Область техники, к которой относится изобретение
Изобретение относится к способу отделения шлифовального масла из шламов от шлифования согласно ограничительной части пункта 1 формулы изобретения и станции разделения для осуществления способа согласно ограничительной части пунктов 16, 17 и 27 формулы изобретения, а также установка для выделения шлифовального масла из шлама. Способ и станция разделения этого вида известны из DE 19600505 A1.
Уровень техники
Известный способ уже ориентирован на то, чтобы создать предпосылки для удаления или повторное использование отдельных компонентов шламов от шлифования. С помощью того, что содержание шлифовального масла в шламах от шлифования достаточно сильно снижается, металлическая составляющая становится пригодной для дальнейшего использования в сталеплавильном заводе или в литейном производстве, или шлифовальное масло может отделяться с такой степенью чистоты, что оно может обогащаться и снова использоваться. С известным способом преследовалась цель с помощью небольших издержек на устройства и осуществление способа уменьшить затраты способа отделения или очистки. Для этого по предложению DE 19600505 A1 способ механического отделения объединяется с термическим способом. В частности, согласно DE 19600505 A1 механическое отделение осуществляется в центрифуге и шлам от шлифования одновременно нагревается с помощью того, что в металлической тонкодисперсной фазе с помощью магнитной индукции создаются вихревые токи. Необходимое магнитное поле может создаваться постоянными или электромагнитами, которые стационарно расположены во вращающемся барабане центрифуги.
Известный способ имеет недостаток, что выделяющиеся из шлама от шлифования составляющие шлифовального масла в барабане поднимаются снизу вверх и при этом отчасти должны проходить через осадок шлама, который осаждается на внутренней стенке барабана и вследствие силы тяжести становится внизу все толще. Далее в подобного рода центрифуге через равномерные промежутки с внутренней стенки центрифуги должны соскребаться осадки шлама, что связано с повышенными-трудозатратами. Непрерывный режим работы при известном способе может быть возможен только, если предусматриваются две центрифуги, которые работают и обслуживаются поочередно.
Раскрытие изобретения
Соответственно этому в основе изобретения лежит задача создания способа отделения шлифовального масла от шлама, при котором как для введения тепла в шлам от шлифования, так также и для выделения составляющих шлифовального масла, кинематическая вязкость которых достаточно снижена, имеются четкие физические условия, так что становится возможным продолжительный режим работы с высокой эффективностью и хорошим использованием примененной энергии.
Согласно изобретению эта задача решается с совокупностью признаков в соответствии с пунктом 1 формулы изобретения. Предпочтительные действия предложенного в соответствии с изобретением способа осуществляются сначала с помощью того, что шлам от шлифования укладывается на носитель с образованием ровного слоя небольшой высоты. Благодаря тому, что свободная поверхность ровного слоя шлама от шлифования оставляется в зоне действия воздействующей сверху индукторной пластины существуют четкие геометрические условия для нагрева слоя. Так как нагревание происходит сверху, шлифовальное масло со сниженной вязкостью может стекать из шлама от шлифования вниз, так как в носителе предусматриваются пригодные отверстия. Все еще нагревающийся и таким образом немедленно освобождающийся от становящихся подвижными составляющих шлифовального масла шлам становится хорошо доступным для дальнейшего нагревания. Удаление шлама от шлифования с уменьшенным содержанием шлифовального масла осуществляется вне зоны действия индукторной пластины, вследствие чего укладка слоя шлама от шлифования на носитель может осуществляться либо в зоне, либо вне ее зоны действия. Вследствие этого расположения обеспечено хорошее использование тепла, произведенного индукторной пластиной, которое непосредственно передается металлическим составляющим шлама от шлифования. В качестве наглядного сравнения для предложенного в соответствии с изобретением способа действия может служить укладка и нагрев теста для пиццы. Если слой шлама от шлифования должен укладываться на носитель в зоне действия индукторной пластины, это может осуществляться, например, сбоку наклонно вниз на носитель в промежуточном пространстве между индукторной пластиной и носителем.
Особенно хорошие опыты были получены со слоем шлама от шлифования, который имел на носителе толщину от 2 до 30 мм. Однако этот диапазон величин не обязателен в каждом случае; в зависимости от качества шлама от шлифования и уровня кинематической вязкости шлифовального масла могут также достигаться предпочтительные результаты также с большей толщиной слоя.
Индуктивное нагревание шлама от шлифования зависит от того, как сильно выражены ферромагнитные свойства металлической стружки и/или металлической пыли в шламе от шлифования. Повышение температуры может происходить с различной силой, благодаря тому, что индукционный нагрев включается с различной интенсивностью и на различную продолжительность. При слабых ферромагнитных свойствах целесообразно на свободную поверхность ровного слоя шлама от шлифования укладывать стальную пластину, которая в зоне действия индукторной пластины находится между ней и свободной поверхностью слоя шлама от шлифования. В этом случае индукторная пластина нагревает, прежде всего, стальную пластину, которая потом отдает свое тепло лежащему под ней слою шлама от шлифования.
В частности, если шлам от шлифования еще и загрязнен другими веществами, в этом случае может быть целесообразно в ровном слое шлама от шлифования уложить другую стальную пластину, которая тогда находится на расстоянии над носителем, т.е. расположена в середине слоя шлама от шлифования. Эта дополнительная пластина может быть образована в виде перфорированной пластины или в виде сита и точно так же нагреваться индуктивно индукторной пластиной. Благодаря этому находящемуся в середине слоя шлама от шлифования источнику тепла могут компенсироваться недостатки от более слабых ферромагнитных свойств или от загрязнения шлама от шлифования.
В первом исполнении предложенный в соответствии с изобретением способ осуществляется таким образом, что дозированное частичное количество шлама от шлифования укладывается на несущую чашу, которая потом снизу перемещается в зону действия индукторной пластины. Это ведет к сравнительно простой установке, которая принимает в расчет разделение шлама от шлифования на не слишком большие количества.
Носитель может быть образован в виде бесконечного конвейера, на котором образованы, по меньшей мере, три несущие чаши, которые друг за другом подводятся к процессам а) укладки, b) индуктивного нагревания с помощью индукторной пластины и с) разгрузки. Движение бесконечного конвейера происходит при этом тактами и индукторная пластина для процесса нагрева соответственно опускается на данную несущую чашу. Бесконечный конвейер при этом может быть образован в виде ленточного транспортера с прямолинейным направлением транспортировки или также в виде кругового транспортера. Другие предпочтительные варианты исполнения приведены в зависимых пунктах с образованием отдельных способов.
Но кроме того также возможен полностью непрерывный способ действия с помощью того, что способ осуществляется с непрерывно движущимся ленточным конвейером, верхняя ветвь которого служит в качестве носителя для непрерывно укладываемого слоя шлама от шлифования и он пропускается под постоянно активированной индукторной пластиной. При этом скорость движения верхней ветви управляет введением тепла в слой шлама от шлифования, причем должны еще дотягиваться возможности воздействия индукторной пластины.
Способ согласно изобретению может хорошо комбинироваться со ступенями предварительной обработки, которые могут состоять из механического отделения шлифовального масла от шлама и примыкающего к нему предварительного нагрева шлама от шлифования. Таким образом достигается, что электрическая энергия индукторной пластины применяется и используется особо экономичным образом только в последней ступени обработки.
