 охлаждения подвергает преформу, переданную из секции 10 литьевого формования, принудительному охлаждению.
В особенности, конфигурация устройства литьевого формования с раздувом и вытяжкой явно отличается от конфигурации, в которой преформа непосредственно после изготовления секцией 10 литьевого формования подвергается воздействию принудительного охлаждения до температуры освобождения с использованием стержневой литьевой формы и/или гнездовой литьевой формы.
В некоторых вариантах выполнения изобретения разница температуры формования в каждой операции при подвергании преформ, одновременно изготовленных литьевым формованием, формованию с раздувом в n операциях в блоках M преформ, уменьшается подверганием преформ принудительному охлаждению до нагревания так, что получающиеся контейнеры имеют однородное качество формования.
Плоская структура 1,5-ступенчатого устройства литьевого формования с раздувом и вытяжкой описана ниже. Как проиллюстрировано на ФИГ. 1 и 2, секция 10 литьевого формования создает N преформ литьевым формованием, при этом секция 10 литьевого формования одновременно изготавливает M (M=N/n, M является натуральным числом) преформ литьевым формованием в каждом из n (n является целым, равным или большим 2) рядов, которые параллельны первому направлению D1. Секция 20 охлаждения, которая подвергает N преформ, переданных из секции 10 литьевого формования во втором направлении D2, перпендикулярном первому направлению D1, принудительному охлаждению в каждом из n рядов, которые параллельны в первом направлении D1 в блоках M преформ. Секция 30 нагревания непрерывно передает и нагревает N преформ, которые охлаждены и переданы в первом направлении D1 в блоках M преформ, вдоль обходной траектории. Секция 40 формования с раздувом воздействует на N преформ, которые нагреты для формования с раздувом и вытяжкой, при этом секция 40 формования с раздувом одновременно формует с раздувом и вытяжкой M преформ среди N преформ с образованием M контейнеров, причем M преформ периодически передаются в секцию 40 формования с раздувом вдоль второго направления D2.
Устройство литьевого формования с раздувом и вытяжкой выполнено так, что секция 10 литьевого формования, секция 20 охлаждения и секция 40 формования с раздувом размещены на ступени 1 вдоль второго направления D2, и секция 30 нагревания расположена в по меньшей мере области, смежной секции 20 охлаждения в первом направлении D1. Это делает возможным уменьшение всей длины устройства литьевого формования с раздувом и вытяжкой во втором направлении D2. Так как секция 30 нагревания нагревает преформы, которые удерживают тепло, подведенное во время литьевого формования, и траектория передачи нагревания может быть образована вдоль обходной траектории, увеличение всей ширины устройства литьевого формования с раздувом и вытяжкой в первом направлении D1 может быть устранено. В связи с этим область установки устройства литьевого формования с раздувом и вытяжкой может быть уменьшена.
2. Секция литьевого формования
Секция 10 литьевого формования включает зажимной механизм 102, который зажимает формы вдоль четырех стяжных стержней 100, проиллюстрированных на ФИГ. 1. Зажимной механизм 102 зажимает стержневую литьевую форму 104 (смотри ФИГ. 2) и гнездовую литьевую форму 106. Литьевое устройство 110 приводит сопло в контакт с формой с обогреваемым питателем и вливает полимер для изготовления преформы литьевым формованием.
Как проиллюстрировано на ФИГ. 1, количество N преформ, одновременно изготовленных литьевым формованием в секции 10 литьевого формования, равно 24 (3 (ряда)×8) как максимум, например. Когда диаметр преформы является большим, четыре преформы на каждый ряд изготавливаются литьевым формованием (т.е. N=12). Например, двадцать четыре (N=24) гнездовых литьевых формы 106 расположены в секции 10 литьевого формования при формовании 1,5-литрового контейнера, и двенадцать (N=12) гнездовых литьевых форм 106 расположены в секции 10 литьевого формования при формовании 5-литрового контейнера. Стержневая литьевая форма 104 и гнездовая литьевая форма 106 имеют функцию подвергания преформы принудительному охлаждению с использованием охладителя, при этом преформа охлаждается до температуры, при которой преформа может быть удалена из стержневой литьевой формы 104 и гнездовой литьевой формы 106. Секция 20 охлаждения охлаждает преформу иначе, чем стержневая литьевая форма 104 и гнездовая литьевая форма 106.
Секция 10 литьевого формования включает устройство 120 удаления, которое удаляет N преформ, изготовленных литьевым формованием. Устройство 120 удаления выполнено так, что N (3 (рядов)×8) тиглей 122 (т.е. удерживающих элементов) могут перемещаться горизонтально между положением приема под стержневой литьевой формой 104 и положением передачи, которое расположено снаружи пространства, определенного стяжными стержнями 100. Шаг ряда тиглей 122 изменяется от широкого шага (шаг литьевого формования) в положении приема до короткого шага в положении передачи во время горизонтального перемещения тиглей 122. Отметим, что два тигля среди трех тиглей, изображенных в положении передачи, являются тиглями, используемыми для преформы, имеющей большой диаметр и большую длину (т.е. тиглями, изображенными в положении приема), а оставшийся тигель среди трех тиглей представляет собой тигель, используемый для преформы, имеющей маленький диаметр и маленькую длину. В особенности, размеры и количество тиглей 122 изменяются, соответствуя размеру преформы. На ФИГ. 2 тигли 122 изображены сплошной линией в положении приема и положении передачи для удобства иллюстрации. Тигли 122 стоят неподвижно в положении приема или положении передачи в фактической ситуации.
Секция 10 литьевого формования, которая включает устройство 120 удаления, может быть осуществлена таким же образом, что и секция, включенная в устройство формования преформы, раскрытое в патентной заявке Японии № 4148576, например. Отметим, что секция 10 литьевого формования не ограничивается этим.
3. Секция охлаждения
N преформ, изготовленных литьевым формованием, передаются в секцию 20 охлаждения, которая подвергает преформы принудительному охлаждению. Как проиллюстрировано на ФИГ. 2, устройство 50 передачи преформ обеспечено для того, чтобы передавать преформы. Устройство 50 передачи преформ передает N преформ, удерживаемых тиглями 122 (3 ряда), которые расположены в положении передачи (смотри ФИГ. 2), в секцию 20 охлаждения. Устройство 50 передачи преформ включает держатель 500 преформы (смотри ФИГ. 3А и 3B), первый пневмоцилиндр 510, который перемещается держатель 500 преформы вверх и вниз в направлении А, проиллюстрированном на ФИГ. 2, и второй пневмоцилиндр 520, который горизонтально перемещает держатель 500 преформы и первый пневмоцилиндр 510 в направлении В, проиллюстрированном на ФИГ. 2 (смотри ФИГ. 2).
Как проиллюстрировано на ФИГ. 3А, держатель 500 преформы включает полый главный корпус 502 держателя, который приходит в контакт с концевой поверхностью горловины 2А преформы 2, удерживаемой тиглем 122 (смотри ФИГ. 2), стержень 504 и шток 506, при этом стержень 504 и шток 506 поддерживаются с возможностью перемещения главным корпусом 502 держателя. Стержень 504 может быть вставлен в горловину 2А преформы 2 опусканием штока 506 с использованием приводного механизма (не проиллюстрирован на чертежах). Преформа 2 всасывается через отверстие всасывания, образованное в стержне 504 и штоке 506, и прилипает к главному корпусу 502 держателя. Преформа 2 освобождается удалением стержня 504 от горловины 2А и остановкой операции всасывания (смотри ФИГ. 3B).
Как проиллюстрировано на ФИГ. 1, шаг конструкции преформ (полостей литьевого формования) (3 ряда) может быть увеличен в секции 10 литьевого формования в центре в каждом ряду для того, чтобы обеспечивать неизменную длину траектории полимера в форме с обогреваемым питателем. В этом случае устройство 50 передачи преформ может иметь функцию регулирования шага конструкции преформ в каждом ряду до неизменного шага.
Как проиллюстрировано на ФИГ. 4, секция 20 охлаждения может включать секцию 200 переворачивания, N первых охлаждающих тиглей 210, которые обеспечены на первой стороне 201 секции 200 переворачивания, и N вторых охлаждающих тиглей 220, которые обеспечены на второй стороне 202 секции 200 переворачивания, противоположной первой стороне 201. Первые охлаждающие тигли 210 и вторые охлаждающие тигли 220 охлаждаются охладителем, который циркулирует по проходу 230 охладителя. Первые охлаждающие тигли 210 и вторые охлаждающие тигли 220 имеют отверстие 240 всасывания для высасывания преформы 2. Секция 200 переворачивания может быть перевернута вокруг вала 204. Секция 200 переворачивания может перемещаться вверх и вниз с использованием шарикового винта, который приводится в движение серводвигателем 206 (т.е. приводным источником) (смотри ФИГ. 2).
Секция 10 литьевого формования создает N преформ 2 литьевым формованием в вертикальном состоянии, в котором горловина 2А размещена на верхней стороне. Секция 200 переворачивания может переворачивать N преформ 2 из вертикального состояния в перевернутое состояние, в котором горловина 2А размещена на нижней стороне. В особенности, операция переворачивания может быть выполнена во время охлаждения, и длительное время охлаждения может быть обеспечено без отдельного обеспечения времени охлаждения и т.п.
Секция 20 охлаждения может подвергать N преформ 2 принудительному охлаждению на время, равное или более долгое, чем время цикла литьевого формования, требуемое секцией 10 литьевого формования для изготовления N преформ 2 литьевым формованием.
В связи с этим N преформ 2 в вертикальном состоянии, которые изготовлены литьевым формованием в (m+1) цикле, удерживаются N вторыми охлаждающими тиглями 220 и охлаждаются, пока N преформ 2 в вертикальном состоянии, которые изготовлены литьевым формованием в m цикле, удерживаются N первыми охлаждающими тиглями 210, переворачиваются секцией переворачивания 200 и охлаждаются в перевернутом состоянии. В особенности, N преформ 2, которые изготовлены литьевым формованием в m цикле, и N преформ 2, которые изготовлены литьевым формованием в (m+1) цикле, временно присутствуют в секции 200 переворачивания. В связи с этим N преформ 2, которые изготовлены литьевым формованием в m цикле, подвергаются принудительному охлаждению в течение времени, равного или более длинного, чем время цикла литьевого формования N преформ 2, которые изготовлены литьевым формованием в (m+1) цикле.
Преформа, подвергаемая принудительному охлаждению секцией 20 охлаждения в течение времени, равного или более длинного, чем время цикла литьевого формования, не охлаждается до комнатной температуры. Однако преформа, образованная из полиэтилтерефталата (PET), может быть охлаждена до температуры около 70-80°C, которая ниже температуры освобождения на около 10°C.
Этап принудительного охлаждения выполняется секцией 20 охлаждения, уменьшает разницу температур между N преформами 2, которые одновременно изготовлены литьевым формованием непосредственно до нагревания, даже при изменении времени начала нагревания. При подвергании N преформ 2, которые удерживают тепло, подведенное во время литьевого формования, естественному охлаждению, между N преформами 2 наблюдается значительная разница температур непосредственно до нагревания в зависимости от времени естественного охлаждения.
1,5-ступенчатое устройство литьевого формования с раздувом и вытяжкой согласно одному варианту выполнения изобретения подвергает преформы 2, передаваемые из секции 10 литьевого формования, принудительному охлаждению, как описано выше. Так как преформы 2 необязательно охлаждать до комнатной температуры и удерживать тепло, подведенное во время литьевого формования, высокая энергоэффективность, достигаемая 1-ступенчным устройством, также может быть достигнута.
4. Секция нагревания
Секция 30 нагревания нагревает охлажденные N преформ 2 до оптимальной температуры вытяжки. Секция 30 нагревания нагревает N преформ 2 в перевернутом состоянии, в котором горловина 2А размещена на нижней стороне. Секция 30 нагревания нагревает N преформ 2 при непрерывной передаче N преформ 2.
Секция 30 нагревания расположена вдоль траектории 310 непрерывной передачи, которая образует часть траектории 300 передачи, образующей замкнутый контур или контур циркуляции, в котором передаются (k×N) преформ 2 (k является целым, равным или большим 2), которые соответствуют k циклам. Траектория 300 передачи может включать множество звездочек 321-328 (смотри ФИГ. 1), множество элементов 330 передачи (смотри ФИГ. 5 и 6), которые могут зацеплять множество звездочек 321-328 и соответственно удерживать одну преформу 2, и направляющий рельс 340 (смотри ФИГ. 5 и 6), который направляет множество элементов 330 передачи вдоль направления передачи. Траектория 300 передачи включает траекторию 300 непрерывной передачи на задней стороне и траекторию 312 периодической передачи на передней стороне.
Как проиллюстрировано на ФИГ. 5 и 6, элемент передачи 330 выполнен так, что удерживающая секция 332, которая вставляется в горловину 2А, крепится на одном конце (верхнем конце) вращательного вала 331, и звездочка 333, к которой прикладывается движущая вращательная сила, крепится на другом конце (нижнем конце) вращательного вала 331. Звездочка 333 зацепляет неподвижную или подвижную цепь 350, расположенную в секции 30 нагревания (смотри ФИГ. 1), и вращается вместе с вращательным валом 331.
Секция 30 нагревания может иметь конфигурацию, в которой кварцевые нагреватели 30 (т.е. нагреватели) и зеркало (не проиллюстрировано на чертежах) расположены на одной или другой стороне траектории 310 непрерывной передачи, при этом кварцевые нагреватели 30 расположены во множестве ступеней в направлении высоты и расположены на интервалах в направлении передачи. В секции 30 нагревания горячее дутье может быть осуществлено с задней стороны нагревателя и направлено вдоль направления передачи преформ 2. Отметим, что изменение температуры не возникает, так как преформы 2 вращаются во время нагревания.
Теплозащитный элемент 360 поддерживается ползуном 361, расположенным вокруг вращательного вала 331. Когда ползун 361 перемещается вверх кулачком 362 (смотри ФИГ. 6), теплозащитный элемент 360 окружает горловину 2А преформы 2 для защиты горловины 2А от тепла.
