Изобретение относится к металлургии, в частности к разработке состава литой высоколегированной двухфазной стали, используемой для изготовления мелких отливок, работающих в условиях циклического действия высокотемпературных газовых потоков и интенсивного охлаждения, например, колосников обжиговых машин.
Колосники являются сменными деталями обжиговой машины и их эксплуатационный ресурс и стоимость оказывают существенное влияние на производительность оборудования и себестоимость получаемых окатышей.
Схема получения окатышей следующая. Собирают колосниковую решетку: в специальную паллету вплотную друг к другу устанавливают колосники. Средние части колосников образуют зазоры шириной 4 мм. В процессе эксплуатации допускается увеличение зазоров до 9 мм. Полученные колосниковые решетки помещают в нижнюю часть спекательных тележек, которые, двигаясь по рельсам, образуют горизонтально замкнутый конвейер обжиговой машины. На движущуюся колосниковую решетку загружают из питателя слой обожженных окатышей толщиной 100 мм для защиты колосниковой решетки, затем слой сырых окатышей толщиной 300 мм. Размер окатышей от 9 до 20 мм. Рабочая поверхность обжиговой машины разбита на зоны, отличающиеся температурным режимом. В каждой зоне сверху расположен горн, с помощью которого осуществляется горение природного газа с образованием преимущественно монооксида углерода и водорода. Под колосниковой решеткой создается разрежение около 100 кН/м2, в результате чего горячие продукты сгорания газообразного топлива просасываются через слой окатышей. Этим обеспечивается не только частичное восстановление железа из его оксидов, но и происходит спекание окатышей с приобретением необходимой прочности. Температурный интервал (°С) рабочего пространства обжиговой машины следующий: 90-140-950-1350-900-20. Обжиг происходит в течение 30 мин, причем длительность пребывание тележки в зоне обжига (1350°С) составляет 6-8 минут, затем окатыши поступают в следующую зону, температура которой 900°С, а еще через 10 минут в зону охлаждения, где снизу происходит продувка холодным воздухом. После этого окатыши высыпаются на грохот, а тележки по нижней части конвейера движутся в течение 30 мин к зоне загрузки окатышами. В этот момент происходит охлаждение колосников. Отсюда видна высокая термоцикличность процесса, что определяет необходимость высокой термостойкости металлических деталей.
Выбор сплава для колосников определяется также температурой эксплуатации и составом газовой фазы. Результаты анализа применения колосников приведены в табл.1.
В наибольшей степени стоимость колосника определяется содержанием никеля, который является самым дорогостоящим материалом из применяемых в настоящее время для производства колосников.
Кольская ГМК перерабатывает медно-никелевые концентраты, температура обжига которых не превышает 900°С, что позволяет снизить содержание никеля до минимума и повысить содержание углерода. Последнее позволяет улучшить литейные свойства жидкой стали и повысить качество структуры колосника. Соколовско-Сарбайский, Оленегорский и Костомукшинский ГОК перерабатывают концентрат с очень высоким содержанием серы.
Сера в окатышах может находиться в форме сульфидов FeS2 и FeS и сульфатов CaSO4, FeSO4 и MgSO4. Условия удаления сульфидной и сульфатной серы из окатышей отличаются.
Удаление сульфидной серы идет по схеме FeS2→FeS→S. Диссоциация FeS2 начинается при температурах 250÷400°C, при 690°C значения PS=101,4 кПа. Первая стадия удаления сульфидной серы не представляет трудностей:
FeS2→FeS+1/2 S2;
вторая стадия десульфурации имеет вид:
FeS→Fe+1/2 S2.
Таким образом, при низких температурах сера легко переходит в газовую фазу.
При высоких температурах (900÷1300°C) возможны следующие реакции:
FeS+3 Fe3O4=10 FeO+SO2 или S+2 Fe3O4=6 FeO+SO2.
При 1000÷1300°C происходит удаление сульфатной серы по реакции:
2 CaSO4=CaO+SO2+1/2 O2.
Представленный анализ по данным работы [1] показывает, что газовая фаза в зоне обжига может быть весьма существенно насыщена серой как в свободном виде, так и в виде оксида. Количество серы в газовой фазе зависит от ее содержания в окатышах.
В работе [2] показаны результаты пребывания чистого никеля в атмосфере, содержащей SO2 при 1000°C после образования защитного оксидного слоя в кислороде (пленка оксидов никеля более плотная, чем оксидов железа). Сера проникла в оксидную пленку окалины, при этом по границам зерен обнаружена эвтектика Ni - Ni3S2, образующаяся при температуре 637°C, т.е. ниже, чем у матричного элемента - железа (988°C). Важно отметить, что появление такой эвтектики происходит при более низких температурах, чем температура начала окисления хрома, т.е. создания защитной хромистой окалины. Вносит серу в рабочую зону обжиговой машины и природный газ, по данным работы [3] содержание серы в нем составляет 155 мг/м3 при нормальных условиях. Потоки газов, омывающие вертикальную поверхность щелей между колосниками, удаляют образующийся сульфид никеля.
Для устойчивости безникелевого сплава ЧХ32 против окисления предусмотрено охлаждение окатышей паром или восстановительным газом, содержащим азот, водород, аргон в зоне рекуперации и первой зоне охлаждения, что повышает затраты.
