Изобретение относится к способу затыловочного шлифования режущих зубьев метчиков, формирователей резьбы и подобных режущих инструментов соответственно отличительным признакам а-d пункта 1 формулы. При этом понятие «режущий зуб» охватывает также формирователь профиля формирователя резьбы.
Подобные способы относятся к уровню техники.
Например, в публикации CH-PS 413637 предлагалось подходящее для этого приспособление, у которого регулирующий вал постоянно вращался в том же самом направлении. На регулирующем валу предусмотрены два одинаково выполненных регулирующих диска с кулачками. Кулачки обоих регулирующих дисков передвинуты на 180 градусов друг от друга. К каждому из обоих регулирующих дисков прилегает рабочий ролик, причем ролики соединены друг с другом через параллелограммный рычажный механизм. Копирующее движение рабочих роликов передается через последующий рычажный механизм на эксцентрическую опору шлифовального шпинделя. Эксцентрическая опора шлифовального шпинделя поворачивается в зависимости от положения кулачка на регулирующем диске, так что вращающийся шлифовальный шпиндель более или менее сильно прилегает к шлифуемому инструменту. Таким образом выполняется затылование шлифовальным кругом режущего зуба режущего инструмента по возрастающей. При этом полный оборот регулирующего вала и, таким образом, регулирующих дисков соответствует процессу шлифования одного режущего зуба. Для перехода на следующий режущий зуб предусмотрен быстрый отвод, при котором оба рабочих ролика приподнимаются, проходя регулирующий диск.
Подобные прямое механическое копирование и передача работают относительно медленно. К тому же невыгодно, что контур регулирующих дисков ориентирован на затыловочный режущий контур отдельного режущего зуба. Если должен шлифоваться метчик, формирователь резьбы или подобный режущий инструмент с отклоняющимся затыловочным режущим контуром, то нужно заменять регулирующие диски. Что касается регулирующих дисков, то речь идет о высокоточных деталях машин, которые должны быть обработаны очень точно и являются соответственно дорогими. К потере времени при необходимой замене регулирующих дисков добавляется, таким образом, еще тот недостаток, что большое количество регулирующих дисков должно храниться на складе.
Для того чтобы устранить эти недостатки, в соответствии с публикацией DE 2952610 С2 уже было предложено вместо регулирующего диска предусматривать регулирующий валик, чья поверхность имеет различные глубины профиля вдоль оси вала. Здесь регулирующий валик должен выставляться по оси даже во время процесса шлифования. Таким образом могут регулироваться размахи колебаний специального корпуса для затыловочного шлифования, который выполнен как часть шлифовального стола с дополнительной возможностью регулировки. Корпус для затыловочного шлифования прилегает при помощи копирующего ролика к регулирующему валику и перемещается непосредственно от него. Правда, шлифовальным станком, соответствующим DE 2952610 С2, может непрерывно устанавливаться размер затыловочного шлифования во время шлифования. Но и здесь непрерывно вращается приводной вал регулирующего вала и регулирующий валик должен быть сменяемым. Хотя на регулирующем валике могут быть выполнены несколько регулирующих кулачков, при этом их число соответствует числу режущих зубьев на шлифуемом режущем инструменте. Но и у шлифовального станка, соответствующего DE 2952610 С2, для приведения в соответствие с различными требуемыми формами затыловочного шлифования ясно предусмотрено, что различные типы регулирующих валов заменяются друг другом. Для этого предусмотрено особое подъемное приспособление. Кроме того, требуется редуктор со сменными шестернями, которые могут быть сменены друг другом при необходимости.
Недостаток, обусловленный наличием отнимающих много времени процессов переналадки и замены в связи с хранением на складе высокоточных заменяемых деталей, остается существовать и у станка, соответствующего DE 2952610 С2.