Как проиллюстрировано на ФИГ. 7, кольцеобразные элементы 334 двух элементов 330 передачи, смежных друг другу в направлении передачи, приходят в контакт друг с другом. Кольцеобразный элемент 334 поддерживается вращательным валом 331 с помощью вращательной опоры 335. Кольцеобразный элемент 334 имеет, например, круглую внешнюю периферийную форму. Смежные кольцеобразные элементы 334 приходят в контакт качения друг с другом. В связи с этим смежные кольцеобразные элементы 334 могут поддерживать отношение контакта качения даже при передаче вдоль изогнутой траектории передачи.
Как проиллюстрировано на ФИГ. 7, M (например, M=8) элементов 330 передачи, которые следуют друг за другом в направлении передачи, могут быть соединены элементом 371 соединения для образования приспособления 370 передачи. Элемент 371 соединения включает внутреннее звено 372, которое соединяет один вращательный вал 331 с другим вращательным валом 331, смежным с ним на задней стороне, и внешнее звено 373, которое соединяет один вращательный вал 331 с другим вращательным валом 331, смежным с ним на передней стороне, например. Элемент 371 соединения, который образован соединением внутреннего звена 372 и внешнего звена 373, образует цепь, и цепь (элемент соединения) 371 зацепляет множество звездочек 321-328, проиллюстрированных на ФИГ. 1. В особенности, элемент 371 соединения, который соединяет M элементов 330 передачи, используется в качестве цепи вместо использования бесконечной цепи.
При образовании приспособления 370 передачи соединением M элементов 330 передачи (смотри ФИГ. 7) необходимо обеспечивать приспособление 370 передачи, соответствующее количеству M преформ, одновременно подвергаемых формованию с раздувом, которое может быть изменено. С другой стороны, легко решать проблемы с изменением количества M преформ, одновременно подвергаемых формованию с раздувом, при использовании элементов 330 передачи, которые не соединены. Однако при использовании элементов 330 передачи, которые не соединены, необходимо обеспечивать каждый элемент 330 передачи с элементом, который соответствует цепи, которая зацепляет элементы непрерывного/периодического привода (например, звездочки 231-238).
Звездочки 321, 323 и 324 среди множество звездочек 321-328, расположенных в траектории 300 передачи, могут быть звездочками непрерывного привода, звездочки 325 и 327 среди множество звездочек 321-328 могут быть звездочками периодического привода, и звездочки 322, 326 и 328 среди множество звездочек 321-328 могут быть ведомыми звездочками, например. Источник непрерывного привода приводит в движение звездочки 324, и движущая сила передается звездочкам 321 и 323 непрерывного привода с помощью, например, ремней 328А и 328B. Источник периодического привода приводит в движение звездочку 325, и движущая сила передается звездочке 327 периодического привода с помощью, например, ремня 329. В особенности, задняя траектория 320 траектории 300 передачи представляет собой траекторию непрерывного привода, и передняя траектория 312 представляет собой траекторию периодического привода (т.е. подобная контуру траектория 300 передачи включает траекторию непрерывного привода и траекторию периодического привода в совокупности).
Устройство 380 параллельного приведения в движение, которое приводит в движение (n+1) или более (например, четыре) приспособлений 370 передачи параллельно, расположено ниже секции 20 охлаждения, проиллюстрированной на ФИГ. 2. Как проиллюстрировано на ФИГ. 8А и 8B, устройство 380 параллельного приведения в движение образовано креплением концов множества рельсов 384 передачи к двум цепям 383, которые установлены вокруг звездочек 381 и 382, расположенных на каждом конце каждого вала. Приспособление 370 передачи, которое направляется ведомой звездочкой 328, проиллюстрированной на ФИГ. 1, скользит в каждый рельс 384 передачи в продольном направлении, и восемь кольцеобразных элементов 334 приспособления 370 передачи размещаются на и поддерживаются рельсом 384 передачи.
Одна из звездочек 381 и 382 далее вращается пошагово для пошаговой передачи рельса 384 передачи. Вышеописанная операция повторяется с возможностью расположения четырех приспособлений 370 передачи на устройстве 380 параллельного приведения в движение. Как проиллюстрировано на ФИГ. 2, преформы 2 передаются из секции 20 охлаждения (секции 200 переворачивания) в n (n=N/M (например, n=3)) приспособлений 370 передачи на передней стороне.
Как проиллюстрировано на ФИГ. 1, приспособление 370 передачи в первом ряду среди приспособлений 370 передачи (четыре ряда), расположенные на устройстве 380 параллельного приведения в движение, толкается в направлении С стрелки разгрузочным устройством (не проиллюстрировано на ФИГ. 1), образованным пневмоцилиндром или т.п. В связи с этим восемь элементов 330 передачи (приспособление 370 передачи), которые удерживают преформу 2, последовательно зацепляют звездочку 321 непрерывного привода и последовательно (непрерывно) передаются.
На ФИГ. 1 и 8B положение переднего элемента 330 передачи (преформы 2) одного приспособления 370 передачи маркируется для удобства объяснения. Передний элемент 330 передачи приспособления 370 передачи в первом ряду на ФИГ. 8B передается разгрузочным устройством и зацепляет звездочку 321 непрерывного привода на самой задней стороне. Далее сила непрерывной передачи прикладывается к приспособлению 370 передачи от звездочки 321 непрерывного привода.
Когда движущая сила прикладывается к каждому приспособлению 370 передачи (элементу 330 передачи), которое зацепляет звездочки 321, 323 и 324 непрерывного привода, находящиеся на траектории 310 непрерывной передачи, другое приспособление 370 передачи (элемент 330 передачи), которое размещено на задней стороне и не зацепляет звездочку непрерывного привода, испытывает давление, и множество приспособлений 370 передачи непрерывно передается вдоль траектории 310 непрерывной передачи.
Схематическое движение передачи преформ 2 на этапе литьевого формования, этапе охлаждения и этапе нагревания описано ниже со ссылкой на ФИГ. 9. На ФИГ. 9 ссылочные позиции I1-I8 обозначают периодическую передачу и ссылочные позиции C1-C3 обозначают непрерывную передачу.
N преформ 2, которые изготовлены литьевым формованием в секции 10 литьевого формования, удаляются из тиглей 122 после периодической передачи тиглей 122 устройством 120 удаления в направлении, обозначенном позицией I1. Преформы 2 передаются в секцию 20 охлаждения с помощью устройства 50 передачи преформ, переворачиваются в секции 20 охлаждения в направлении, обозначенном позицией I2, и устанавливаются на трех приспособлениях 370 передачи, расположенных на устройстве 380 параллельного приведения в движение в блоках M преформ.
Переднее приспособление 370 передачи, расположенное на устройстве 380 параллельного приведения в движение, периодически передается разгрузочным устройством (не проиллюстрировано на ФИГ. 9) в направлении, обозначенном позицией I3, и передается на траекторию 310 непрерывной передачи. Множество приспособлений 370 передачи непрерывно передается вдоль траектории 310 непрерывной передачи за счет движущей силы, приложенной звездочками 321, 323 и 324 непрерывного привода, и контактируют между смежными элементами 370 передачи посредством кольцеобразных элементов 334. Преформы 2 нагреваются секцией 30 нагревания при вращении.
На ФИГ. 1 траектория 312 периодической передачи на передней стороне траектории 300 передачи находится в состоянии непосредственно после окончания периодической передачи. Пустая область, которая соответствует длине одного приспособления 370 передачи, находится на задней стороне приспособления 370 передачи, которое зацепляет звездочку 324 непрерывного привода. В особенности, множество приспособлений 370 передачи, размещенных на задней стороне приспособления 370 передачи, которое зацепляет звездочку 324 непрерывного привода, периодически передаются на скорости, более высокой, чем скорость во время непрерывной передачи с помощью звездочек 325 и 327 периодического привода (смотри стрелку, обозначенную позицией I4 на ФИГ. 9).
Звездочка 324 непрерывного привода непрерывно приводится в движение из состояния, проиллюстрированного на ФИГ. 1, при этом непрерывно передаются приспособления 370 передачи, которые зацепляют звездочку 324 непрерывного привода. В этом случае звездочка 325 периодического привода зацепляет приспособления 370 передачи и вращается зависимо. Звездочка 325 периодического привода далее приходит в контакт с приспособлением 370 передачи на задней стороне, которое периодически останавливается на траектории 312 периодической передачи за счет кольцеобразного элемента 334, и в это время выполняется периодическая передача. В связи с этим пустая область, которая соответствует длине одного приспособления 370 передачи, снова находится на задней стороне приспособления 370 передачи, которое зацепляет звездочку 324 непрерывного привода. Вышеописанная операция повторяется. Приспособление 370 передачи последовательно передается на рельс 384 передачи устройства 380 параллельного приведения в движение (смотри ФИГ. 8А), при этом каждый раз выполняется периодические приведение в движение (смотри стрелку, обозначенную позицией I5 на ФИГ. 9). Приспособления 370 передачи, которые удерживают M новых преформ 2, периодически подаются на траекторию 310 непрерывной передачи синхронно с вышеописанной операцией (смотри стрелку, обозначенную позицией I3 на ФИГ. 9).
5. Секция формования с раздувом
Секция 40 формования с раздувом подвергает M преформ двухосному растягиванию вдуванием воздуха и вертикальным приведением в движение растягивающего штока для получения контейнеров. Выдувная гнездовая форма, выдувная стержневая форма и возможная нижняя форма (не проиллюстрирована на чертежах) зажимаются. Структура каждой формы хорошо известна в уровне техники. В связи с этим описание ее исключается. Механизм 400 периодической передачи обеспечен с возможностью передачи M преформ 2 из секции 30 нагревания в секцию 40 формования с раздувом. Механизм 400 периодической передачи включает, например, пару горловину удерживающих пластин 401 и 402. На Фиг. 1 удерживающие горловину пластины 401 и 402 проиллюстрированы в положении до или после перемещения. Преформы 2 передаются в состоянии, в котором горловина 2А удерживается удерживающими горловину пластинами 401 и 402.
В одном варианте выполнения изобретения преформы 2 подвергаются формованию с раздувом в секции 40 формования с раздувом в вертикальном состоянии и передаются удерживающими горловину пластинами 401 и 402 в вертикальном состоянии. Удерживающие горловину пластины 401 и 402 также используются при удалении M контейнеров, полученных формованием с раздувом с использованием секции 60 извлечения.
М рычагов передачи (не проиллюстрированы на чертежах) используются для передачи M преформ 2 из секции 30 нагревания в секцию 40 формования с раздувом. Как проиллюстрировано на ФИГ. 2, M преформ 2 удаляются в перевернутом состоянии от приспособлений 370 передачи, которые периодически передаются на передней стороне траектории 300 передачи в направлении D, и переворачиваются в вертикальное состояние в направлении F с использованием рычагов передачи (смотри стрелку, обозначенную позицией I6 на ФИГ. 9).
Рычаг передачи также имеет функцию изменения шага конструкции от короткого шага во время нагревания до широкого шага во время формования с раздувом (смотри ФИГ. 2). Состояние, в котором восемь (M=8) преформ, имеющих маленький диаметр и маленькую длину, перевернуты и изменены в шаге, и состояние, в котором четыре (M=4) преформы, имеющие большой диаметр и большую длину, перевернуты и изменены в шаге, изображены на ФИГ. 2 для ссылки (смотри стрелки, обозначенные позициями D и F).
Преформы 2 далее передаются от рычагов передачи на удерживающие горловину пластины 401 и 402 и передаются в секцию 40 формования с раздувом (смотри стрелку, обозначенную позицией I7 на ФИГ. 9). Отметим, что операция (обозначенная позицией I7 на ФИГ. 9), которая передает преформы 2 в секцию 40 формования с раздувом, и операция (обозначенная позицией 17 на ФИГ. 9), которая передает контейнер, полученный формованием с раздувом, в секцию 60 извлечения, может быть выполнена одновременно с использованием удерживающих горловину пластин 401 и 402.
6. Предпочтительные эффекты устройства литьевого формования с раздувом и вытяжкой
Согласно вариантам выполнения изобретения разница температуры формования в каждой операции при подвергании преформ, одновременно изготовленных литьевым формованием, формованию с раздувом в n операциях в блоках M преформ, может быть уменьшена при использовании 1,5-ступенчатого способа. Его детали описаны ниже со ссылкой на ФИГ. 10 с использованием сравнительного примера.
ФИГ. 10 показывает температуру преформы ТЕ согласно одному варианту выполнения изобретения и температуру преформы TC в 1,5-ступенчатом устройстве, раскрытом в патентном документе 5 (сравнительный пример). В одном варианте выполнения изобретения двадцать четыре (N=24) преформы были одновременно изготовлены литьевым формованием, подвергнуты принудительному охлаждению, нагреты и далее подвергнуты формованию с раздувом в блоках восьми (M=8) преформ. В сравнительном примере восемь преформ были одновременно изготовлены литьевым формованием, нагреты во время периодической передачи и далее подвергнуты формованию с раздувом в блоках (блоке) четырех преформ.
На ФИГ. 10 время T1 представляет собой период принудительного охлаждения с использованием секции 20 охлаждения согласно одному варианту выполнения изобретения, время T2 представляет собой время периодической передачи с использованием секции нагревания согласно сравнительному примеру и время T3 представляет собой время непрерывной передачи с использованием секции 30 нагревания согласно одному варианту выполнения изобретения.
В сравнительном примере, показанном на ФИГ. 10, температура четырех преформ, которые первоначально подвергнуты формованию с раздувом, увеличивается нагреванием согласно характеристикам TC1, температура четырех преформ, которые в дальнейшем подвергаются формованию с раздувом, увеличивается нагреванием согласно характеристикам TC2. Характеристики TC1 и характеристики TC2 отличаются в отношении температуры непосредственно до нагревания. Между характеристиками TC1 и характеристиками TC2 наблюдается относительно большая разница температур Δt. Разница температур Δt также возникает во время формования с раздувом (смотри ФИГ. 10).
