Изобретение относится к шлифовальному центру для шлифования содержащих коренные и шатунные подшипники коленчатых валов, причем коренные и шатунные подшипники, а также концевые поверхности, в частности, фланца шлифуются, в основном, одновременно.
Такие шлифовальные центры находят применение для чернового и/или чистового шлифования коленчатых валов большими партиями. При этом речь идет о коленчатых валах для четырехцилиндровых рядных двигателей в автомобильной промышленности, у которых каждые два шатунных подшипника расположены в одинаковом угловом положении по отношению к продольной оси коленчатого вала. Для повышения производительности оба этих шатунных подшипника шлифуются одновременно (параллельно по времени). Такой способ описан, например, в ЕР 1044764 А2 и в ЕР 1088621 В1.
Одновременное шлифование коренных подшипников коленчатых валов уже давно известно, например, из US 3487588. При этом шлифовальный шпиндель содержит шлифовальные круги, число которых равно числу коренных подшипников. Шлифовальные круги расположены по одной общей оси. Более новое решение раскрыто в DE 10144644 В4.
В шлифовальном центре согласно ЕР 1044764 А2 для одновременного шлифования двух шатунных подшипников коленчатого вала используются черновой и чистовой шлифовальные круги, каждый из которых посредством соответствующего шлифовального шпинделя неподвижно установлен на собственном крестовом суппорте. Оба крестовых суппорта установлены с возможностью перемещения независимо друг от друга в продольном направлении коленчатого вала (направление Z) и подачи в направлении коленчатого вала (направление X). За счет соответствующего управления крестовыми суппортами и шлифовальными шпинделями возможна одновременная обработка двух шатунных подшипников за один зажим, причем один шатунный подшипник шлифуется начерно, а другой - начисто. При этом непрерывный контроль процесса шлифования осуществляется посредством соответствующих измерительных устройств.
В ЕР 1088621 В1 описаны способ и устройство для одновременного шлифования, по меньшей мере, двух подшипников коленчатого вала, которое в отношении конструкции и эксплуатации значительно совпадает с описанным в ЕР 1044764 А2 шлифовальным центром. Обоим центрам присуще то, что в каждом из них использован собственный крестовый суппорт для каждого из обоих шлифовальных шпинделей. Каждый из обоих крестовых суппортов требует отдельного управления всем процессом шлифования и постоянного контроля и корректировки в соответствии с полученными в реальном времени посредством измерительных головок данными круглости и размера шлифуемого подшипника. Конструкция шлифовального центра с двумя отдельными крестовыми суппортами - только для обработки двух подшипников - требует много места и значительных затрат на детали, а также соответствующие устройства управления.
В ЕР 1718435 В1 описан станок для обработки заготовок, в котором имеются шлифовальное и/или токарное устройство. Шлифовальное устройство содержит профилированный с наклоном к оси Z шлифовальный круг, посредством которого заготовку можно подвергать плоскому и наружному круглому шлифованию. Заготовка обтачивается и шлифуется за один установ.
В WO 2005/000507 А1 описан станок для обработки резанием, в котором два параллельных друг другу инструментальных шпинделя установлены с возможностью перемещения по отношению друг к другу в трех направлениях. Перемещение по одной или двум осям происходит при этом посредством вращаемой и фиксируемой эксцентриковой втулки. Они приводятся в действие механически, электрически или гидравлически посредством соответствующих устройств перемещения и обеспечивают точные перемещения в диапазоне нескольких миллиметров.
Из WO 2004/069472 А1 известен шлифовальный центр для шлифования коленчатых валов, содержащих коренные и шатунные подшипники, а также концевые поверхности. Шлифовальный центр содержит первую и вторую шлифовальные секции, каждая из которых оборудована шлифовальным шпинделем с одним или двумя шлифовальными кругами для чернового и чистового шлифования коренных или шатунных подшипников. По меньшей мере, одна из шлифовальных секций может быть снабжена дополнительным профилированным шлифовальным кругом, шлифовальный шпиндель которого расположен под углом к шлифовальным шпинделям для коренных и шатунных подшипников. Этот дополнительный шлифовальный круг служит предпочтительно для шлифования концевых поверхностей коленчатых валов. Недостаток описанного в этой публикации шлифовального центра в том, что шлифовальный шпиндель с профилированным шлифовальным кругом вместе с другим шлифовальным шпинделем расположен на одной поворотной передней бабке и должен поворачиваться в рабочее положение на относительно длинном пути. Это приводит к увеличению тактового времени обработки.
Исходя из этого уровня техники, задачей изобретения является создание шлифовального центра для шлифования коленчатых валов, в котором конструктивные затраты и занимаемая площадь были бы существенно уменьшены и с помощью которого одновременное шлифование коренных и шатунных подшипников, а также концевых поверхностей было бы возможно особенно простым и рациональным образом при высоком качестве.
Эта задача решена посредством шлифовального центра с признаками п.1 формулы.
Занимаемая площадь и конструктивные затраты в предложенном шлифовальном центре уменьшаются уже за счет того, что две секции для одновременного шлифования, по меньшей мере, двух подшипников объединяются в один шлифовальный центр. Вместе с коренными подшипниками в первой секции могут шлифоваться также огибающие по центру участки торцов коленчатого вала со стороны шейки и фланца, а именно по плоскости и/или по диаметру, а именно посредством шлифовального круга, профилированного с наклоном к оси Z заготовки по отношению к оси ее вращения; этот шлифовальный круг расположен преимущественно в первой секции. Поскольку в первой секции все коренные подшипники могут шлифоваться одновременно, в противоположность второй секции существует запас времени, который можно использовать. Концевые поверхности, в частности фланца коленчатого вала, шлифуются, по меньшей мере, частично одновременно с коренными и/или шатунными подшипниками.