Наибольшие трудности возникли в начале нынешнего столетия при эксплуатации колосников из стали 40Х24Н12СЛ. Эта сталь согласно ГОСТ 977-88 рекомендуется для эксплуатации до температуры 1000°C. Обжиговые машины ОАО «ОЭМК» и «ЛебГОК» запускали в эксплуатацию в начале 80-х годов XX в., когда содержание серы в концентрате руд Курской магнитной аномалии находилось в пределах 0,02-0,04 мас.%. [3]. Максимальная температура газов в зоне обжига не превышала 1250°C, при этом срок службы колосников составлял 1,5 года при гарантии как минимум 1 год. Позже температуру в зоне обжига подняли до 1300÷1350°C, а содержание серы в концентрате стало стабильно превышать 0,05% и часто находится в пределах 0,07-0,12 мас.%. В этих условиях эксплуатационный ресурс колосников снизился примерно на треть. Предприятия продолжают заказывать колосники из данной марки стали. Содержание химических элементов в стали 40Х24Н12СЛ следующее, мас.%: до 0,40 C; 0,5-1,5 Si; 0,3-0,8 Mn; 22,0-26,0 Cr; 11,0-13,0 Ni; до 0,030 S; до 0,035 Р. Заменителем этой стали для сернистых сред согласно ГОСТ 977-88 является сталь 35Х23Н7СЛ с более низким содержанием никеля. Состав стали, мас.%: до 0,35 C; 0,5-1,2 Si; 0,50-0,85 Mn; 21,0-25,0 Cr; 6,0-8,0 Ni; до 0,035 S; до 0,035 P. В стали с понижением содержания никеля снизили содержание хрома и незначительно повысили содержание марганца, что связано с поддержанием аустенитно-ферритного баланса. Практика показала, что снижение содержания никеля в колосниках менее 10% заметно уменьшает их эксплуатационный ресурс, поэтому в настоящее время этому параметру придают первостепенное значение.
Исследование структуры литых и отработанных разные сроки колосников показало, что с увеличением времени эксплуатации в структуре колосника заметно увеличивается количество хромистых карбидов в результате диффузии хрома из матричного зерна. При этом, наряду со снижением жаростойкости матричного зерна уменьшается прочность стали и при теплосменах образуются трещины.
Основной причиной возникновения склонности к межкристаллитной коррозии (ММК) двухфазных хромоникелевых сталей является обеднение границ зерен хромом вследствие связывания его в карбиды. Углерод и хром, необходимые для роста карбидов, переносятся путем диффузии из объема зерна к его границе. Поскольку скорость диффузии углерода выше чем хрома, то на образование карбидов расходуется углерод из твердого раствора, в то время как в реакцию карбидообразования вступает хром, находящийся около границ. В результате этого в приграничных объемах образуются участки с содержанием хрома менее 12%. Это приводит к снижению их коррозионной стойкости и, следовательно, к появлению межкристаллитной коррозии [4]. В работе [5] также указывается, что образование продуктов распада первичной структуры стали 40Х24Н12СЛ - карбидов типа (FeCr)23C6 и σ-фазы способствует появлению участков с пониженным содержанием хрома (5÷8%), влияющих на жаростойкость металла и развитие высокотемпературной ММК.
Таким образом, можно сделать вывод о том, что снижение содержания хрома нежелательно, а также в состав стали следует ввести элементы, снижающие скорость диффузии хрома при высоких температурах. Однако, такие элементы (Ti, V, Nb, Zr) имеют высокое сродство к углероду, что придает стали хрупкость и снижает ее термостойкость. Следует отметить, что сильные карбидообразующие элементы (Ti, V, Nb, Zr) являются одновременно и сильными нитридообразующими элементами и выводят азот из раствора, понижая при этом аустенитно-ферритный баланс структуры.
Сталь 40Х24Н12СЛ для колосников выплавляют в индукционных и дуговых электропечах. В первом случае содержание азота в стали будет меньше, так как плавку ведут методом переплава с присутствием в шихте до 30% стального лома с низким содержанием азота. В результате и в металлических отходах плавки содержание азота не будет увеличиваться. При электродуговой плавке содержание азота в стали будет не менее 0,030%. В публикациях авторы часто не указывают ни метод плавки, ни содержание азота в стали.
В литературных источниках по данной тематике не обращалось внимания на содержание серы и влияния ее совместного присутствия с никелем на коррозионную стойкость стали при высоких температурах. В ряде изобретений содержание серы не указывается совсем. Следует полагать, что этот фактор не имеет для авторов значения и по ГОСТ 977-88 максимальное содержание серы в аустенитно-ферритных и аустенитных сталях составляет 0,04%.
Роль кремния в жаростойкой стали неоднозначна. По данным Э. Гудремона [6] кремний и алюминий способствуют повышению устойчивости стали против действия серы при высоких температурах. Однако, кремний вытесняет углерод к границам зерен, что вызывает усиленное перераспределение карбидной фазы при длительных выдержках.
Известен состав аустенитной стали [7], предназначенной для изготовления изделий, работающих в агрессивных средах при циклических изменениях температуры 1000÷1100°C. Цель изобретения - повышение жаропрочности, жаростойкости, термостойкости при температуре до 1100°C и жидкотекучести. Лабораторные исследования показали, что применение предлагаемой стали, по мнению авторов, позволит повысить эксплуатационный ресурс колосников в 1,5 раза. Состав стали, мас.%: 0,25÷0,50 C; 23,0÷28,0 Cr; 10,0÷14,0 Ni; 1,0÷2,0 Si; 0,12÷0,23 N; 0,5÷1,2 Mn; 0,001÷0,005 B; 0,2÷0,5 Mo; 0,06÷4,0 Al; 0,005÷0,2 Zr; 0,001÷0,2 Ca; 0,005÷0,1 РЗМ; железо - остальное. Данную сталь, как и сталь такого же состава, не содержащую циркония, испытывали на жаростойкость в обычных условиях, а на коррозионную стойкость при воздействии серусодержащей среды не испытывали. В данной стали, очевидно, высокое содержание серы. Недостатком стали является присутствие бора и большое содержание азота. Сталь получают методом переплава отходов, т.е. без окислительного периода. Поэтому в собственных отходах (литники, брак, расплески) будет происходить накопление этих элементов, что вызовет в какой-то момент вспышку массового брака по трещинам. В стали очень много модифицирующих элементов, что усложняет технологию выплавки, а также спорно присутствие такого высокого содержания алюминия для среды с очень низким содержанием свободного кислорода (по данным [3] содержание кислорода в слое окатышей составляет 0÷2%). Содержание алюминия находится в очень широких пределах, что свойственно для легирующего элемента с его большим содержанием в стали. Стали, содержащие 0,06 и 4% алюминия, будут отличаться по свойствам очень сильно, значительно больше, чем в аналогичных случаях для марганца, кремния, молибдена. Сталь имеет большую стоимость по сравнению с базовой.
