ОБЛАСТЬ ТЕХНИКИ
Настоящая группа изобретений относится к способу получения металлической пены, в котором для вспенивания металла размер пузырьков, формируемых в толще или на поверхности жидкой фазы металла, способного к вспениванию, регулируют, предпочтительно уменьшают или увеличивают и, в частности, доводят до заданного значения, путем применения колебаний одновременно с формированием пузырьков. Изобретение также относится к изделию из металлической пены, полученной способом в соответствии с изобретением.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Металлическая пена является облегченным конструкционным материалом с замкнутыми или открытыми ячейками, обладающим превосходными физическими, механическими, а также тепло- и шумоизоляционными свойствами. Благодаря своим свойствам металлическая пена имеет широкий диапазон применения, от конструкционных материалов до разнообразных декоративных украшений. Главным образом, благодаря низкой плотности и превосходным механическим свойствам металлической пены, характерные области ее применения включают, например, авиационную промышленность (крылья, сиденья), космические технологии (теплоизоляция, демпфирование колебаний), автомобильную промышленность (различные амортизационные элементы, части кузова, шумоизоляция), оборонную промышленность (экранирование в радиочастотном диапазоне, броня), медицину (например, остеопротезирование), а также строительную промышленность (рамные конструкции, стены облегченной конструкции) и другие.
Известно несколько технологий получения металлической пены. Чаще всего металлическую пену получают путем добавления газообразующих добавок (таких как гидриды, карбонаты и т.п.) в расплав металла, содержащий также стабилизирующие гранулы/частицы. В соответствии с современными данными, неуправляемость протекающих химических и физических реакций не позволяет получить металлическую пену с мономодальным распределением пор по размерам путем введения газообразующих добавок. Другая технология получения металлической пены состоит во введении в расплав металла пузырьков газа. В общем, подачу пузырьков газа осуществляют либо при помощи перемешивающего приспособления (см., например, выложенную патентную заявку Японии №2006-176874), либо при помощи соответствующих средств нагнетания (см., например, патентную заявку US №20030047036).
В патентной заявке Германии DE №4305660 А1 описаны способ и устройство для регулирования размера пузырьков в барботированной среде в жидкой фазе, причем это регулирование осуществляют последовательно, т.е. после создания пузырьков. Сущность этого способа состоит в том, что пузырьки, сформированные в среде путем, например, нагнетания газа через сопловое отверстие, подвергают воздействию ультразвуковых волн после их отделения от сопла и выхода из сопловой части; диаметр пузырьков, формируемых в сопловой части, определяется геометрическими параметрами сопловой части в сочетании с другими параметрами, влияющими на нагнетание (такими как расход газа и давление нагнетания). Частоту и мощность применяемых ультразвуковых волн выбирают таким образом, что в результате их воздействия пузырьки входят в резонанс и, таким образом, разбиваются на пузырьки меньшего размера.
В Европейской патентной заявке №0680779 А1 предложен способ облегчения растворения газа в текущей жидкости. В соответствии с этим способом пузырьки, предварительно сформированные в жидкости путем нагнетания газа через сопло, приводят во взаимодействие с ультразвуковыми волнами. В результате пузырьки в жидкости возбуждаются до частот, превышающих резонансную частоту, и затем делятся на пузырьки меньшего размера, благодаря поглощенной энергии ультразвуковых волн. Полученные таким образом пузырьки меньшего размера быстро растворяются в жидкости.
В выложенной патентной заявке Японии №57-165160 описан способ изготовления металлической ленты с пористой и аморфной структурой и устройство для его осуществления. В соответствии с предложенным решением расплавленный металл помещают в закрытый тигель и затем нагнетают через сопло на охлаждающий валок, который вращают с высокой скоростью путем приложения давления к расплаву в тигле при помощи газа, подаваемого в тигель через впускную трубу. Одновременно газообразный азот, воздух или другой инертный газ также вдувают через воздуходувную трубу в расплавленный металл и к соплу, таким образом, формируя пузырьки в расплаве вблизи сопловой части. Затем пузырьки, отделенные от сопла, диспергируют при помощи механических колебаний, создаваемых генератором высокой частоты, и/или пузырьки образуются вследствие эффекта кавитации в расплавленном металле из газа, растворенного в расплаве. Таким образом, можно получить относительно тонкую дисперсию пузырьков в расплаве. Барботированный расплавленный металл очень быстро затвердевает на поверхности вращающегося валка и образует на ней тонкую аморфную пенометаллическую ленту.
Такой способ изготовления пригоден только для получения тонкой пенометаллической ленты, являющейся, по существу, двумерной, и не может быть применен для получения жидкой или твердой металлической пены в форме бруска (т.е. имеющей три четких пространственных измерения).
Общий недостаток описанных решений состоит в том, что все они направлены на уменьшение размера пузырьков, предварительно сформированных в жидкой среде, путем разбивания их при помощи ультразвуковых волн. Поскольку такая технология основана на приведении в вибрацию уже существующих пузырьков при помощи ультразвуковых волн, таким образом вызывая их деформацию и последующее разбивание на части меньшего размера при экстремальных значениях деформации, она непригодна для регулируемого разбивания пузырьков газа: обычно размер пузырьков, полученных путем разбивания, варьируется в широком диапазоне, и, следовательно, распределение пор по размерам в металлической пене, полученной в соответствии с этой технологией, также варьируется в широких пределах. Таким образом, эта технология не может обеспечить формирование пузырьков приблизительно одинакового размера. Невозможно также и обеспечить получение металлической пены с приблизительно мономодальным распределением пор по размерам. Применяемый генератор высокой частоты влияет на размер пузырьков, отделенных от сопловой части, нерегулируемым образом; ультразвуковые волны, излучаемые этим генератором, уменьшают размер уже сформированных пузырьков металлической пены в жидкой фазе.