Если обе секции располагаются с общим осевым направлением шлифуемых коленчатых валов, то их перестановка с одной секции на другую осуществляется очень просто. Кроме того, возникает также несколько преимуществ за счет расположения двух шлифовальных шпинделей для обработки шатунных подшипников на одном общем крестовом суппорте. Эти дополнительные преимущества заключаются, в частности, в упрощении управления процессом шлифования и в уменьшении числа деталей и занимаемой площади.
Управление совместным шлифованием двух шатунных подшипников осуществляется, согласно изобретению, таким образом, что продольная подача и контроль/корректировка съема материала и радиального биения шлифуемых подшипников происходят сначала только за счет управления движениями общего крестового суппорта для шатунных подшипников. На этом этапе происходит основной съем материала при шлифовании обоих шатунных подшипников. Только если приблизительно достигнуты заданные размеры, управление движениями обоих шлифовальных шпинделей происходит по-разному. Управление первым шлифовальным шпинделем для шатунных подшипников, который по отношению к направлению поперечной подачи (направление X) шлифовальных кругов жестко соединен с крестовым суппортом для шатунных подшипников, происходит за счет управления последним в соответствии с полученными посредством измерительного устройства значениями размеров и круглости таким образом, что достигаются требуемые конечные заданные значения соответствующего процесса шлифования.
Концевые фланцы коленчатого вала, предпочтительно, шлифуются параллельно по времени с коренными подшипниками, а именно преимущественно начисто. Предназначенный для этого шлифовальный круг профилирован и наклонен по отношению к оси вращения к направлению Z так, что плоские концевые и цилиндрические поверхности фланца или шейки могут шлифоваться, предпочтительно, за одну операцию.
Значения круглости необязательно должны измеряться у каждого шатунного подшипника. Эти корректировочные значения могут после измерения регистрироваться и сохраняться в устройстве управления для определенного числа коленчатых валов, пока не произойдет дальнейшего измерения круглости.
На этом этапе продольная подача второго шлифовального шпинделя для шатунных подшипников следует, правда, движению крестового суппорта для них, однако на это движение накладывается еще дополнительная составляющая движения в направлении X. Эта дополнительная составляющая движения служит для дифференцированной корректировки отклонений размеров и/или круглости, которые возникают у обоих, одновременно обрабатываемых шатунных подшипников. Такие отклонения могут быть обусловлены, например, разным износом обоих шлифовальных кругов. Другой существенной причиной этих отклонений является то, что валы во время шлифования незначительно коробятся, поскольку в материале могут высвобождаться напряжения. Они регистрируются за счет непрерывного определения размеров и круглости обоих шатунных подшипников, при этом на каждом из них предусмотрены соответствующие измерительные устройства.
Корректируемые отличия между обоими шатунными подшипниками невелики на конечном этапе шлифования; они составляют, по опыту, сотые или тысячные доли миллиметра. Поэтому достаточно лишь небольшого диапазона перемещения второго шлифовального шпинделя для шатунных подшипников. Предпочтительным образом этот диапазон должен составлять лишь примерно ±0,2 мм.
Кроме того, предусмотрена возможность взаимного перемещения обоих шлифовальных шпинделей для шатунных подшипников в осевом направлении на крестовом суппорте для них. Это обеспечивает согласование с разными осевыми расстояниями между шлифуемыми парами шатунных подшипников, как и настройку на различные типы коленчатых валов. Целесообразно возможность осевого перемещения заложена в устройство управления и срабатывает самопроизвольно. В целом, установленный с возможностью перемещения в радиальном направлении второй шлифовальный шпиндель может быть выполнен также с возможностью осевого перемещения, однако возможна и обратная конструкция, когда второй шлифовальный шпиндель установлен аксиально неподвижно на крестовом суппорте, а первый шлифовальный шпиндель используется для осевого перемещения на крестовом суппорте.
В одном варианте выполнения изобретения предпочтительно выполнение привода для движения одного (второго) шлифовального шпинделя по оси корректировки размеров и круглости в виде координаты ЧПУ, поскольку она простым образом может быть интегрирована в систему ЧПУ станка.
Одно преимущество возникает также в выполнении шлифовального центра, в котором для обработки в первой секции предусмотрено также шлифование плоских сторон щек коленчатого вала, которые обычно образуют переход от опоры к собственно щеке. За счет этого можно использовать и согласовать время T1 так, чтобы в соответствующее время Т2 обрабатывать две пары шатунных подшипников.
Шлифование плоских сторон щек в местах опоры коленчатых валов может осуществляться либо за счет перемещения крестового суппорта для шатунных подшипников в направлении Z, либо за счет осевого перемещения шлифовальных кругов для коренных подшипников на шлифовальном шпинделе. Возможно также перемещение коленчатого вала в осевом направлении относительно шлифовальных кругов для коренных подшипников (п.7).
Если согласовать между собой время T1 и Т2 обработки соответственно коренных и шатунных подшипников, то возникает особенно рациональная эксплуатация шлифовального центра, поскольку в этом случае загрузка или разгрузка обеих секций может осуществляться одновременно, благодаря чему отпадает время бездействия оператора.