В способе в соответствии с изобретением из шлама от шлифования может выделяться значительно больше шлифовального масла, которое направляется на повторное применение. Прежде всего, шлифовальное масло при обработке шлифованием представляет собой ненезначительный фактор стоимости. Чем выше составляющая шлифовального масла, которая может восстанавливаться, тем экономичнее общий способ шлифования. С описанным выше предложенным в соответствии с изобретением способом теперь возможно выделять из шлама для шлифования так много шлифовального масла, что в шламе от шлифования остаются лишь небольшие остатки. Но, собственно эти небольшие остатки могут вести к тому, что шлам от шлифования рассматривается как особый мусор и без затруднений доступен для повторного применения, например, с помощью расплавления сошлифованного металла. Согласно другому варианту изобретения предусмотрено, что после отделения шлифовального масла с помощью уменьшения его вязкости на следующем этапе способа остаточное количество шлифовального масла сжигается. Это может, например, достигаться с помощью того, что устройство для индуктивного нагревания шлифовального масла регулируется так, что его температура поднимается до температуры сгорания, и оно сжигается. Однако также возможно, что предусматривается дополнительный источник энергии, с помощью которого оставшееся шлифовальное масло сжигается. Подобным дополнительным источником энергии может быть, например, также горелка.
Изобретение относится также к разделительным станциям, с которыми может осуществляться способ в соответствии с изобретением. Разделительные станции приведены в пунктах 18, 19 и 29 формулы изобретения. Усовершенствованные варианты к этому приведены в пунктах 20-31 формулы изобретения. При этом нужно подчеркнуть, что и дно несущей чаши, которое образовано в виде ровной пластины, в необходимом случае может состоять из ферромагнитного материала. Это действительно для случая, что ферромагнитные свойства металлической составляющей в шламе от шлифования не достаточны или, что шлам от шлифования загрязнен. В этом случае действие индукторной пластины распространяется до дна несущей чаши и создает там тепловое воздействие. Это основано на том, что толщина шлама от шлифования, уложенного в несущих чашах сравнительно тонкая.
Изобретение относится также к технологической установке, в которой из шламов от шлифования отделяется шлифовальное масло с помощью того, что механически действующее разделительное устройство комбинируется с индуктивным нагревом. Особенность этой установки заключается в том, что разделены отдельные действия и осуществляются в раздельных секциях обработки. После механически действующего разделительного устройства и предварительного нагревания в качестве третьей и преимущественно последней обработки согласно изобретению может осуществляться индуктивное разделение с разделительной станцией. Отсюда она может особенно хорошо оптимизироваться. Преимущественно предусмотрена четвертая секция для обработки, которая предусматривает разделительную станцию с дополнительным источником энергии или с регулируемым индуктивным устройством для сжигания остаточного количества шлифовального масла.
Краткое описание чертежей
Ниже изобретение поясняется еще более подробно с помощью примеров осуществления, которые представлены на чертежах. Фигуры показывают следующее:
Фиг.1 поясняет в продольном разрезе принцип разделительной станции согласно изобретению в первой форме осуществления.
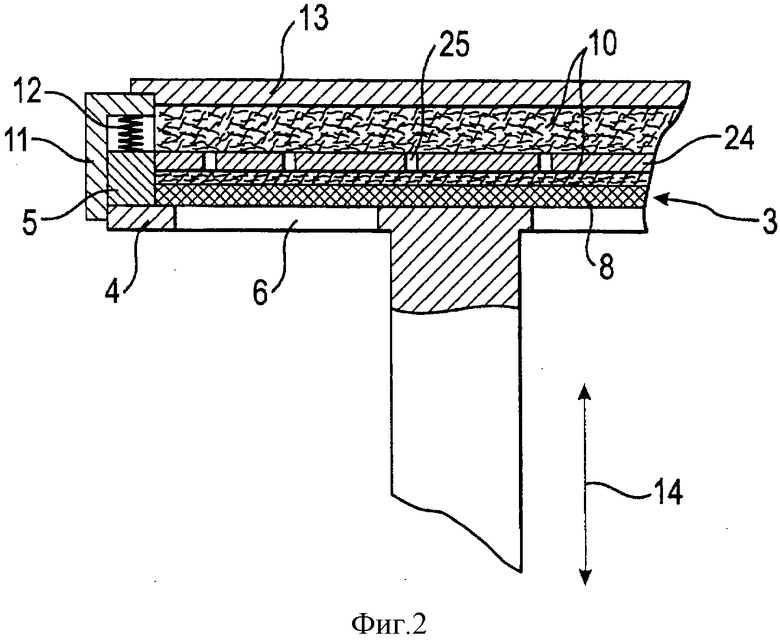
Фиг.2 показывает дополнительную подробность для разделительной станции согласно фиг.1.
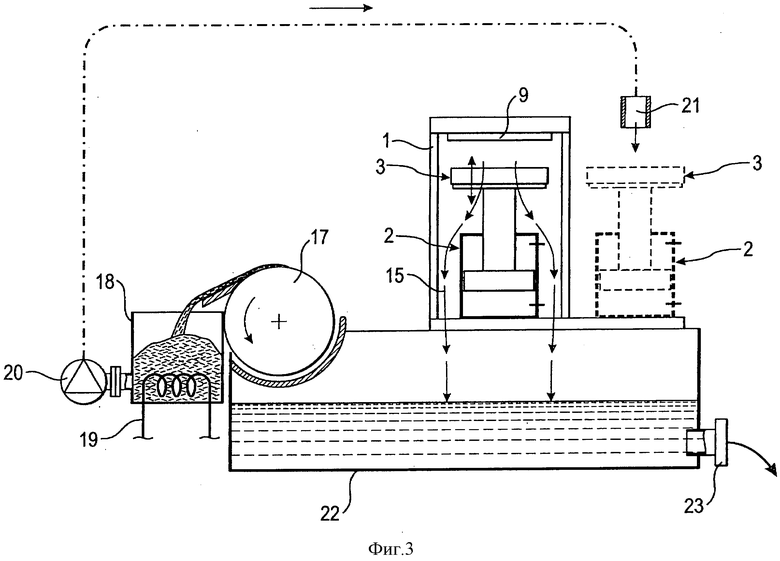
Фиг.3 представляет многоступенчатую технологическую установку, в которой разделительная станция согласно фиг.1 образует конечную ступень.
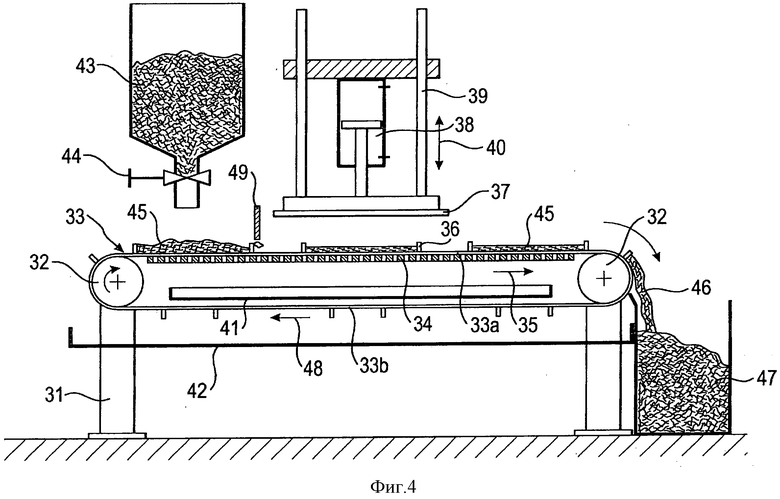
Фиг.4 поясняет вторую форму осуществления предложенной в соответствии с изобретением разделительной станции.
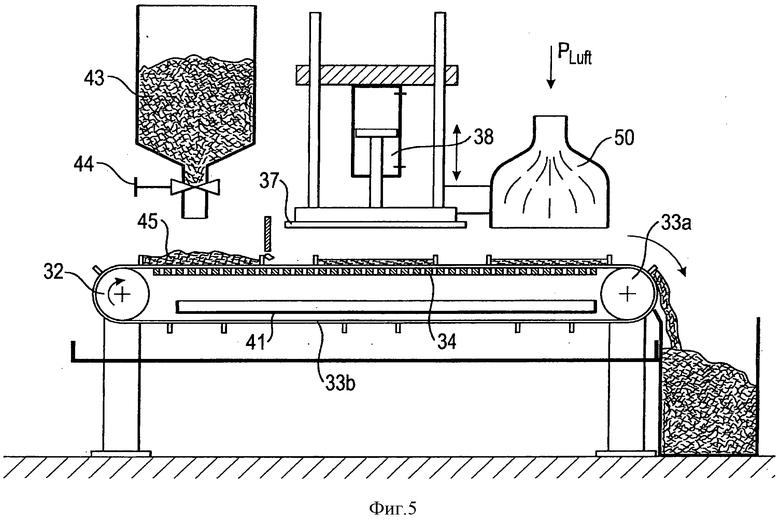
Фиг.5 представляет изображение разделительной станции согласно фиг.4, в которой добавлен другой блок для обработки.