Известна сталь для термических агрегатов следующего состава, мас.%: 0,20÷0,45 C; до 23,0÷26,0 Cr; 11,0÷13,0 Ni; до 1,5 Si; 0,4÷0,8 Nb; до 0,8 Mn; 0,25÷0,45 V; до 0,030 S; до 0,030 P. Соотношение Nb/V=1,6÷3,2. Введение в состав базовой стали ниобия и ванадия в указанных пределах должно повысить предел ее текучести [8]. В сталь введены достаточно сильные карбидообразующие и нитридообразующие элементы, хотя ванадий и незначительно растворяется в железе, а также высоко содержание серы и фосфора. Отсутствие нижнего предела по содержанию кремния и марганца некорректно, так как эти элементы при совместном их вводе в сталь являются эффективными раскислителями. Очень низкое содержание кремния в стали (менее 0,4%) приведет к повышенному угару хрома при плавке.
Для улучшения механических и противорадиационных свойств жаропрочной стали в ее состав ввели гадолиний [9]. Состав стали следующий, мас.%: 0,2÷0,6 C; 0,8÷1,5 Si; 0,4÷1,0 Mn; 22,0÷25,0 Cr; 12,0÷15,0 Ni; 0,10-0,25 Ga. В стали более высокое содержание никеля, серы и фосфора по сравнению с их содержанием в базовой стали. Кроме того, гадолиний относится к редким и дорогостоящим элементам.
Для изготовления цепей в печах клинкера предложена сталь следующего состава, мас.%: 0,25÷0,45 C; 1,5÷2,5 Si; 6,0÷8,0 Mn; 25,0÷27,0 Cr; 12,5÷14,5 Ni; 0,3÷0,6 Al; 0,25÷0,40 Nb; 0,15÷0,30 Cu; 0,15÷0,30 N; 0,008÷0,015 B; 0,15÷0,25 V; 0,005÷0,015 Ca. Применение стали предложенного состава позволяет повысить ее жаростойкость до 1150°C, механические свойства в литом состоянии и износостойкость [10]. Повышение последних двух свойств колосникам не требуется. В стали повышенное содержание марганца, что снижает ее жаростойкость. Этим была вызвана необходимость повышения содержания никеля и хрома. Высокое содержание кремния, алюминия, ниобия, а также ванадия способствует повышению абразивной стойкости и может вызвать появление трещин при теплосменах в условиях эксплуатации колосников. Стоимость этой стали значительно выше стоимости применяемой для цепей серийной стали 40Х24Н12СЛ.
Для изготовления литой оснастки термических агрегатов известны составы азотированных жаростойких сталей (табл.2) [11].
Во всех сталях содержалось до 0,030% серы и до 0,035% фосфора.
Первые две стали имеют очень низкое содержание хрома, что при низком содержании никеля не обеспечит стойкость отливки при температурах более 1000°C. Последние две стали содержат повышенное содержание кремния, повышающего окалиностойкость. Но совместное присутствие в составе стали таких количеств кремния и азота будет упрочнять сталь и снижать ее термостойкость, особенно при понижении содержания никеля (сталь с 8÷11% Ni). Положительные результаты для этих сталей были получены при длительных нагревах и редких теплосменах, что обусловлено режимами термической обработки. Недостатками сталей является высокое содержание серы и фосфора, а также низкое содержание углерода. Последнее снижает литейные свойства сталей и качество литой структуры.
В работе [5] приведены результаты исследований по определению износостойкости и жаростойкости известных сталей и разработанной 100Х28НСТЛ, используемых для изготовления сменных деталей агломерационных машин (пересыпные полки, пороговые упоры и др.). Содержание элементов предлагаемой стали было следующим, мас.%: 0,89 C; 28,10 Cr; 1,30 Si; 0,90 Ni; 0,88 Mn; 0,25 Ti; 0,008 S; 0,020 P. Очень высокое содержание углерода, увеличение содержание хрома на 2% относительно стали 40Х24Н12СЛ, а также присутствие титана свидетельствуют, что основной задачей при разработке новой стали являлось повышение износостойкости при повышенных температурах. Испытания сталей на жаростойкость (выдержка образцов в течение 100 часов при 1000°C) дали следующие результаты, г/(м2·ч): 35Х18Н24С2Л - 0,0054; 35Х23Н7СЛ - 0,0028; 40Х24Н12СЛ - 0,0057; 100Х28НСТЛ - 0,0021.
Представленные результаты не отражают истинной картины, так как стали с высоким содержанием никеля после выдержки при температуре 1000°C в обычной атмосфере не могут иметь потерю массы больше, чем стали с низким содержанием никеля. Причина состоит в том, что стали 35Х18Н24С2Л и 40Х24Н12СЛ перед испытанием на жаростойкость подвергли закалке от температур 1060÷1100°C. После выдержки при закалочных температурах в сталях образовалась обедненная легирующими элементами зона, которая и являлась причиной повышенного окалинообразования при последующих нагревах. Следует отметить, что максимальная температура обжига в агломерационной машине 1200°C и вышеперечисленные детали машины в этой зоне не эксплуатируются. Для деталей, испытывающих повышенные абразивные нагрузки, в сталь дополнительно ввели хром, кремний, титан, углерод. При температуре в рабочей зоне 1350°C сталь 100Х28НСТЛ эксплуатироваться не может.