Для шлифования шатунных подшипников применяется предпочтительно маятниковый способ, в результате чего упрощаются установка и привод коленчатого вала для обработки шатунных подшипников. При этом шлифованные в первой секции коренные подшипники вполне могут быть использованы для установки коленчатого вала во второй секции, чем достигается высокая точность обработки шатунных подшипников. Кроме того, за счет предложенных расположения и управления обоими шлифовальными шпинделями для шатунных подшипников только на одном крестовом суппорте требуется только одна поперечная каретка. Главное движение обоих шлифовальных кругов, а именно маятниковое движение и продольная подача, осуществляется, тем самым, только одной поперечной кареткой. Это приводит к существенному упрощению управления по сравнению с уровнем техники, поскольку во время преобладающей части обработки следует контролировать и управлять только одной поперечной кареткой. Разное на конечном этапе шлифования управление движением обоих шлифовальных шпинделей позволяет регистрировать и компенсировать возможные отклонения между обоими шатунными подшипниками, так что оба шатунных подшипника оказываются шлифованными до заданного размера.
Зажим и вращательный привод коленчатых валов посредством специально выполненных передних бабок для коренных и шатунных подшипников или соответствующих задних бабок обеспечивают особенно гибкое использование шлифовального центра. Зажим коленчатого вала с возможностью вращения вокруг продольной оси коренных подшипников или вокруг продольной оси шатунных подшипников позволяет выбирать между нормальным и маятниковым шлифованием шатунных подшипников.
Непрерывное измерение размеров и круглости обрабатываемых подшипников обеспечивает текущую регистрацию и высокоточную корректировку результата шлифования.
Шлифовальный круг для шлифования фланца расположен предпочтительно напротив той стороны коленчатого вала, на которой расположены шлифовальные круги для шлифования шатунных и коренных подшипников. Однако, согласно одному предпочтительному варианту, возможно также расположение всех шлифовальных кругов с одной стороны коленчатого вала. Шлифовальный круг для шлифования фланца и/или шейки расположен либо в первой секции шлифования коренных подшипников, либо во второй секции шлифования шатунных подшипников, либо в каждой из обеих секций.
