Изобретение относится к области технологии многодуговой сварки металлических изделий под слоем флюса, при которой в сварочную ванну на расплав металла через сварочную проволоку передаются ультразвуковые колебания, и может быть использовано, в частности, в черной металлургии при изготовлении стальных прямошовных труб.
Известен способ передачи ультразвуковых колебаний жидкому металлу сварочной ванны при автоматической, полуавтоматической сварке под флюсом, при аргонодуговой сварке, а также при электрошлаковой сварке через присадочную проволоку при помощи скользящего контакта [1].
Недостатком известного способа является то, что для передачи ультразвуковых колебаний жидкому металлу сварочной ванны необходимо использовать присадочную проволоку, не включенную в электрическую цепь. Данный способ не применим в условиях автоматической многодуговой сварки под флюсом.
Наиболее близким к предлагаемому способу является способ снятия остаточных напряжений в сварных соединениях металлов, включающий воздействие на сварное соединение ультразвуковыми импульсными колебаниями, вводимыми непосредственно в сварочную ванну через сварочный электрод в диапазоне частот от 22,7 до 24 кГц [2].
Недостатком данного способа является применимость только в условиях сварки с одним электродом. Кроме того в данном источнике отсутствует информация о способе сварки и методе передачи ультразвуковых колебаний от преобразователя к сварочному электроду.
Задачей изобретения является повышение качества макроструктуры сварного соединения при автоматической многодуговой сварке под слоем флюса, также устранение в нем внутренних дефектов в виде шлаковых включений, пор.
Указанная задача решается за счет того, что в сварочную ванну сварного соединения передаются ультразвуковые колебания через один из сварочных электродов при степени заполнения объема сварочной ванны расплавленным металлом в диапазоне 30-70% после последовательного заполнения предыдущими электродами.
Воздействие ультразвука приводит к следующим изменениям структуры: уменьшению средней величины зерна; устранению столбчатой структуры и образованию равновесного зерна; повышению однородности сварного шва, уменьшению степени развития ликвационных процессов; более равномерному распределению неметаллических включений по всему объему сварного шва [3].
Измельчение структуры при этом объясняется в основном появлением большого числа центров кристаллизации. Радиационное давление ультразвука выносит обломки кристаллов в объем расплава, где они могут стать центрами кристаллизации. Кристаллизация улучшается также за счет перемешивания расплава, которое ведет к выравниванию температуры по всему объему, что способствует объемной кристаллизации [4].
При многодуговой сварке металла под слоем флюса основная часть внутренних дефектов сварного шва, таких как шлаковые включения, поры, образуются в зоне сплавления и в центре шва.
Это связано с тем, что эндогенные/экзогенные неметаллические включения не успевают всплыть на поверхность сварного шва до начала кристаллизации сварочной ванны. Учитывая топографию распределения внутренних дефектов по объему сварного шва в условиях многодуговой автоматической сварки под флюсом, целесообразно передавать ультразвуковые колебания на электрод, когда наплавленного металла в сварочной ванне не менее 30% и не более 70% от ее объема.
В данном диапазоне объемов заполнения сварочной ванны наплавленным металлом ультразвуковые колебания наиболее интенсивно воздействуют на область потенциального возникновения указанных внутренних дефектов в сварном шве - линию сплавления. Не происходит потери мощности ультразвуковых колебаний при прохождении области с низким риском возникновения дефекта - зоны выпуклости шва.
При воздействии ультразвуковых колебаний на сварочную ванну, заполненную менее 30%, эффективность их влияния на процессы плавления и кристаллизации шва низка и вызвана проплавлением основного металла и малым объемом сварочной ванны.
При прохождении ультразвуковых волн в кристаллизирующемся металле на шлаковые включения начинает воздействовать радиационное давление, способствующее дополнительному всплытию шлаковых включений. Кроме того, в областях низкого давления ультразвуковой волны в расплавленном металле происходит высвобождение газа в виде пузырьков, которые всплывают на поверхность металла, захватывая с собой неметаллические включения.
Эти явления приводят практически к полному устранению внутренних дефектов сварного шва в процессе многодуговой автоматической сварки под флюсом.
