ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу литья активного металла, позволяющему получать слиток малого диаметра с хорошим качеством и высоким выходом.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
В индукционной плавильной печи, использующей медный тигель с водяным охлаждением (CCIM), примеси практически не примешиваются к расплавленному металлу из плавильной атмосферы и тигля, и поэтому она является подходящей для плавления активного металла, в частности плавления металла, имеющего высокую температуру плавления.
Кроме того, индукционная плавильная печь может плавить сырье в печи без ограничения формы, если сырье имеет размер меньше, чем размер тигля. Следовательно, такие материалы, как лом, могут эффективно использоваться в качестве сырья.
[0003]
Кроме того, электромагнитная индукция, которая вызывает нагрев в индукционной плавильной печи, также, вызывает электромагнитное отталкивание для перемешивания расплавленного металла. Следовательно, гомогенность в расплавленном металле может поддерживаться за счет перемешивания благодаря электромагнитному отталкиванию.
По этой причине литье активного металла с использованием индукционной плавильной печи считается эффективным способом для получения высококачественного слитка металла с высоким выходом, поскольку высокий выход требуется при литье активного металла из-за высокой стоимости сырья.
[0004]
Плотность металла в твердом состоянии обычно больше, чем плотность металла в жидком состоянии, и поэтому объем отлитого тела уменьшается, когда оно затвердевает. Другими словами, полость, называемая усадочной раковиной, образуется как дефект при литье в той части, в которой скорость охлаждения является относительно низкой, и затвердевание задерживается из-за усадки при кристаллизации. Усадочная раковина легко образуется в осевой центральной части слитка, особенно когда производится слиток с малым диаметром.
Следовательно, когда металл, расплавленный в индукционной плавильной печи, отливается как слиток малого диаметра, обычно используется такой способ, как способ центробежного литья или способ вакуумной разливки, чтобы уменьшить усадочную раковину.
[0005]
Например, Патентный документ 1 раскрывает способ вакуумной разливки с использованием устройства для литья, оборудованного закрытой печью-миксером и литейной формой, связанной с печью-миксером подающим рукавом. Способ вакуумной разливки согласно Патентному документу 1 позволяет в достаточной степени уменьшить давление в полости (в печи-миксере), а также позволяет выполнять заполнение расплавленным металлом в ламинарном потоке. Следовательно, нет никакой возможности попадания воздуха, и качество литья улучшается. Кроме того, в способе вакуумной разливки согласно Патентному документу 1 считается, что разность между давлением в печи-миксере и давлением в полости может быть увеличена, и в результате масса отливки не ограничивается, и возможно литье большого объема.
[0006]
Кроме того, способ направленного затвердевания, описанный в Патентном документе 2, известен как способ предотвращения образования описанной выше усадочной раковины.
Более подробно, Патентный документ 2 раскрывает способ прецизионной кристаллизации, включающий нагревание верхней части керамической литейной формы до температуры более высокой, чем у ее нижней части, с использованием нагревательной печи, разделенной на множество частей в направлении высоты и способной индивидуально регулировать температуру в каждой части, литье расплавленного металла в нагретую керамическую литейную форму и выполнение кристаллизации. В способе прецизионной кристаллизации согласно Патентному документу 2 нижняя часть литейной формы нагревается до относительно низкой температуры, а верхняя часть литейной формы нагревается до высокой температуры в нагревательной печи, имеющей температурное распределение в направлении высоты. Когда расплавленный металл затем заливается в литейную форму, в литейной форме происходит направленное затвердевание, при котором расплавленный металл постепенно затвердевает в направлении от нижней части (в которой температура расплавленного металла является низкой) к верхней части. Считается, что когда происходит направленное затвердевание, образование дефектов, таких как усадочная раковина, может быть предотвращено.
[0007]
Обычный способ литья в индукционной плавильной печи с использованием медного тигля с водяным охлаждением обычно использует способ выпуска плавки путем наклона тигля. Однако в Патентном документе 3 был предложен способ выпуска плавки из дна тигля.
Более подробно, способ литья по Патентному документу 3 имеет конфигурацию, в которой материал, который плавится в тигле, всплывает за счет электромагнитного отталкивания и плавится с помощью индукционного нагрева, и расплавленный металл выливается в литейную форму из донного разливочного отверстия.
Цилиндрический сменный проводящий адаптер вставляется в разливочное отверстие, и в способе литья по Патентному документу 3 скорость потока может ступенчато регулироваться путем замены адаптера.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0008]
Патентный документ 1: JP-A-H9-57422
Патентный документ 2: JP-A-H11-57984
Патентный документ 3: JP-A-H11-87044
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0009]
Способ вакуумной разливки по Патентному документу 1 требует дополнительной стадии для уменьшения давления в печи-миксере. Это приводит к ухудшению производительности из-за увеличения количества стадий при литье.