Способ и капиллярная система для получения жидкой металлической пены с мономодальным распределением пор по размерам (здесь размер пор превышает 3 мм) из расплавленного металла описаны в Европейском патенте №1419835 В1. Желаемый размер пор формируемой жидкой металлической пены, по существу, определяется размерами отдельных сопел капиллярной системы, а также соответствующим выбором относительного расстояния между соплами и геометрическими параметрами сопловых частей. Следовательно, капиллярная система с заданной геометрией позволяет получить металлическую пену только с определенным размером пор - получение металлических пен с порами разных размеров требует применения капиллярных систем с разной геометрией.
Другой общий недостаток описанных решений состоит в том, что нагнетание газа через одно или более сопел, применяемых в качестве инструмента для создания пузырьков, составляет их существенный элемент.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является устранение указанных недостатков. В частности, нашей задачей является обеспечение способа получения металлической пены из металлического расплава, способного к вспениванию, причем установка размера пузырьков осуществляется одновременно с созданием пузырьков и является полностью регулируемой, и, таким образом, отпадает необходимость в последующем нерегулируемом разбивании пузырьков, осуществляемом после их формирования. Другой задачей настоящего изобретения является создание металлической пены с мономодальным распределением пор по размерам. Еще одной задачей настоящего изобретения является обеспечение способа получения металлической пены, причем для формирования пузырьков приблизительно одинакового размера не требуется применение сопла или сопловой системы специальной геометрии. Кроме того, еще одной задачей настоящего изобретения является обеспечение способа вспенивания металла при помощи нагнетания газа, причем размер пузырьков может быть изменен независимо от геометрических параметров (таких как внутренний диаметр) сопла или сопел, применяемых при формировании пузырьков, составляющих поры металлической пены; иными словами, металлические пены с различными средними размерами пор можно также получить при помощи сопла с заданным внутренним диаметром. Еще одной задачей настоящего изобретения является обеспечение способа вспенивания металла, позволяющего легко получить пену пластичного или твердого металла, имеющую форму бруска.
Настоящее изобретение основано на том, что размер пузырьков невозможно было регулировать желаемым и регулируемым образом при создании пузырьков в соответствии с любой технологией, известной из предшествующего уровня техники.
Основная суть решения в соответствии с настоящим изобретением состоит в том, что «выращивание» пузырьков, создаваемых на поверхности или в толще расплавленного металла при вспенивании жидкой фазы металла, способного к вспениванию, полностью осуществляют в присутствии или под действием внешней силы, отличной от сил, в любом случае действующих на пузырьки в процессе их формирования (таких как выталкивающая сила и поверхностное натяжение). Эту внешнюю силу обеспечивают в виде колебаний, вызванных продольными волнами, созданными генератором и приложенными в зоне формирования пузырьков, т.е. в так называемой области взаимодействия. Таким образом, размер пузырьков регулируют/доводят до желаемого значения при помощи такой внешней силы в процессе действительного создания пузырьков.
Когда расплавленный металл подвергают вспениванию на поверхности, в результате кавитации, вызванной колебаниями, представляющими собой внешнюю силу, при помощи формирующего пузырьки средства на поверхности металла формируются пузырьки значительно меньшего размера, чем в случае формирования пузырьков в отсутствии колебаний. Когда расплавленный металл подвергают вспениванию в его толще, газ нагнетают в расплав через сопло, являющееся средством формирования пузырьков, и рассматриваемая внешняя сила воздействует колебаниями на пузырьки, только что отделившиеся от поверхности сопла в области взаимодействия, одновременно с формированием пузырьков. Таким образом, в зависимости от энергии, которую несут приложенные продольные волны, предпочтительно ультразвуковые волны, выбранной в зависимости от характера расплавленного металла, подлежащего вспениванию, и свойств металлической пены, получаемой путем вспенивания этого расплавленного металла, от сопла отделяются пузырьки значительного меньшего диаметра, чем те, которые можно получить при формировании пузырьков в отсутствии колебаний. Кроме того, в этом последнем случае направленные ультразвуковые волны только «сталкивают» пузырек с сопла, но не повреждают сформированную металлическую пену.
Итак, при получении металлической пены способом в соответствии с настоящим изобретением отсутствует необходимость в последующем нерегулируемом отрезании/разбивании пузырьков, и, таким образом, можно получить металлическую пену, отличающуюся сравнительно одинаковым диаметром пузырьков и имеющую пластичную консистенцию.
Один из аспектов настоящего изобретения относится к способу получения металлической пены в соответствии с п.1 прилагаемой формулы изобретения. Предпочтительные варианты осуществления способа в соответствии с настоящим изобретением описаны в пп.2-11 прилагаемой формулы изобретения.
Для создания колебаний применяют генератор, способный генерировать и излучать продольные волны, предпочтительно источник звукового излучения, и средство возбуждения колебаний, соответствующим образом соединенное с генератором. В случае поверхностного вспенивания средство возбуждения колебаний также служит средством формирования пузырьков. При вспенивании в толще (или объемном вспенивании) средство возбуждения колебаний и средство формирования пузырьков могут также являться средствами, пространственно отделенными друг от друга. Колебания могут осуществляться в широком частотном диапазоне, предпочтительно лежащем в области ультразвуковых частот; частотный диапазон предпочтительно составляет от 20 кГц до 10 МГц, однако более предпочтительно от 24 кГц до 2 МГц. Колебания могут быть созданы генератором незатухающих колебаний или генератором колебаний с импульсной модуляцией.