С помощью предложенного шлифовального центра можно, разумеется, помимо коленчатых валов для четырехцилиндровых двигателей шлифовать также другие коленчатые валы, если они содержат два шатунных подшипника, расположенных в одинаковом угловом положении на коленчатом валу. Также возможна обработка распределительных валов, если они содержат, по меньшей мере, два коренных подшипника и два расположенных в одинаковом угловом положении кулачка.
Изобретение относится также к способу шлифования коренных и шатунных подшипников и/или центральных участков коленчатых валов. Предпочтительные варианты этого способа приведены в зависимых пунктах.
При осуществлении способа, в частности с помощью шлифовального центра в соответствии с п.1 формулы изобретения, концевые поверхности фланца или шейки коленчатого вала шлифуются, по меньшей мере, частично параллельно по времени с его коренными и/или шатунными подшипниками. Предпочтительным является то, что в шлифовальной ячейке одновременно шлифуют всегда два коленчатых вала, причем время шлифования в первой секции, в основном, равно времени шлифования во второй секции.
Изобретение поясняется чертежами, на которых представлено следующее:
- фиг.1 - вид сверху на выполненный в виде шлифовальной ячейки шлифовальный центр, схематично;
- фиг.2 - вид сверху на первую секцию шлифовальной ячейки, служащую для обработки коренных подшипников коленчатого вала, схематично;
- фиг.3 - вид сверху на вторую секцию шлифовальной ячейки, используемую для обработки шатунных подшипников, схематично;
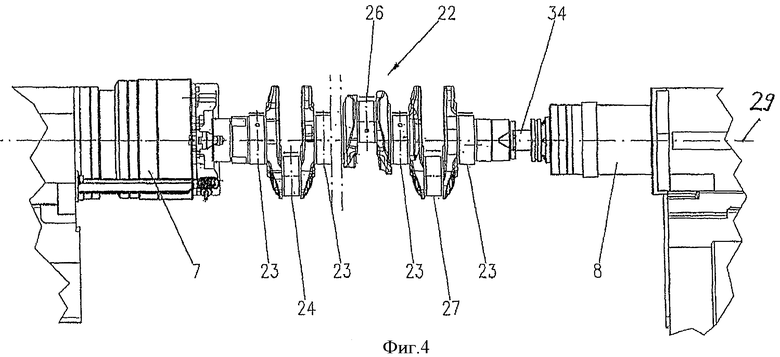
- фиг.4 - зажим коленчатого вала в первой секции шлифовальной ячейки;
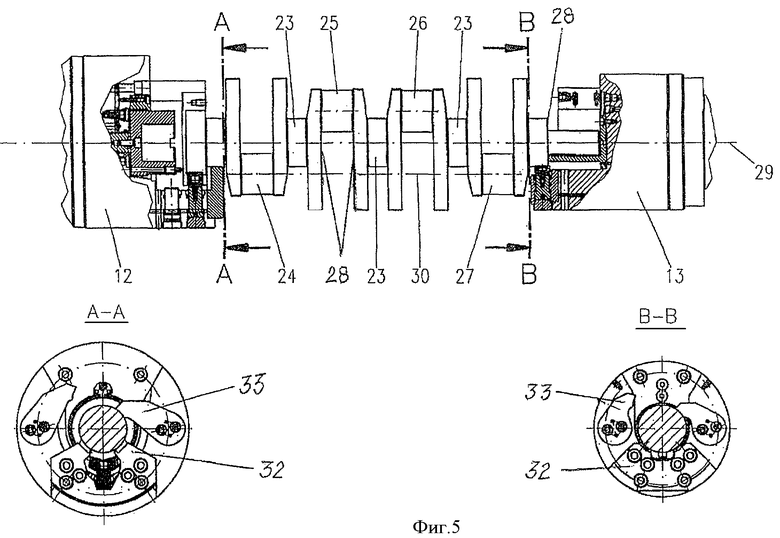
- фиг.5 - зажим коленчатого вала во второй секции шлифовальной ячейки;
- фиг.6 - расположение измерительного устройства для измерения размера и круглости обрабатываемого во второй секции подшипника;
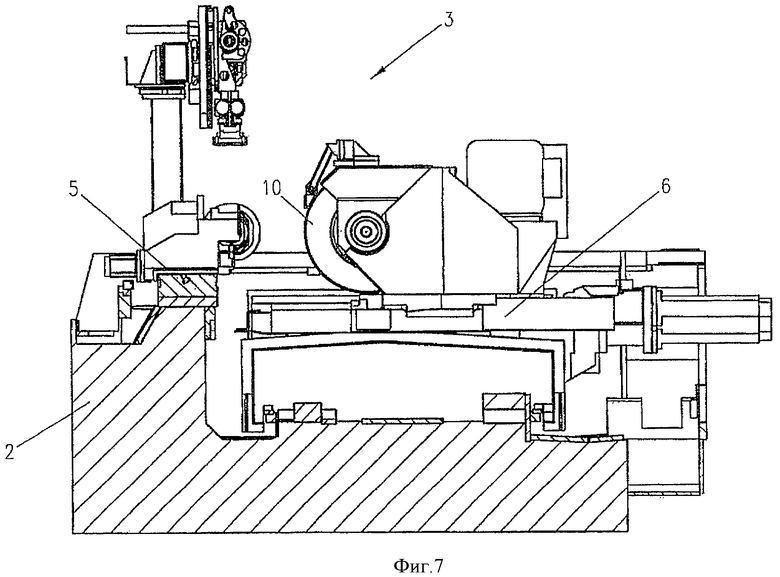
- фиг.7 - разрез шлифовальной ячейки по линии С-С на фиг.1;
- фиг.8 - вид первой секции шлифовальной ячейки с расположенным напротив шлифовальных кругов для коренных подшипников профилированным шлифовальным кругом для фланца, схематично;
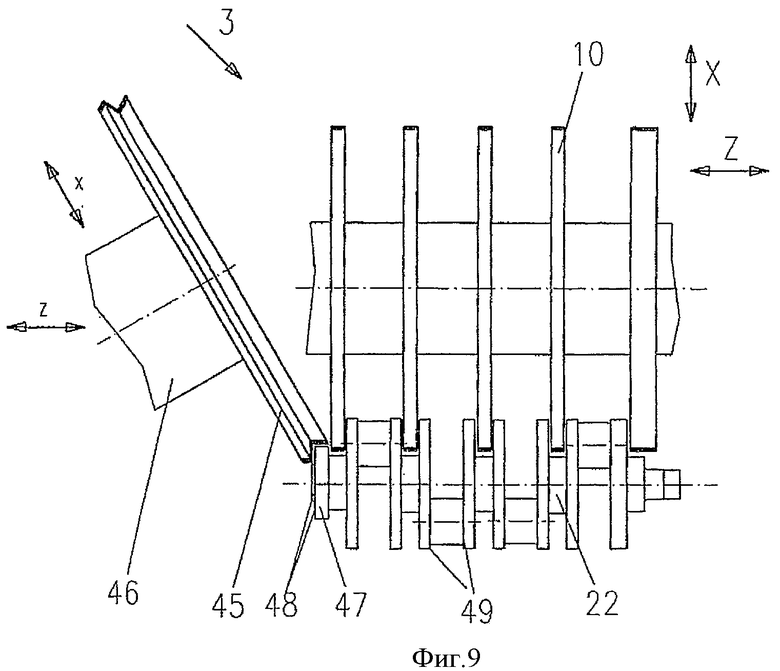
- фиг.9 - вид по фиг.8, однако с расположением профилированного шлифовального круга на стороне шлифовальных кругов для коренных подшипников;
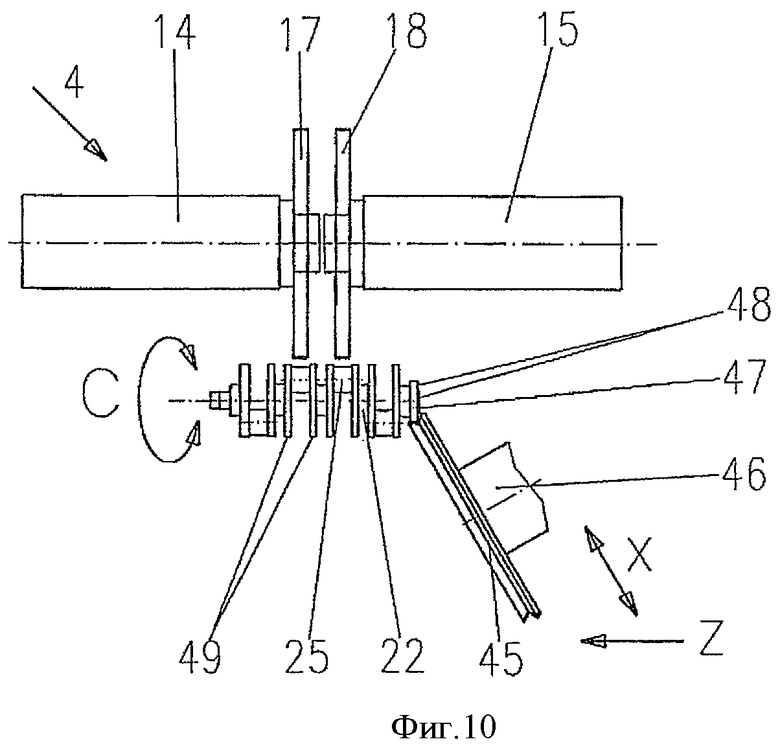
- фиг.10 - схематичный вид второй секции шлифовальной ячейки с расположенным напротив шлифовальных кругов для коренных подшипников профилированным шлифовальным кругом для фланца.