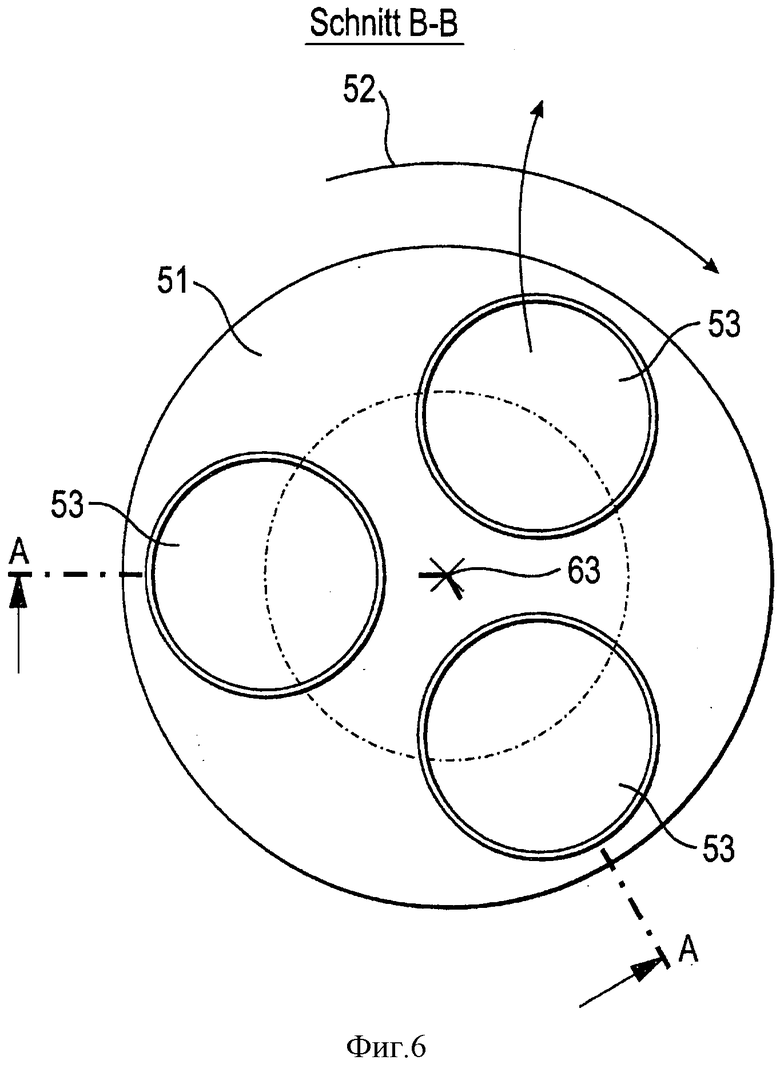
Фиг.6 показывает принцип третьей формы осуществления в виде сверху на разделительную станцию.
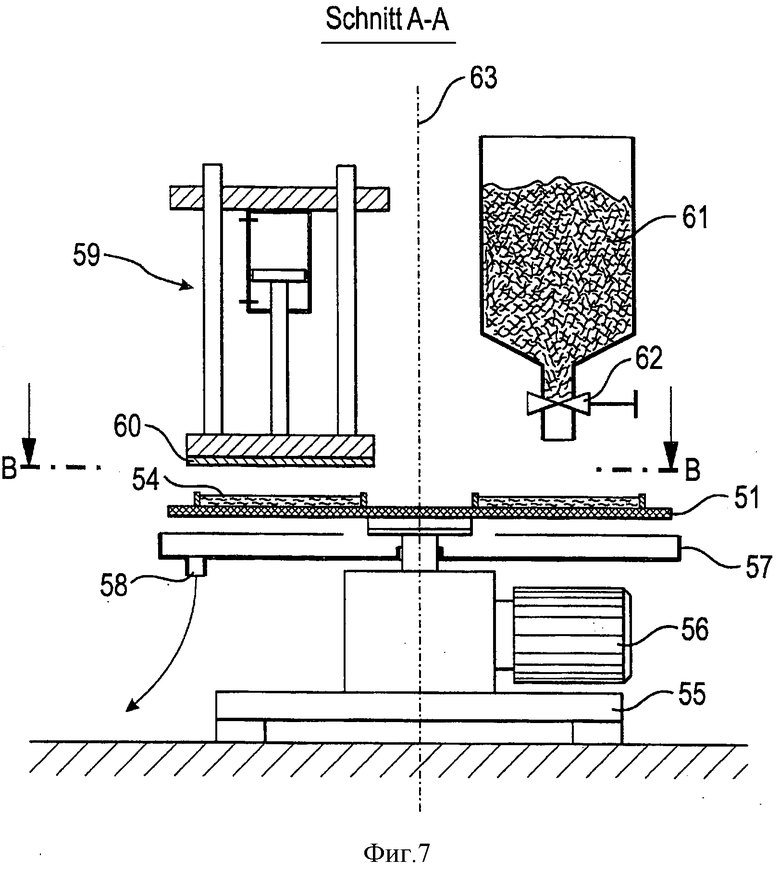
Фиг.7 относящийся к фиг.6 боковой вид в частичном разрезе.
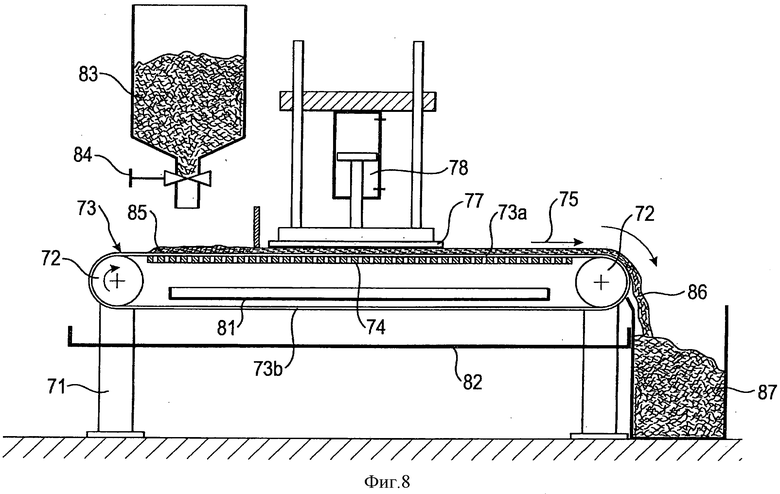
Фиг.8 поясняет принцип четвертой формы осуществления.
Осуществление изобретения
На фиг.1 изображена разделительная станция согласно первой форме осуществления. При этом в раме 1 расположено подъемное устройство 2, которое изображено в форме перемещающегося поршня с массивным, пригодным в качестве несущей колонны поршневым штоком. Подъемное устройство служит для того, чтобы перемещать несущую чашу вверх и вниз, см. стрелку 14 для движения подъема. Несущая чаша состоит из плоской пластины 4 с выступающим вверх окружающим плоскую пластину 4 краем 5 и имеет круглое поперечное сечение. Плоская пластина 4 снабжена отверстиями 4, через которые может стекать отделенное шлифовальное масло, см. стрелку 15, указывающую направление стекания. Также основание рамы 1 с той же самой целью снабжено отверстиями 7.