Другой аспект настоящего изобретения относится к металлической пене, полученной способом в соответствии с п.12 прилагаемой формулы изобретения. Металлическая пена, полученная способом в соответствии с настоящим изобретением, имеет форму бруска и обладает пластичной консистенцией. Кроме того, она имеет мономодальное распределение пор по размерам. Пластичность такой металлической пены делает ее пригодной для профилирования; ей может быть придана любая желаемая форма (например, форма пластины или любых других пространственных объектов) путем, например, литья, экструзии, прокатки/каландрирования и, необязательно, путем литья под давлением. Профилирование металлической пены можно осуществлять перед ее отверждением, одновременно с ним или после него. Специалисту в данной области техники ясно, что металлическая пена, полученная способом в соответствии с настоящим изобретением, может быть отверждена любым соответствующим способом. В жидкой фазе металлическая пена в соответствии с изобретением может быть также нанесена на любую выбранную поверхность при помощи соответствующего способа нанесения покрытия.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже настоящее изобретение будет подробно описано со ссылками на прилагаемые чертежи.
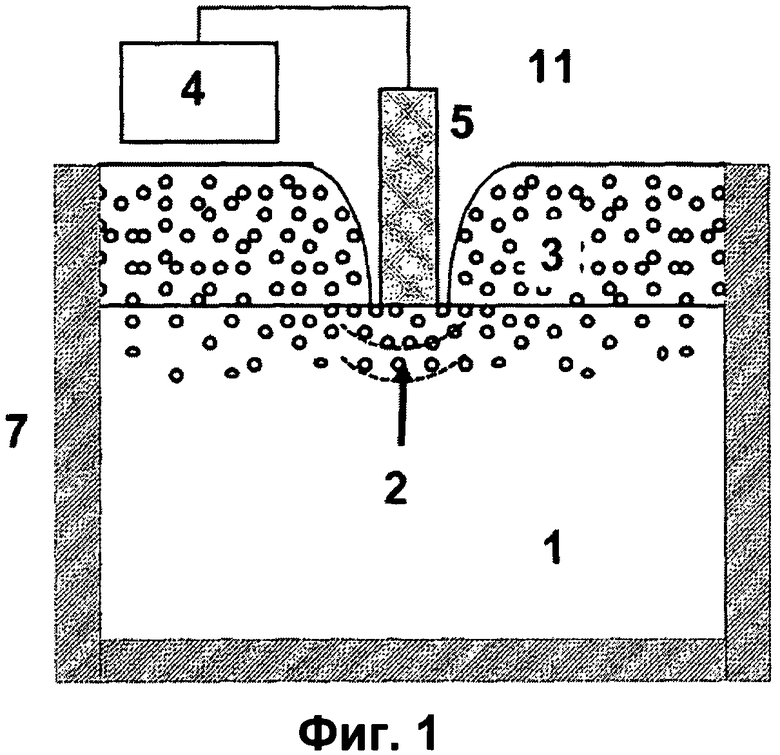
На фиг.1 схематически представлено устройство для поверхностного вспенивания в соответствии с одним из возможных вариантов осуществления настоящего изобретения.
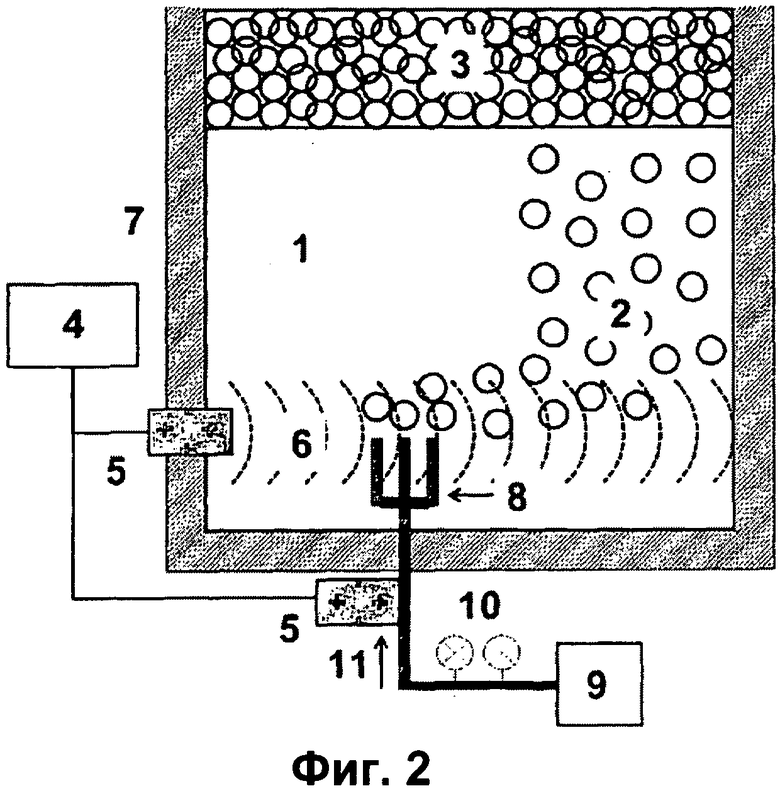
На фиг.2 схематически представлено устройство для вспенивания в толще в соответствии с другим возможным вариантом осуществления настоящего изобретения, причем это вспенивание осуществляется совместно с нагнетанием газа.