В работе [12] исследовали влияние модификаторов на жаростойкость при 900°C в течение 100 часов стали 40Х24Н12СЛ среднего состава. Установлено, что в данных условиях бор и титан повышают жаростойкость, а церий и кальций понижают. Разработана новая сталь для отливок «сердечник» массой от 500 до 3200 кг, которые служат для протяжки трубных отводов при температурах до 1000°C. Исследования новой стали 35Х22Н10СТРЛ (состав стали до модифицирования, мас.%: 0,28 C; 0,85 Si; 0,48 Mn; 22,0 Cr; 8,1 Ni; 0,028 S; 0,03 P) показали лучшие свойства по сравнению со свойствами стали 40Х24Н12СЛ, что обусловлено введением в ковш при сливе плавки модификаторов (0,15÷0,25%) Ti+(0,005÷0,10%) В при температуре металла 1515÷1530°C. Положительный результат был достигнут за счет утонения первичных карбидов. Однако при снижении температуры заливки до 1490÷1510°C (в случае колосников) возможно также получение более тонкой первичной структуры. Повышение эксплуатационного ресурса сердечников может быть связано с увеличением упрочнения их поверхности при протяжке отводов ввиду изменения свойств новой стали.
Данные работы [13] показали, что увеличение эксплуатационного ресурса колосников агломашин было получено в результате модифицирования стали 30Х24Н12СЛ РЗМ с их остаточным содержанием в металле от 0,025 до 0,035% (оптимальный вариант). Различие в результатах двух работ может быть объяснено различными условиями испытаний: в первом случае атмосфера в лабораторной печи окислительная, во втором - слабоокислительная (промышленная газовая печь).
В работе [21] отмечается, что срок службы проволоки из высоколегированного сплава с добавкой 0,2% металлов группы церия удваивался по сравнению со сроком службы обычной никельхромовой проволоки.
Следует отметить, что данные работ [12] и [21] нельзя сравнивать, т.к. сварка с присутствием легкоокисляющихся элементов производится в защитной атмосфере.
Известны жаростойкие стали с более низким, чем у стали 40Х24Н12СЛ, содержанием никеля. Составы таких жаростойких сталей приведены в табл.3.
Содержание углерода в сталях [14] и [15] 0,2÷0,5% и 0,25÷0,45% соответственно.
В первой стали высокое содержание кремния, а также присутствует титан. Эти элементы способствуют интенсивному образованию карбидов уже при кристаллизации стали после литья. Содержание никеля слишком низкое для эксплуатации деталей при 950°C и выше. Гадолиний редкий и дорогостоящий элемент. Он относится к группе лантаноидов и, очевидно, его можно заменить другими, более распространенными лантаноидами. Алюминий - легкоокисляющийся элемент. Присутствие в жидкой стали алюминия в таком большом количестве приводит к образованию пленов. Сталь будет насыщена неметаллическими включениями, снизится ее жидкотекучесть, при этом приходится повышать температуру заливки, что увеличивает насыщение стали газами.
Во второй стали содержание хрома для температурного интервала 1100÷1300°C низкое. Алюминий в пределах 0,02÷0,06% является раскислителем, а при больших концентрациях - легирующим. Поэтому приведение в таких пределах содержания алюминия является некорректным, так как при этом существуют две стали с сильно различающимися свойствами. К недостаткам стали следует отнести большое количество модифицирующих добавок, выполняющих схожие функции. Присутствие меди при температурах эксплуатации более 1000°C нежелательно. При температурах выше температуры плавления меди (1084°C) выделяется новая жидкая медьсодержащая фаза по границам зерен ввиду того, что медь не растворяется в железе. Никель растворяет медь и затрудняет ее выделение в жидком виде к поверхности сплава. Здесь возможно образование и выделение твердой фазы Cu-Ni [2]. Так как сильные потоки газа разрушают образующийся на поверхности металла видоизмененный слой, то контакт обогащенной никелем фазы с газовой фазой приведет к усиленной коррозии металла. Следует также отметить отсутствие данных по содержанию серы. Очевидно, ее содержание находится в пределах данных ГОСТ 977-88, т.е. до 0,030%.
Известна жаростойкая сталь 30Х23АН6СТЮЛ [14], полный химический состав которой полностью не приводится и заявка на изобретение не подавалась. Сталь содержит азот в количестве 0,12÷0,15% (из расчета замены 1% никеля на 0,020÷0,025% азота). Ее обрабатывают ЩЗМ (Ca, Ba) и вводят микролегирующие добавки (Ti, Al, B). Жаростойкость предлагаемой стали после выдержки в муфельной печи при 1100°C оказалась выше, чем у стали 40Х24Н12СЛ. Очевидно, это связано с высоким содержанием алюминия, образующего в окислительных условиях окалину с очень тугоплавким оксидом алюминия. К недостаткам предлагаемой стали следует отнести очень высокую температуру ее выпуска 1630-1650°C, что предполагает большой угар лигатуры. Кроме того, сталь содержит одновременно и азот, и титан, которые образуют уже в жидкой стали прочный нитрид титана при их массовом соотношении 1:2. Таким образом, весь азот должен быть связан в нитриды. Между тем авторы утверждают, что в их стали количество феррита составляет всего 5-10%, а в стали 40Х24Н12СЛ достигает 40%, хотя в первой стали в два раза меньше никеля и азот выведен из раствора (оба аустенитообразующие элементы). Базовая сталь не содержит сильных нитридообразующих элементов и содержание растворенного азота, стабилизирующего аустенитную фазу, в электростали не бывает ниже 0,020%, а чаще всего находится в пределах 0,025÷0,050%. Предлагаемую сталь выплавляли в кислой печи, что обуславливает содержание в стали более 0,030% серы. Содержание в стали хрома по нижнему пределу будет менее 23%, что негативно отразится на ее жаростойкости при повышении температуры до 1350°C.