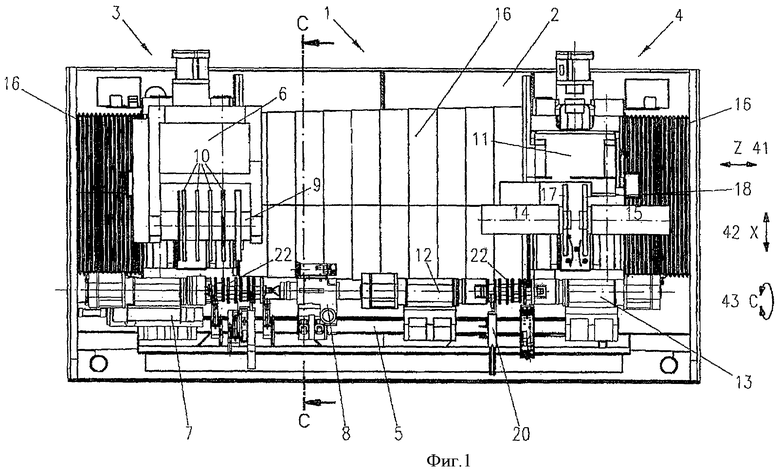
На фиг.1 на виде сверху показан выполненный в виде шлифовальной ячейки 1 шлифовальный центр. Эта шлифовальная ячейка содержит общую станину 2, на которой расположены две секции 3,4 для обработки коленчатых валов 22 шлифованием. Секции 3, 4 содержат общий шлифовальный стол 5, на котором установлены удерживающие устройства и приводы для коленчатых валов 22. Шлифовальная ячейка содержит кожух, а также загрузочные и разгрузочные приспособления для подачи и извлечения коленчатых валов 22, а также для их транспортировки с первой секции 3 на вторую секцию 4. Однако они на фиг.1 не показаны, как не показаны также устройство ЧПУ с клавиатурой ввода и гидравлические и/или пневматические питающие устройства.
Первая секция 3 шлифовальной ячейки 1, отдельно показанная на фиг.2, предназначена для шлифования коренных подшипников 23 коленчатых валов 22. Коренные подшипники 23 (фиг.4) шлифуются посредством нескольких шлифовальных кругов 10, расположенных на шлифовальном шпинделе 9. Шлифовальный шпиндель 9 закреплен, в свою очередь, на крестовом суппорте 6, перемещающемся посредством ЧПУ в направлении Z, соответствующем продольной оси 29 коленчатого вала 22, и в направлении X, обеспечивающем поперечную подачу в направлении перпендикулярно ей. Направляющие, по которым крестовый суппорт 6 перемещается в направлении Z, не видны, поскольку они закрыты крышками 16. Обрабатываемый коленчатый вал 22 зажат между передней 7 и задней 8 бабками, как это лучше видно на фиг.4, и приводится во вращение передней бабкой 7. В первой секции 3 одновременно начерно или начисто шлифуются, по меньшей мере, два коренных подшипника 23 коленчатого вала 22, для чего требуется время T1.
Вторая секция 4 шлифовальной ячейки 1, отдельно показанная на фиг.3, используется для обработки шатунных подшипников 24-27 коленчатого вала 22, причем одновременно шлифуются по два шатунных подшипника 24-27, находящихся в одинаковом угловом положении по отношению к его продольной оси 29. Для шлифования всех четырех шатунных подшипников 24-27 требуется время Т2.
Также во второй секции 4 шлифуемый коленчатый вал 22 зажимается по центру, т.е. общая продольная ось зажимных устройств совпадает с продольной осью 29 коленчатого вала 22, образованной его коренными подшипниками 23. Как видно на фиг.3 и 5, коленчатый вал 22 зажат во второй секции 4 своими наружными коренными подшипниками 23, шлифованными в первой секции 3. Этим достигается точное соотношение шатунных подшипников 24-27 с коренными подшипниками 23.
Для зажима на фиг.3 с обеих сторон коленчатого вала 22 предусмотрено по одной бабке 12, 13 изделия. Зажимные патроны 31 этих бабок 12, 13 снабжены опорными чашками и приводятся во вращение соответственно осью С1 и С2, вращающимися абсолютно синхронно. Коленчатый вал 22 может быть зажат во второй секции 4 также между центрами и приводится тогда во вращение только с одной стороны бабкой 12, зажимной патрон которой снабжен плавающими зажимными губками и создает компенсирующий, свободный от радиального зазора привод вращения. Ориентирование коленчатого вала 22 происходит тогда за счет его центров по упорным центрам.
Вид размещения коленчатого вала 22 во второй секции 4 можно варьировать и оптимизировать в зависимости от каждого отдельного случая.
В обеих секциях 3, 4 коленчатый вал 22 может опираться на один или несколько самоцентрирующихся люнетов.
Во второй секции 4 предусмотрен крестовый суппорт 11, перемещающийся в направлении взаимно перпендикулярных осей Z2, Х2, т.е. параллельно продольной оси 29 коленчатого вала 22 и перпендикулярно ей. Крестовый суппорт 11 несет первый 14 и второй 15 шлифовальные шпиндели. Первый шлифовальный шпиндель 14 прочно соединен с крестовым суппортом 11 в направлении перпендикулярно продольной оси 29 коленчатого вала 22. Второй шлифовальный шпиндель 15, напротив, расположен на крестовом суппорте 11 подвижно перпендикулярно продольной оси 29 коленчатого вала 22. Управление его движением происходит в соответствии с погрешностью размера или круглости, которая определяется текущим измерением во время шлифования. Для этого непрерывно во время шлифования с помощью измерительных головок 19 измерительного устройства 20 измеряются диаметры попарно шлифуемых шатунных подшипников 24, 27 и 25, 26.