В одном варианте выполнения изобретения, показанном на ФИГ. 10, температура восьми преформ, которые первоначально подвергнуты формованию с раздувом, увеличивается нагреванием согласно характеристикам TE1, температура восьми преформ, которые в дальнейшем подвергнуты формованию с раздувом, увеличивается нагреванием согласно характеристикам TE2, и температура восьми преформ, которые в дальнейшем подвергаются формованию с раздувом, увеличивается нагреванием согласно характеристикам TE3. Характеристики TE1, характеристики TE2 и характеристики ТЕ3 отличаются в отношении температуры непосредственно до нагревания. Однако разница температур Δt между характеристиками TE1, характеристиками TE2 и характеристиками ТЕ3 значительно меньше разницы температур Δt в сравнительном примере. Маленькая разница температур Δt также возникает во время формования с раздувом (смотри ФИГ. 10).
В особенности, при использовании 1,5-ступенчатого способа, в котором преформы, одновременно изготовленные литьевым формованием, отдельно подвергаются формованию с раздувом в n операциях, температура преформ, которые первоначально подвергаются формованию с раздувом, стремится быть выше температуры преформ, которые в дальнейшем подвергаются формованию с раздувом. Причина состоит в том, что время от окончания литьевого формования до начала нагревания неизбежно короче для первоначальной операции нагревания, чем для следующей операции нагревания. Вышеописанная тенденция значительно проявляет себя, когда секция нагревания нагревает преформы, которые первоначально подвергаются формованию с раздувом, и преформы, которые в дальнейшем подвергаются формованию с раздувом, среди преформ, одновременно изготовленных литьевым формованием, при передаче преформ друг за другом. В особенности, время начала нагревания после окончания литьевого формования отличается в блоках преформ, которые одновременно подвергаются формованию с раздувом.
ФИГ. 11 показывает историю нагревания температур преформ TC1 и TC2, достигнутую в патентном документе 5 (1,5-ступенчатый способ) (смотри ФИГ. 10) (сравнительный пример 1), температур преформ TD1-TD3, достигнутых 2-ступенчатым способом (например, патентный документ 1) (сравнительный пример 2), и температур преформ TE1-ТЕ3 согласно одному варианту выполнения изобретения (ФИГ. 11 показывает подробные результаты анализа для температуры преформ, показанной на ФИГ. 10).
На ФИГ. 11 температура преформы TC сравнительного примера 1 и температура преформы ТЕ согласно одному варианту выполнения изобретения изменяются идентичным образом до начала периода принудительного охлаждения T1 согласно одному варианту выполнения изобретения. Как ясно из ФИГ. 11, эта температура уменьшается быстро во время периода принудительного охлаждения T1 согласно одному варианту выполнения изобретения. Однако градиент уменьшения температуры θ2 во время естественного охлаждения после истечения периода принудительного охлаждения T1 меньше градиента уменьшения температуры θ1 сравнительного примера 1, в котором осуществляется только естественное охлаждение без обеспечения периода принудительного охлаждения. Причина состоит в том, что температура преформы ТЕ согласно одному варианту выполнения изобретения ниже температуры преформы TC сравнительного примера 1 из-за периода принудительного охлаждения T1, и скорость снижения температуры уменьшается, когда уменьшается температура преформы.
В сравнительном примере 1, так как преформы периодически передаются в секцию нагревания, преформы, которые подвергается формованию с раздувом, после преформ, которые первоначально подвергаются формованию с раздувом, не передаются в секцию нагревания (период простоя), по меньшей мере когда преформы, которые первоначально подвергаются формованию с раздувом, останавливаются в секции нагревания, и разница во времени, за которое преформы передаются в секции нагревания, увеличивается. Так как температура преформы TC уменьшается относительно большого градиента уменьшения температуры θ1 во время периода простоя, разница между температурой TC1 преформ, которые первоначально переданы в секцию нагревания, и температурой TC2 преформ, которые в дальнейшем передаются в секцию нагревания, увеличивается.
Согласно одному варианту выполнения изобретения разница во времени, за которое преформы передаются в секцию нагревания, является малой, так как применяется непрерывная передача. Разница между температурой TE1, TE2 и ТЕ3 преформ, последовательно передаваемых в секцию 30 нагревания, зависит от разницы времени передачи и градиента уменьшения температуры θ2. Так как разница времени передачи преформ и градиент уменьшения температуры θ2 являются малыми, разница между температурой TE1, TE2 и ТЕ3 преформ являются относительно малой.
Разница между температурой TE1, TE2 и ТЕ3 преформ, последовательно передаваемых в секцию 30 нагревания, может быть таким образом уменьшена за счет эффектов синергии (т.е. снижения градиента уменьшения температуры и уменьшения разницы времени передачи в секцию нагревания) принудительного охлаждения в секции 20 охлаждения и непрерывной передачи в секцию 30 нагревания. Отметим, что период непрерывного нагревания T3 согласно одному варианту выполнения изобретения длиннее периода периодического нагревания T2 сравнительного примера 1, так как температура в начале нагревания является низкой.
Отметим, что разница между температурой TE1, TE2 и ТЕ3 преформ может быть уменьшена по сравнению со сравнительным примером 1 даже при выполнении только одного из принудительного охлаждения в секции 20 охлаждения и непрерывной передачи в секцию 30 нагревания. В связи с этим качество формования с раздувом может быть улучшено по сравнению со сравнительным примером 1 непрерывной передачей преформ в секцию 30 нагревания, даже если секция 20 охлаждения не используется или преформы подвергаются естественному охлаждению в секции 20 охлаждения без использования охладителя.
В сравнительном примере 2, так как преформы передаются в секцию нагревания при комнатной температуре, разница между температурами преформ TD1, TD2 и TD3, когда преформы передаются в секцию нагревания, является малой по сравнению с одним вариантом выполнения изобретения и сравнительным примером 1. В сравнительном примере 2, однако, так как период нагревания T4 увеличивается до большой степени для того, чтобы нагревать преформы от комнатной температуры до оптимальной температуры раздува, энергозатрата и суммарная длина траектории нагревания неизбежно увеличиваются.
Согласно одному варианту выполнения изобретения вредный эффект тепла, которое подводится во время литьевого формования и удерживается преформами, воздействуя на температуру преформы, во время n операций формования с раздувом, может быть уменьшен подверганием N преформ, переданных из секции 10 литьевого формования, принудительному охлаждению в секции 20 охлаждения. При подвергании преформ принудительному охлаждению разница температур между N преформами до нагревания уменьшается по сравнению со случаем, в котором преформы не подвергаются принудительному охлаждению (т.е. подвергаются естественному охлаждению). Так как необязательно охлаждать преформы до комнатной температуры принудительным охлаждением, тепло, которое подводится во время литьевого формования и удерживается преформой, может быть использовано для формования с раздувом.
Характеристики формования с раздувом имеют тесную связь с температурой преформы. В особенности, преформа растягивается без затруднений, когда температура преформы является высокой, и растягивается с трудом, когда температура преформы является низкой. В связи с этим разница температуры преформы возникает при использовании 1,5-ступенчатого способа, в котором преформы, одновременно изготовленные литьевым формованием, отдельно подвергаются формованию с раздувом. Согласно одному варианту выполнения изобретения разница температур ΔТ (смотри ФИГ. 10) может быть значительно уменьшена по сравнению с разницей температур Δt сравнительного примера. Это делает возможным предотвращение изменения качества формования с раздувом.
Несмотря на то, что только определенные варианты выполнения изобретения описаны подробно выше, специалист в области техники примет во внимание, что многие преобразования возможны в вариантах выполнения без существенного отклонения от новых замыслов и преимуществ изобретения. Соответственно, все такие преобразования предназначены для включения в пределы объема охраны изобретения. Любое выражение, изложенное отличным выражением, имеющим более широкое значение или одинаковое значение по меньшей мере один раз в описании и чертежах, может быть заменено этим отличным выражением в любом месте описания и чертежей.
7. Преобразование устройства 120 удаления
Конфигурация, которая добавлена к конфигурации, раскрытой в патенте Японии № 4148576 в качестве устройства 120 удаления, проиллюстрированного на ФИГ. 1 и 2, описана ниже со ссылкой на ФИГ. 12-14B. Устройство 120 удаления включает два главных корпуса 120А рельса, которые перемещаются между секцией 10 литьевого формования и положением снаружи секции 10 литьевого формования, и три (т.е. множество) ряда ступеней 123А-123C поддержания тиглей, которые поддерживают тигли 122 на двух главных корпусах 120А рельса так, что шаг может быть изменен. Центральная ступень 123А поддержания тиглей крепится на главном корпусе 120А рельса, и ступени 123B и 123C поддержания тиглей, обеспеченные на одной или другой стороне ступени 123А поддержания тиглей, могут перемещаться относительно главного корпуса 120А рельса. Каждая из ступеней 123А-123C поддержания тиглей имеет отверстие 124 поддержания тиглей и отверстие 124А всасывания, образованное в отверстии 124 поддержания тиглей.
Проход 125 всасывания (125А, 125B), который сообщается с отверстием 124 всасывания, обеспечен в центральной ступени 123А поддержания тиглей, проиллюстрированной на ФИГ. 13А, и ступенях 123B и 123C поддержания тиглей, проиллюстрированных на ФИГ. 13B, которые обеспечены на одной или другой стороне ступени 123А поддержания тиглей. Как проиллюстрировано на ФИГ. 13А, проход 125А всасывания неподвижной ступени 123А поддержания тиглей открыт на каждом конце и всегда сообщается с проходом 126 всасывания, обеспеченным в главном корпусе 120А рельса. Как проиллюстрировано на ФИГ. 13B, проходы 125B всасывания подвижных ступеней 123B и 123C поддержания тиглей открыты на боковой поверхности 125C и сообщаются с проходом 128 всасывания, обеспеченным в двух соединительных секциях 127, которые соединяют два главных корпуса 120А рельса.
Два пневмоцилиндра 129А и 129B (секция 129 приведения в действие изменения шага) поддерживаются одной из соединительных секций 127. Шток пневмоцилиндра 129А крепится на подвижной ступени 123В поддержания тиглей с помощью отверстия 123A1, образованного в неподвижной ступени 123А поддержания тиглей. Шток пневмоцилиндра 129B крепится на подвижной ступени 123С поддержания тиглей.
ФИГ. 14А иллюстрирует состояние широкого шага. В этом случае проходы 125B всасывания подвижных ступеней 123B и 123C поддержания тиглей сообщаются с проходом 128 всасывания, обеспеченным в двух соединительных секциях 127. Состояние шага устанавливается в состояние широкого шага при приеме преформ в секции 10 литьевого формования, при этом преформы могут всасываться в и поддерживаться тиглями 122 (смотри ФИГ. 1 и 2), которые сами поддерживаются ступенями 123А-123C поддержания тиглей.
ФИГ. 14B иллюстрирует состояние узкого шага. В этом случае проходы 125B всасывания подвижных ступеней 123B и 123C поддержания тиглей не сообщаются с проходом 128 всасывания, обеспеченным в двух соединительных секциях 127. Состояние шага устанавливается в состояние узкого шага после достижения устройством 120 положения передачи (смотри ФИГ. 2) снаружи секции 10 литьевого формования, или до достижения устройством 120 удаления положения передачи. Необходимо исключать состояние всасывания в положении передачи (смотри ФИГ. 2) для передачи преформ. Так как сообщение с проходом 128 всасывания исключается, когда состояние шага устанавливается в состояние узкого шага, состояние всасывания автоматически исключается. Преформы не могут всасываться, когда проходы 125B всасывания подвижных ступеней 123B и 123C поддержания тиглей не сообщаются с проходом 128 всасывания, обеспеченным в двух соединительных секциях 127. Отметим, что достаточно всасывать преформы только при приеме преформ в секцию 10 литьевого формования. Неподвижная ступень 123А поддержания тиглей стремится оставаться под действием состояния всасывания в течение длительного времени по сравнению с подвижными ступенями 123B и 123C поддержания тиглей. В связи с этим контур подачи воздуха может быть отдельно обеспечен для сообщения с неподвижной ступенью 123А поддержания тиглей, при этом отделение преформ 2 и неподвижной ступени 123А поддержания тиглей может быть поддержано подачей воздух, когда состояние шага устанавливается в состояние узкого шага.
8. Преобразование устройства 50 передачи преформ
Преобразование устройства 50 передачи преформ, проиллюстрированного на ФИГ. 3А и 3B, описано ниже со ссылкой на ФИГ. 15А-16B. Основная плита 530, проиллюстрированная на ФИГ. 15А и 15B, перемещается вертикально и горизонтально первым пневмоцилиндром 510 и вторым пневмоцилиндром 520, проиллюстрированными на ФИГ. 2. Неподвижная пластина 531 и подвижная пластина 532 поддерживаются основной плитой 530. Держатель 540 преформ, проиллюстрированный на ФИГ. 16А и 16B, поддерживается неподвижной пластиной 531 и подвижной пластиной 532 вместо держателя 500 преформ, проиллюстрированного на ФИГ. 3А и 3B.
Интервал между неподвижной пластиной 531 и подвижной пластиной 532 изменяется пневмоцилиндром 533 (секция приведения в действие изменения зазора) между широким зазором G1, проиллюстрированным на ФИГ. 15А, и узким зазором G2, проиллюстрированным на ФИГ. 15B.
Из-за структуры выпуска полимера для формы с обогреваемым питателем в секции 10 литьевого формования требуется широкий зазор G1, проиллюстрированный на ФИГ. 15А. Шаг конструкции трех (n=3) рядов из восьми (M=8) преформ, поддерживаемых неподвижной пластиной 531 и подвижной пластиной 532, является непостоянным, когда образован широкий зазор G1. Интервал между неподвижной пластиной 531 и подвижной пластиной 532 изменяется от широкого зазора G1, проиллюстрированного на ФИГ. 15А, до узкого зазора G2, проиллюстрированного на ФИГ. 15B, до передачи устройством 50 передачи преформ в секцию 50 охлаждения так, что шаг конструкции трех (n=3) рядов из восьми (M=8) преформ, поддерживаемых неподвижной пластиной 531 и подвижной пластиной 532, выполнен постоянным. В связи с этим шаг конструкции преформ может быть выполнен постоянным в секции 20 охлаждения, секции 30 нагревания и секции 40 формования с раздувом. Так как преформы непрерывно передаются в секцию 30 нагревания, важно непрерывно передавать преформы при постоянном шаге конструкции так, что эффект смежных преформ является постоянным. Когда преформы имеют большой диаметр (например, M=4), шаг конструкции может быть выполнен с постоянным увеличением зазора.