В работе [15] показано, что отливки из стали, содержащей, мас.%: 0,50 C; 23 Cr; 6,5 Ni; 1,5 Si, работают удовлетворительно при температурах до 1000°C в восстановительной атмосфере. Эти данные позволяют примерно определить границу нижнего предела по содержанию никеля в жаростойкой стали.
ГОСТ 2176-67 предусматривает ряд ферритных сталей, жаростойких до 1150°C, например 15Х25ТЛ, 75Х28Л, 185Х34Л. Эта группа сталей обладает высокой абразивной стойкостью и хрупкостью, что связано с интенсивным ростом зерна и карбидообразованием. При высокой термоцикличности (30 минут нагрева с резким перепадом температуры и 30 минут охлаждения, причем первые пять минут с обдувом воздухом) данные стали подвержены трещинообразованию. Поэтому для работы в условиях существующего режима обжиговой машины применение сталей ферритных марок не рассматривается.
Известна сталь 35Х23Н7СЛ ГОСТ 977-88, которая является коррозионно-стойкой в сернистых средах, жаростойкой при температуре до 1000°C . Она является заменителем стали 40Х24Н12СЛ. Из нее изготавливают детали трубчатых печей нефтезаводов. К недостаткам следует отнести низкую температуру эксплуатации.
В работе [22] предлагается заменить сталь марки 40Х24Н12СЛ на чугун марки ИЧ240Х20Ю2Б2НТ, который имеет жаростойкость при температурах от 1000°C и ниже, чем сталь 40Х24Н12СЛ, и разработан, в основном, как жаропрочный материал, следует также отметить что он непригоден для эксплуатации при температурах выше 1000°C, так как имеет в своем составе недостаточное количество хрома [23].
Известен патент USA по проволоке для пружин из нержавеющей стали с повышенной усталостной прочностью [20]. Содержание элементов в стали следующее, мас.%: 0,01-0,25 С, 0,01-0,25 N, 0,4-4,0 Mn, 16-25 Сr, 8,0-14,0 Ni и остальное Fe, с соблюдением условия 0,15 мас.%≤C+N≤0,35 мас.%. Сталь также содержит как минимум один из следующих элементов, мас.%: 0,4-4,0 Мо, 0,1-2,0 Ti, 0,8-2,0 Si, 0,1-2,0 Nb. Следует, в первую очередь, отметить большой разброс по содержанию раскисляющих элементов, что может вызвать повышенный угар дорогостоящих Cr и Ni при выплавке. Также, в присутствии азота легирование титаном проводить нецелесообразно из за большого химического сродства этих элементов требуемый эффект по стабилизации азотом аустенита не будет достигнут. Сталь может содержать сильные карбидообразующие элементы: титан и ниобий, что отрицательно скажется на эксплуатационном ресурсе колосников. Сталь по содержанию Cr и Ni очень близка к стали марки 40Х24Н12СЛ, из чего следует вывод, что жаростойкости у этих марок сталей схожие. Предложенная авторами марка стали не предполагает работы в агрессивных средах при температурах 1000°C и выше.
Наиболее близкой к предлагаемому решению является сталь 30Х24Н12СЛ (ГОСТ 2176-67), модифицированная церием [13]. Эксплуатационный ресурс колосников был повышен в среднем на 25% при оптимальном остаточном содержании церия в стали 0,025-0,035%. Это свидетельствует о повышении жаростойкости стали, т.е. выше 1000°C для данной стали. Применение церия позволило компенсировать снижение жидкотекучести стали в связи с уменьшением содержания углерода. К недостаткам стали следует отнести высокое содержание никеля при наличии сернистых веществ в газовой фазе, а также серы и кремния. Последний усиливает образование карбидов хрома.
Анализ брака колосников показал, что они выходят из строя по двум причинам:
1) утонение их тела, т.е. увеличение зазора, через который проходит газ;
2) образование трещин с последующей деформацией и разрушением колосника.
Первая причина связана с высокотемпературной коррозией - воздействием газового потока, содержащего S2, О2, SO2, СО, СО2, и оплавлением эвтектических включений. Вторая - с высокой скоростью карбидообразования, что приводит к охрупчиванию при теплосменах.
Для повышения эксплуатационного ресурса колосников и других сменных деталей обжиговой машины необходимо решить задачу: определить оптимальное количество и соотношение химических элементов.
При разработке нового состава жаростойкой стали необходимо учитывать следующие положения:
1) исключение из состава или снижение содержания элементов, образующих эвтектики и хрупкие оксидные пленки;
2) введение в состав стали элементов с высокой температурой плавления, являющимися более слабыми карбидообразующими элементами по сравнению с хромом;
3) в стали должны отсутствовать сильные карбидообразующие элементы (титан, ванадий, ниобий, цирконий), т.к. карбид хрома при температурах более 1000°C может растворяться в матрице, а тугоплавкие карбиды не могут или не успеют;
4) присутствие алюминия как легирующего элемента нежелательно, т.к. он, образуя при 900°C нитрид алюминия, выводит азот из раствора, увеличивая при этом количество феррита. При содержании алюминия более 0,05÷0,06% развивается пленообразование в жидкой стали, что снижает ее жидкотекучесть и увеличивает загрязненность неметаллическими включениями. При заливке форм из мелких ковшей, когда продувка стали аргоном невозможна, этот фактор сильно влияет на качество отливки.
Новая сталь имеет следующий состав, мас.%: 0,25÷0,40 С; 1,00÷1,50 Si; 0,9÷1,2 Mn; 26,0÷28,0 Cr; 9,50÷10,50 Ni; 0,10÷0,15 N; до 0,025 S; до 0,040 Р; 0,01-0,06 А1 и железо - остальное. Уменьшение содержания углерода менее 0,20% заметно снижает жидкотекучесть стали, что приводит к повышению температуры ее заливки примерно на 15-20°C , увеличению газонасыщенности и формированию крупного первичного зерна. Увеличение содержания углерода выше верхнего предела ускоряет карбидообразование, увеличивает интервал кристаллизации и ликвационные процессы.