Каждый из обоих шлифовальных шпинделей 14, 15 несет шлифовальный круг 17, 18, осевое расстояние между которыми должно соответствовать расстоянию между попарно шлифуемыми шатунными подшипниками 24-27. Для этой цели оба шлифовальных шпинделя 14, 15 по своей ориентации, т.е. в направлении оси вращения своих шлифовальных кругов 17, 18, должны перемещаться на крестовом суппорте 11 по отношению друг к другу. Осевое расстояние между шлифовальными шпинделями и шлифовальными кругами должно каждый раз регулироваться в том случае, если шлифованию подлежит коленчатый вал другого типа или у определенного коленчатого вала должна шлифоваться пара шатунных подшипников с измененным расстоянием между собой. В этом случае изменение расстояния должно быть включено в общее управление процессом шлифования. При этом первый 14 или второй 15 шлифовальный шпиндель может быть расположен с возможностью перемещения на крестовом суппорте 11 в направлении своей продольной оси.
На фиг.5 особенно хорошо показана особенность коленчатых валов 22 для четырехцилиндровых рядных двигателей: оба внешних шатунных подшипника 24, 27 занимают одинаковое угловое положение по отношению к оси вращения и продольной оси 29 коленчатого вала 22, как и оба внутренних шатунных подшипника 25, 26, причем угловые положения обеих пар шатунных подшипников 24, 27 и 25, 26 разные.
Эта особенность используется для рентабельной эксплуатации шлифовального центра. Обоими шлифовальными кругами 17, 18 одновременно шлифуются обе пары шатунных подшипников 24, 27 и 25, 26, причем термин «одновременно» является также синонимом встречающихся в технике шлифования выражений «параллельно по времени» или «одинаково по времени». Под этим в любом случае подразумевается то, что процесс шлифования протекает приблизительно в одно и то же время, а не то, что он должен заканчиваться точно в один и тот же момент времени. Второй шатунный подшипник начисто шлифуется часто только после первого, когда, например, следует еще снять остаточный припуск 0,02 мм.
На фиг.6 показано измерительное устройство 20 для непрерывного измерения круглости и размеров шатунного подшипника во второй секции 4 посредством измерительной головки 19. Во время шлифования она прижимается к контролируемому шатунному подшипнику 24-27 и непрерывно вырабатывает сигналы о его размерах и/или круглости, которые обрабатываются устройством ЧПУ и используются для вырабатывания управляющих команд для приводов крестового суппорта 11 и/или оси 44 корректировки размеров или круглости. Обозначенное штриховыми линиями положение измерительного устройства 20 соответствует отведенному положению, которое измерительное устройство 20 занимает в процессе правки и/или манипулирования шлифовальными кругами 17, 18.
На фиг.7 показан схематичный вид сбоку первой секции 3 шлифовальной ячейки 1 по линии С-С из фиг.1.
В начале шлифования шатунных подшипников во второй секции 4 взаимное осевое расстояние между обоими шлифовальными кругами 17, 18 настраивается, например, на расстояние между шатунными подшипниками 24, 27. Затем начинается шлифование этих шатунных подшипников 24, 27 маятниковым способом с ЧПУ. Для этого сначала перпендикулярно продольной оси 29 коленчатого вала 22 сообща перемещаются оба шлифовальных шпинделя 14, 15; второй шлифовальный шпиндель 15 остается неподвижным относительно крестового суппорта 11. Это относится к этапу чернового шлифования. Однако во время шлифования измеряется достигнутый диаметр, и определяется круглость каждого из шатунных подшипников 24, 27. С приближением к окончательному размеру на этапе чистового шлифования движение второго шлифовального шпинделя 15 отделяется от движения крестового суппорта 11. В соответствии с измерением шатунного подшипника 24 крестовый суппорт 11 перемещается в направлении оси 44 корректировки размеров или круглости, причем посредством первого шлифовального шпинделя 14 достигаются конечный размер и требуемая круглость шатунного подшипника 24. В то же время в соответствии с отдельным измерением шатунного подшипника 27 второй шлифовальный шпиндель 15 совершает корректировочные движения относительно крестового суппорта 11, если измерения шатунного подшипника 27 отличаются от измерений шатунного подшипника 24. Эти отклонения возникают от непрерывного измерения обоих шатунных подшипников 24, 27. Компьютер устройства управления анализирует результаты измерений и вырабатывает соответствующие корректировочные и управляющие сигналы для привода второго шлифовального шпинделя 15.
Второй шлифовальный шпиндель 15 требует движения относительно крестового суппорта 11 в направлении оси Х лишь в небольшой степени. Предпочтительный на практике путь перемещения может лежать, например, в диапазоне ±0,2 мм. Шлифовальный центр может быть настроен так, чтобы время T1 равнялось времени Т2. Два коренных подшипника 23 шлифуются тогда приблизительно в одно время с парой шатунных подшипников 24, 27 или 25, 26.
Затем крестовый суппорт 11 отводится, расстояние между обоими шлифовальными шпинделями 14, 15 настраивается на расстояние между средними шатунными подшипниками 25, 26, и шлифовальный цикл начинается заново.