На расстоянии над плоской пластиной 4 несущей чаши 3 расположено проницаемое промежуточное дно 8. Оно может быть образовано в виде ситового дна или в форме перфорированной пластины. Пропускные отверстия промежуточного дна 8 малы по отношению к отверстиям 6 в плоской пластине 4. Проницаемое промежуточное дно 8 делает возможным беспрепятственное стекание или капание составляющих шлифовального масла с уменьшенной вязкостью из слоя 10 шлама от шлифования. Ширина отверстий сита или диаметр дырок перфорированной пластины ориентируется на свойства шлама от шлифования и кинематическую вязкость шлифовального масла.
Фиг.2 показывает другие детали, с помощью которых может улучшаться функционирование несущей чаши 3. На несущую чашу 3 может быть наложена установочная рама 11, которая с возможностью скольжения охватывает край 5 несущей чаши и упруго податливо оперта на несущую чашу 3. Упругая податливость может осуществляться с помощью ряда винтовых пружин 13, которые находятся между краем 5 несущей чаши 3 и установочной рамой 11. Установочная рама 11 кроме того имеет отогнутый внутрь профиль.
Установочная рама 11 предназначена для взаимодействия с индукторной пластиной 9, которая находится над несущей чашей 3 и перекрывает своей поверхностью поверхность несущей чаши 3. Несущая чаша 3 и индукторная пластина 9 расположены проходящими параллельно друг другу. При работе разделительной станции на несущей чаше 3 находится слой 10 шлама от шлифования, который содержит шлифовальное масло. Несущая чаша 3 с помощью подъемного устройства 3 плотно придвигается к индукторной пластине 9, пока слой 10 шлама от шлифования не будет находиться в зоне действия индукторной пластины 9. При этом, однако, свободная поверхность 16 слоя 10 шлама от шлифования не должна касаться индукторной пластины 9, так как индукционный нагрев уже происходит и так без прямого прикосновения. Способная скользить установочная рама 11 при приближении несущей чаши 3 к индукторной пластине 9 способствует тому, что не растекается находящийся на несущей пластине 3 слой 10 шлама от шлифования, так что ничего из шлама 10 от шлифования не может упасть вниз.
Несущая чаша 3 и перекрывающая ее индукторная пластина 9 могут быть образованы в форме круга или квадрата или могут иметь, например, прямоугольную форму. Принцип индукционного нагревания при этом остается неизменным.
В шламе от шлифования из ферромагнитных материалов индукторная пластина 9 способствует тому, что непосредственно в стальных или железных частицах шлама от шлифования возникает тепло. Если, однако, ферромагнитные свойства материала выражены только слабо или отсутствуют, на свободную поверхность 1 6 слоя 10 шлама от шлифования накладывается стальная пластина 13, которую можно видеть на фиг.2. Созданное индуктивно тепло в этом случае возникает в стальной пластине 13 и отдается лежащему под ней слою 10 шлама от шлифования. Так как несущая чаша 3 и установочная рама 11 сами не должны нагреваться, они не должны, в общем, состоять из ферромагнитных материалов, а состоять из термостойких синтетических материалов. Уложенная ферромагнитная стальная пластина во всяком случае может способствовать нагреванию дозированного слоя 10 шлама от шлифования
Если, правда, шлам от шлифования состоит не только из металлической стружки и шлифовального масла, а более сильно загрязнен другими составляющими, например, вспомогательными средствами для фильтрования или добавками, несмотря на ферромагнитную стружку от шлифования нагревание шлама от шлифования с помощью индукторной пластины может быть сильно снижено. В этих случаях может быть полезно, если в уложенный ровный слой 10 шлама от шлифования дополнительно укладывается другая перфорированная или образованная в виде сита стальная пластина 24. Эта дополнительная пластина 4 с пропускными отверстиями 25 находится тогда в середине слоя 10 шлама от шлифования. Таким образом пластина 24 расположена выше плоской пластины 4, которая образует дно несущей чаши 3, или выше проницаемого промежуточного дна 8. Индукционное нагревание в этом случае проявляется в сильном нагревании дополнительной стальной пластины 24 и это тепло передается слою 10 шлама от шлифования, в котором уложена дополнительная пластина 24.
Подобное желательное дополнительное тепловое воздействие в определенных случаях может также вести к тому, что с преимуществом плоская пластина 4 несущей чаши 3, по меньшей мере, частично образована из ферромагнитного материала.
Из фиг.3 следует, что до сих пор описанная разделительная станция согласно первой форме осуществления может быть установлена в технологической установке для отделения шлифовального масла из шлама от шлифования. Представленная установка включает три блока для обработки, из которых первый образован магнитным валком 17. Он служит для того, чтобы имеющие большой размер металлические частицы удалять из шлама от шлифования и таким образом разгрузить следующие процессы разделения.
От магнитного валка 17 шлам от шлифования поступает во вторую секцию для обработки, которая образована емкостью 18. Емкость нагревается с помощью теплообменника 19, который показан в виде нагревательного змеевика. Нагревание нагревательной жидкости может происходить в специальном здесь не показанном блоке с помощью отходящего тепла периферийных агрегатов, которые имеются в установке для подготовки охлаждающего смазочного вещества в шлифовальном станке. Благодаря этому предварительному подогреву шлифовальное масло уже становится менее вязким, так что шлам от шлифования может лучше транспортироваться. С помощью подающего насоса 20 шлам от шлифования теперь подводится к третьей секции для обработки, которая состоит из разделительной станции согласно фиг.1 и 2 и начинается у секции подачи.
Описываемая до этого установка и относящаяся к ней разделительная станция работают следующим образом: после прохода магнитного валка 17 и нагревательной емкости 18 предварительно нагретый шлам от шлифования подающим насосом 20 подводится к секции 21 подачи. Здесь вопрос в том, чтобы шлам от шлифования уложить тонким слоем на несущей чаше 3. Мероприятия для этого не представлены на фигурах. В качестве наглядного примера может служить сравнение с укладыванием теста для пиццы. Толщина слоя от 2 до 30 мм оказалась особенно предпочтительной. Отклоняющаяся от этого толщина слоя точно так же может вести к пригодным результатам; свойство шлама от шлифования и кинематическая вязкость содержащегося в нем шлифовального масла ведут в зависимости от случая применения к различным способам действия. Слишком толстые слои ведут к тому, что проходит слишком много времени пока нагреется находящееся на несущей чаше 3 количество шлама от шлифования и пока составляющие шлифовального масла, чья вязкость уменьшилась, выделятся из шлама 10 от шлифования.
Как можно видеть на фиг.3 несущая чаша 3 находится в секции подачи 21 в своем опущенном положении и вместе с подъемным устройством 2 выдвинута из рамы 1 машины (изображение штриховой линией). После укладки шлама от шлифования тонким находящимся на несущей чаше 3 слоем 10 подъемное устройство 2 снова перемещается назад под индукторную пластину 9. Подъемное устройство 2 вступает теперь в действие и движет несущую чашу 3 вместе с находящимся на ней дозированным слоем 10 шлама от шлифования вверх внутрь зоны действия индукторной пластины 9. Разделительная станция образована так, что индукторная пластина 9 электромагнитно активируется только тогда, когда соответствующий дозированный слой 10 шлама от шлифования достигнет зоны действия индукторной пластины 9. Процесс может управляться автоматически, так что индукционное нагревание прежде всего включается или выключается, если дозированный слой 10 шлама от шлифования войдет или выйдет из зоны действия индукторной пластины 9.
Слой 10 шлама от шлифования теперь нагревается. Повышение температуры может осуществляться различно сильно с помощью того, что индукционное нагревание включается с различной интенсивностью и продолжительностью. Процесс может управляться автоматически и таким образом может служить экономии энергии. Влияние температуры на вязкость шлифовального масла значительно. Например, типичное шлифовальное масло при температуре 40°С имеет кинематическую вязкость 10 сСт и при температуре около 95°С еще только 3 сСт. При этом имеющиеся в продаже шлифовальные масла нагреваются на от 80 до 120°, без изменения их имеющих решающее значение свойств или разрушения присадок.