Уменьшение содержание кремния менее 0,5% повысит угар при плавке более дорогого хрома и увеличит содержание кислорода в стали, что снизит модифицирующий эффект церия. Увеличение содержания кремния выше 1,0% понизит термостойкость стали и будет способствовать увеличению количества ферритной фазы. Более низкое содержание кремния по сравнению с базовой сталью не приведет к ухудшению ее раскисления из-за более высокого содержания марганца. Комплексное раскисление кремнием и марганцем более эффективно, чем более высоким содержанием одного кремния.
В работе [16] экспериментальным путем установлены температуры плавления окалины 16 различных легированных марок сталей. Отмечено, что кремний и медь способствуют снижению температуры плавления окалины при температурах более 1200°C . Медь снижает температуру плавления окалины на величину 2-3°C на каждые 0,1% ее содержания. Марганец практически не влияет на температуру плавления окалины в присутствии хрома, никеля, алюминия. Так, стали марок 10кп и 45Г17ЮЗ с содержанием соответственно 0,3 и 16,17% Mn имеют близкие температуры плавления окалины, однако во второй стали содержится 3,27% А1 и 0,5% Ni.
Присутствие в составе стали более 1% марганца связано с гарантированным снижением содержания серы менее 0,025%. При получении стали в кислой печи ферромарганец можно присаживать в сталь непосредственно перед выпуском плавки. Марганец связывает серу в тугоплавкий сульфид марганца, который переходит в шлак. Марганец стабилизирует аустенит, повышая аустенитно-ферритный баланс. Увеличение содержания марганца более 2% будет повышать усадку стали и увеличит интервал ее кристаллизации, при этом эффективность десульфурации не изменится.
Присутствие в стали остаточного кальция свидетельствует о значительном снижении в ней содержания кислорода. По данным работы [17] добавка кальция в высоколегированные хромоникелевые стали не привела к существенному изменению содержания серы и фосфора. Процесс десульфурации стали значительно усложняется тонкодисперсностью образующихся в ней сульфидов, трудноудаляемых из расплава. Общее количество неметаллических включений в стали при вводе 0,05÷0,10% кальция уменьшается на 40÷50%.
Раскисление стали силикокальцием приводит к офлюсовыванию сульфида образующимся кремнеземом и ускорению всплывания данных частиц. Однако главная цель ввода в сталь кальцийсодержащего раскислителя - это снижение содержания в ней кислорода.
Уменьшение содержания никеля менее 9,5% снижает долю аустенита и делает сталь более хрупкой при данном содержании хрома и углерода. Увеличение в стали содержания никеля более 10,5% увеличивает ее стоимость и склонность к образованию сульфидов никеля.
В работе [19] показано, что образованию межзеренных трещин после литья способствуют межзеренные включения сульфидов Ni3S2 и MnS, во многих случаях неразличимые до увеличения 600. Более склонны к межзеренным трещинам стали с низким содержанием марганца, высоким содержанием никеля, неудовлетворительно раскисленные, т.е. стали с отложениями пленочных сульфидов на границах аустенита. Низший сульфид никеля выделяется на границах зерен аустенита во время затвердевания и охлаждения отливки, облегчая образование трещины в участках с наибольшей межзеренной ликвацией серы.
Исследовали влияние на жаростойкость стали с пониженным содержанием никеля и содержанием хрома на нижнем пределе марочного состава. Для сравнения также исследовали сталь 40Х24Н12СЛ с содержанием никеля и хрома, каждого на верхнем и нижнем пределе марочного состава. Из отливок механической обработкой получали образцы диаметром 15 и высотой 15 мм, которые помещали на прокаленные и предварительно взвешенные фарфоровые лодочки и помещали на подставке в лабораторную печь. После нагрева до 100°C подставку переносили в печь с температурой 950°C, в которую также помещали кусочки угля. Температуру в рабочем пространстве печи повышали до 1300°C, выдерживали в течение 5 минут и отключали печь. При охлаждении атмосферы печи до 900°C печь включали и повышали температуру до 1300°C. При этой температуре образцы выдерживали 5 минут и печь опять отключали. Время пребывания образцов при температуре 1100°C составляло 100 часов. Затем они остывали в эксикаторе и их с лодочками взвешивали. Химический состав стали и значение жаростойкости G, г/м2 образцов приведены в табл. 4. Содержание углерода во всех составах 0,32-0,34%, серы до 0,025%, фосфора до 0,40%.
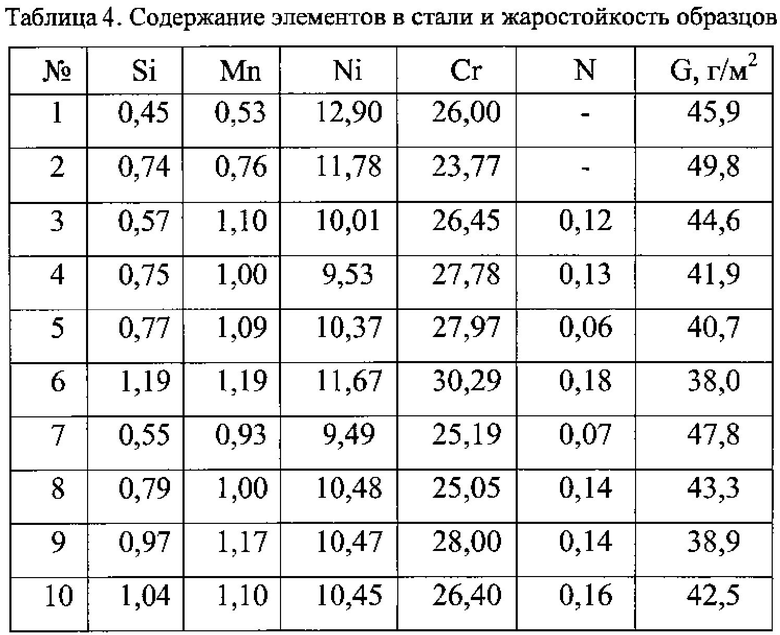
Значение G, г/м2 есть среднее от результатов взвешиваний трех образцов. Значение жаростойкости для серийных образцов среднего состава (№2) составило 49,8 г/м2, а опытных образцов среднего состава (№3) - 44,6 г/м2. Полученные результаты позволяют сделать вывод о повышении жаростойкости опытной марки стали 30Х27Н11СЛ относительно серийной 40Х24Н12СЛ (ГОСТ 977-88) на 10,4%.