Ухудшение производительности из-за увеличения количества стадий также происходит и в способе центробежного литья, в котором усадочная раковина уменьшается путем приложения центробежной силы к литейной форме.
[0010]
Кроме того, способ прецизионной кристаллизации по Патентному документу 2 требует подготовки новой нагревательной печи, способной изменять температуру в направлении высоты. В дополнение к этому, температура нагрева должна точно изменяться в направлении высоты при литье. В результате процесс производства имеет тенденцию к усложнению, и это может привести к увеличению производственных затрат.
Кроме того, плавильная печь с донным выпуском по Патентному документу 3 значительно изменяет скорость выпускаемого потока путем изменения диаметра выпускного отверстия в дне. Однако этот патентный документ не содержит ни описания влияния изменения скорости выпускаемого потока на выход слитка или его качество, ни описания литья материала малого диаметра.
[0011]
Настоящее изобретение было создано с учетом вышеописанных проблем и имеет своей задачей предложить способ литья активного металла, который реализует направленное затвердевание от дна слитка в литейной форме, в которую льется расплавленный металл, уменьшает усадочную раковину в слитке металла и улучшает выход бездефектного продукта, путем использования охлаждаемого водой тигля из меди и подобного, и который является способом с индукционным нагревом, выпуском металла через донное отверстие, и с управлением скоростью литья расплавленного металла.
РЕШЕНИЕ ПРОБЛЕМЫ
[0012]
Для решения вышеописанных проблем способ литья активного металла по настоящему изобретению предусматривает следующие технические меры и средства.
Способ литья активного металла по настоящему изобретению представляет собой способ литья активного металла, содержащий использование в индукционной плавильной печи охлаждаемого водой тигля и выпуск расплавленного металла в литейную форму из донного выпускного отверстия медного тигля с водяным охлаждением для литья слитка активного металла, в котором при выполнении литья при условиях литья, в которых слиток имеет диаметр (D) 10 мм или более и отношение (H/D) высоты слитка H к диаметру слитка D 1,5 или более, и вес разливаемого расплавленного металла 200 кг или менее, температура расплавленного металла при литье устанавливается более высокой, чем температура плавления активного металла, и литье выполняется при управлении скоростью литья V (мм/с), которая представляет собой скорость литья в литейную форму, так, чтобы удовлетворялось условие V ≤ 0,1H относительно высоты слитка H, путем регулирования диаметра донного выпускного отверстия.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0013]
В соответствии со способом литья активного металла по настоящему изобретению направленное затвердевание от дна слитка металла может быть реализовано в литейной форме, в которую отливают расплавленный металл, усадочная раковина во внутренней части слитка металла может быть уменьшена, и выход бездефектного продукта может быть улучшен путем использовании охлаждаемого водой тигля из меди и подобного, и который является способом с индукционным нагревом, выпуском металла через донное выпускное отверстие, и управлением скоростью литья расплавленного металла.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014]
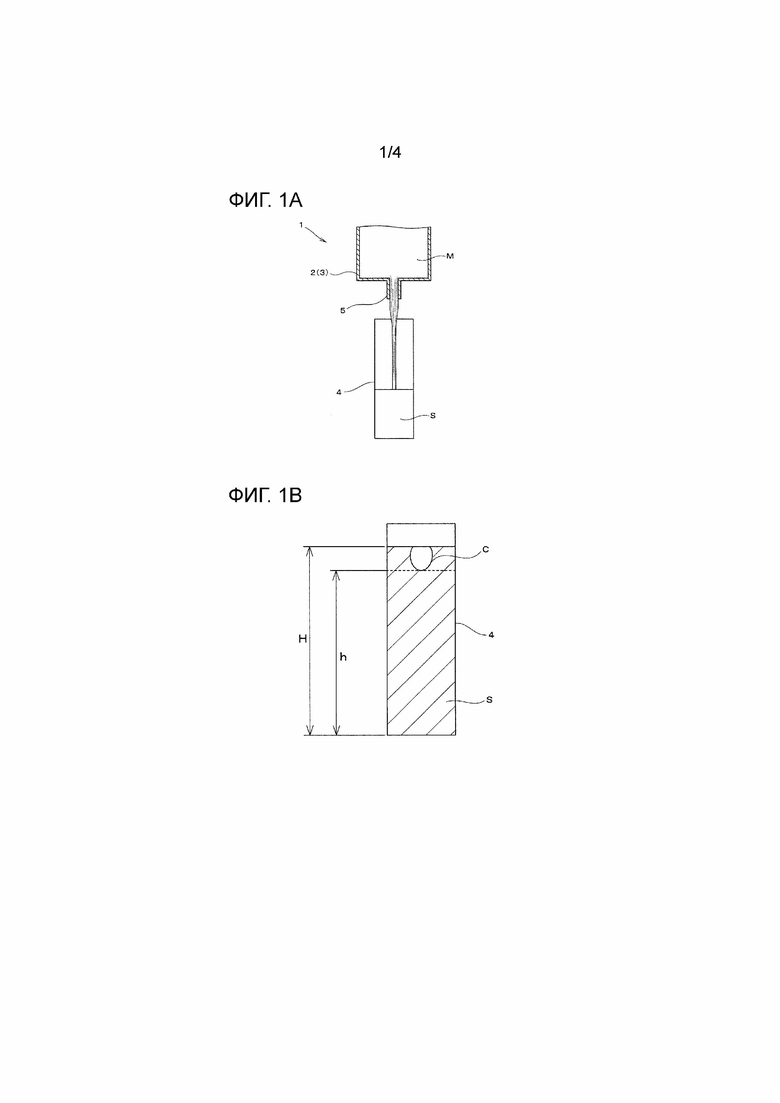
[Фиг. 1A] Фиг. 1A иллюстрирует литейное оборудование, используемое в способе плавки активного металла этого варианта осуществления.