Держатель 540 преформ, проиллюстрированный на ФИГ. 16А и 16B, поддерживается неподвижной пластиной 531 и подвижной пластиной 532, проиллюстрированными на ФИГ. 15А и 15B, вместо держателя 500 преформ, проиллюстрированного на ФИГ. 3А и 3B. Держатель 540 преформ включает главный корпус 541 держателя, стержень 542, который закреплен на главном корпусе 541 держателя, и элемент 543 уплотнения на верхней стороне, который является подвижным относительно главного корпуса 541 держателя.
Проходы 531А (532А) всасывания образованы в неподвижной пластине 531 (подвижной пластине 532). Проходы 531А (532А) всасывания сообщаются с горловиной 2А преформы 2 посредством главного корпуса 541 держателя и стержня 542.
Элемент 543 уплотнения на верхней стороне поддерживается так, что элемент 543 уплотнения на верхней стороне может перемещаться вверх и вниз относительно главного корпуса 541 держателя. Элемент 543 уплотнения на верхней стороне всегда смещается вниз спиральной пружиной сжатия 544 (т.е. смещающим элементом).
Держатель 540 преформы расположен над преформой 2, поддерживаемой тиглем 122 устройства 120 удаления. Когда держатель 540 преформы перемещается вниз первым пневмоцилиндром 510 (смотри ФИГ. 2), стержень 542 вставляется в горловину 2А преформы 2, и верхняя сторона горловины 2А уплотняется элементом 543 уплотнения на верхней стороне. Воздействие, оказываемое на контакт с элементом 543 уплотнения на верхней стороне, уменьшается, и элемент 543 уплотнения на верхней стороне поддерживает свою способность уплотнения на верхней стороне за счет спиральной пружины сжатия 544.
Далее преформа 2 всасывается по направлению к держателю 540 преформы, и преформа 2, поддерживаемая тиглем 122 устройства 120 удаления, передается держателю 540 преформы. Состояние всасывания исключается, когда держатель 540 преформы передал преформу 2 в секцию 20 охлаждения и преформа 2 передана в охлаждающий тигель 220 (смотри ФИГ. 4).
9. Преобразование секции охлаждения
Преобразование секции 20 охлаждения описано ниже со ссылкой на ФИГ. 17-20. Секция 20 охлаждения, проиллюстрированная на ФИГ. 17, включает секцию 200 переворачивания, которая вращается вокруг вращательного вала 204 таким же образом, как на ФИГ. 4. Охлаждающие тигли 210А-210C, которые охлаждают преформу, имеющую другой размер (смотри ФИГ. 18А-18C), могут быть установлены на секции 20 охлаждения, проиллюстрированной на ФИГ. 17.
Как проиллюстрировано на ФИГ. 19, отверстие 250А маленького диаметра и отверстие 250В большого диаметра образованы в секции 200 переворачивания в качестве отверстий вставки тиглей. Четыре (M/2=4) отверстия 250В большого диаметра образованы в каждом из трех рядов (n=3) с шагом P. Четыре (M/2=4) отверстия 250А малого диаметра и четыре (M/2=4) отверстия 250В большого диаметра поочередно образованы в каждом из трех рядов (n=3). Шаг конструкции между отверстием 250А маленького диаметра и отверстием 250В большого диаметра составляет P/2.
При изготовлении преформы 2, имеющей большой диаметр, проиллюстрированный на ФИГ. 18А, количество преформ, одновременно изготовленных литьевым формованием в секции 10 литьевого формования, уменьшается до N/2. В этом случае N/2 охлаждающих тиглей 210А могут быть расположены на первой стороне 201 и второй стороне 202 размещением охлаждающих тиглей 210А, проиллюстрированных на ФИГ. 18B в M/2 отверстиях большого диаметра (n рядов), образованных в секции 200 переворачивания.
Так как возможно одновременно изготавливать N преформ, имеющих маленький диаметр (смотри ФИГ. 18B или 18C), N охлаждающих тиглей 210B или 210C могут быть расположены на первой стороне 201 и второй стороне 202 с использованием M/2 отверстий 250А малого диаметра и M/2 отверстий 250В большого диаметра. Когда охлаждающий тигель, имеющий идентичный размер, используется для преформы, имеющей маленький диаметр, пространство, образованное при вставке охлаждающего тигля 210B или 210C (смотри ФИГ. 18B или 18C) в отверстие 250В большого диаметра, может быть заполнено облицовочным материалом или т.п.
Отметим, что охлаждающий тигель 210А, вставленный в отверстие 250В большого диаметра секции 200 переворачивания, крепится на секции 200 переворачивания с использованием пластины 260А крепления тиглей (смотри ФИГ. 20А), при этом отверстие 250А маленького диаметра закрыто. Отметим, что охлаждающий тигель 210А или 210С, вставленный в отверстие 250А малого диаметра секции 200 переворачивания, крепится на секции 200 переворачивания с использованием пластины 260В крепления тиглей (смотри ФИГ. 20В), при этом отверстие 250В большого диаметра закрыто.
Как проиллюстрировано на ФИГ. 18A-18C, выемка 211 образована во внешней стенке охлаждающих тиглей 210А-210C. На ФИГ. 18А-18C две выемки 211 образованы во внешней стенке охлаждающих тиглей 210А-210C в периферийном направлении. Отметим, что только одна выемка 211 может быть образована.
Секция 200 переворачивания включает проходные каналы 230А-230D охладителя (например, холодная вода). Проходные каналы 230А и 230B, которые продолжаются в горизонтальном направлении, сообщаются с двумя выемками 211 охлаждающих тиглей 210А-210C для циркуляции охладителя. Таким образом, выемка 211 образует часть проходного канала охладителя.
Эффективность охлаждения может быть улучшена приведением охладителя в непосредственный контакт с внешней стенкой охлаждающих тиглей 210А-210C в пределах широкой области. Охлаждающие тигли 210А-210C выборочно используются в зависимости от размера преформы. Секция 200 переворачивания, в которой образованы проходные каналы 230А-230D, может быть совместно использована простым образованием выемки 211 во внешней стенке охлаждающих тиглей 210A-210C.
10. Устройство передачи переворачивания на передней стороне секции 30 нагревания
Механизм 70 передачи переворачивания, который передает преформу 2 в направлении F переворачивания, проиллюстрированном на ФИГ. 2, или направлении 16 переворачивания, проиллюстрированном на ФИГ. 9, и направлении D вверх, проиллюстрированном на ФИГ. 2, и передает преформу 2 в механизм 400 периодической передачи, проиллюстрированной на ФИГ. 1, описан ниже со ссылкой на ФИГ. 21-23.
Как проиллюстрировано на ФИГ. 21-23, механизм 70 передачи переворачивания включает секцию 710 подъема, которая перемещается вместе с подъемной пластиной 702, которая перемещается вверх и вниз вдоль направляющего вала 700 посредством линейной опоры 701. Подъемная пластина 702 включает секцию 713 гайки, которая зацепляет шариковый винт 712, приводимый в движение серводвигателем 711 (т.е. секцию приведения в действие подъема).
Секция 710 подъема поддерживает M пар зажимов 720А и M пар зажимов 720B так, что M пар зажимов 720А и M пар зажимов 720B могут быть одновременно открыты и закрыты верхним и нижним пневмоцилиндрами 730А и 730B (т.е. секцией приведения в действие открытия/закрытия) (смотри ФИГ. 22). Пневмоцилиндр 730А, проиллюстрированный на ФИГ. 22, открывает и закрывает зажимы 720А и 720B, размещенные на левой стороне на ФИГ. 22, и пневмоцилиндр 730B, проиллюстрированный на ФИГ. 22, открывает и закрывает зажимы 720А и 720B, размещенные на правой стороне на ФИГ. 22 (на ФИГ.22 проиллюстрированы только зажимы 720B).
M пар зажимов 720А и M пар зажимов 720B вращаются вокруг вращательного вала 731 вместе с вращательным валом 731. Пазовый шкив 732 крепится на вращательном валу 731. Зубчатый ремень 735 установлен вокруг пазового шкива 734, который вращается серводвигателем 733 (т.е. секцией приведения во вращения) и пазовым шкивом 732, который закреплен на вращательном валу 731.
Когда секция 710 подъема расположена в нижнем положении, M пар зажимов 720B закрываются для удержания M преформ в перевернутом состоянии, которые нагреваются в секции 30 нагревания. Секция 710 подъема далее перемещается вверх, и M пар зажимов 720А и M пар зажимов 720B вращаются вокруг вращательного вала 731. В связи с этим M пар зажимов 720B размещаются на верхней стороне, и преформы 2 переворачиваются из перевернутого состояния в вертикальное состояние (смотри стрелку, обозначенную позицией F на ФИГ. 2).
11. Секция формования с раздувом и механизм периодической передачи
ФИГ. 24 иллюстрирует специальный пример секции 40 формования с раздувом и механизм 400 периодической передачи. ФИГ. 25 представляет собой вид спереди, иллюстрирующий секцию 40 формования с раздувом. Механизм 400 периодической передачи выполнен так, что секция 410 введения и секция 420 выведения возвратно-поступательно двигаются одним целым во втором направлении D2 на ФИГ. 24. Секция 410 введения и секция 420 выведения возвратно-поступательно двигаются с использованием двух ведущих шестерней 431, которые закреплены на вращательном валу серводвигателя 430 (т.е. секции приведения в возвратно-поступательное движение), и двух реек 432, которые зацепляют ведущие шестерни 431 и приводятся в прямолинейное движение (частично проиллюстрированное на ФИГ. 24). Секция 410 введения и секция 420 выведения возвратно-поступательно двигаются одним целым с рейками 432. Секция 410 введения возвратно-поступательно двигается между положением P1 приема преформы и положением P2 формования с раздувом, и секция 420 выведения возвратно-поступательно двигается между положением P2 формования с раздувом и положением P3 извлечения. Отметим, что секция 410 введения останавливается в положении приема P1 преформы или положении P2 формования с раздувом.
Секция 410 введения включает M элементов 411 передачи, которые передают M преформ. Каждый из M элементов 411 передачи включает пару зажимов 412. Секция 420 выведения включает элемент 421 передачи, который включает пару зажимов 422, которые передают M контейнеров. Зажимы 412 и 422 открываются и закрываются как одно целое передачей движущей силы четырех (т.е. множества) пневмоцилиндров 440 (секций приведение в действие открытия/закрытия) с помощью рычажного механизма 441 (смотри ФИГ. 24).
Как проиллюстрировано на ФИГ. 25, M преформ 2 передаются M элементами 411 передачи секции 410 введения в положение P2 формования с раздувом секции 40 формования с раздувом в направлении, перпендикулярном листу. Выдувная гнездовая форма 41 открыта. Выдувная гнездовая форма 41, выдувная стержневая форма (не проиллюстрированы на ФИГ. 24) и возможная нижняя форма далее зажимаются. M преформ 2 таким образом передаются в секцию 40 формования с раздувом. Зажимы 412 M элементов 411 передачи открываются и перемещаются из положения P2 формования с раздувом в положение P1 приема преформы (смотри ФИГ. 24). Секция 420 выведения перемещается из положения P3 извлечения в положение P2 формования с раздувом и удерживается в положении P2 формования с раздувом в состоянии, в котором зажимы 422 открыты.
Когда M контейнеров отформованы из M преформ 2 в секции 40 формования с раздувом, зажимы 422 секции 420 выведения закрываются для удержания горловины каждого контейнера. Зажимы 412 секции 410 введения закрываются в положении P1 приема преформы для удержания M преформ 2. Секция 420 выведения передает M контейнеров из положения P2 формования с раздувом в положение P3 извлечения, и секция 410 введения перемещает M преформ 2 из положения Р1 приема преформы в положение P2 формования с раздувом. Секция 40 формования с раздувом непрерывно осуществляет операцию формования с раздувом повторением вышеприведенной операции.
Операция, которая передает преформу 2 от механизма 70 передачи переворачивания, проиллюстрированного на ФИГ. 21-23, в секцию 410 введения механизма 400 периодической передачи, проиллюстрированного на ФИГ. 24, описана ниже со ссылкой на ФИГ. 26 и 27.
Т0-T4, проиллюстрированные на ФИГ. 26 и 27, представляют собой время, которое изменяется на оси времени. ФИГ. 26 и 27 иллюстрируют операции пары зажимов 720А (далее называются "парой первых зажимов") и пары зажимов 412 (далее называются "парой вторых зажимов") на оси времени (от Т0 до T4). Эти операции выполняются в положении P1 передачи преформы, проиллюстрированном на ФИГ. 24.
В момент времени Т0 преформа 2, удерживаемая парой первых зажимов 720А, расположена ниже пары вторых зажимов 412 в открытом состоянии. В момент времени T1 преформа 2, удерживаемая парой первых зажимов 720А, перемещается вверх, и горловина располагается между парой вторых зажимов 412 в открытом состоянии.
В момент времени T2 пара вторых зажимов 412 в открытом состоянии закрывается. В связи с этим горловина преформы 2 удерживается парой первых зажимов 720А и парой вторых зажимов 412В в момент времени T2.
В момент времени T3 пара первых зажимов 720А перемещается вниз. Преформа 2 таким образом передается от пары первых зажимов 720А паре вторых зажимов 412.
Пара вторых зажимов 412 далее передается из положения Р1 приема преформы в положение P2 формования с раздувом. Пара первых зажимов 720А далее перемещается вниз и вращается серводвигателем 733 (смотри ФИГ. 21), и первые зажимы 720B, которые удерживают M преформ 2, устанавливаются в положение в момент времени Т0 на ФИГ. 26 и 27. Пара вторых зажимов 412 возвращается из положения Р1 формования с раздувом в положение передачи P1 преформы и устанавливается в положение в момент времени Т0 на ФИГ. 26 и 27. Вышеописанная операция передачи преформы повторяется.