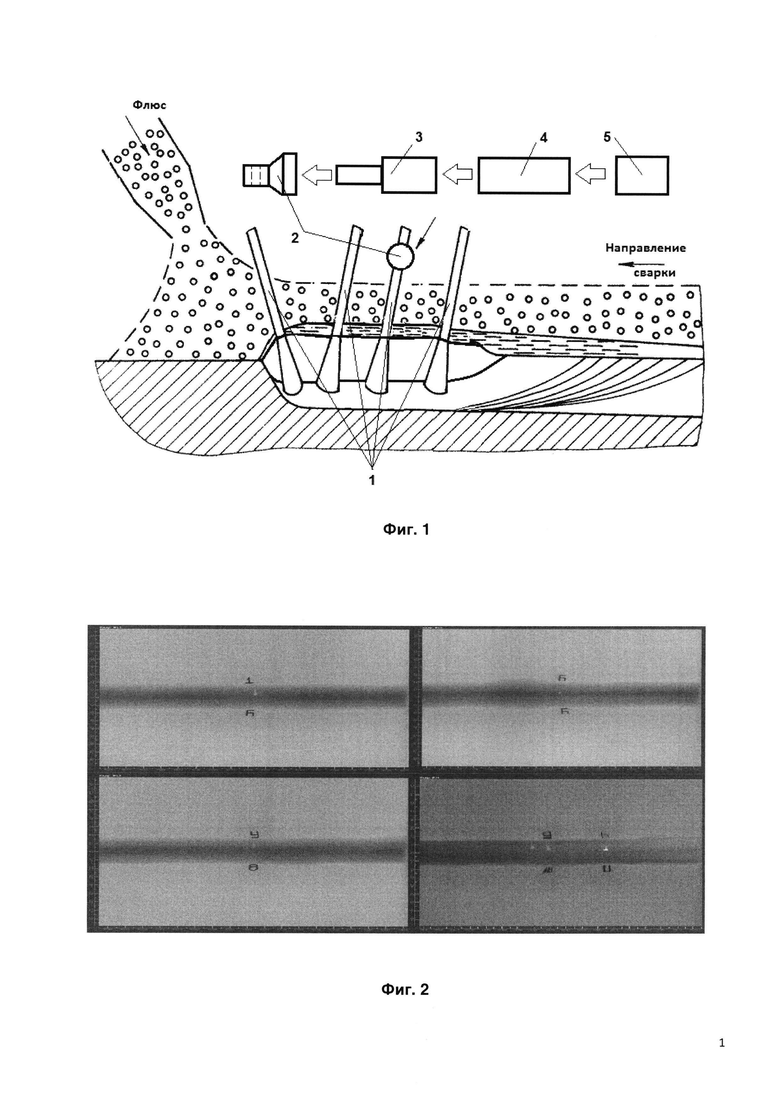
Схема устройства, реализующего данный способ, представлена на фиг. 1. Устройство содержит магнитострикционный преобразователь 4, подключенный к генератору электрических колебаний 5. Преобразователь передает УЗ колебания на сварочный электрод 1 в сварочную ванну через волновод 3 с наконечником 2.
Устройство работает следующим образом. Перед началом сварки включается ультразвуковой генератор, возбуждающий магнитострикционный преобразователь, который через волновод с наконечником передает ультразвуковые импульсные колебания в расплавленный металл сварочной ванны.
Ультразвуковое устройство выключается после завершения процесса сварки.
Пример реализации способа
Для реализации предлагаемого способа была отобрана стальная отформованная трубная заготовка диаметром 782 мм и толщиной стенки 38 мм, с предварительно нанесенным технологическим и внутренним сварным швом. Сварка наружного шва тестовой трубы проводилась 5-ти дуговым способом под слоем флюса.
Опытная труба была разделена на 2 участка:
На участке №1 сварка наружного шва проводилась в соответствии с режимами из существующей технологической карты.
На участке №2 сварка наружного шва проводилась также в соответствии с режимами из существующей технологической карты, но с применением ультразвукового воздействия на расплавленную ванну через сварочную проволоку четвертой дуги по ходу сварки.
На участках опытной трубы в разделке под сварку были искусственно созданы различные условия, провоцирующие образование внутренних дефектов сварного шва (шлаковые включения, поры, пузыри и т.д.).