[Фиг. 1B] Фиг. 1B представляет собой схематическое поперечное сечение внутренней части слитка металла, отлитого литейным устройством, показанным на Фиг. 1A.
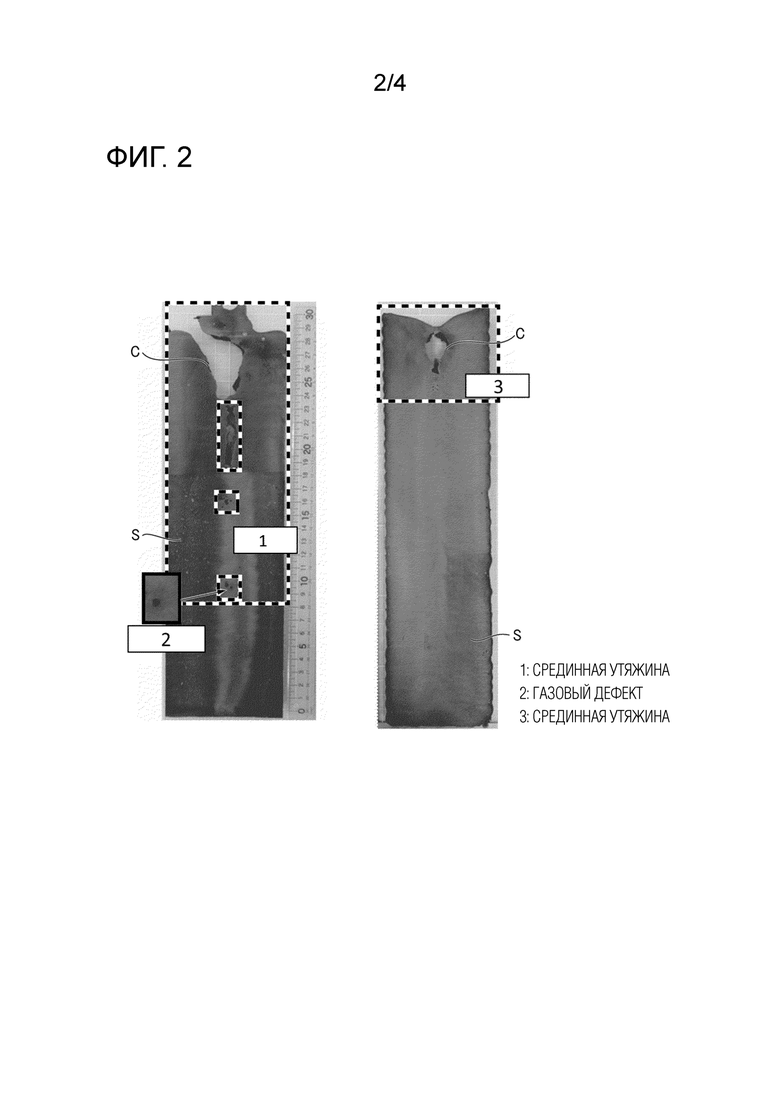
[Фиг. 2] На Фиг. 2 слева показано поперечное сечение состояния образования дефекта внутри слитка металла, отлитого с помощью обычного способа (выпуска путем наклона тигля), а справа показано поперечное сечение образования дефекта внутри слитка металла, отлитого с помощью способа данного варианта осуществления.