Список ссылочных позиций
1: ступень, 2, 2а, 2b: преформа, 10: секция литьевого формования, 20: секция охлаждения, 30: секция нагревания, 40: секция формования с раздувом, 50: устройство передачи преформ, 100: стяжной стержень, 102: зажимной механизм, 104: стержневая литьевая форма, 106: гнездовая литьевая форма, 110: устройство формования, 120: устройство удаления, 200: секция переворачивания, 201: первая сторона, 202: вторая сторона, 210: первый охлаждающий тигель, 211: выемка, 220: второй охлаждающий тигель, 230, 230а-230c: первый и второй проходные каналы, 250а: отверстие маленького диаметра, 250b: отверстие большого диаметра, 300: траектория передачи, 310: траектория непрерывной передачи, 312: траектория периодической передачи, 321-328: звездочка, 330: элемент передачи, 334: кольцеобразный элемент, 340: направляющий рельс, 370: приспособление передачи, 371, 372, 373: элемент соединения, 380: устройство параллельного приведения в движение, 400: механизм периодической передачи, d1: первое направление, d2: второе направление, t1: время принудительного охлаждения, t3: время нагревания.
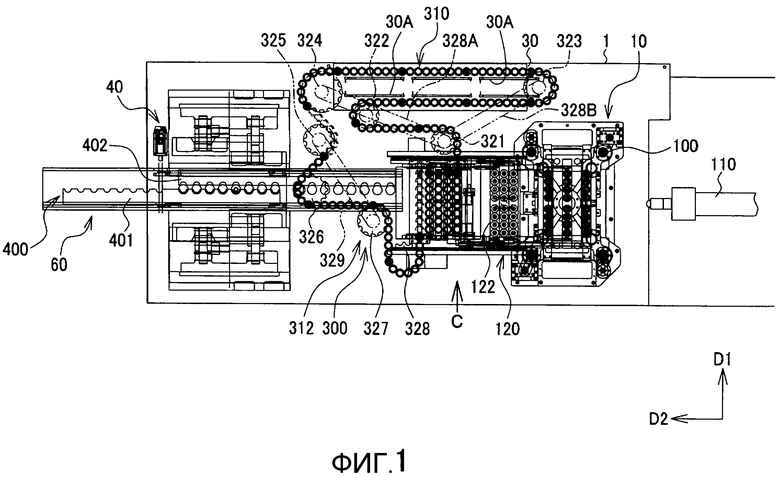
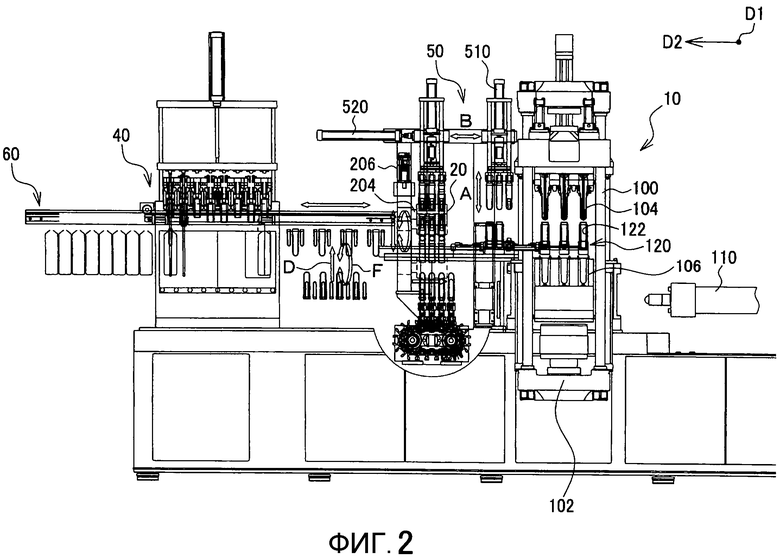
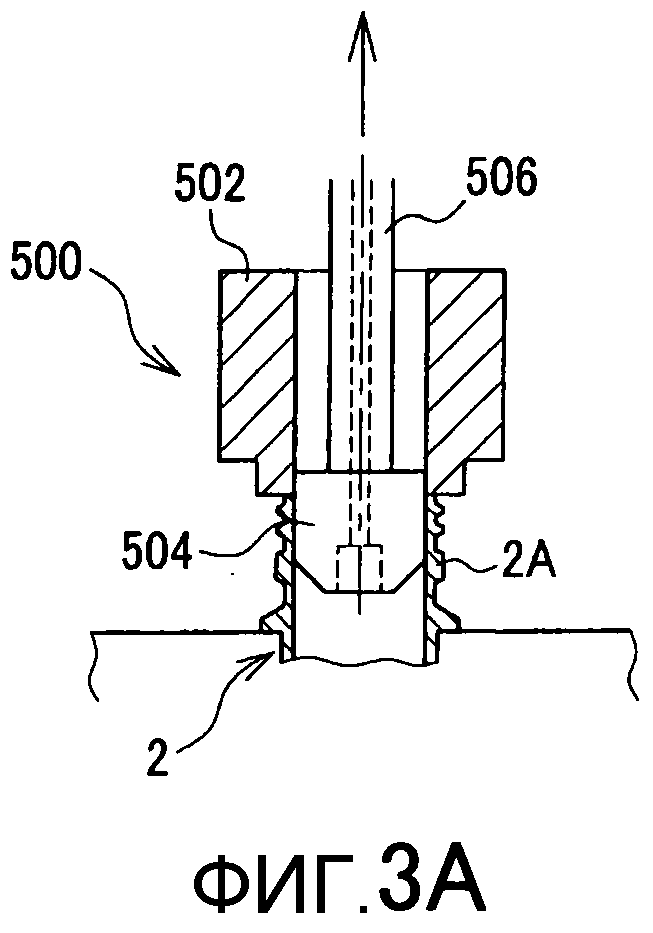
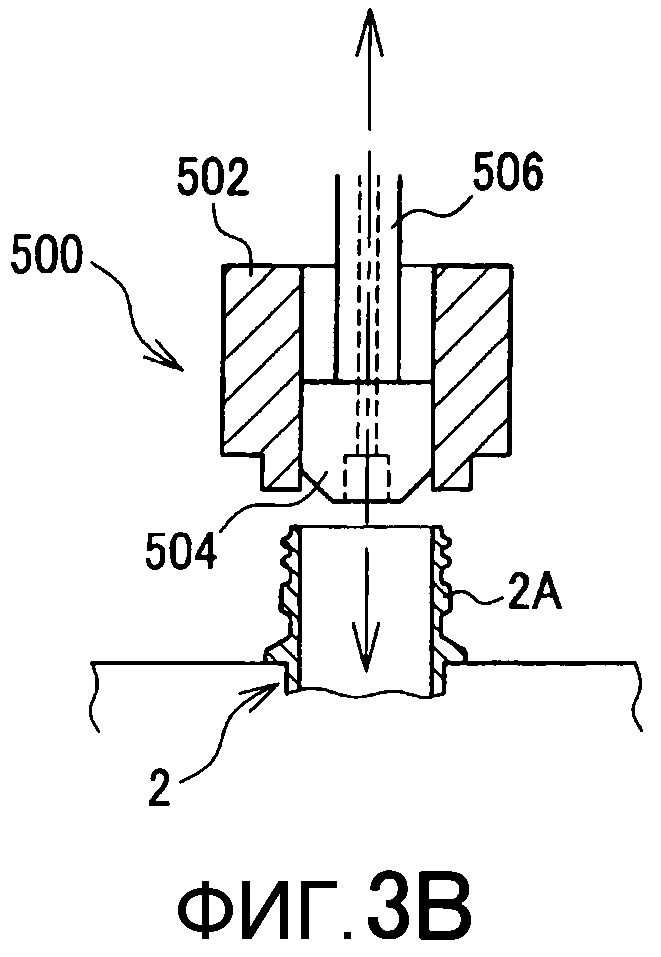

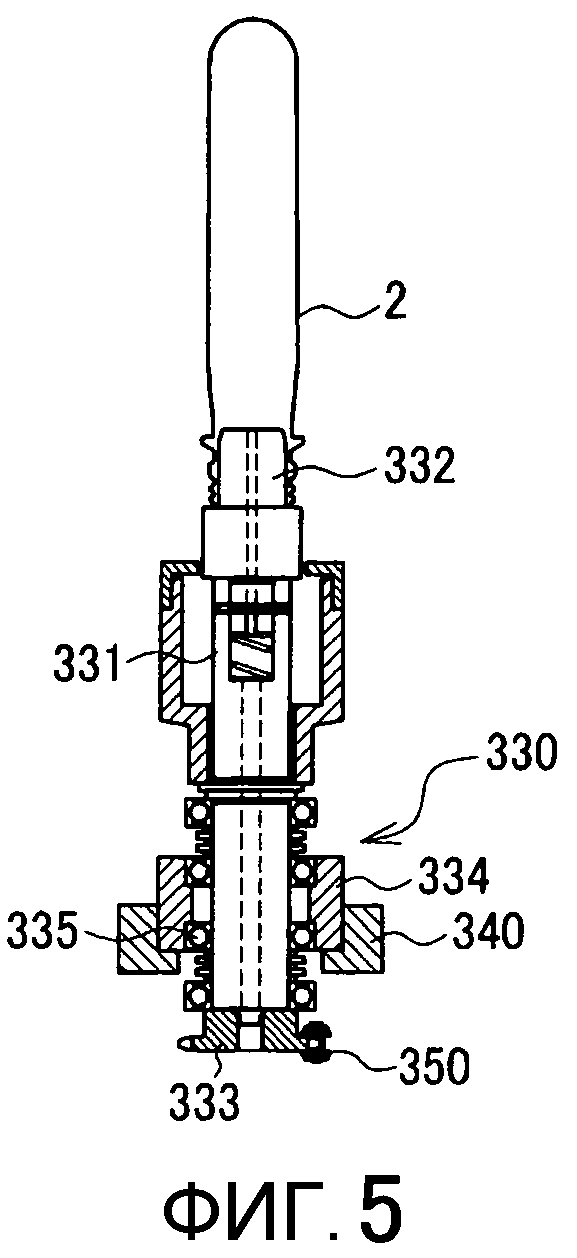
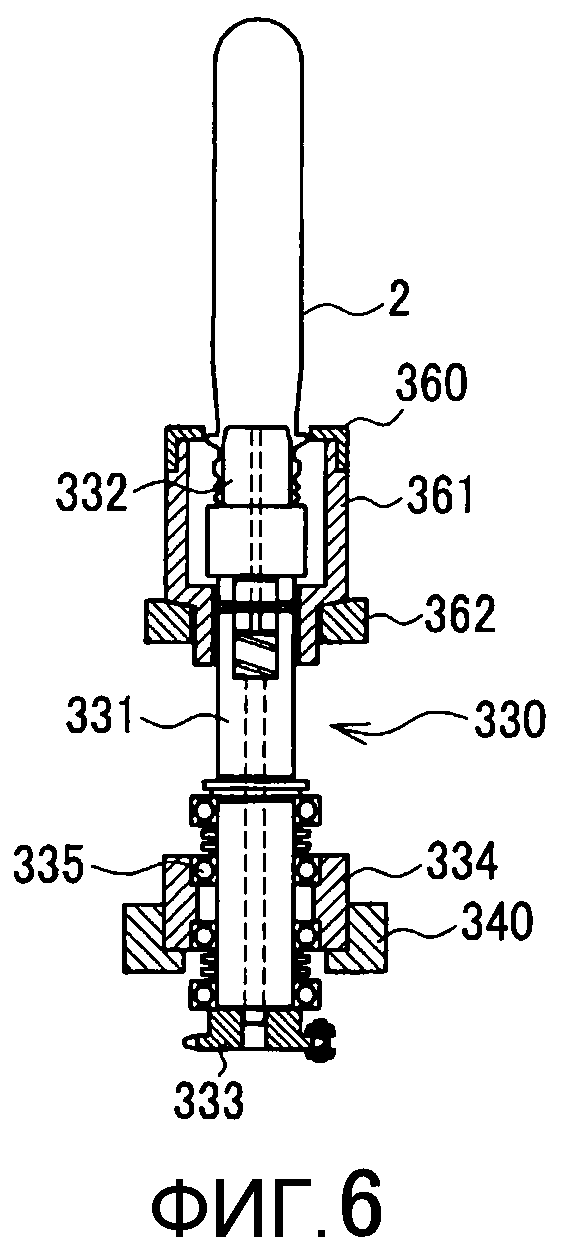
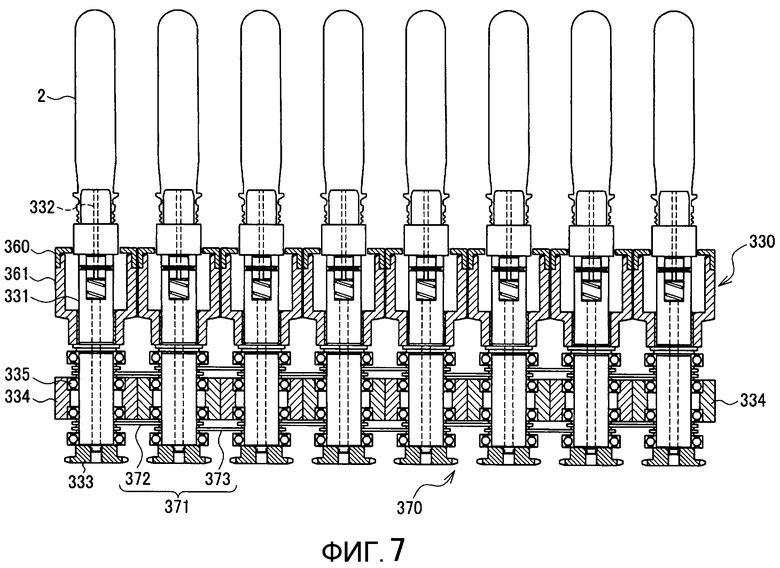



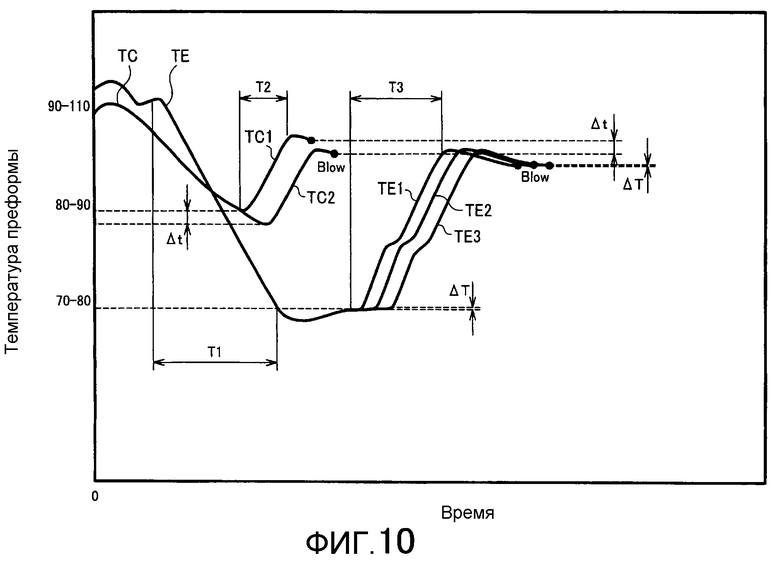

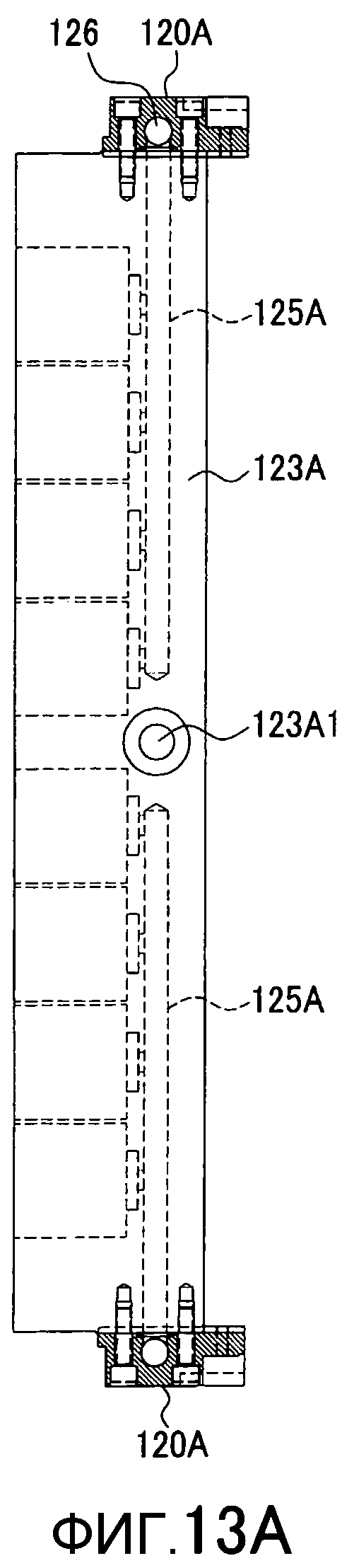
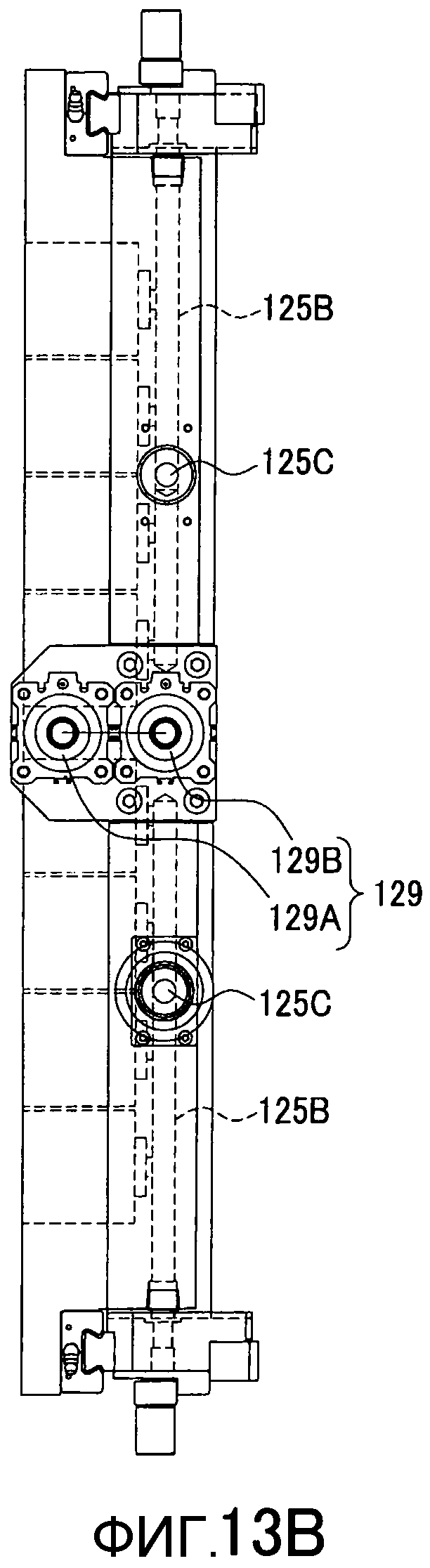
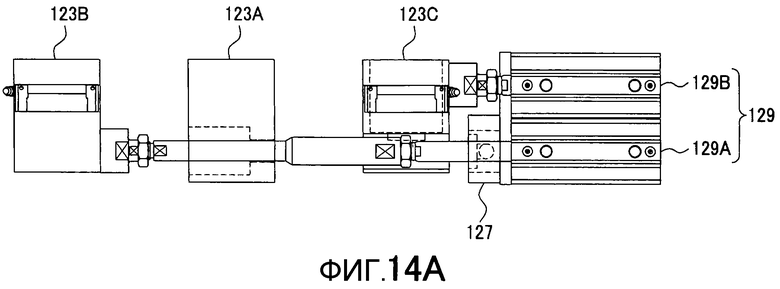
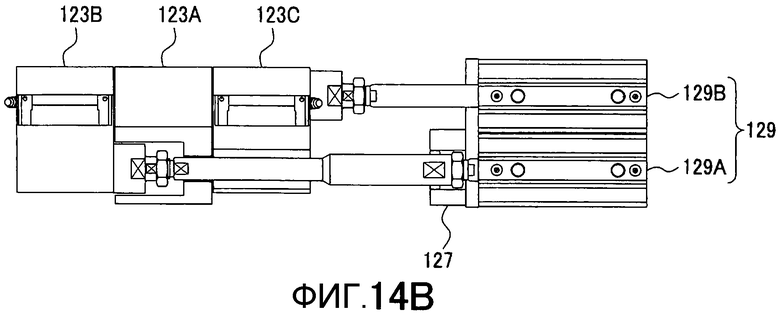
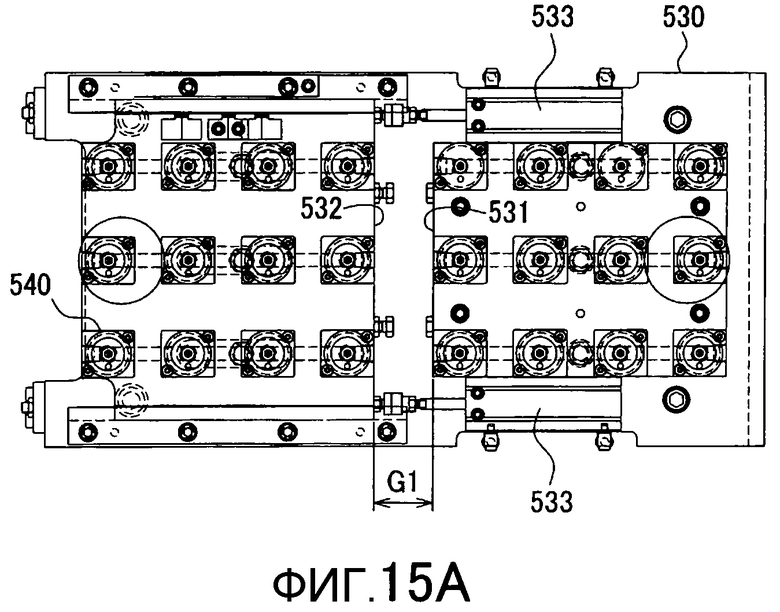

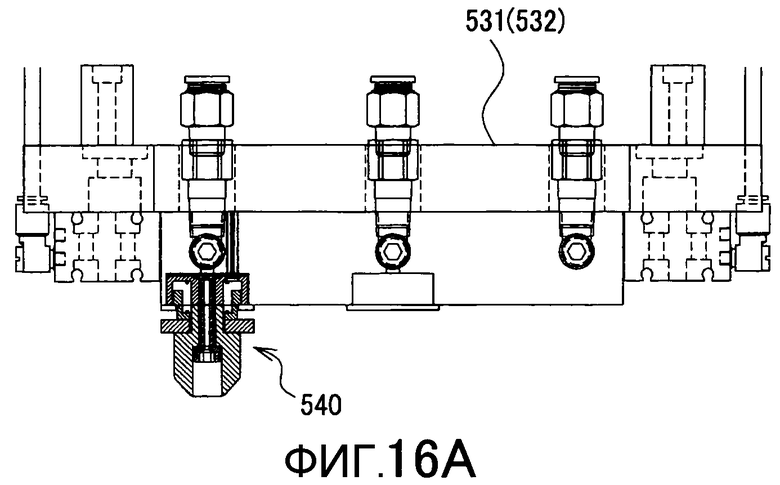
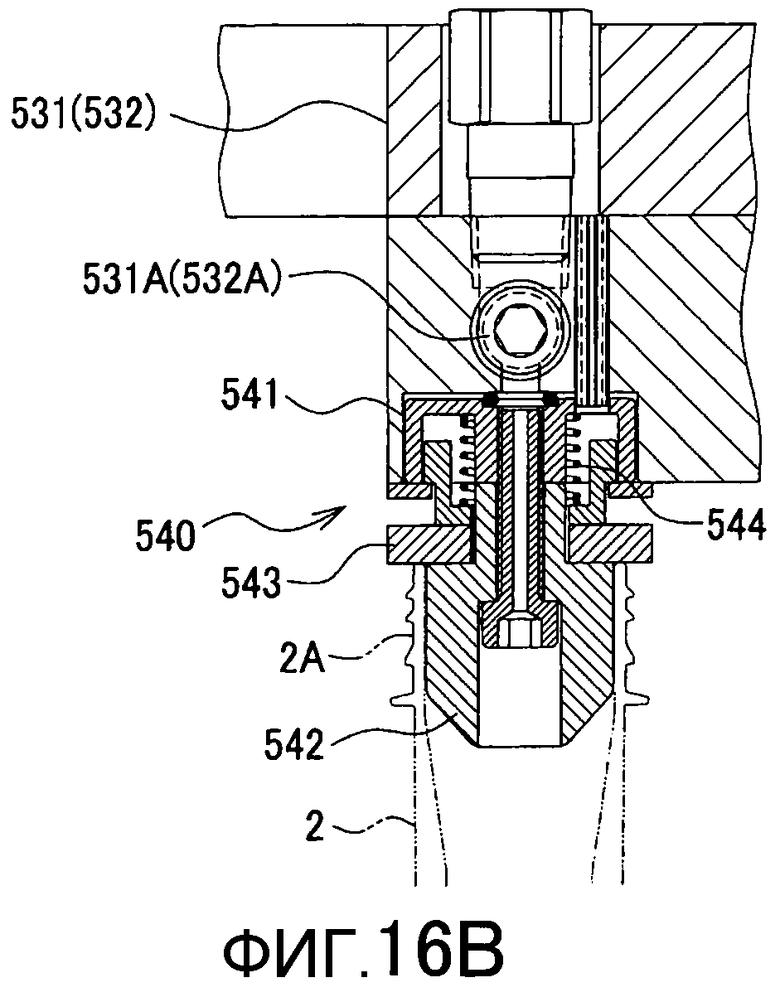

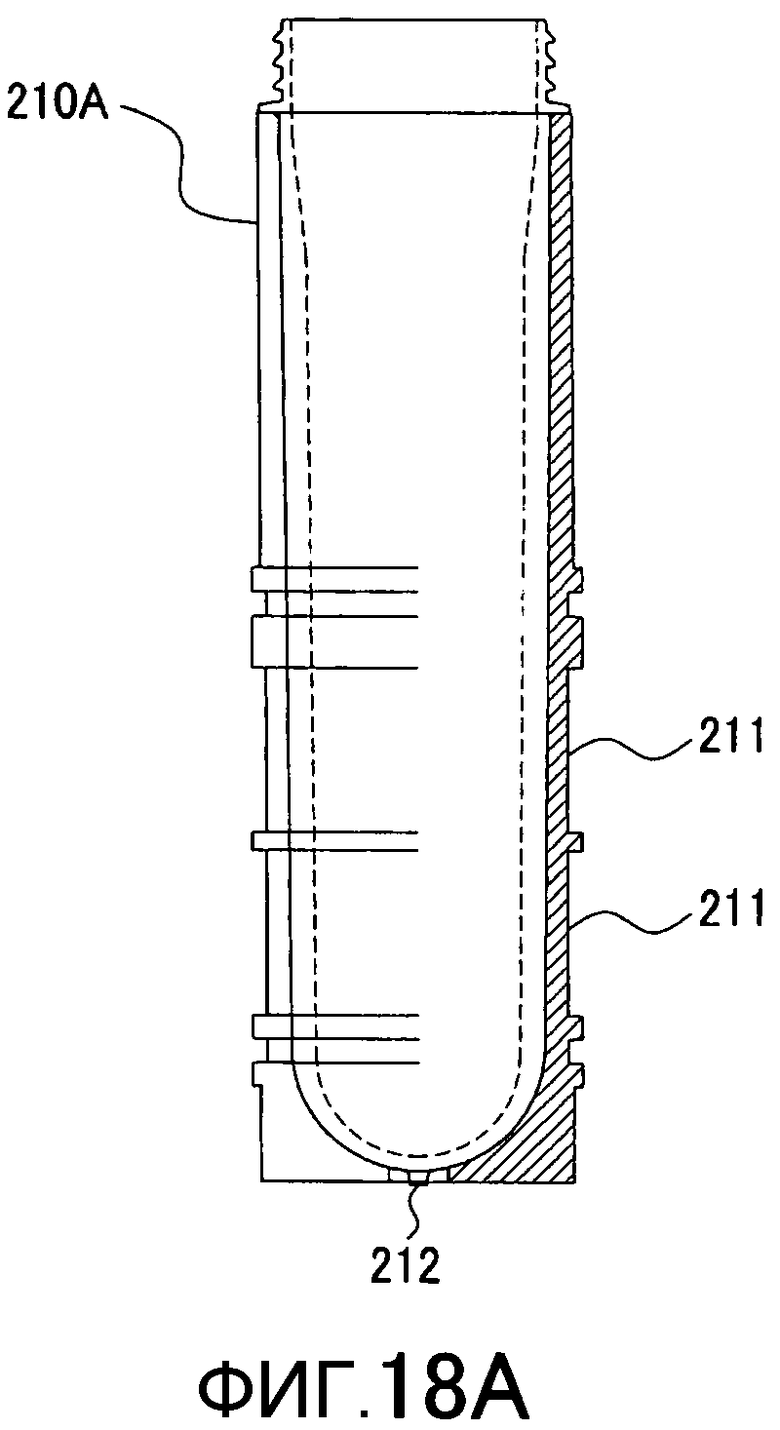
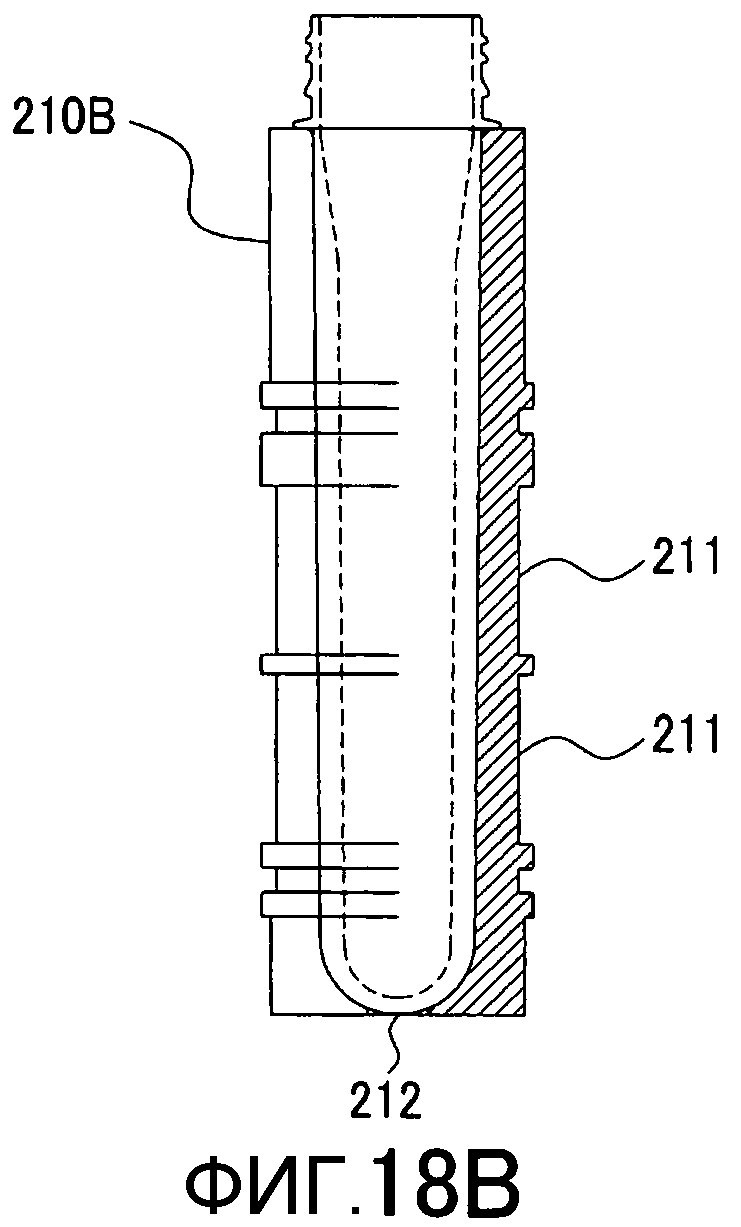
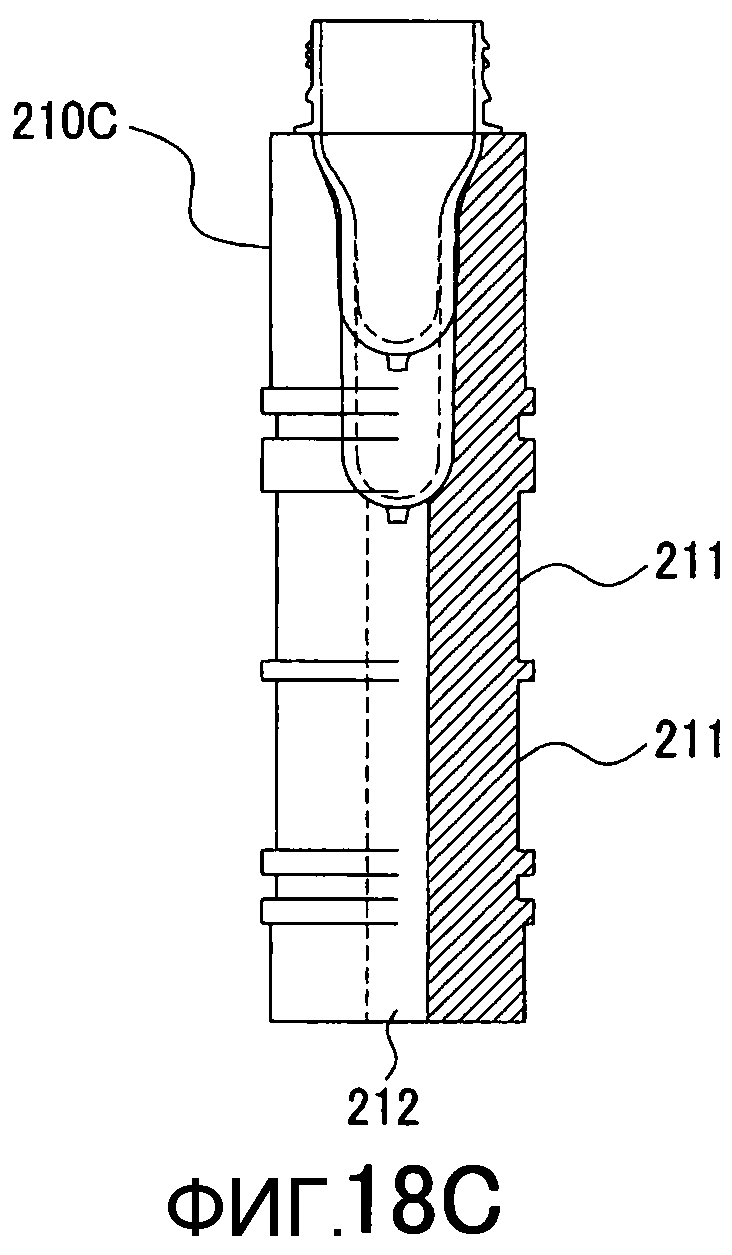
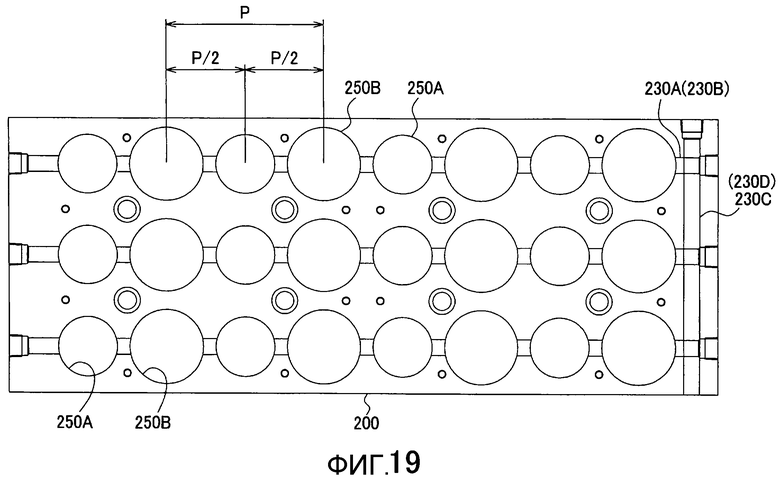
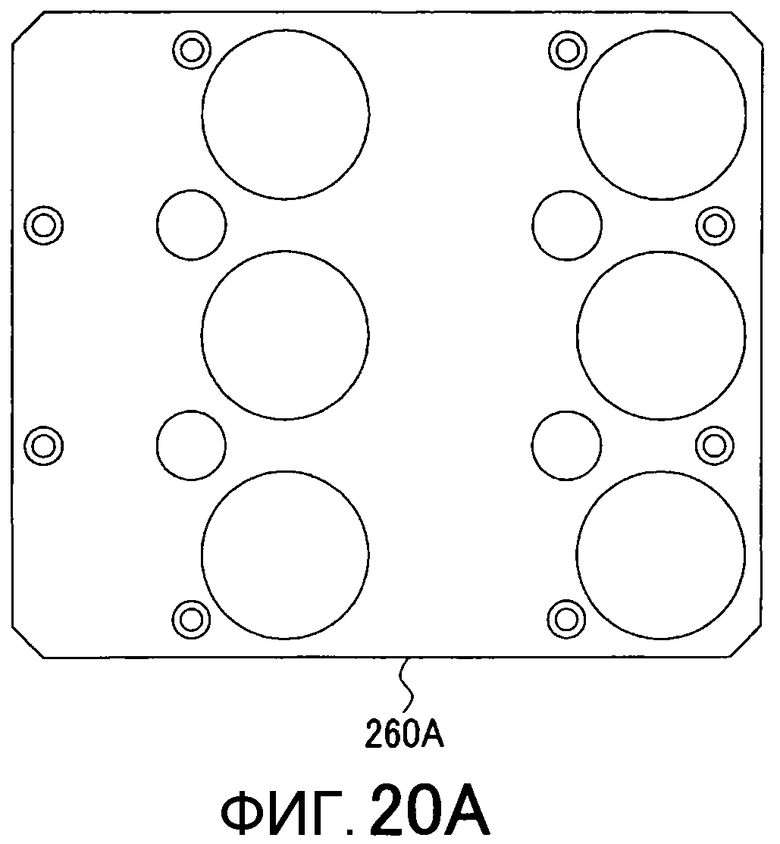
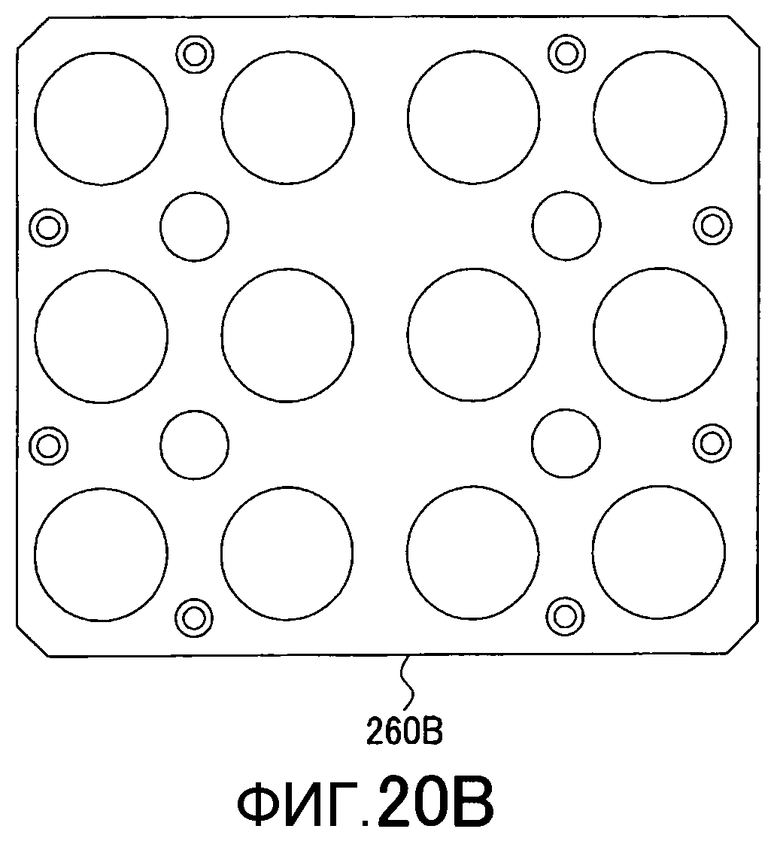
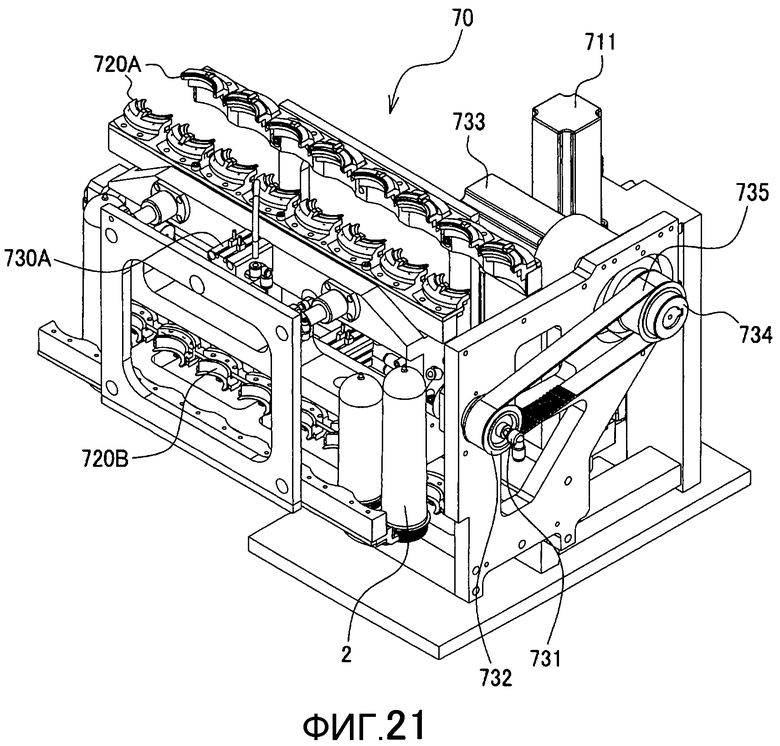
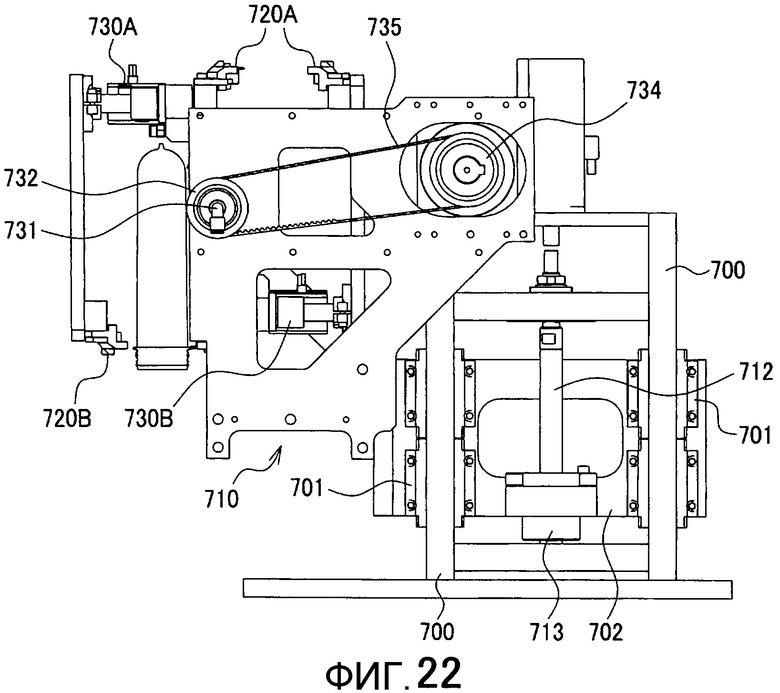
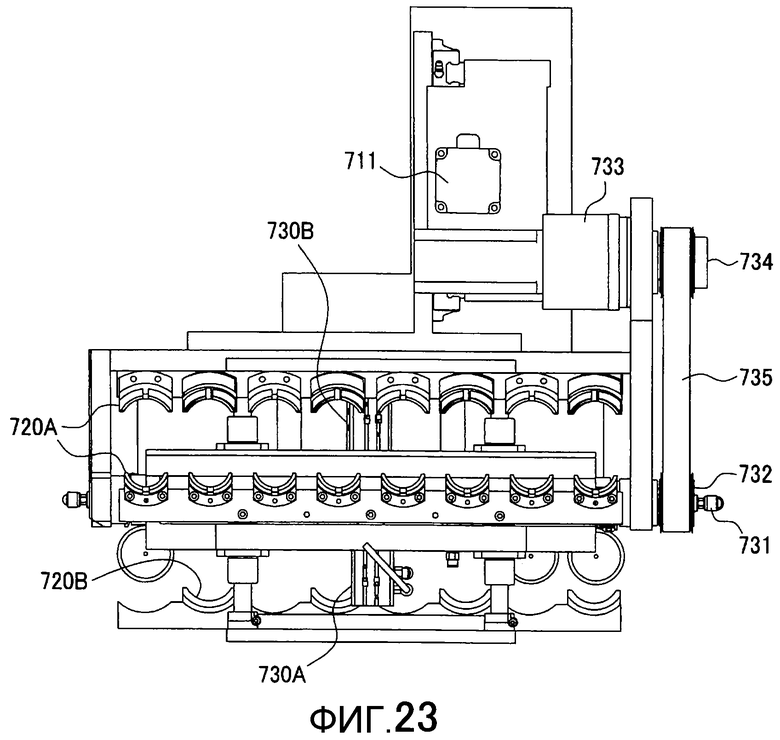

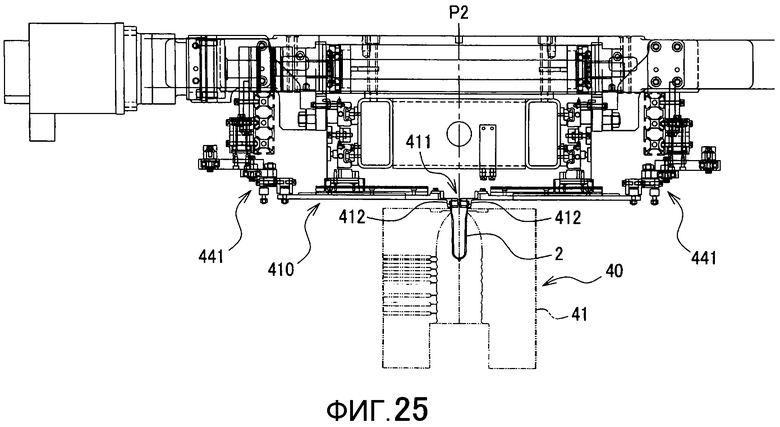


Группа изобретений относится к устройству литьевого формования с раздувом и вытяжкой и устройству нагревания отформованной детали. Устройства по изобретениям позволяют эффективно использовать преимущества 1-ступенчатого и 2-этапного способов, а также уменьшить разницу температуры формования между операциями формования с раздувом преформ. Устройства позволяют одновременно изготавливать преформы литьевым формованием и формованием с раздувом в n операциях, в которых M (M=N/n) преформ отдельно подвергаются формованию с раздувом. Устройство литьевого формования с раздувом и вытяжкой включает секцию (10) литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием, секцию (20) охлаждения, которая подвергает N преформ, переданных из секции литьевого формования, принудительному охлаждению, секцию (30) нагревания, которая непрерывно передает и нагревает N охлажденных преформ, и секцию (40) формования с раздувом, которая подвергает N нагретых преформ формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях. Причем секция формования с раздувом одновременно формует с раздувом и вытяжкой M (M=N/n, M является натуральным числом) преформ среди N преформ с образованием M контейнеров. 4 н. и 15 з.п. ф-лы, 36 ил.
