Предлагаемое изобретение относится к деревообрабатывающей промышленности и может быть использовано для проверки точности формы изделия, расположения и размеров отверстий на щитовых и рамочных деталях и сборочных единицах.
Известен стенд для контроля взаимного расположения осей отверстий пространственной конструкции (патент №2299398).
Недостатками данного способа являются трудоемкость и ограниченные возможности предприятий в создании математической модели изделия, получаемой при помощи трехмерного моделирования.
Известен также способ контроля соосности отверстий в дне и на стенке оболочек, расположенных под углами 90 и более градусов, и устройство универсальное для контроля (№2290598).
Недостатком данного способа является возможность проведения измерений только на дне и стенке конических и цилиндрических оболочек.
Известно устройство для контроля отверстий деталей (патент №2245516).
Недостатком данного способа является ограниченность применения устройства только для контроля внутренних отверстий и внутренних поверхностей труб.
Известен способ проверки перпендикулярности сторон при помощи поверочного угольника по ГОСТ 3749-77 «Угольники поверочные 90°. Технические условия».
Недостатками данного способа являются трудоемкость и неудобство оценки перпендикулярности формы, отсутствие фиксации угольника на поверхности изделия и необходимость ручного измерения при помощи щупов.
Известен способ проверки перпендикулярности сторон при помощи поверочного измерительного угольника (патент №2420713).
Недостатком данного способа является трудоемкость и неудобство оценки перпендикулярности формы ввиду необходимости пересчета отклонений, выражаемых в градусах, в миллиметры для сравнения со стандартными величинами и неудобство измерения отклонений от прямолинейности применением щупов.
Задачей предлагаемого изобретения является устранение этих недостатков.
Технический результат:
- повышение качества и точности определения отклонения от перпендикулярности сторон, расположения и диаметров отверстий;
- обеспечение универсальности и оперативной возможности за одну установку устройства на объекте оценить отклонения:
1) сторон от перпендикулярности и прямолинейности с одновременной оценкой соответствия стандартным требованиям (на длине 1000 мм) без пересчета;
2) от правильности расположения отверстий и их диаметры;
- улучшение организации контроля за счет оперативной комплексной оценки отклонений;
- уменьшение трудоемкости проведения измерений.
Технический результат достигается путем модернизации конструкции поверочного угольника, оснащение его приспособлением, состоящим из перекрестно расположенных балок с калибрами для контроля расположения отверстий и диаметров с одновременной оценкой отклонения от перпендикулярности и прямолинейности сторон при помощи индикаторных глубиномеров, размещенных на угольнике.
Для этого необходимо, видоизменив поверочный угольник, оснастить его индикаторными глубиномерами и дополнительными переставляемыми балками с установленными на них калибрами.
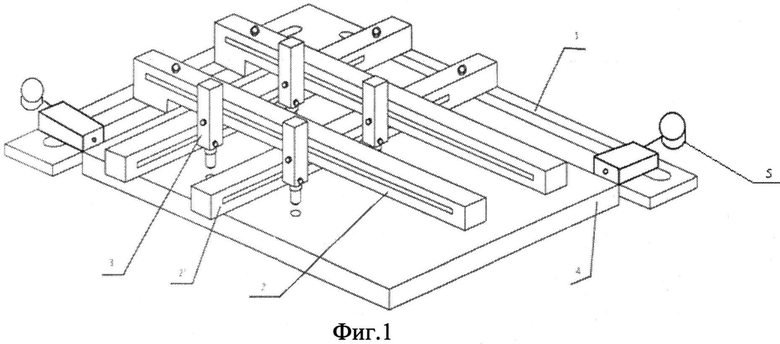
На фиг.1 изображено устройство для контроля точности формы изделия, расположения и размеров отверстий.
Измерительное устройство включает поверочный угольник 1 с продольными отверстиями по ширине на пластях, балки продольные и поперечные 2 с калибрами 3, устанавливаемыми на пересечении балок, и индикаторные глубиномеры на обеих сторонах угольника.
Контроль точности формы изделия, расположения и размеров отверстий при помощи устройства выполняется следующим образом:
- устройство собирают и настраивают по шаблону или картам раскроя путем перемещения и закрепления балок продольных и поперечных 2 на нужный размер по расположению отверстий на поверочном угольнике 1;
- подбирают соответствующий размер калибров-пробок 3 в соответствие с конструкторской документацией;
- устанавливают индикаторные глубиномеры 5 и настраивают;
- устанавливают устройство на исследуемый объект 4, по показаниям пары индикаторных глубиномеров вычисляют разность отсчетов и сравнивают с нормативными значениями; по величине входа в отверстие объекта проходных отверстий калибров оценивают отклонения от диаметров и от точности расположения отверстий на самой поверхности изделия.