На фиг.8 в упрощенном схематичном виде показана первая секция 3 шлифовальной ячейки, в которой посредством шлифовальных кругов 10 осуществляется шлифование коренных подшипников 23 коленчатого вала 22. Если шлифоваться должны плоские поверхности щек коленчатого вала 22, направленные к его соответствующим шейкам, шпиндель со шлифовальными кругами 10 движется аксиально к коленчатому валу 22. Однако возможно также, чтобы коленчатый вал 22 двигался вдоль своей оси вращения относительно шлифовальных кругов 10. Напротив шлифовальных кругов 10 на шпинделе 46 с наклоном к оси Z, т.е. к оси шпинделя со шлифовальными кругами 10, расположен профилированный шлифовальный круг 45. При этом он профилирован так и расположен под таким углом к оси Z, что одновременно могут шлифоваться плоские торцевые и цилиндрические поверхности фланца 47 коленчатого вала 22. При этом шлифовальный круг 45 подается на врезание вдоль оси Х поперечной подачи.
На фиг.9 показан вид по фиг.8, в котором в отличие от фиг.8 профилированный шлифовальный круг 45 со своим шпинделем 46 расположен с той же стороны коленчатого вала 22, что и шлифовальные круги 10. Профилированным шлифовальным кругом 45 за одну операцию шлифуются концевые поверхности 48, а именно плоские торцевые и цилиндрические поверхности фланца, причем профилированный шлифовальный круг 45 подается на врезание вдоль оси Х поперечной подачи.
Согласно этому варианту выполнения, шлифовальные круги 10 расположены на одном общем шпинделе и шлифуют коренные подшипники между соответствующими щеками 49 коленчатого вала 22.
На фиг.10 показан схематичный вид второй секции 4 шлифовальной ячейки с расположенным напротив шлифовальных кругов 17, 18 профилированным шлифовальным кругом 45 для шлифования цилиндрических и плоских поверхностей фланца 47 коленчатого вала 22. Профилированный шлифовальный круг 45 со своим шпинделем 46 подается на врезание вдоль оси Х поперечной подачи и шлифует фланец 47 за одну операцию. Профилированный шлифовальный круг 45 расположен напротив шлифовальных кругов 17, 18 во избежание возможного столкновения между шлифовальными кругами или для обеспечения одновременной обработки соответствующих обрабатываемых поверхностей. Шлифовальные круги 17, 18 со своими соответствующими шпинделями 14, 15 шлифуют при этом между щеками 49 маятниковым способом соответствующие шатунные подшипники.



Изобретение относится к машиностроению и может быть использовано для одновременного шлифования нескольких коренных и шатунных подшипников и/или центральных и концевых участков коленчатых валов. Шлифование осуществляют на шлифовальном центре, имеющем первую и вторую секции. Первая секция предназначена для шлифования коренных подшипников несколькими шлифовальными кругами. Вторая секция - для шлифования шатунных подшипников двумя шлифовальными кругами, установленными в двух шпинделях. Последние смонтированы на общем крестовом суппорте. Первый шлифовальный шпиндель установлен на суппорте неподвижно в направлении поперечной подачи, а второй с возможностью перемещения в диапазоне ±0,2 мм относительно первого шпинделя для корректировки отклонений размера или круглости двух обрабатываемых шатунных подшипников. Данную корректировку осуществляют на заключительном этапе шлифования путем отдельного управления вторым шлифовальным шпинделем по результатам регистрации упомянутых отклонений измерительными устройствами. Для шлифования концевых участков предусмотрен установленный с наклоном профилированный шлифовальный круг. В результате упрощается управление процессом шлифования, обеспечивается высокое качество обрабатываемых коленчатых валов при уменьшении занимаемой шлифовальным центром площади. 2 н. и 17 з.п. ф-лы, 10 ил.
1. Шлифовальный центр для шлифования содержащих коренные подшипники (23) и/или центральные участки, шатунные подшипники (24-27) и концевые поверхности коленчатых валов (22), содержащий
первую секцию (3) для шлифования коренных подшипников (23),
вторую секцию (4) для шлифования шатунных подшипников (24-27) и
профилированный шлифовальный круг (45), выполненный с возможностью приведения во вращение посредством шлифовального шпинделя (46), расположенного под углом к шлифовальным шпинделям (9; 14, 15) для коренных и шатунных подшипников (23; 24-27),
отличающийся тем, что
в первой секции несколько шлифовальных кругов (10) аксиально расположены на установленном на крестовом суппорте (6) шлифовальном шпинделе (9) и предназначены для одновременного шлифования в течение времени Т1 коренных подшипников (23), число которых соответствует числу шлифовальных кругов (10),
а во второй секции (4) два шлифовальных круга (17, 18) в течение времени Т2 шлифуют попарно два шатунных подшипника (24-27) коленчатого вала (22),
при этом шлифовальные шпиндели (14, 15) установлены на крестовом суппорте (11), причем первый шлифовальный шпиндель (14) в направлении поперечной подачи (ось X) установлен на крестовом суппорте (11) неподвижно, а второй шлифовальный шпиндель (15) в направлении поперечной подачи (ось X) установлен с возможностью перемещения в диапазоне ±0,2 мм относительно первого шлифовального шпинделя (14) в направлении оси (44) корректировки отклонений размера или крутости шатунного подшипника,
при этом профилированный шлифовальный круг (45) предназначен для шлифования концевых поверхностей коленчатого вала (22).
2. Центр по п.1, отличающийся тем, что оба установленных на крестовом суппорте (11) шлифовальных шпинделя (14, 15) выполнены с возможностью взаимного перемещения в осевом направлении (ось Z2).
3. Центр по п.1 или 2, отличающийся тем, что второй шлифовальный шпиндель (15) второй секции (4) установлен с возможностью поперечной подачи к коленчатому валу (22) посредством оси ЧПУ для корректировки размера и/или круглости шатунного подшипника независимо от движения крестового суппорта.