При повышении содержания хрома на 2,29% и никеля на 1,12% (опыты №6 и 9) жаростойкость увеличивается незначительно (на 2,4%), поэтому верхний предел по содержанию в стали Cr и Ni должен соответствовать величине 28 и 10,5% соответственно (с погрешностью определения ±0,02%).
Также можно оценить влияние на жаростойкость каждого легирующего элемента:
1) в опыте №4 содержание хрома и азота было повышено до верхнего предела, содер-жание никеля понижено до нижнего предела, значение жаростойкости составило 41,9 г/м2. В опыте №5 содержание хрома и никеля было повышено до верхнего предела, содержание азота снижено до нижнего предела, значение жаростойкости составило 40,7 г/м2. В результате можно сделать вывод о том, что никель в большей степени, чем азот влияет на жаростойкость (вследствие малой концентрации азота по сравнению с никелем в стали);
2) в опыте №8 содержание никеля и азота было повышено до верхнего предела, содержание хрома снижено до нижнего предела, значение жаростойкости составило 43,3 г/м2, при сравнении результатов опыта №8 и опытов №4 и 5 можно сделать вывод, что хром является основным легирующим элементом в стали, повышающим жаростойкость;
3) худшие результаты показал опыт №7: содержания хрома, никеля и азота были снижены до нижнего предела, значение жаростойкости составило 47,8 г/м, следует отметить, что этот показатель лучше, чем показатель опыта №2, серийной марки стали, значение жаростойкости которой 49,8 г/м2.
Полученные результаты показали:
1) нижний предел по содержанию хрома в новой стали должен быть равен 26%;
2) при содержании никеля в стали на нижнем пределе (9,5%) содержание хрома необходимо повышать хотя бы до среднего предела;
3) повышение содержания марганца с 0,5% до 1,2% практически не влияет на жаростойкость в слабоокислительной атмосфере при таком содержании никеля и хрома.
Сталь необходимо раскислять алюминием в количестве 0,01…0,06 мас.%, что снизит угар хрома. При данном содержании алюминия он является раскислителем, а не легирующим элементом.
Повышение содержания хрома дает прямой эффект повышения жаростойкости при повышенных температурах, так при температуре эксплуатации от 1100°C содержание хрома в стали не должно быть ниже 25% [23], что также доказано результатами опытов.
Использование азота в жаростойких и коррозионно-стойких сталях всех типов позволяет:
- уменьшить содержание никеля (самого дорогого легирующего элемента) и других аустенитообразующих элементов при сохранении заданной структуры [25, 26],
- увеличить без изменения фазового состава содержание элементов ферритообразователей (хрома) положительно влияющих на жаростойкие, коррозионно-стойкие и механические характеристики сплавов [25],
- увеличить коррозионную стойкость (увеличить сопротивление питтинговой и ножевой коррозии, уменьшить коррозионное растрескивание под напряжением и интеркристаллитную коррозию) [27],
- улучшить характеристики технологической пластичности в результате расширения интервала существования аустенита в высокотемпературной области, что позволит уменьшить негативное влияние термоциклирования на трещиностойкость жаростойких сталей [24].
ЛИТЕРАТУРа
1. Маерчак Ш. Производство окатышей. М.: Металлургия, 1982, 232 с.
2. Бирке Н., Майер Дж. Введение в высокотемпературное окисление металлов. М.: Металлургия, 1987, 189 с.
3. Тулин Н.А., Кудрявцев В.С., Пчелкин С.А. и др. Развитие бескоксовой металлургии. М.: Металлургия, 1987, 328 с.
4. Туфанов Ф.Г. Коррозионная стойкость нержавеющих сталей, сплавов и чистых металлов. Справочник. М.: Металлургия, 1982, 352 с.
5. Лунев В.В., Ивахненко Е.И., Ферьков В.А., Минакова В.И. Повышение стойкости литых деталей горнометаллургического оборудования. - Литейное производство, 1992, №10, с. 15-16.
6. Гудремон Э. Специальные стали. Т.1. М.: Металлургия, 1959, 952 с.
7. Пат. 1607428 РФ. Литейная сталь. Рабинович А.В., Тарасьев М.И., Мартынов С.Л. и др., 1989.
8. Заявка №2001 1112240/02 от 23.04.2001. Жаропрочная сталь. Колчанов В.Н., Палавин Р.Н., Поколянин И.П.
9. Заявка №2007 145150/02 РФ, 04.12.2007 (пат. №2362830 РФ). Жаростойкая сталь. Куруник Ю.К., Федоров В.А., Росщупкин В.П., Коритов Н.С.
10. Патент 212 4067 РФ. Жаростойкая сталь. Бибиков A.M., Кервяков A.M., Симонов Б.И. БИ 1998, №36.
11. Перевязко А.Т., Смирнов В.М., Черевко П.В., Резинкина Г.П. Экономно легированные никелем жаростойкие литейные стали. - Литейное производство, 1991, №5, с. 10.