Вследствие своей уменьшенной вязкости составляющие шлифовального масла могут вытекать из находящегося на несущей чаше 3 слоя 10 шлама от шлифования и через проницаемое промежуточное дно 8 и отверстия 6 в плоской пластине 4 несущей чаши 3 поступать вниз на дно рамы 1 машины. Это дно с одной стороны имеет опять же отверстия 7 (сравните фиг.1), которые образуют доступ к лежащей ниже сборной емкости 22 для шлифовального масла. Таким образом отделенные из слоя 10 шлама от шлифования составляющие шлифовального масла в форме капель или ручейков попадают в сборную емкость 22 для шлифовального масла. После сбора достаточного количества шлифовальное масло через патрубок 22 для выпуска может подаваться для повторного применения или обогащения.
При более тщательном проведении способа описанным образом достигается остаточное содержание шлифовального масла в 5% или менее. В последнюю очередь хорошо высушенный слой 10 шлама от шлифования удаляется с несущей чаши 3. Согласно примеру осуществления согласно фиг.3 для этого несущая чаша 3 с помощью подъемного устройства 2 отодвигается от индукторной пластины 9, т.е. опускается вниз. Для разгрузки несущей чаши 3 подъемное устройство 2 снова выдвигается вбок из рамы 1. Несущая чаша 3 в этом случае может разгружаться под секцией 21 подачи или в другом месте. Такой способ действия, однако, не обязателен. Загрузка и разгрузка может производиться также под рамой 1, если под индукторной пластиной 9 в распоряжении имеется достаточно места.
Второй пример осуществления для предложенной в соответствии с изобретением разделительной станции представлен на фиг.4. Сообразно с ним в раме 31 машины с возможностью вращения установлены два валка 32, из которых по меньшей мере один имеет привод от двигателя. По валкам 32 движется бесконечный конвейер 33, использующий принцип ленточного транспортера. Бесконечный конвейер 33 может быть образован в виде фильтровальной, тканевой или гусеничной ленты, которая проницаема для шлифовального масла. Верхняя ветвь 33а бесконечного конвейера 33 почти на своей всей длине оперта на перфорированную пластину 34, так что она не может провисать. Длина верхней ветви 33а определяет длину участка транспортного пути; направление 35 движения транспортируемого материала проходит на фиг.4 слева направо. На внешней стороне бесконечного конвейера 33 на регулярном расстоянии образованы несущие чаши 36, у которых на фиг.4 можно видеть стоящие высоко края. Так как дно этих несущих чаш 36 и без того должно быть проницаемым, оно само может быть образовано элементами гусеничной ленты, но также самой фильтровальной или тканевой лентой, которая для бесконечного конвейера 33 прежде всего принимается во внимание.
Над серединой длины бесконечного конвейера 33 находится индукторная пластина 37. Ее расстояние по высоте от несущих чаш 36 может изменяться с помощью подъемного устройства 38. Подъемное устройство 38 снова представляется в виде блока поршень-цилиндр. Индукторная пластина 37 при этом перемещается по направляющим колонкам 39 и направление движение подъема обозначено двойной стрелкой 40.
Во внутреннем пространстве между обеими ветвями 33а, 33b бесконечного конвейера 33 встроена сборная ванна 41, которая простирается почти по всей длине бесконечного конвейера 33 и таким образом может принимать все капли или ручейки шлифовального масла, которые вытекают из находящегося на бесконечном конвейере 33 шлама 45 от шлифования. Спуск для находящегося в сборной ванне 41 шлифовального масла предусмотрен сбоку, т.е. перпендикулярно к плоскости чертежа.
Под всей конструктивной группой, состоящей из общего продольного конвейера 33, валков 32 и сборной ванны 41, предусмотрена улавливающая ванна 42. Она служит тому, чтобы принимать остатки шлама от шлифования и шлифовального масла, которые стекают с нижней ветви 33b продольного конвейера 33, когда она пустой движется назад в направлении 48 движения и пустые несущие чаши 36 ориентированы вниз.
Относительно направления 35 движения транспортирования бесконечного конвейера 33 перед подъемным устройством 38 расположена входная сборная емкость 43 для шлама. В ней находится предварительный нагретый шлам от шлифования с еще высоким содержанием шлифовального масла. С помощью автоматически работающего дозирующего клапана 44 выделяется дозированное частичное количество шлама 45 от шлифования из входной сборной емкости 43, когда под ней находится пустая несущая чаша 36. При этом опять же должна осуществляться укладка тонкого слоя, как это делалось бы для сравнения при укладке теста для пиццы. Стационарный скребок 49 служит для того, чтобы устранять большие неравномерности в толщине слоя 45 шлама от шлифования. Скребок приводится в действие, когда несущая чаша 36 движется мимо него.
В направлении движения 35 транспортируемого материала позади подъемного устройства 38 предусмотрена разгрузочная станция очень простого исполнения. Так как несущие чаши 36 благодаря их образованию на гибком бесконечном конвейере 33 точно так же являются гибкими, этого достаточно, чтобы они двигались вокруг валка 32, имеющегося на конце участка транспортирования, причем несущие чаши 36 открываются и движутся вниз, так что в месте 48 осуществляется сброс шлама. Шлам 45 от шлифования с уменьшенным содержанием шлифовального масла падает в выходную сборную емкость 47 для шлама.
При работе разделительной станции согласно фиг.4 бесконечный конвейер 33 движется тактами, т.е. периодически. Когда пустая несущая чаша 36 оказывается под входной сборной емкостью 43 для шлама, с помощью дозирующего клапана 44 автоматически дозированное частичное количество 45 шлама от шлифования с образованием тонкого слоя укладывается в эту несущую чашу 36. При последующем тактовом движении бесконечного конвейера 33 этот дозированный слой 45 шлама от шлифования попадает под индукторную пластину 37. С помощью подъемного устройства 38 одновременно индукторная пластина 37 перемещается вниз пока дозированный слой 45 шлама от шлифования не будет находиться в зоне действия индукционного нагревания. Индукционное нагревание в этом случае включается автоматически, т.е. электромагнитно активируется индукторная пластина 37. Для процесса нагревания действительны те же частности, которые уже были изложены для первого примера осуществления.
Те составляющие шлифовального масла, чья вязкость уменьшилась благодаря нагреванию, выделяются вслед за этим из слоя 45 шлама от шлифования и движутся в форме ручейков или капель вниз через верхнюю ветвь 33а бесконечного конвейера 33 и сквозь перфорированную пластину 34 в сборную ванну 41. При следующем рабочем такте отключается индукционное нагревание, и остаточный шлам в месте 46 сбрасывается с бесконечного конвейера 33 и попадает в выходную сборную емкость 47 для шлама.
Пример осуществления согласно фиг.5 в значительной мере соответствует примеру осуществления согласно фиг.4. Поэтому самые важные детали разделительной станции согласно фиг.5 обозначены теми же позициями, что и на фиг.4. Различием на фиг.5 является расположение дутьевой головки 50, которая жестко соединена с подъемным устройством 38 индукторной пластины 37. Боковое расстояние по отношению к индукторной пластине 37 при этом выбрано так, что следующее действие происходит, когда индукторная пластина 37 находится точно над несущей чашей 36 и перекрывает ее, при этом дутьевая головка 50 находится точно над соседней несущей чашей 36, которая находится в направлении 35 движения транспортируемого материала бесконечного конвейера 33 дальше впереди. В то время как индукторная пластина 37 нагревает находящийся под ней дозированный слой 45 шлама от шлифования, с помощью дутьевой головки 50 на находящийся рядом слой 45 шлама от шлифования, который уже был нагрет, направляется воздушный поток. Капли шлифовального масла, которые уже имеют уменьшенную вязкость, но еще не отделились от слоя 45 шлама от шлифования, выгоняются благодаря этому точно так же из слоя 45 шлама от шлифования. При этом эти капли шлифовального масла могут также улавливаться, если сборная ванна 41 в осуществлении согласно фиг.7 продлена до валка 32, который находится на конце участка транспортирования.