Таким образом, можно оперативно проконтролировать большое количество изделий, перемещая предлагаемое устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПРОДОЛЬНОЙ ПОКОРОБЛЕННОСТИ (КРИВИЗНЫ) ПИЛОМАТЕРИАЛОВ | 2007 |
|
RU2359217C1 |
| СПОСОБ ОЦЕНКИ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ПРОДОЛЬНЫХ КРОМОК ПИЛОМАТЕРИАЛА | 2007 |
|
RU2359819C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ВЗАИМНОЙ ПЕРПЕНДИКУЛЯРНОСТИ НАПРАВЛЯЮЩИХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2001 |
|
RU2214324C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ТОЧНОСТИ УСТАНОВКИ РАМНЫХ ПИЛ В ПИЛЬНУЮ РАМКУ | 2005 |
|
RU2304041C1 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
| Устройство для контроля электрической машины | 1988 |
|
SU1638684A1 |
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ ШИРИНЫ ПИЛОМАТЕРИАЛА И ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ЕГО ПРОДОЛЬНЫХ КРОМОК | 2008 |
|
RU2369832C1 |
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПАРАЛЛЕЛЬНОСТИ РЕЛЬСОВОГО ПУТИ К ПРОДОЛЬНОЙ ОСИ ЛЕСОПИЛЬНОЙ РАМЫ (ЛР) | 2008 |
|
RU2388593C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для проверки точности формы изделия, расположения и размеров отверстий на щитовых и рамочных деталях и сборочных единицах. Поверочный угольник с индикаторными глубиномерами и устройство с переставляемыми балками и калибрами, воспринимающими отклонения от заданной формы, расположения и размеров отверстий, устанавливают на объект. По значениям полученных отклонений на индикаторах вычисляют разность предельных отсчетов и сравнивают с нормативными значениями, по величине входа в отверстие объекта проходных отверстий калибров оценивают наличие отклонений от диаметров и от точности расположения отверстий. Технический результат: - повышение качества и точности определения отклонения от перпендикулярности сторон, расположения и диаметров отверстий; - обеспечение универсальности и оперативной возможности за одну установку устройства на объекте оценить отклонения: 1) сторон от перпендикулярности и прямолинейности с одновременной оценкой соответствия стандартным требованиям (на длине 1000 мм) без пересчета; 2) от правильности расположения отверстий и их диаметры; - улучшение организации контроля за счет оперативной комплексной оценки отклонений; - уменьшение трудоемкости проведения измерений. 2 н.п. ф-лы, 1 ил.
1. Способ проверки точности формы изделия, расположения и размеров отверстий, включающий одновременное измерение отклонения от перпендикулярности и прямолинейности сторон, расположение и диаметры отверстий, отличающийся тем, что, устанавливая устройство на объекте, фиксируют его, приводя в соприкосновение с одной из сторон, по индикаторным глубиномерам отсчитывают отклонения и вычисляют разность отсчетов, сравнивая с нормативными значениями, по величине входа в отверстие объекта проходных отверстий калибров оценивают отклонения от диаметров и наличие отклонений в расположении отверстий на поверхности.
2. Устройство для проверки точности формы изделия, расположения и размеров отверстий, включающее поверочный угольник с приспособлениями, отличающееся тем, что поверочный угольник выполнен с продольными отверстиями на пластях с возможностью установки продольных и поперечных балок с калибрами и индикаторными глубиномерами, воспринимающими отклонения формы и размеров.
| СПОСОБ КОНТРОЛЯ СООСНОСТИ ОТВЕРСТИЙ В ДНЕ И НА СТЕНКЕ ОБОЛОЧЕК, РАСПОЛОЖЕННЫХ ПОД УГЛАМИ 90 И БОЛЕЕ ГРАДУСОВ, И УСТРОЙСТВО УНИВЕРСАЛЬНОЕ ДЛЯ КОНТРОЛЯ | 2005 |
|
RU2290598C1 |
| Способ закрепления водо-насыщенных песчаных грунтов посредством нагнетания пластифицированных цементных суспензий | 1952 |
|
SU96233A1 |
| Универсальный угольник | 1960 |
|
SU138066A1 |
| ПОВЕРОЧНЫЙ УГОЛЬНИК | 1996 |
|
RU2104475C1 |
| US 6606539 B2 12.08.2003 | |||
| Угольник для строительных работ | 1930 |
|
SU24136A1 |