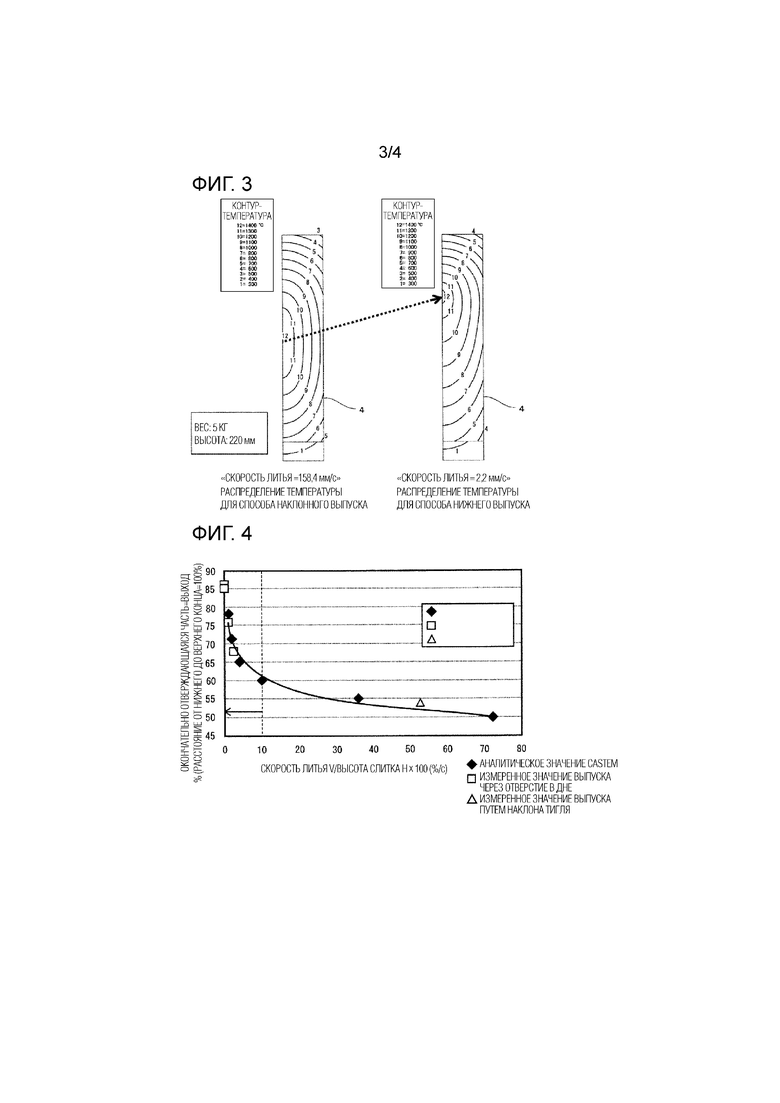
[Фиг. 3] На Фиг. 3 слева показано температурное распределение в слитке металла, имеющем вес 5 кг и высоту литья 220 мм при скорости разливки 158,4 мм/с, а справа показано температурное распределение в слитке металла, имеющем вес 5 кг и высоту литья 220 мм при скорости разливки 2,2 мм/с.
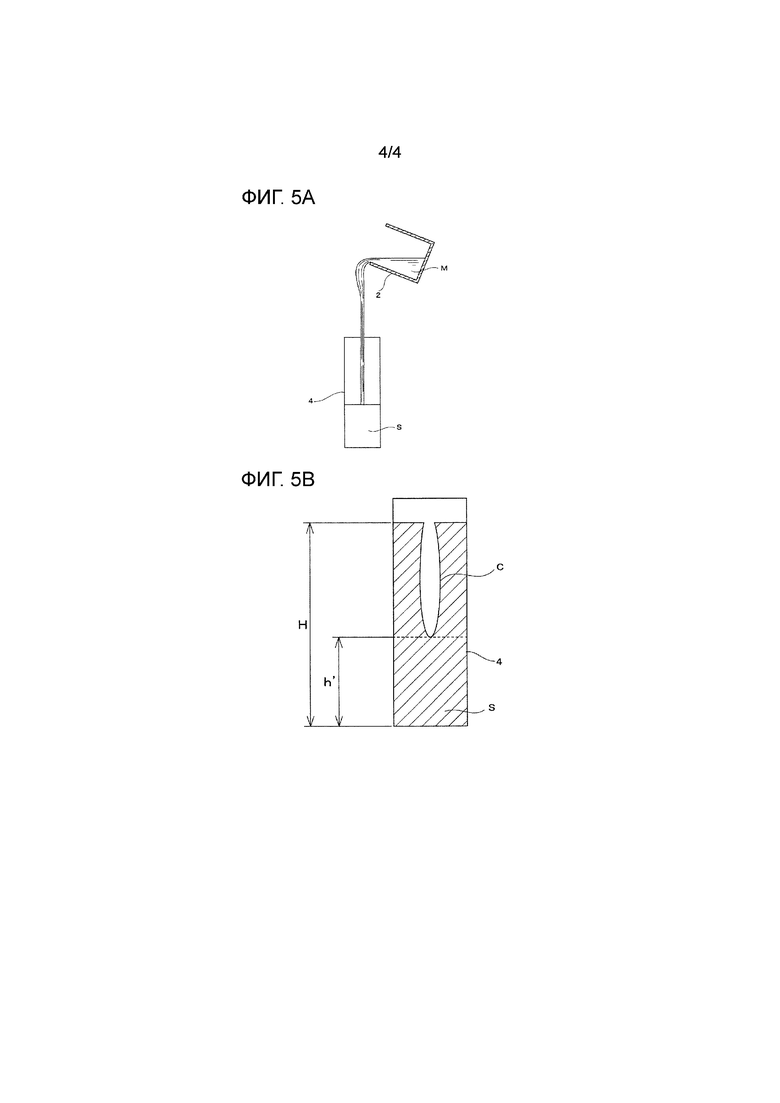
[Фиг. 4] Фиг. 4 иллюстрирует влияние скорости разливки на выход слитка.
[Фиг. 5A] Фиг. 5A показывает литейное оборудование, используемое в обычном способе разливки активного металла (выпуска путем наклона тигля).
[Фиг. 5B] Фиг. 5B представляет собой схематическое поперечное сечение внутренней части слитка металла, отлитого литейным устройством, показанным на Фиг. 5A.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0015]
Далее конкретный вариант осуществления способа литья активного металла в соответствии с настоящим изобретением описывается подробно со ссылками на чертежи.
Способ литья активного металла этого варианта осуществления производит слиток S малого диаметра (слиток) путем заливки расплавленного металла M, получаемого путем плавления активного металла, имеющего высокую температуру плавления (именуемого в дальнейшем активным металлом), такого как сплавы на основе титана (Ti), на основе циркония (Zr), на основе ванадия (V) или на основе хрома (Cr), в литейную форму 4 и выполнения литья.
[0016]
Литейное оборудование 1, используемое в способе литья активного металла этого варианта осуществления, описывается ниже.
Как проиллюстрировано на Фиг. 1, литейное оборудование 1 этого варианта осуществления содержит индукционную плавильную печь 3, использующую медный тигель 2 с водяным охлаждением, и литейную форму 4, в которую заливается расплавленный металл M, выпускаемый через дно тигля 2. Расплавленный металл M выпускается в литейную форму 4 через дно тигля 2 и отливается слиток S малого диаметра из активного металла.
[0017]