При третьей форме осуществления согласно фиг.6 и 7 бесконечный конвейер образован в виде кругового транспортера 51. На фиг.6, которая соответствует разрезу В-В по фиг.7, только схематически показан принцип. Круговой транспортер 51 имеет форму плоского вращающегося вокруг своей центральной оси 63 кругового диска, т.е. образует карусель. Направление вращения кругового транспортера 51 показано стрелкой 52 направления. На круговом транспортере 51 находятся три круглой формы несущие чаши 53 для приема и обработки дозированных слоев 54 шлама от шлифования, сравните фиг.7. Принцип действия одинаков с принципом действия уже описанной разделительной станции с ленточным транспортером, который тактами движется в линейном направлении. Каждая из трех несущих чаш 43 проходит друг за другом блоки для обработки а) загрузки и укладки, b) индуктивного нагревания и с) разгрузки.
Фиг.7, которая соответствует разрезу по линии А-А на фиг.6, показывает другие подробности. На раме 55 смонтирован приводной блок 56, который приводит во вращение тактами круговой транспортер 51. Круговой транспортер 51 в области несущих чаш 53 проницаем, например, с помощью тканевой прокладки. Под круговым транспортером 51 находится стационарная ванна 57 для капель со сливным отверстием 58 для шлифовального масла, которое выходит из дозированных слоев 54 шлама. Над круговым транспортером 51 изображены подъемное устройство 59 с индукторной пластиной 60, а также входная сборная емкость 61 для шлама с дозирующим клапаном 62.
Варианты осуществления согласно фиг.4-6 показывают бесконечный конвейер 33 или круговой транспортер 51 с соответственно тремя несущими чашами 36 соответственно 53. Это число, однако, ни в коем случае не обязательно. Уже только расположение дутьевой головки 50 согласно фиг.5 может означать, что она в качестве другой секции обработки требует также другой несущей чаши 36. Подобно может быть целесообразным в направлении 35 движения транспортируемого материала разделительной станции согласно фиг.4 или в направлении 52 вращения кругового транспортера 51 согласно фиг.6 перед секцией с индукторной пластиной 37 соответственно 60 расположить секцию нагревания, так чтобы дозированные слои 45 соответственно 54 шлама от шлифования еще раз специально нагреть перед достижением индукторной пластины 37 соответственно 60. В таких случаях на транспортных устройствах должна устанавливаться еще другая несущая чаша 36 соответственно 53. Также общие технологические соображения могли бы сделать необходимым большее число несущих чаш.
В до сих пор описанных разделительных станциях с бесконечными транспортерами исходили из тактового, т.е прерывистого режима работы транспортных устройств. В этих случаях продолжительность пребывания несущей чаши 36, 53 под индукторной пластиной 37, 60 зависит от воздействия количества тепла, направленного в слой 45, 54 шлама от шлифования.
Предложенный в соответствии с изобретением способ, однако, может осуществляться также при непрерывном режиме работы. Пример этого показан на фиг.8. При этом в раме 71 установлены два валка 72, по которым движется ленточный конвейер 73 наподобие ленточного транспортера. Ленточный конвейер имеет верхнюю ветвь 73а и нижнюю ветвь 73b и опять образован в виде фильтровальной, тканевой или гусеничной ленты, которая проницаема для шлифовального масла. Верхняя ветвь 73а оперта на перфорированную пластину 74 и движется в направлении 75 транспортирования. При этом она движется в непрерывном режиме под стационарно расположенной индукторной пластиной 77. Подъемное устройство 78 служит в случае фиг.8 только для того, чтобы однажды отрегулировать соответственно правильное расстояние от верхней ветви 73а и для проведения работ по обслуживанию. В текущем режиме индукторная пластина пространственно жестко и постоянно активирована. Остальное конструктивное исполнение соответствует изображению согласно фиг.4 и 5. Слой 85 шлама от шлифования также и здесь наносится с помощью входной сборной емкости 83 для шлама через дозирующий клапан 84 на верхнюю ветвь 73а ленточного конвейера. В месте 86 осуществляется сброс шлама 85 от шлифования с верхней ветви в выходную сборную емкость 87 для шлама. Выделившиеся из слоя 85 шлама от шлифования составляющие шлифовального масла через ленточный конвейер 73 и сквозь перфорированную пластину 74 поступают в сборную ванну 81. В улавливающей ванне 82 могут улавливаться остатки шлама от шлифования, которые при сбросе еще могут оставаться прилипшими к нижней ветви 73b ленточного конвейера 73.
Существенное различие заключается в том, что находящийся во входной сборной емкости 83 для шлама шлам от шлифования через дозирующий клапан 84 укладывается непрерывно на точно так же непрерывно движущийся ленточный конвейер 73. Таким образом создается бесконечный и непрерывно движущийся слой шлама от шлифования, который проходит под индукторной пластиной 77. За исключением управляемой мощности индукторной пластины решающим здесь является количество тепла, направленное в слой 85 шлама от шлифования, и, следовательно, скорость верхней ветви 73а ленточного конвейера под индукторной пластиной.
Перечень позиций
Фиг.1-3
Фиг 4/5
Фиг.6/7
Фиг.8
Изобретение относится к области абразивной обработки и может быть использовано для отделения шлифовального масла из шламов шлифования. С помощью описанной установки шлам от шлифования на шлифовальном станке разделяется на металлическую стружку и шлифовальное масло. Несущая чаша установки имеет в качестве дна перфорированную пластину с краем и промежуточное дно в виде сита. Несущая чаша заполняется дозированным количеством шлама от шлифования и с помощью подъемного устройства устанавливается в зоне действия индукторной пластины, используемой в качестве нагревателя. Индукционное тепло нагревает находящиеся в шламе ферромагнитные частицы стали или железа, что способствует уменьшению вязкости находящегося в шламе от шлифования шлифовального масла, существенная доля которого стекает вниз через отверстия. Раскрыты различные варианты выполнения разделительной станции и установки для выделения шлифовального масла. В результате повышается продолжительность режима работы установки с высокой эффективностью. 7 н. и 36 з.п. ф-лы, 8 ил.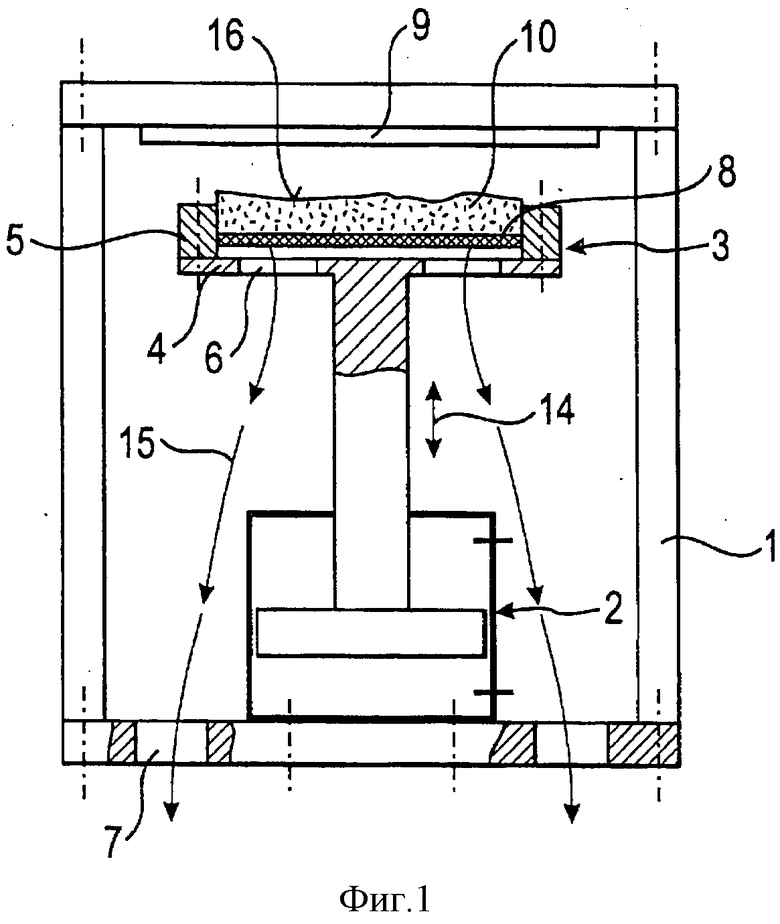
1. Способ отделения шлифовального масла от шлама шлифования, включающий индукционный нагрев шлама и следующие этапы:
шлам от шлифования укладывают на носителе с образованием ровного слоя (10, 45, 54,
свободную поверхность (16) ровного слоя (10, 45, 54) шлама от шлифования подвергают в зоне действия индукторной пластины (9, 37, 60) воздействию сверху при перемещении индукторной пластины (9, 37, 60) и носителя относительно друг друга с изменением расстояния,
нагревают шлифовальное масло с помощью индукционного нагрева и с уменьшенной вязкостью сливают вниз через отверстия в носителе,
слой (10, 45, 54) шлама вне зоны действия индукторной пластины (9, 37, 60) удаляют с носителя.