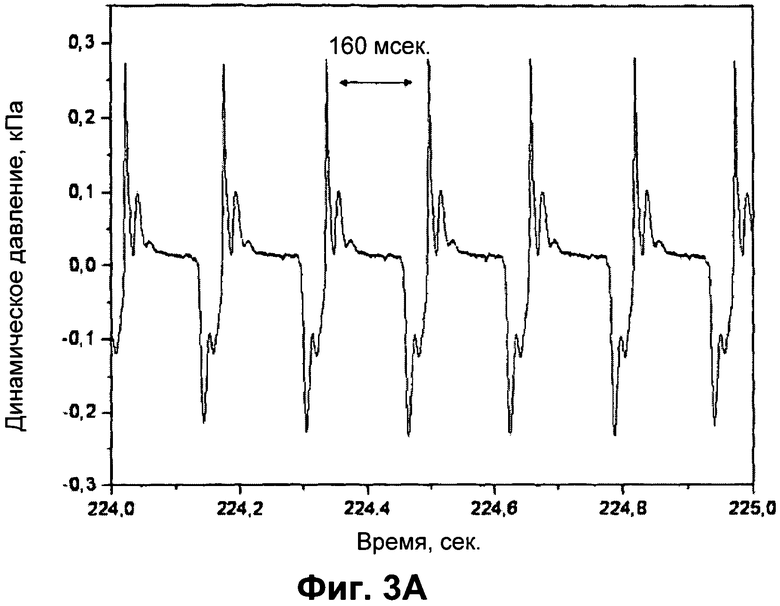
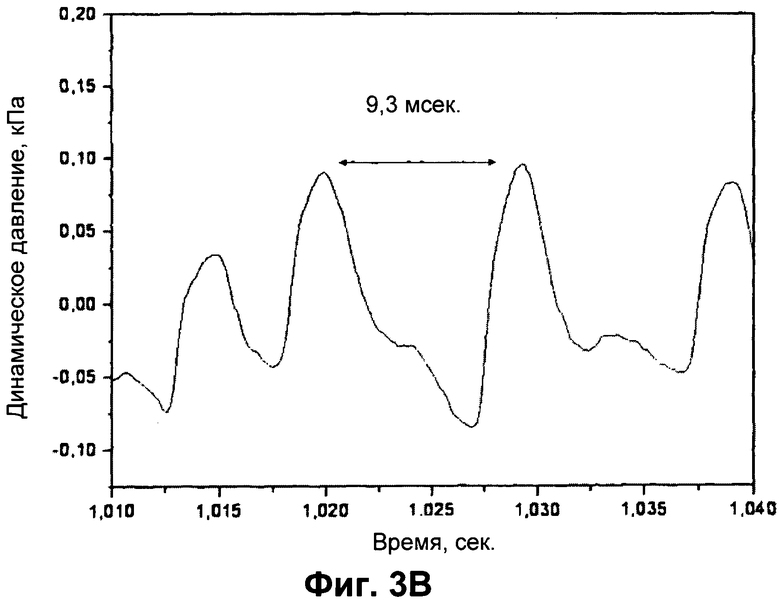
На фиг.3А и 3В представлена зависимость динамических давлений, измеренных в формирующей пузырьки сопловой части, в зависимости от времени при объемном вспенивании, осуществленном с приложением колебаний и без приложения колебаний, соответственно.
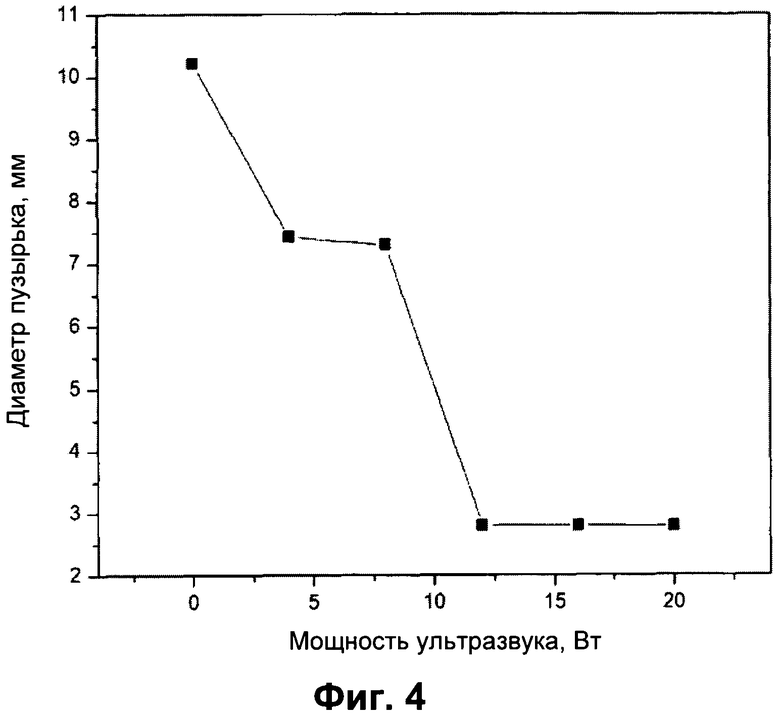
На фиг.4 представлен размер полученных пузырьков в зависимости от интенсивности колебаний, приложенных для вспенивания в толще.