Наконец, из публикации DE 4130736 А1 известно, что шлифовальный шпиндель может быть установлен на поворотном столе с возможностью регулировки в двух перпендикулярных друг другу направлениях. Для выполнения затылования шлифовальным кругом на жестко закрепленной обрабатываемой детали шлифовальный шпиндель с вращающимся шлифовальным кругом принудительно регулируется посредством направляющей линейки. Но и здесь для выполнения различных контуров затылования шлифовальным кругом направляющая линейка должна быть профилирована различным образом и быть заменяемой.
Соответственно этому, в основу изобретения положена задача улучшения способов, известных из уровня техники, таким образом, чтобы сделать возможным малоинерционное регулирование и иметь возможность выполнения различных контуров затылования шлифовальным кругом, с различными размерами, за меньшее время обработки, без отнимающей много времени замены и дорогостоящего складского хранения высокоточных деталей управления.
Решение этой задачи удается способом, имеющим совокупность отличительных признаков, приведенных в пункте 1 формулы.
В противоположность уровню техники, у которого регулирующие диски или валики постоянно вращаются в том же самом направлении, согласно изобретению копирование регулирующего контура производится во вращательном колебательном движении. Здесь для каждого режущего зуба предусматривается копирование с прямым и обратным вращением в ограниченном вписанном угле регулирующего контура. Посредством такого колебательного копирования, только в ограниченном секторе регулирующего контура, проходящего ровно и непрерывно, избегается подъем копирующего органа с возникающей вследствие этого опасностью биений и вибраций.
Выбор вписанного угла из общего диапазона охвата регулирующего контура предоставляет первую возможность - устанавливать для одного режущего зуба один определенный контур затылования шлифовальным кругом или затыловочный режущий контур. Другая возможность исполнения состоит в том, что угловые скорости вращательного движения копирования и режущего инструмента находятся в определенном соотношении друг к другу. Например, малый охватывающий сектор управляющего контура может копироваться долго или больший сектор охватывающего контура может копироваться с повышенной скоростью. При необходимости, на режущем зубе выполняется другой затыловочный режущий контур, при этом затыловочный режущий контур может выполняться в один или несколько проходов.
Для следующего исполнения этого способа преимущественным образом предусматривается, что угловые скорости вращательного движения копирования и режущего инструмента являются изменяемыми в процессе работы. Эксплуатант определенного шлифовального станка перед началом работы может выбрать определенное соотношение частоты вращения и соответственно настроить свой станок, при этом соотношения частот вращения или скоростей являются программируемыми. Таким образом, единственным регулирующим контуром, имеющимся на станке, предоставлены возможности по вариациям для затыловочного режущего контура.
Способ, соответствующий изобретению, совершенствуется далее благодаря тому, что согласно следующему исполнению регулирующий контур тела вращения по образцу собирательной кривой охватывает исходные величины для многочисленных возможных затыловочных режущих контуров. Таким образом, для получения определенного затыловочного режущего контура требуется только установить определенный охватывающий сектор регулирующего контура, в котором должно производиться копирование. Затем для каждого режущего зуба, проходящего обработку затыловочным шлифованием, нужно выполнить всего лишь вращательное возвратно-поступательное движение именно в этом выбранном секторе регулирующего контура.
Таким образом, недостатки замены и складского хранения высокоточных заменяемых деталей окончательно устранены.
Для выполнения движения копирования во вращательных колебаниях имеются многочисленные возможности исполнения. Например, тело вращения может быть установленным и копироваться по своему обводу источником света, вращающимся вокруг него, или магнитным способом. Преимущественное исполнение состоит в том, что регулирующее тело вращения выполнено как вращающийся регулирующий диск с обводом, действующий как регулирующий контур по образцу регулирующего гребня. Таким образом, подобный регулирующий гребень является вытянутым регулирующим кулачком, который накопил различные возможности для исполнения затыловочного режущего контура (управляющей кривой). Для получения определенного затыловочного режущего контура на режущем зубе на регулирующем гребне выбирается ограниченный угол вращения. Регулирующий гребень может копироваться преимущественно механически, но принципиально также оптически или электронным способом. Управляющие сигналы и/или установочные усилия, полученные из движения копирования, затем через обычное электронное устройство обработки данных и управления определяют взаимное движение друг на друга и друг от друга шлифовального круга и режущего инструмента в последовательности режущих зубьев. Но предпочтительной становится прямая механическая передача. Таким образом, затыловочный режущий контур режущих зубьев устанавливается достовернее, точнее и быстрее.