2. Способ по п. 1, характеризующийся тем, что ровный слой (10, 45, 54) шлама наносят на носитель толщиной от 2 до 30 мм.
3. Способ по п. 1, характеризующийся тем, что слой (10, 45, 54) шлама наносят на носитель вне зоны действия индукторной пластины (9, 37, 60).
4. Способ по одному из пп. 1-3, характеризующийся тем, что на свободную поверхность (16) ровного слоя (10, 45, 54) шлама накладывают стальную пластину (10), которая расположена в зоне действия индукторной пластины (9, 37, 60) между ней и свободной поверхностью (16) слоя (10, 45, 54) шлама.
5. Способ по одному из пп. 1-3, характеризующийся тем, что в ровный слой (10, 45, 54) шлама на расстоянии над подложкой укладывают перфорированную или образованную в виде сита стальную пластину (24).
6. Способ по п. 1, характеризующийся тем, что слой (10, 45, 54) шлама укладывают на несущую чашу (3, 36, 53) в виде дозированного частичного количества, которое ориентировано параллельно к индукторной пластине (9, 37, 60), причем индукторную пластину (9, 37, 60) и несущую чашу (3, 36, 53) перемещают относительно друг друга и по очереди достигают следующих положений:
положение загрузки, в котором несущая чаша (3, 36, 53) и индукторная пластина (9, 37, 60) удалены друг от друга и частичное количество шлама (10, 45, 54) укладывают на несущую чашу (3, 36, 53),
положение действия, в котором несущая чаша (3, 36, 53) находится вблизи индукторной пластины (9, 37, 60) и дозированный слой (10, 45, 54) шлама находится в зоне действия индукторной пластины (9, 37, 60),
положение разгрузки, в котором несущую чашу (3, 36, 53) и индукторную пластину (9, 37, 60) удаляют друг от друга и дозированный слой (10, 45, 54) шлама, в котором уменьшено содержание шлифовального масла, перегружают на собирающее или транспортное устройство.
7. Способ по п. 6, характеризующийся тем, что несущую чашу (3) перемещают в зону действия стационарно установленной и лежащей горизонтально индукторной пластины (9), причем несущую чашу перемещают к стационарно установленной индукторной пластине (9) снизу, а загрузку и разгрузку несущей чаши (3) осуществляют в ее опущенном положении.
8. Способ по п. 7, характеризующийся тем, что несущую чашу (3) в опущенном положении горизонтально перемещают в ее положение загрузки или разгрузки.
9. Способ по п. 6, характеризующийся тем, что под индукторной пластиной (37, 60) в горизонтальном направлении тактами движется бесконечный конвейер (33, 51), на котором образованы по меньшей мере три несущие чаши (36, 53), и для дозированных частичных количеств шлама (45, 54) последовательно проводят процессы укладки, индуктивного нагрева и разгрузки.
10. Способ по п. 9, характеризующийся тем, что индукторную пластину (37, 60) перемещают по высоте.
11. Способ по п. 9 или 10, характеризующийся тем, что процесс бесконечного транспортирования материала осуществляют по принципу ленточного транспортера с прямолинейным направлением (35) движения транспортируемого материала или по принципу кругового транспортера (51).
12. Способ по п. 9 или 10, характеризующийся тем, что между процессами индуктивного нагрева и разгрузки дозированный слой (45, 54) шлама на несущей чаше (36, 53) обрабатывают потоком воздуха, который дополнительно выгоняет или вытягивает шлифовальное масло из дозированного слоя (45, 54) шлама.
13. Способ по одному из пп. 6-10, характеризующийся тем, что индукторную пластину (9, 37, 60) только тогда активируют электромагнитным методом, когда соответствующий дозированный слой (10, 45, 54) шлама полностью достиг зоны действия индукторной пластины (9, 37, 60).
14. Способ по одному из пп. 1-3, характеризующийся тем, что используют непрерывно движущийся ленточный транспортер (73), верхняя ветвь (73а) которого служит в качестве носителя для непрерывно укладываемого слоя (85) шлама и которую проводят под постоянно активированной индукторной пластиной (77), причем введение тепла в слой (85) шлама от шлифования управляется скоростью движения верхней ветви (73а).
15. Способ по п. 1, характеризующийся тем, что его осуществляют в сочетании с первой предварительной обработкой для механического отделения шлифовального масла из шлама и последующей второй предварительной обработкой для предварительного нагревания шлама.
16. Способ по п. 15, характеризующийся тем, что механическое отделение осуществляют с помощью магнитов, центрифугирования или седиментации, а тепло для нагрева шлифовального шлама используют от охлаждения после нагревания требуемой для шлифования охлаждающей смазки и/или от тепловых отходов периферийных агрегатов шлифовального станка.
17. Способ по п. 15 или 16, характеризующийся тем, что шлам от шлифования нагревают до температуры в пределах его температуры горения так, что остаточное количество шлифовального масла сжигается.
18. Разделительная станция для отделения шлифовального масла от шлама шлифования способом по п. 7, характеризующаяся тем, что она содержит устройство для индукционного нагрева шлама, расположенную на подъемном устройстве (2) несущую чашу (3) для приема ровного слоя (10) дозированного частичного количества шлама, в которой выполнены отверстия (6) для стекания через них нагретого шлифовального масла, и расположенную над несущей чашей (3) индукторную пластину (9), при этом несущая чаша (3) выполнена с возможностью опускания в положение для загрузки и разгрузки или перемещения вверх к индукторной пластине (9) в положение нагревания и с обеспечением смены упомянутых положений посредством подъемного устройства (2).
19. Разделительная станция для отделения шлифовального масла от шлама шлифования способом по п. 10, характеризующаяся тем, что она содержит устройство для индукционного нагрева шлама,
выполненный с возможностью движения тактами в горизонтальной плоскости бесконечный конвейер (33, 51) с по меньшей мере тремя несущими чашами (36, 53) для приема дозированных слоев (45, 54) шлама,
установленные над бесконечным конвейером (33, 51) блоки обработки для заполнения, индукционного нагрева и удаления находящихся на несущих чашах (36, 53) слоев (45, 54) шлама, причем
в блоке для индукционного нагрева расположено подъемное устройство (38, 59 с находящейся на нем индукторной пластиной, которое перемещается между приподнятым положением, в котором не осуществляется действие, и опущенным положением с установкой его в зоне действия с находящимся под ним слоем (45, 54) шлама, и
сборную систему с отверстиями (6, 7) в несущих чашах (36, 53) и бесконечных конвейерах (33, 51) для обеспечения направления выходящего из слоев (45, 54) шлама шлифовального масла в сборные ванны (41, 57), которые находятся в нижней области разделительной станции.