1. Устройство литьевого формования с раздувом и вытяжкой, содержащее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием;
секцию охлаждения, которая подвергает N преформ, изготовленных литьевым формованием, принудительному охлаждению;
секцию нагревания, которая непрерывно передает и нагревает N преформ, подвергнутых принудительному охлаждению; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, причем секция формования с раздувом одновременно формует с раздувом и вытяжкой М (M=N/n, M является натуральным числом) преформ среди N преформ с образованием М контейнеров.
2. Устройство по п.1, в котором секция нагревания нагревает М преформ среди N преформ, которые первоначально подвергаются формованию с раздувом, и М преформ среди N преформ, которые в дальнейшем подвергаются формованию с раздувом, друг за другом во время непрерывной передачи.
3. Устройство по п.1, в котором:
каждая из N преформ включает горловину;
секция литьевого формования изготавливает N преформ литьевым формованием в вертикальном состоянии, в котором горловина размещается на верхней стороне;
секция нагревания нагревает N преформ в перевернутом состоянии, в котором горловина размещается на нижней стороне, и
секция охлаждения включает:
секцию переворачивания;
N первых охлаждающих тиглей, которые обеспечены на первой стороне секции переворачивания; и
N вторых охлаждающих тиглей, которые обеспечены на второй стороне секции переворачивания, которая противоположна первой стороне.
4. Устройство по п.3, дополнительно содержащее:
выемку, образованную во внешней стенке каждого из N первых охлаждающих тиглей и N вторых охлаждающих тиглей, и
в котором секция переворачивания включает проходной канал для охладителя, проходной канал включает первый проходной канал, который сообщается с выемкой N первых охлаждающих тиглей для циркуляции охладителя, и второй проходной канал, который сообщается с выемкой N вторых охлаждающих тиглей для циркуляции охладителя.
5. Устройство по п.4, в котором:
М представляет собой четное число и
М/2 отверстий малого диаметра и М/2 отверстий большого диаметра образованы в качестве отверстий вставки охлаждающих тиглей в каждой из первой стороны и второй стороны секции переворачивания, М/2 отверстий малого диаметра и М/2 отверстий большого диаметра поочередно образованы с равным шагом в каждом из n рядов.
6. Устройство по п.3, в котором секция охлаждения подвергает N преформ принудительному охлаждению на время, равное или более долгое, чем время цикла литьевого формования, требуемое секцией литьевого формования для изготовления N преформ литьевым формованием.
7. Устройство по п.6, в котором N преформ в вертикальном состоянии, которые изготовлены литьевым формованием в (m+1) цикле, удерживаются N вторыми охлаждающими тиглями и охлаждаются, пока N преформ в вертикальном состоянии, которые изготовлены литьевым формованием в m цикле, удерживаются N первыми охлаждающими тиглями и охлаждаются в перевернутом состоянии после переворачивания секцией переворачивания.