4. Центр по п.1 или 2, отличающийся тем, что шлифовальные круги (10) шлифовального шпинделя (9) первой секции (3) установлены с возможностью радиальной поперечной подачи для шлифования коренных подшипников (23) и с возможностью осевого перемещения для шлифования плоских сторон (28) щек (49) коленчатого вала (22).
5. Центр по п.4, отличающийся тем, что осевое перемещение шлифовальных кругов (10) осуществляется посредством крестового суппорта (9).
6. Центр по п.4, отличающийся тем, что шлифовальные круги (10) установлены на шлифовальном шпинделе (9) с возможностью осевого перемещения.
7. Центр по п.1 или 2, отличающийся тем, что коленчатый вал (22) установлен с возможностью осевого перемещения в своем продольном направлении для шлифования плоских сторон (28) щек (49) шлифовальными кругами (10).
8. Центр по п.1 или 2, отличающийся тем, что время Т1 шлифования коренных подшипников, в основном, соответствует времени Т2 шлифования шатунных подшипников.
9. Центр по п.1 или 2, отличающийся тем, что крестовый суппорт (11) выполнен с возможностью создания маятникового движения шлифовальных кругов (17, 18).
10. Центр по п.1 или 2, отличающийся тем, что первая и вторая секции (3; 4) содержат по одной передней бабке (7, 12, 13) и одной задней бабке (8), а соответствующие передние бабки (7, 12, 13) и задние бабки (8) первой и второй секций (3; 4) выполнены с возможностью вращения имеющего продольную ось (29) коренных подшипников и по меньшей мере одну продольную ось (30) шатунных подшипников коленчатого вала (22) вокруг продольной оси (29).
11. Центр по п.1 или 2, отличающийся тем, что содержит измерительное устройство (20) для непрерывного измерения размера и/или круглости шатунного подшипника, которое вырабатывает сигнал для управления движением шлифовального шпинделя (14 или 15) по оси поперечной подачи (ось X) или по оси (44) корректировки размера и круглости шатунного подшипника.
12. Центр по п.1 или 2, отличающийся тем, что шлифовальный круг (45) для шлифования концевых поверхностей (48) профилирован с возможностью шлифования концевого фланца (47) и/или шейки коленчатого вала (22) с их осевыми и радиальными поверхностями и расположен со стороны коленчатого вала (22), лежащей напротив стороны шлифовальных кругов (10) или шлифовальных кругов (17, 18).
13. Центр по п.1 или 2, отличающийся тем, что шлифовальный круг (45) для шлифования концевого фланца (47) и/или шейки коленчатого вала (22) с их осевыми и радиальными поверхностями посредством профилирования расположен со стороны шлифовальных кругов (10) или шлифовальных кругов (17, 18).
14. Способ шлифования коренных подшипников (23) и/или центральных участков, а также шатунных подшипников (24-27) и концевых поверхностей (48) коленчатых валов (22) в шлифовальном центре (1) с двумя секциями (3, 4), в котором
а) в первой секции (3) шлифуют коренные подшипники (23) коленчатого вала (22) и/или центральные участки комплектом шлифовальных кругов (10), установленным на одном общем валу шлифовального шпинделя (9),
б) коленчатый вал (22) помещают во вторую секцию (4),
в) во второй секции (4) шлифуют по два шатунных подшипника (24, 27; 25, 26), имеющих одинаковое угловое положение по отношению к оси вращения коленчатого вала (22), одинаково по времени двумя шлифовальными кругами (17, 18),
г) управляют движением поперечной подачи каждого из обоих шлифовальных кругов (17, 18) индивидуально с помощью компьютера, причем движение поперечной подачи второго шлифовального круга (18) осуществляют только при отклонении размера и/или круглости шатунного подшипника от движения поперечной подачи первого шлифовального круга (17),
д) в шлифовальном центре одновременно шлифуют всегда два коленчатых вала, причем время Т1 шлифования в первой секции (3), в основном, равно времени Т2 шлифования во второй секции (4),
е) по меньшей мере одну из концевых поверхностей (48) шлифуют по меньшей мере частично параллельно по времени с коренными и/или шатунными подшипниками.
15. Способ по п.14, в котором оба шлифовальных круга (17, 18) устанавливают на шлифовальных шпинделях (14, 15), расположенных на крестовом суппорте (11), причем первый шлифовальный шпиндель (14) с первым шлифовальным кругом (17) в направлении поперечной подачи (ось X) расположен на крестовом суппорте (11) неподвижно и подается им на врезание, а второй шлифовальный шпиндель (15) со вторым шлифовальным кругом (18) установлен с возможностью поперечной подачи к коленчатому валу (22) посредством оси ЧПУ для корректировки размера и/или круглости шатунного подшипника независимо от движения крестового суппорта (11).
16. Способ по п.14 или 15, в котором шлифовальные круги (10) шлифовального шпинделя (9) подают радиально на врезание для шлифования коренных подшипников (23) и аксиально перемещают для шлифования плоских сторон (28) щек (49) коленчатого вала (22).
17. Способ по п.16, в котором шлифовальные круги (10) аксиально перемещают посредством осевого перемещения крестового суппорта (6).
18. Способ по п.16, в котором шлифовальные круги (10) аксиально перемещают посредством осевого перемещения шлифовального шпинделя (9).
19. Способ по п.14 или 15, в котором плоские стороны (28) щек (49) коленчатого вала (22) шлифуют шлифовальными кругами (10) за счет его осевого перемещения.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| DE 10144644 A1, 10.04.2003 | |||
| Устройство для направленного бурения скважин | 1982 |
|
SU1044764A1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| Устройство для обработки колен-чАТыХ ВАлОВ | 1979 |
|
SU829408A1 |
| Устройство для шлифования шатунных шеек коленчатых валов | 1986 |
|
SU1328161A1 |