20. Разделительная станция по п. 19, характеризующаяся тем, что бесконечный конвейер выполнен в виде ленточного транспортера с прямолинейным направлением (35) движения транспортируемого материала или кругового транспортера (51) в виде карусели.
21. Разделительная станция по п. 19 или 20, характеризующаяся тем, что в качестве дополнительного блока для обработки предусмотрена дутьевая головка (50), расположенная в направлении (35) движения транспортируемого материала бесконечного конвейера (33) позади индукторной головки (37) и соединенная с подъемным устройством (38) для направления потока дутьевого воздуха на несущую чашу (36) после ухода от индукторной пластины (37), который выгоняет дополнительные составляющие шлифовального масла из слоя (45) шлама.
22. Разделительная станция по п. 19, характеризующаяся тем, что в качестве дополнительного блока для обработки предусмотрено место предварительного нагревания, которое в направлении (35, 52) движения транспортируемого материала бесконечного конвейера (33, 51) расположено перед индукторной пластиной (37, 60) и служит для предварительного нагревания дозированного слоя (45, 54) шлама от шлифования.
23. Разделительная станция по п. 19, характеризующаяся тем, что несущая чаша (3, 36, 53) состоит из плоской пластины (4) с отверстиями (6) и выступающего вверх края (5).
24. Разделительная станция по п. 23, характеризующаяся тем, что несущая чаша (3) имеет проницаемое промежуточное дно (8) из ситового материала или перфорированной пластины, которое находится на расстоянии над плоской пластиной (4), отверстия (6) которой больше по отношению к отверстиям промежуточного дна (8).
25. Разделительная станция по п. 23, характеризующаяся тем, что край (5) несущей чаши окружен установочной рамой (11), которая упруго податливо оперта на несущую чашу (3) и в положении нагревания несущей чаши (3) снизу прижата к индукторной пластине (9) с исключением растекания находящегося на несущей чаше (3) ровного слоя (10) шлама.
26. Разделительная станция по п. 23, характеризующаяся тем, что в положении нагревания несущей чаши (3) между ровным слоем (10) шлама от шлифования и нижней стороной индукторной пластины (9) установлена дополнительная стальная пластина (13), которая непосредственно прилегает к слою (1) шлама или к установочной раме (11).
27. Разделительная станция по п. 23, характеризующаяся тем, что в середине дозированного слоя (45, 54) шлама, который находится на несущей чаше (36, 53), вставлена перфорированная или образованная в виде сита стальная пластина (24).
28. Разделительная станция по п. 23, характеризующаяся тем, что плоская пластина (4), образующая дно несущей чаши (36, 53), состоит из ферромагнитного материала.
29. Разделительная станция для отделения шлифовального масла от шлама шлифования способом по п. 14, характеризующаяся тем, что она содержит устройство для индукционного нагрева шлама и непрерывно движущийся в горизонтальной плоскости ленточный конвейер (73) в виде ленточного транспортера, траектория движения которого проходит между станцией загрузки и станцией разгрузки под постоянно активированной индукторной пластиной (77), обеспечивающей нагрев местами находящегося на ленточном конвейере (73) бесконечного слоя (85) шлама и составляющих шлифовального масла, находящихся в бесконечном слое (85) шлама, и отделение шлифовального масла в виде капель.
30. Разделительная станция по п. 29, характеризующаяся тем, что устройство для индукционного нагрева шлама выполнено с возможностью регулирования таким образом, что после стекания нагретого шлифовального масла сжигаются остатки шлифовального масла.
31. Разделительная станция по п. 30, характеризующаяся тем, что дополнительно предусмотрен источник энергии, установленный за устройством для индукционного нагрева шлифовального масла, для сжигания остатков шлифовального масла.
32. Установка для отделения шлифовального масла от шлама шлифования, содержащая механически действующее разделительное устройство, комбинированное с индукционным нагревом, и три соединенные друг с другом секции обработки, а именно:
первую секцию обработки, в которой на непрерывно текущий поток шлама от шлифования воздействует механически действующее разделительное устройство,
вторую секцию обработки, выполненную в виде нагреваемой от теплообменника емкости, которая принимает поток шлама от шлифования, стекающий из первой секции обработки, накапливает его промежуточным образом и предварительно нагревает, и
третью секцию обработки, в качестве которой используется разделительная станция по п. 18.
33. Установка по п. 32, характеризующаяся тем, что в качестве механически действующего разделительного устройства первой секции обработки предусмотрены магнитный валок, центрифуга или отстойный бассейн.
34. Установка по п. 32, характеризующаяся тем, что теплообменник нагреваемой емкости для нагрева нагревательной среды присоединен к установке для охлаждения после нагревания охлаждающих смазочных веществ шлифовального станка.
35. Установка по п. 32, характеризующаяся тем, что она снабжена четвертой секцией обработки, в качестве которой предусмотрено устройство для сжигания остатков шлифовального масла, которое установлено за устройством для индукционного нагрева шлама от шлифования.
36. Установка для отделения шлифовального масла от шлама шлифования, содержащая механически действующее разделительное устройство, комбинированное с индуктивным нагревом, и три соединенные друг с другом секции обработки, а именно:
первую секцию обработки, в которой на непрерывно текущий поток шлама от шлифования воздействует механически действующее разделительное устройство,
вторую секцию обработки, выполненную в виде нагреваемой от теплообменника емкости, которая принимает поток шлама от шлифования, стекающий из первой секции обработки, накапливает промежуточным образом и предварительно нагревает, и
третью секцию обработки, в качестве которой используется разделительная станция по п. 19.
37. Установка по п. 36, характеризующаяся тем, что в качестве механически действующего разделительного устройства первой секции обработки предусмотрены магнитный валок, центрифуга или отстойный бассейн.
38. Установка по п. 36, характеризующаяся тем, что теплообменник нагреваемой емкости для нагрева нагревательной среды присоединен к установке для охлаждения после нагревания охлаждающих смазочных веществ шлифовального станка.
39. Установка по п. 36, характеризующаяся тем, что она снабжена четвертой секцией обработки, в качестве которой предусмотрено устройство для сжигания остатков шлифовального масла, которое установлено за устройством для индукционного нагрева шлама от шлифования.
40. Установка для отделения шлифовального масла от шлама шлифования, содержащая механически действующее разделительное устройство, комбинированное с индуктивным нагревом, и три соединенные друг с другом секции обработки, а именно:
первую секцию обработки, в которой на непрерывно текущий поток шлама от шлифования воздействует механически действующее разделительное устройство,
вторую секцию обработки, выполненную в виде нагреваемой от теплообменника емкости, которая принимает поток шлама от шлифования, стекающий из первой секции обработки, накапливает промежуточным образом и предварительно нагревает, и
третью секцию обработки, в качестве которой используется разделительная станция по п. 29.
41. Установка по п. 40, характеризующаяся тем, что в качестве механически действующего разделительного устройства первой секции обработки предусмотрены магнитный валок, центрифуга или отстойный бассейн.
42. Установка по п. 40, характеризующаяся тем, что теплообменник нагреваемой емкости для нагрева нагревательной среды присоединен к установке для охлаждения после нагревания охлаждающих смазочных веществ шлифовального станка.
43. Установка по п. 40, характеризующаяся тем, что она снабжена четвертой секцией обработки, в качестве которой предусмотрено устройство для сжигания остатков шлифовального масла, которое установлено за устройством для индукционного нагрева шлама от шлифования.
| DE 19600505 A1, 10.07.1997 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПАСТООБРАЗНЫХ ВОДОМАСЛООКАЛИНОСОДЕРЖАЩИХ ОТХОДОВ | 1999 |
|
RU2186296C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 1994 |
|
RU2083694C1 |