Индукционная плавильная печь 3, используемая в литейном оборудовании 1 этого варианта осуществления, создает индукционный ток в расплавляемом материале, и использует его сопротивление для нагревания, и обычно называется индукционной плавкой в холодном тигле. Индукционная плавильная печь 3 плавит активный металл, используя медный тигель 2 с водяным охлаждением. Тигель 2 сформирован из меди без использования огнеупора, который часто используется в качестве материала, составляющего тигель 2 типичной плавильной печи. По этой причине индукционная плавильная печь позволяет устранить влияние загрязняющих примесей из огнеупора.
[0018]
Тигель 2, используемый в вышеописанной индукционной плавильной печи 3, имеет открытую сверху цилиндрическую форму, как проиллюстрировано на Фиг. 1, и может содержать внутри расплавленный активный металл.
Стенка тигля 2 формируется из меди, как было описано выше, и охлаждается водой. Когда стенка тигля 2 сформирована так, из меди с водяным охлаждением, температура стенки тигля 2 не увеличивается выше заранее заданной температуры (например, 250°C), даже когда тигель содержит расплавленный активный металл. В частности, даже когда расплавленный активный металл находится в медном тигле 2 с водяным охлаждением, затвердевшая оболочка, называемая корочкой, образуется между стенкой тигля 2 и расплавленным металлом, и играет ту же роль, что и тигель. В результате расплавленный металл не загрязняется тиглем 2.
[0019]
Тигель 2 этого варианта осуществления представляет собой тигель с донным выпуском, и выпускное отверстие 5, способное направлять удерживаемый активный металл вниз, формируется на дне тигля 2. Выпускное отверстие 5 может быть сконфигурировано так, чтобы его диаметр мог регулироваться и соответственно регулировать количество расплавленного металла M, направляемого вниз. Выпускное отверстие 5 может конфигурироваться так, чтобы его диаметр регулировался электромагнитным способом или механическим способом, или может конфигурироваться так, чтобы было заранее подготовлено множество клапанных элементов, имеющих различные диаметры отверстия, и диаметр отверстия регулируется путем замены клапанного элемента.