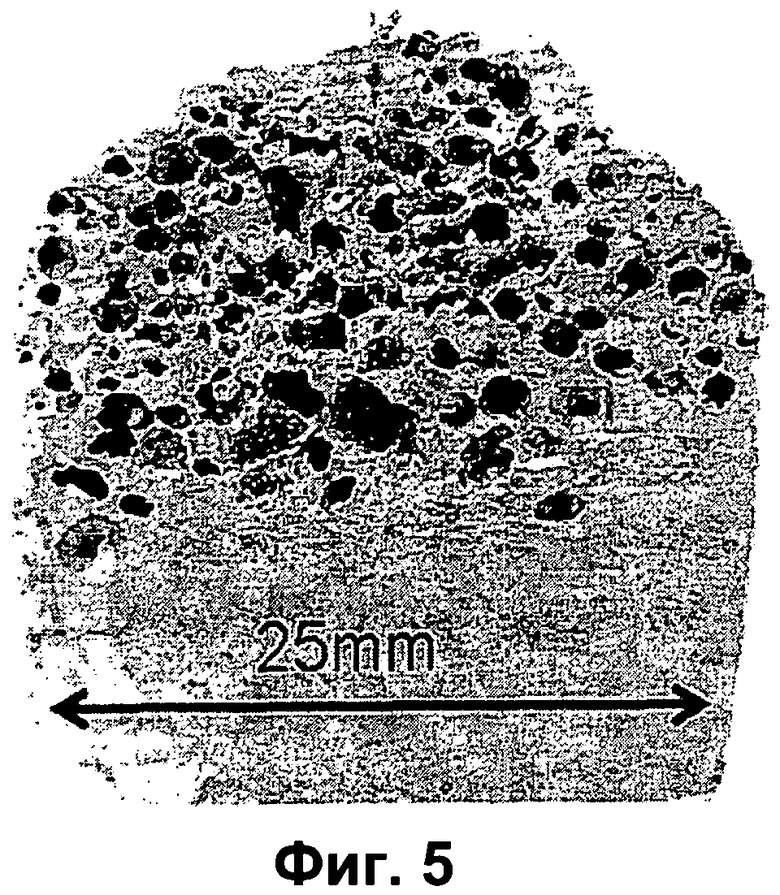
На фиг.5 представлена фотография разреза куска отвержденной алюминиевой пены, полученной способом объемного вспенивания в соответствии с настоящим изобретением и имеющей приблизительно мономодальное распределение пор по размерам.
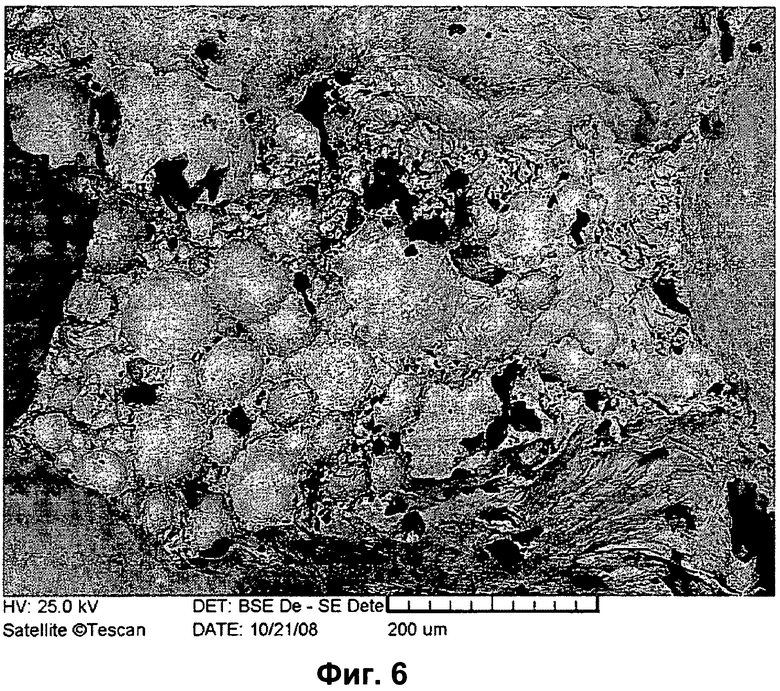
На фиг.6 представлена электронная микрофотография металлической пены, полученной из расплавленного сплава Вуда способом поверхностного вспенивания в соответствии с настоящим изобретением; здесь можно ясно видеть пузырьки микронных размеров, созданные при одновременном приложении колебаний.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 схематически представлен способ получения металлической пены 3 в соответствии с одним из предпочтительных вариантов осуществления (поверхностное вспенивание) настоящего изобретения. В соответствии с этим вариантом осуществления изобретения, стабилизированный расплавленный металл 1, способный к вспениванию, помещен в соответствующую емкость, например в выполненный соответствующим образом тигель 7. Тигель 7 выполнен с возможностью вмещения расплавленного металла 1 в жидкой фазе на протяжении всего процесса вспенивания. Для этого, например, стенка тигля 7 снабжена, по меньшей мере, одним нагревательным элементом, предпочтительно нитью накала, имеющим заданную выходную тепловую мощность для поддержания постоянной температуры расплавленного металла 1. Кроме того, стенка тигля 7 может быть также снабжена соответствующим охлаждающим элементом, позволяющим при необходимости осуществлять отверждение готовой металлической пены 3. Расплавленный металл 1 помещен в тигель 7 таким образом, что его свободная поверхность находится в непосредственном контакте с газом 11, предпочтительно с воздухом или с инертной газовой средой.
Для получения металлической пены 3 средство 5 возбуждения колебаний приводят в контакт с расплавленным металлом 1 в тигле 7 в заданной области взаимодействия. В способе в соответствии с этим конкретным вариантом осуществления настоящего изобретения область взаимодействия расположена, по существу, на границе между расплавленным металлом 1 и газом 11 или вблизи нее.