8. Устройство по п.1, в котором секция нагревания расположена вдоль траектории непрерывной передачи, которая образует часть траектории передачи, в которой передаются (k×N) (k является целым, равным или большим 2) преформ, которые соответствуют k циклам литьевого формования.
9. Устройство по п.8, в котором траектория передачи дополнительно включает:
множество звездочек;
множество элементов передачи, которые соответственно удерживают одну преформу, причем два элемента передачи среди множества элементов передачи, которые смежны друг другу в направлении передачи, приходят в контакт друг с другом; и
направляющий рельс, который направляет множество элементов передачи вдоль направления передачи для зацепления множества звездочек.
10. Устройство по п.9, в котором:
М элементов передачи, которые смежны друг другу в направлении передачи, соединены элементом соединения для образования одного приспособления передачи;
определенные звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, непрерывно приводятся в движение; и
другие звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, периодически приводятся в движение на высокой скорости по сравнению с определенными звездочками.
11. Устройство по п.10, в котором секция охлаждения передает N преформ, подвергаемых принудительному охлаждению n приспособлениям передачи.
12. Устройство по п.11, дополнительно содержащее:
разгрузочное устройство, которое последовательно разгружает n приспособлений передачи и заставляет передний элемент передачи приспособления передачи зацеплять звездочку привода среди множества звездочек, которая размещена на самой задней стороне.
13. Устройство по любому из пп.1-12, дополнительно содержащее:
механизм периодической передачи, который периодически передает М преформ, нагретых секцией нагревания, в секцию формования с раздувом.
14. Устройство по любому из пп.1-12, дополнительно содержащее:
устройство удаления, которое удаляет N преформ из секции литьевого формования; и
устройство передачи, которое передает N преформ от устройства удаления в секцию охлаждения,
причем секция литьевого формования одновременно изготавливает М преформ среди N преформ литьевым формованием в каждом из n рядов, которые параллельны первому направлению, первый интервал между двумя смежными преформами в каждом из n рядов в центральном положении в первом направлении отличается от второго интервала между двумя другими преформами, когда М является четным числом,
устройство удаления передает М преформ в каждом из n рядов из секции литьевого формования вдоль второго направления, которое перпендикулярно первому направлению, и изменяет шаг конструкции преформ во втором направлении на более короткий шаг,
устройство передачи изменяет первый интервал так, что первый интервал совпадает со вторым интервалом, и
секция охлаждения одновременно подвергает М преформ из N преформ принудительному охлаждению в каждом из n рядов, которые параллельны первому направлению.
15. Устройство литьевого формования с раздувом и вытяжкой, содержащее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием;
секцию нагревания, которая непрерывно передает и нагревает N преформ, переданных из секции литьевого формования; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, причем секция формования с раздувом одновременно формует с раздувом и вытяжкой М (M=N/n, M является натуральным числом) преформ среди N преформ с образованием М контейнеров.