[0020]
Литейная форма 4 имеет цилиндрическую форму с дном, открытую сверху.
Внутренние размеры литейной формы 4 предпочтительно находятся внутри следующих применимых диапазонов, когда диаметр слитка S металла равен D, высота слитка S металла равна H и вес расплавленного металла M равен W:
Диаметр слитка D (мм): 10≤D≤150
Высота слитка H (мм): 15≤H≤1500
Вес расплавленного металла (кг): 0,2≤W≤200
Процедуры литья активного металла с использованием вышеописанной индукционной плавильной печи 3, другими словами, способ литья активного металла, описываются ниже.
[0021]
Способ литья активного металла этого варианта осуществления включает в себя использование в индукционной плавильной печи 3, водоохлаждаемого тигля 2 и выпуск расплавленного металла M в литейную форму 4 из донного отверстия медного тигля 2 с водяным охлаждением 2 для отливки слитка S активного металла с малым диаметром. В этом случае литье слитка S малого диаметра проводится при условиях литья, в которых диаметр (D) составляет 10 мм или более, отношение (H/D) высоты (H) слитка S к диаметру (D) слитка S равно 1,5 или более, и вес разливаемого расплавленного металла M составляет 200 кг или менее. При проведении литья выпускное отверстие 5, конфигурируемое так, чтобы его диаметр мог регулироваться, предусматривается в дне тигля 2. Температура расплавленного металла М при литье устанавливается более высокой, чем температура плавления активного металла, и литье выполняется при управлении скоростью V (мм/с) литья в литейную форму 4 так, чтобы удовлетворялось условие V≤0,1H относительно высоты слитка H, путем регулирования диаметра выпускного отверстия 5. В результате усадочная раковина внутри слитка S уменьшается, и выход литья улучшается. Для того, чтобы предотвратить «закупорку расплавленным металлом», при которой разливаемый расплавленный металл забивает отверстие и не течет, температура расплавленного металла M при литье предпочтительно поддерживается более высокой, чем температура плавления активного вещества, на 20°C или больше, и более предпочтительно на 40°C или больше.
[0022]
Причины установки вышеописанных условий литья в способе литья этого варианта осуществления являются следующими.
Например, сырьевой материал многокомпонентного сплава Ti-Al (Ti-33,3Al-4,6Nb-2,55Cr) плавится в индукционной плавильной печи 3 в медном тигле 2 с водяным охлаждением (с диаметром 250 мм) и выдерживается до достижения полностью расплавленного состояния. После этого ток пропускается через катушку, расположенную на дне, титановая пробка (диаметром 3,2 мм), расположенная в донном выпускном отверстии, плавился индукцией и удаляется для того, чтобы сформировать отверстие. Расплавленный сплав выпускается через дно тигля 2 для отливки слитка S. Для сравнения слиток металла был подготовлен путем наклонной разливки, как проиллюстрировано на Фиг. 5A и Фиг. 5B. Фотографии поперечных сечений полученных слитков S из сплава Ti-Al проиллюстрированы на Фиг. 2: слева - для способа наклонного выпуска (обычная технология), и справа - для способа донного выпуска (настоящее изобретение).
[0023]
Как проиллюстрировано на левой части Фиг. 2, дефекты усадочной раковины C явно присутствуют в широком диапазоне в вертикальном направлении в слитке S, отлитом обычным способом наклонного выпуска. С другой стороны, было подтверждено, что дефекты усадочной раковины C образовывались только в верхней концевой части слитка S, отлитого способом донного выпуска, как проиллюстрировано на правой части Фиг. 2. Причина этого предположительно заключается в том, что когда расплавленный сплав выпускается снизу, скорость литья становится медленной по сравнению со способом наклонного выпуска, и в результате последняя затвердевающая часть образует самую верхнюю часть, хотя процесс затвердевания близок к направленной кристаллизации от дна. Хотя это и не показано на Фиг. 1B и Фиг. 5B, дефекты, называемые «срединными утяжинами», заключенные в слитке металла, включаются в усадочную раковину C.
[0024]
Результаты оценки состояния образования усадочной раковины внутри слитков S в способе донного выпуска и в способе наклонного выпуска, а также соответствующие выходы показаны в Таблице 1.