После сварки наружного шва был проведен рентгенотелевизионный и ультразвуковой контроль на предмет выявления внутренних дефектов сварного шва.
Контроль выявил наличие внутренних дефектов на участке №1.
Дефекты представляют собой шлаковые включения округлой формы в металле наружного сварного шва. Внутренние дефекты сварного шва на участке №1 опытной трубы представлены на фиг. 2.
На участке №2 внутренних дефектов сварного шва не выявлено.
Таким образом, предлагаемая технология позволяет значительно повысить качество макроструктуры сварного соединения при автоматической многодуговой сварке под слоем флюса, устранить возникновение в нем за счет использования ультразвукового воздействия внутренних дефектов в виде пузырьков газа, шлаковых включений, пор.
Источники информации
1. Авторское свидетельство СССР №128957, опубл. 19.04.1960 г.
2. Патент РФ №2451583, опубл. 27.05.2012 г.
3. Абрамов О.В. Кристаллизация металлов в ультразвуковом поле. - М.: Металлургия, 1972. - 255 с.
4. Пархимович Э.М. Сварка и наплавка в ультразвуковом поле. - Мн.: Наука и техника, 1988. - 206 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-59 ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИЙ Х90-Х100 | 2010 |
|
RU2442681C1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ СТАЛЬНОГО МАТЕРИАЛА ПОД ФЛЮСОМ С ПРИМЕНЕНИЕМ МНОЖЕСТВА ЭЛЕКТРОДОВ | 2009 |
|
RU2486996C2 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
Изобретение относится к области технологии многодуговой сварки металлических изделий под слоем флюса. Сварочную ванну сварного соединения заполняют последовательными электродами. Ультразвуковые колебания в сварочную ванну подают на один из сварочных электродов при степени заполнении объема сварочной ванны расплавленным металлом на 30-70% предыдущими электродами. Изобретение позволяет повысить качество макроструктуры сварного соединения при автоматической многодуговой сварке под слоем флюса, также устранить в нем внутренние дефекты в виде шлаковых включений, пор. 2 ил., 1 пр.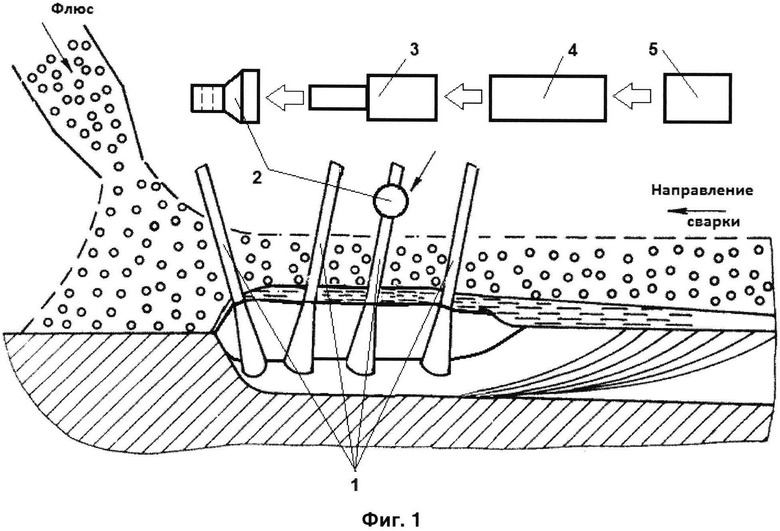
Способ многодуговой сварки металлических изделий под слоем флюса, включающий последовательное заполнение сварочной ванны сварного соединения электродами и подачу ультразвуковых колебаний в сварочную ванну, отличающийся тем, что ультразвуковые колебания подают на один из сварочных электродов при степени заполнения объема сварочной ванны расплавленным металлом на 30-70% предыдущими электродами.
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| Способ ручной электродуговой сварки | 1980 |
|
SU946841A2 |
| СПОСОБ ГАЗОПЛАМЕННОЙ НАПЛАВКИ ЛЕГКОПЛАВКИХ СПЛАВОВ | 0 |
|
SU399323A1 |
| JP 63260675 A, 27.10.1988 | |||
| KR 1020110124986 A, 18.11.2011. | |||