16. Устройство нагревания формованного изделия, содержащее:
траекторию передачи, которая передает множество формованных изделий; и
секцию нагревания, которая обеспечена вдоль траектории передачи,
причем траектория передачи включает множество звездочек, множество элементов передачи, которые соответственно удерживают одно формованное изделие, причем два элемента передачи среди множества элементов передачи, которые смежны друг другу в направлении передачи, приходят в контакт друг с другом, и направляющий рельс, который направляет множество элементов передачи вдоль направления передачи для зацепления множества звездочек.
17. Устройство по п.16, дополнительно содержащее:
множество элементов передачи, которые смежны друг другу в направлении передачи, соединенных элементом соединения для образования одного приспособления передачи,
в котором определенные звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, непрерывно приводятся в движение, и
в котором другие звездочки среди множества звездочек, которые смежны друг другу в направлении передачи, периодически приводятся в движение на высокой скорости по сравнению с определенными звездочками.
18. Устройство по п.17, дополнительно содержащее:
разгрузочное устройство, которое разгружает приспособление передачи и заставляет передний элемент передачи приспособления передачи зацеплять звездочку привода среди множества звездочек, которая размещена на самой задней стороне.
19. Устройство литьевого формования с раздувом и вытяжкой, содержащее:
секцию литьевого формования, которая изготавливает N (N является целым, равным или большим 2) преформ литьевым формованием, при этом секция литьевого формования одновременно изготавливает М (M=N/n, M является натуральным числом) преформ литьевым формованием в каждом из n (n является целым, равным или большим 2) рядов, которые параллельны первому направлению;
секцию охлаждения, которая подвергает N преформ, переданных из секции литьевого формования во втором направлении, перпендикулярном первому направлению, принудительному охлаждению в каждом из n рядов, которые параллельны в первом направлении в блоках М преформ;
секцию нагревания, которая непрерывно передает и нагревает N преформ, которые охлаждены и переданы в первом направлении в блоках М преформ, вдоль обходной траектории; и
секцию формования с раздувом, которая подвергает N преформ, нагретых секцией нагревания, формованию с раздувом и вытяжкой в n (n является целым, равным или большим 2) операциях, при этом М преформ одновременно и периодически передаются в секцию формования с раздувом вдоль второго направления, и секция формования с раздувом одновременно формует с раздувом и вытяжкой М преформ с образованием М контейнеров.
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| US 2007224307 A1,27.09.2007 | |||
| RU 2000105907 A,10.01 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| JP 2007044992 A,22.02.2007 | |||
| US 20100052224 A1,04.03.2010 | |||
| RU 96113103 A,27.09.1998 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕМЕЩЕНИЯ УПОРЯДОЧЕННЫХ ПОСЛЕДОВАТЕЛЬНОСТЕЙ ЗАГОТОВОК ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1999 |
|
RU2199440C2 |