[0025]
Таблица 1


[0026]
Как видно из Таблицы 1, за счет замедления скорости литья место образования усадочной раковины C сдвигается к верхнему концу слитка S (верхней части слитка S), и «выход бездефектного продукта» улучшается вплоть до 80% в настоящем примере (способ донного выпуска) по сравнению с 30% в обычном примере (способ наклонного выпуска). «Выход бездефектного продукта» представляет собой отношение высоты той части слитка S, в которой нет усадочной раковины C на Фиг. 2, к полной высоте слитка S (в частности, h/H на Фиг. 1B и h'/H на Фиг. 5B).
[0027]
На образование описанной выше разности в состоянии образования усадочной раковины C значительное влияние оказывает положение последней затвердевающей части, присутствующей в слитке S. Другими словами, в основном усадочная раковина C образуется в том месте, в котором затвердевание завершается (в последней затвердевающей части). Следовательно, когда скорость литья изменяется с использованием программного обеспечения для численного анализа, если получается температурное распределение в слитке S, положение, в котором присутствует последняя затвердевающая часть в слитке S, также получается, и состояние образования усадочной раковины C может быть оценено.
[0028]
Например, левая часть Фиг. 3 иллюстрирует температурное распределение внутри слитка S при выполнении литья способом наклонного выпуска (обычная технология). Численные значения на этом чертеже указывают температуру внутри слитка S, полученную в результате численного анализа. Показано, что температура части слитка металла является высокой, поскольку численное значение является большим, и последняя затвердевающая часть, которая не затвердевать до самого конца и остается, имеет высокую температуру. Другими словами, предполагается, что последняя затвердевающая часть соответствует месту образования усадочной раковины C.
[0029]
Как проиллюстрировано в левой части Фиг. 3, когда используется способ наклонного выпуска, то есть когда скорость литья является высокой (158,4 мм/с), место образования усадочной раковины C находится в центральной части (в вертикальном направлении) слитка S.
С другой стороны, как проиллюстрировано в правой части Фиг. 3, когда используется способ донного выпуска (технология настоящего изобретения), то есть когда скорость литья является медленной (2,2 мм/с), подтверждается, что место образования усадочной раковины C сдвигается к верхней стороне слитка S. Предположительно это происходит благодаря тому, что при уменьшении скорости литья реализуется направленное затвердевание, которое протекает вверх от дна.
[0030]
Соотношение между скоростью литья и положением последней затвердевающей части (местом образования усадочной раковины C) показано в Таблице 2 и на Фиг. 4. Использовалась такая литейная форма, чтобы получался слиток металла, имеющий диаметр (D) 100 мм и вес 25 кг.
[0031]
Таблица 2
[0032]
Фиг. 4 показывает положение последней затвердевающей части (другими словами, выход слитка S), при изменении скорости литья по массе слитка S (скорость литья [%/с], представленная долей длины отливки). Скорость литья в виде аналитического значения CASTEM, показанного на Фиг. 4, вычислялась с использованием того же самого численного анализа, что и на Фиг. 3. Экспериментальные значения скорости литья для способа донного выпуска и для способа наклонного выпуска были получены с помощью эксперимента. Когда высота слитка S на Фиг. 1B составляет H (мм), в том случае, когда скорость литья V (мм/с) составляет «0,1×H» или меньше («скорость литья (мм/с)/высота слитка (мм) ×100» составляет 10%/с или меньше), последняя затвердевающая часть сдвигается к верхней стороне (верхней части) слитка S, и усадочная раковина C также сдвигается к верхней стороне слитка S. В результате в том случае, когда скорость литья V составляет «0,1×H» или меньше, весь слиток, за исключением его верхнего конца, в котором образуется усадочная раковина C, может использоваться в качестве бездефектного слитка S, и предполагается, что выход бездефектного продукта улучшается до 60% или больше. В соответствии с Примером, показанным на Фиг. 4, когда скорость литья V (мм/с)/высота слитка (мм) ×100 составляет 4%/с или меньше, выход улучшается до 65% или больше; когда скорость литья V (мм/с)/высота слитка (мм) ×100 составляет 2%/с или меньше, выход улучшается до 70% или больше; когда скорость литья V (мм/с)/высота слитка (мм) ×100 составляет 1%/с или меньше, выход улучшается до 75% или больше; и когда скорость литья V (мм/с)/высота слитка (мм) ×100 составляет 0,006%/с или меньше, выход улучшается до 85% или больше.
[0033]
В случае обычного способа (способа наклонного выпуска) выход бездефектного продукта составляет всего лишь 30% в случае Таблицы 1 и всего 54% в случае Таблицы 2.
Следовательно, для того, чтобы выход бездефектного продукта составлял 60% или больше, скорость литья V (мм/с) предпочтительно должна составлять «0,1×H» или меньше, где H - высота слитка S (мм).