Средство 5 возбуждения колебаний соединено с генератором 4, способным генерировать и излучать продольные волны. Генератор 4 предпочтительно представляет собой источник звукового излучения переменной мощности, способный к излучению в широком частотном диапазоне. Рабочий диапазон генератора 4 предпочтительно находится в области ультразвуковых частот. Предпочтительным является диапазон от 20 кГц до 10 МГц, более предпочтительным является частотный диапазон от 24 кГц до 2 МГц. Генератор 4 может являться генератором незатухающих колебаний или генератором колебаний с импульсной модуляцией. Соединение между генератором 4 и средством 5 возбуждения колебаний выполнено таким образом, что продольные волны, созданные генератором 4, могут передаваться через соединение в область средства 5 возбуждения колебаний, которая может быть приведена в контакт с расплавленным металлом 1 для возбуждения колебаний в этой области.
В способе по фиг.1 средство возбуждения колебаний также действует как средство формирования пузырьков. После приведения в действие генератора 4 область средства 5 возбуждения колебаний приводится в колебание, и, таким образом, в области взаимодействия на части средства 5 возбуждения колебаний, контактирующей с расплавленным металлом 1, создаются пузырьки 2. Колебания влияют на формирование пузырьков 2 и/или на количество газа, поглощенное пузырьками 2 из газа 11. Таким образом, действительный размер пузырьков 2 определяется интенсивностью колебаний. Пузырьки 2, образующиеся вследствие колебаний (высокоэнергетических, т.е. превышающих предел возникновения кавитации), составляют металлическую пену 3 на поверхности расплавленного металла 1. Полученная таким образом металлическая пена 3 состоит из пузырьков 2, «выращенных» регулируемым образом; размер пузырьков 2 (и, следовательно, также размер пор металлической пены 3) в соответствии с примерами, которые будут приведены ниже, может быть уменьшен даже до микронного. Кроме того, полученная таким образом металлическая пена 3 имеет пластичную консистенцию, ее можно легко профилировать в жидкой фазе и придать ей форму бруска.
На фиг.2 схематически представлен способ получения металлической пены 3 в соответствии с одним из предпочтительных вариантов осуществления (вспенивание в толще) настоящего изобретения. В соответствии с этим вариантом осуществления изобретения, стабилизированный расплавленный металл 1, способный к вспениванию, помещен в емкость, сформированную тиглем 7, подробно описанным в связи с фиг.1.
Кроме того, в соответствии с этим вариантом осуществления настоящего изобретения средство формирования пузырьков погружено в расплавленный металл 1 в заданной области взаимодействия, а средство формирования пузырьков имеет вид сопла 8 с формирующей пузырьки частью. Средство формирования пузырьков может содержать одно или более сопел. Здесь область взаимодействия сформирована объемной частью расплавленного металла 1.
Сопло 8 имеет фиксированные внутренний и наружный диаметр. Сопло 8 соединено соответствующим трубопроводом через его часть, расположенную напротив части, формирующей пузырьки, с газовым резервуаром 9, предпочтительно установленным вне тигля 7. Газовый резервуар 9 вмещает газ 11, применяемый при формировании пузырьков. Давление и расход газа 11, применяемого для вспенивания в толще, регулируют при помощи регулирующего устройства 10, установленного в трубопроводе. В устройстве по фиг.2 сопло 8 введено в расплавленный металл 1 через соответствующим образом герметизированное отверстие, выполненное в дне тигля 7, и его формирующая пузырьки часть обращена к свободной поверхности расплавленного металла 1. Специалисту в данной области техники ясно, что сопло 8 может быть установлено внутри тигля 7 в любом положении и с произвольной ориентацией.
В способе в соответствии с данным вариантом осуществления настоящего изобретения средство 5 возбуждения колебаний, соединенное с генератором 4 (подробно описанное в связи с фиг.1), предусмотрено в виде отдельного устройства, отличного от средства 8 формирования пузырьков. Средство 5 возбуждения колебаний может быть установлено в любом положении внутри или снаружи тигля 7, в котором продольные волны, излучаемые генератором 4, приложены (в частности, сфокусированы) в зоне контакта средства 8 формирования пузырьков или, точнее, в его формирующей пузырьки части, с расплавленным металлом 1, т.е. в области взаимодействия. Таким образом, колебания также оказывают влияние именно в этой области.
Для осуществления вспенивания в толще расплавленного металла 1 газ 11 перемещают из газового резервуара 9 через трубопровод к соплу 8 при давлении нагнетания и расходе, заданном регулирующим устройством 10. Нагнетаемый газ 11 выходит через формирующую пузырьки часть сопла 8 в область взаимодействия в расплавленном металле 1 в виде пузырьков 2. Одновременно с барботированием газа 11 генератор 4 генерирует продольные волны требуемой мощности и излучает их через средство 5 возбуждения колебаний в только что сформированный в области взаимодействия пузырек 2. Таким образом, колебания 6 (предпочтительно среднеэнергетические, т.е. ниже предела кавитации) возникают в месте формирования пузырьков в расплавленном металле 1 и/или в формирующей пузырьки части сопла 8, и/или в газе 11, нагнетаемом через формирующую пузырьки часть, определяя размер создаваемого пузырька 2. Сформированные таким образом пузырьки 2 собираются на свободной поверхности расплавленного металла 1 и составляют металлическую пену 3. Полученная таким образом металлическая пена 3 состоит из пузырьков 2, «выращенных» регулируемым образом; размер пузырьков 2 (и, таким образом, размер пор металлической пены 3), в соответствии с примерами, которые будут приведены ниже, находится в миллиметровом или субмиллиметровом диапазоне или даже меньше, в микронном диапазоне. Кроме того, полученная таким образом металлическая пена 3 имеет пластичную консистенцию, может быть легко профилирована в жидкой фазе и принимать форму бруска.