12. Колокольцев В.М., Адищев В.В., Науменко В.Д. и др. Повышение срока службы отливок из жаростойкой стали модифицированием. - Литейное производство, 1991, №5, с. 19-20.
13. Щегловитов Л.А., Кацаран Т.К., Зелепукин П.А. и др. Модифицированные стали лигатурами с РЗМ. - Литейное производство, 1971, №3, с. 19-20.
14. Кривонос В.Н., Тимофеев П.В., Козлов Л.Я. Новая жаростойкая сталь для эксплуатации при высоких температурах./V Респ. науч.-техн. конф. «Повышение технического уровня и совершенствование технологических процессов производства отливок», Днепропетровск, ДМЕТИ, т. 2, 1990, с. 32-33.
15. Word A.R. Newer Alloys Wriden the Scope for Castings in Heat Treatment Furnaces. ″Heat Treat. Metals″, 1997, 4, №4, p. 89-94.
16. Темлянцев M.B., Темлянцев Н.В. Исследование температур оплавления образующейся при нагреве стали печной окалины. Известия вузов. - Черная металлургия, 2005, №9, с. 51-52.
17. Крезановский Н.С., Сидоренко М.Ф. Влияние металлического кальция на структуру и свойства литых высоколегированных хромоникелевых сталей. - Литейное производство, 1965, №10, с. 37-38.
18. Чистяков С.Л., Гуревич Ю.Г., Филатов С.К. и др. Пути улучшения качества сталей и сплавов. Челябинск: Юж. Ур. кН. изд-во, 1974, 141 с.
19. Бутаков Д.К., Мельников Л.М., Рудаков И.П., Маслова Ю.Н. Межзеренные трещины и флокены в стальных отливках. - Литейное производство, 1968, №4, с. 33-35.
20. Izumida Н., et. al; U.S. Patent 7,717,411; May. 18, 2010; assigned to Sumitomo Electric Industries, Ltd.
21. Коломбье Л., Гохман И. Нержавеющие и жаропрочные стали. Пер. с фр. М.: Металлургиздат, 1958, с. 479.
22. Колокольцев В.М., Гольцов А.С., Столяров А.М. Выбор нового состава жароизносостойкого чугуна. - Литейное производство, 2013, №6, с. 2-7.
23. Семенова И.В., Флорианович Г.М., Хорошилов А.В. Коррозия и защита от коррозии. -М.: Физматлит, 2002. - 334 с.
24. Гуляев А.П., Гуляев А.А. Металловедение. Учебник для вузов. 7-е изд. - М.: Металлургия, 2011. - 643 с.
25. Bannych О.A., Blinov V.М., Kostina М.V. Effect of nitrogen as an alloying element on the ecological properties of iron based alloys. In: Japan - Russia Advanced Science and Technology Exchange Promotion Forum. Tokyo. 2000. Book of abstracts. P. 92 - 103.
26. Банных О.А., Блинов В.M., Костина М.В. О проблемах рационального использования азота для легирования сплавов на основе железа. - Сб. трудов Международной научно-технической конференции «Современные материалы и их использование в технике». С-Петербург, 2001, с. 3-5.
27. Блинов В.М., Калинин Г.Ю., Костина М.В., Мушникова С.Ю. и др. Влияние азота на коррозионные и коррозионно-механические свойства сталей со структурой азотистого мартенсита // Металлы. 2002. №3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОСНИКОВ ОБЖИГОВЫХ ТЕЛЕЖЕК С ПОВЫШЕННЫМ ЭКСПЛУАТАЦИОННЫМ РЕСУРСОМ | 2018 |
|
RU2708728C1 |
| ЛИТАЯ ЖАРОСТОЙКАЯ СТАЛЬ ДЛЯ КОЛОСНИКОВ АГЛОМЕРАЦИОННЫХ МАШИН | 2005 |
|
RU2369656C2 |
| ЛИТАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ ДЛЯ КРУПНЫХ ДЕТАЛЕЙ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2004 |
|
RU2288294C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| ЛИТАЯ ВЫСОКОМАРГАНЦЕВАЯ СТАЛЬ | 2007 |
|
RU2371509C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ ТРУБНОЙ СТАЛИ | 2015 |
|
RU2583973C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2445380C1 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ СРЕДНЕУГЛЕРОДИСТОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2330894C2 |
| Способ производства толстолистового проката с повышенной деформационной способностью (варианты) | 2019 |
|
RU2709071C1 |
| ЛИТОЙ КОРПУС СЦЕПКИ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2020 |
|
RU2755711C1 |
Изобретение относится к металлургии, в частности к хромоникелевым литым сталям, предназначенным для изготовления деталей, работающих в агрессивных атмосферах при температурах 1100-1400°C. Сталь содержит компоненты в следующем соотношении компонентов, мас.%: углерод 0,25-0,40, кремний 1,00-1,50, марганец 0,90-1,20, хром 26,0-28,0, сера не более 0,025, фосфор не более 0,040, алюминий 0,01-0,06, никель 9,50-10,50, азот 0,10-0,15, железо - остальное. Повышается жаростойкость стали при температуре 1100°C и кратковременных циклических изменениях до 1400°C. 4 табл.
Литая жаростойкая сталь, содержащая углерод, кремний, марганец, фосфор, серу, никель, хром, алюминий и железо, отличающаяся тем, что она дополнительно содержит азот, при следующем соотношении компонентов, мас %:
| US 20070082223 A1, 12.04.2007 | |||
| ЛИТЕЙНАЯ ЖАРОСТОЙКАЯ СТАЛЬ | 1986 |
|
RU1356512C |
| Литая жаростойкая сталь | 1990 |
|
SU1723190A1 |
| Жаростойкая сталь | 1989 |
|
SU1654372A1 |
| US 20070217941 A1, 20.09.2007 | |||
| US 20100062279 A1, 11.03.2010 | |||