Причины установки вышеописанных условий литья в способе литья этого варианта осуществления были описаны выше.
[0034]
Таким образом, в настоящем изобретении при выполнении литья при условиях литья, в которых диаметр (D) составляет 10 мм или больше, отношение (H/D) высоты H слитка S к диаметру D слитка S составляет 1,5 или больше, и вес выпускаемого расплавленного металла составляет 200 кг или меньше, литье проводится таким образом, чтобы температура расплавленного металла M при литье была выше, чем температура плавления активного металла, на 40°C или больше, и скоростью литья V (мм/с) управляют так, чтобы удовлетворялось условие V≤0,1H. Таким образом, усадочная раковина C внутри слитка S уменьшается, и выход литья улучшается.
[0035]
Следует понимать, что варианты осуществления, раскрытые в настоящем документе, являются примерами во всех отношениях и не являются ограничительными. В частности, не раскрытые явно моменты, например, эксплуатационный режим, различные параметры, а также размер, вес и объем конструкций, не отклоняются от диапазонов, обычных для специалиста в данной области техники, и могут использоваться значения, известные специалисту в данной области техники.
[0036]
Хотя настоящее изобретение было подробно описано со ссылками на конкретные варианты осуществления, для специалиста в данной области техники будет очевидно, что различные изменения и модификации могут быть сделаны без отступления от духа и области охвата настоящего изобретения.
Настоящая заявка основана на японской патентной заявке № 2016-241248, поданной 13 декабря 2016 г., и на японской патентной заявке № 2017-206165, поданной 25 октября 2017 г., содержание которых тем самым включено в настоящий документ посредством ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0037]
Настоящее изобретение может производить высококачественный слиток металла с меньшей усадочной раковиной и с высоким выходом в производстве слитка активного металла с помощью индукционной плавильной печи.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0038]
1 - Литейное оборудование;
2 - Тигель;
3 - Индукционная плавильная печь;
4 - Литейная форма;
5 - Отверстие для выпуска;
C - Усадочная раковина;
M - Расплавленный металл;
S - Слиток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| СЛИТОК ИЗ РАДИОАКТИВНЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2145126C1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2009 |
|
RU2476797C2 |
| СПОСОБ ИНДУКЦИОННОЙ ПЛАВКИ ЛИТЬЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2319752C2 |
| СПОСОБ УСТРАНЕНИЯ УСАДОЧНОЙ РАКОВИНЫ В ОТЛИВАЕМОМ СЛИТКЕ | 2011 |
|
RU2533221C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СКАНДИЯ | 1992 |
|
RU2034073C1 |
Изобретение относится к металлургии и может быть использовано для литья активного металла. В индукционной плавильной печи с медным тиглем с водяным охлаждением отливают тонкий слиток активного металла путем выпуска расплава из выпускного отверстия, предусмотренного в секции основания тигля, в литейную форму. Литье выполняют при условиях, в которых слиток имеет диаметр (D) по меньшей мере 10 мм, отношение (H/D) высоты H слитка к диаметру D слитка составляет по меньшей мере 1,5, и вес выпускаемого расплава составляет не больше чем 200 кг, при этом температуру расплава во время литья устанавливают более высокой, чем температура плавления активного металла, и литье выполняют при управлении скоростью литья V (мм/с) в литейную форму путем регулирования диаметра выпускного отверстия так, чтобы соотношение с высотой H слитка удовлетворяло условию V≤0,1H. Изобретение позволяет осуществить направленное затвердевание слитка от дна в литейной форме, уменьшить усадочную раковину в металлическом слитке и улучшить выход бездефектного продукта. 5 ил., 2 табл.
Способ литья активного металла, включающий использование в индукционной плавильной печи охлаждаемого водой медного тигля и выпуск расплавленного металла в литейную форму из донного выпускного отверстия медного тигля с водяным охлаждением для отливки слитка активного металла, отличающийся тем, что литье осуществляют при условии, что слиток имеет диаметр (D) 10 мм или более, отношение (H/D) высоты слитка H к диаметру слитка D 1,5 или более и вес разливаемого расплавленного металла 200 кг или менее, при этом температуру расплавленного металла при литье устанавливают более высокой, чем температура плавления активного металла, а литье осуществляют при управлении скоростью литья V (мм/с), которое представляет собой литье в литейную форму, так, чтобы удовлетворялось условие V ≤ 0,1H относительно высоты слитка H путем регулирования диаметра донного выпускного отверстия.
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| JP 2006122920 A, 18.05.2006 | |||
| Неполяризующийся электрод | 1927 |
|
SU6858A1 |