Преимущество решения в соответствии с настоящим изобретением по сравнению с технологиями формирования пузырьков, известными из предшествующего уровня техники, состоит в том, что размер пузырьков, образующих металлическую пену, можно относительно точно регулировать при помощи колебаний, приложенных одновременно с созданием пузырьков. В частности, по сравнению с технологиями, известными из предшествующего уровня техники, любой из указанных способов поверхностного или объемного вспенивания позволяет получить металлическую пену с порами меньшего размера и даже в объемной форме. Кроме того, как показывают данные, приведенные в Таблице 1, которые будут объяснены ниже в связи с примером 1, размер пор металлической пены, получаемой способами вспенивания в соответствии с настоящим изобретением, можно регулировать путем изменения плотности мощности (т.е. удельной мощности) колебаний, вызванных при помощи средства возбуждения колебаний продольными волнами, возбужденными генератором, даже в случае применения только одного диаметра сопла. Не требуются также и конструкции сопла сложной геометрии. Металлическая пена пластичной консистенции, полученная способом в соответствии с настоящим изобретением, может быть легко профилирована и/или преобразована в изделие, имеющее форму бруска, путем ее отверждения любым способом, известным специалисту в данной области техники.
Ниже способы вспенивания в соответствии с настоящим изобретением будут проиллюстрированы при помощи неограничивающих примеров.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Воздух барботировали через сопло 8, предусмотренное в виде химически неактивного капилляра, при давлении нагнетания 1,41 кПа в сплав Вуда, помещенный в емкость в соответствии с описанным выше устройством по фиг.2 и расплавленный при температуре 70°С. Внутренний и наружный диаметры формирующей пузырьки части сопла 8 составляли 1,3 и 2,3 мм, соответственно. При приложении к капилляру ультразвука с частотой, составляющей f=30 кГц, и плотностью мощности ультразвука, составляющей 160 Вт/см2, в направлении, параллельном его длине, диаметр формируемых пузырьков уменьшался с 8,5 мм до 1,8 мм. Одновременно частота формирования пузырьков (т.е. величина, обратная времени формирования пузырьков, измеренного для одного пузырька) приобрела значение 108 Гц.
В процессе барботирования динамическое давление, преобладающее в формирующей пузырьки части капилляра, измеряли в зависимости от времени, и затем полученные данные отображали графически, и продолжительность периода, необходимого для полного создания пузырька (т.е. времени формирования пузырька), которую можно вывести из полученного графика, в действительности является временем между появлением двух последовательных пиков измеренного динамического давления. Значения динамического давления (в кПа), отложенные в зависимости от времени (в минутах) до и после приложения ультразвука в данном устройстве, представлены на фиг.3А и 3В, соответственно. Кривые ясно показывают, что в этом случае время формирования пузырька, а также размер пузырька, значительно уменьшаются под действием колебаний, возбужденных одновременно с созданием пузырьков путем приложения ультразвука.
После этого в том же устройстве в процессе формирования пузырьков к капилляру поочередно прикладывали ультразвук с различной плотностью мощности и измеряли диаметр полученных таким образом пузырьков. Результаты измерений сведены в таблицу 1. Зависимость размера пузырька от плотности мощности ультразвука представлена на фиг.4.
Пример 2
В устройстве из примера 1 воздух барботировали через химически неактивный капилляр с внутренним диаметром 0,6 мм и наружным диаметром 0,9 мм при давлении нагнетания 3,03 кПа в сплав Вуда, расплавленный при температуре 70°С. При приложении к капилляру ультразвука с частотой, составляющей f=30 кГц, и плотностью мощности ультразвука, составляющей 160 Вт/см2, в направлении, перпендикулярном его продольной протяженности, диаметр формируемых пузырьков уменьшался с 6,5 мм до 2,0 мм. Одновременно частота формирования пузырьков составила 59 Гц.
Пример 3
Металлическую пену с размером пор, составляющим 1 мм, получали из расплава коммерческого алюминиевого (Al) композитного материала Duralcan F3S20S, содержащего частицы SiC, при температуре 700°С при помощи химически неактивного капилляра, внутренний и наружный диаметры которого составляли 0,6 и 0,9 мм, соответственно, способом объемного вспенивания в соответствии с настоящим изобретением с приложением ультразвуковых волн с частотой f=30 кГц и плотностью мощности ультразвука, составляющей 160 Вт/см2; в качестве нагнетаемого газа применяли воздух. Без приложения ультразвуковых волн размер полученных пузырьков мог достигать 6 мм. Затем полученную таким образом металлическую пену отверждали. На фиг.5 представлена фотография разреза изделия из полученной таким образом металлической пены; на этой фотографии можно ясно видеть практически мономодальное распределение пор по размерам.
Пример 4
Металлическую пену получали путем нагнетания воздуха в качестве газа при давлении нагнетания 2,47 кПа через химически неактивный капилляр, внутренний и наружный диаметры которого составляли 1,2 и 4,0 мм, соответственно, в сплав, содержащий 85 масс.% цинка (Zn) и 15 масс.% алюминия (Al), расплавленный при температуре 500°С, способом объемного вспенивания в соответствии с настоящим изобретением. При приложении к капилляру ультразвука с частотой, составляющей f=30 кГц, и плотностью мощности ультразвука, составляющей 160 Вт/см2, в направлении, параллельном его продольной протяженности, диаметр формируемых пузырьков уменьшался с 10,0 мм до 3,8 мм. Одновременно частота формирования пузырьков составила 13 Гц.
Пример 5
Для осуществления поверхностного вспенивания расплава свободную поверхность сплава Вуда, помещенного в емкость в соответствии с устройством по фиг.1, подробно описанную ранее, и расплавленного при температуре 70°С, возбуждали ультразвуковыми волнами, имеющими частоту f=30 кГц и плотность мощности ультразвука 160 Вт/см2. Под действием вызванных колебаний конические наконечники формирующего пузырьки средства создавали пузырьки субмикронного размера на поверхности расплавленного металла в области взаимодействия. Диаметр пузырьков составлял от 10 до 100 микрон (мкм), что ясно видно на электронной микрофотографии отвержденной поверхности металлической пены, представленной на фиг.6.
Специалисту в данной области техники ясно, что различные модификации способа получения металлической пены и устройств для осуществления этого способа можно осуществить без отклонения от сущности настоящего изобретения, ограниченной прилагаемой формулой изобретения. Следует заметить, что при осуществлении, например, поверхностного вспенивания, такому вспениванию может содействовать нагнетание газа в область взаимодействия при соответствующем давлении нагнетания, если применяемое средство формирования пузырьков снабжено соответствующим образом обработанным внутренним проходом для газа, выполненным с возможностью соединения с внешним газовым резервуаром.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАШЕНИЯ ПЕНЫ И УСТАНОВКА ДЛЯ ГАШЕНИЯ ПЕНЫ | 2015 |
|
RU2591986C1 |
| МЕТАЛЛИЧЕСКОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2421300C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО МЕТАЛЛА | 1992 |
|
RU2016113C1 |
| Способ многодуговой сварки металлических изделий под слоем флюса | 2015 |
|
RU2613831C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОМЕТАЛЛА | 1990 |
|
RU2046151C1 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| ОЧИСТНОЕ УСТРОЙСТВО И СПОСОБ ОЧИСТКИ, И ЕЕ МОНИТОРИНГ | 2010 |
|
RU2565705C2 |
| Универсальная установка комбинированного тушения пожара воздушно-механической пеной средней кратности, воздушно-механической пеной низкой кратности, распыленной и диспергированной водой или быстротвердеющей пеной на основе вспененного геля кремнезема | 2024 |
|
RU2826678C1 |
| ФОРМОВАННОЕ МЕТАЛЛИЧЕСКОЕ ТЕЛО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2375668C1 |
Группа изобретений может быть использована в авиационной, космической, автомобильной, строительной отраслях промышленности и в медицине. Для получения металлической пены средство возбуждения колебаний приводят в контакт с расплавленным металлом в тигле. Средство возбуждения колебаний соединено с генератором продольных волн, которые вводят в заданную область расплава. Одновременно с формированием пузырьков осуществляют регулирование размера пузырьков при помощи колебаний, вызванных продольными волнами, путем отделения пузырьков от средства формирования пузырьков по достижении желаемого размера. Исключается нерегулируемое уменьшение размера пузырьков после их формирования. 2 н. и 8 з.п. ф-лы, 6 ил., 1 табл., 5 пр.
1. Способ получения металлической пены, включающий в себя следующие этапы:
- помещение способного к вспениванию металлического расплава в емкость таким образом, чтобы обеспечить свободную поверхность расплава,
- приведение средства формирования пузырьков в механическое взаимодействие с металлическим расплавом в заданной области расплава и создание пузырьков в области взаимодействия средства формирования пузырьков и металлического расплава при помощи средства формирования пузырьков,
- введение продольных волн в область взаимодействия при регулируемом создании пузырьков, и
- регулирование размера формируемых пузырьков до заданного значения в процессе их создания путем отделения пузырьков от средства формирования пузырьков по достижении желаемого размера с помощью колебаний, возбужденных продольными волнами.
2. Способ по п. 1, отличающийся тем, что область взаимодействия расположена в толще металлического расплава.
3. Способ по п. 2, отличающийся тем, что средство формирования пузырьков выполнено с возможностью нагнетания газа в область взаимодействия из внешнего источника газа.
4. Способ по п. 3, отличающийся тем, что средство формирования пузырьков соединено с внешним источником газа газотранспортирующим соединением, и создание пузырьков осуществляют путем барботирования газа из внешнего источника газа через средство формирования пузырьков.
5. Способ по п. 1, отличающийся тем, что продольные волны генерируют при помощи источника звукового излучения.
6. Способ по п. 1, отличающийся тем, что частотный диапазон колебаний лежит в области ультразвуковых частот.
7. Способ по п. 6, отличающийся тем, что область ультразвуковых частот соответствует диапазону, составляющему от 20 кГц до 10 МГц, более предпочтительно от 24 кГц до 2 МГц.
8. Способ по п. 1, отличающийся тем, что металлическую пену отверждают.
9. Способ по п. 8, отличающийся тем, что металлическую пену подвергают профилированию перед отверждением, одновременно с ним или после него.
10. Изделие из металлической пены, отличающееся тем, что оно получено способом по любому из пп. 1-9, имеет, по существу, мономодальное распределение пор по размерам, размер которых лежит в субмиллиметровом диапазоне.
| Гайконарезной автомат | 1987 |
|
SU1419835A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для получения пенометалла | 1973 |
|
SU452426A1 |