Изобретение относится также к шлифовальному станку по образцу универсального кругло-/профилешлифовального станка для осуществления способа по пунктам 1-5 формулы. Здесь для решения задачи, уже названной вначале, предусмотрен шлифовальный станок, который имеет совокупность отличительных признаков, приведенных в пункте 6 формулы.
Для шлифовального станка также существенно, чтобы вращающийся регулирующий диск с регулирующим гребнем перемещался в выбираемом угловом диапазоне возвратно-поступательно посредством колеблющегося привода вращения.
Для механизированного устройства для получения дополнительного перемещающего движения между шлифовальным кругом и шлифуемым режущим инструментом имеются различные возможности. Для этого может оказываться воздействие на шлифовальный шпиндель, его вал или на дополнительную подвижную секцию на шлифовальном столе, при этом эта дополнительная секция содержит зажимное приспособление для режущего инструмента, проходящего обработку затыловочным шлифованием. Применительно к планируемому особому затыловочному режущему контуру всегда существенно согласование между определенным диапазоном регулирующего гребня на регулирующем диске и частотой вращения регулирующего диска, с одной стороны, и режущего инструмента, с другой стороны.
Далее изобретение подробнее поясняется с помощью примера исполнения. Прилагаемые для этого чертежи показывают следующее:
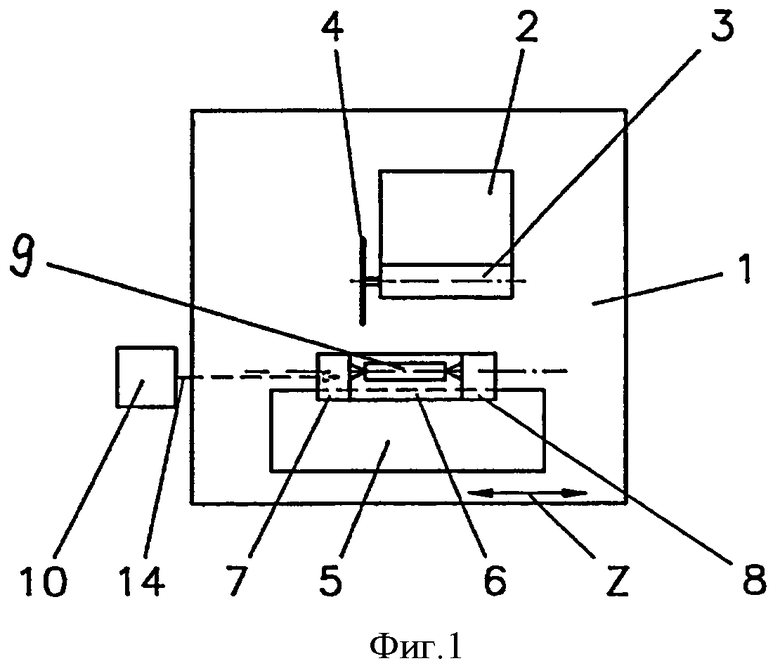
Фигура 1 является видом сверху на шлифовальный станок для осуществления способа, соответствующего изобретению.
Фигура 2 представляет принцип копирования, как он выполняется согласно изобретению.
Фигура 3 поясняет взаимосвязь между числом режущих зубьев и канавками на метчике.
У станка, соответствующего фигуре 1, на станине 1 предусмотрена шлифовальная бабка 2, несущая шлифовальный шпиндель 3 с вращающимся шлифовальным кругом 4. Шлифовальная бабка может быть поворачиваемой вокруг вертикальной оси.
Кроме того, станина 1 несет шлифовальный стол 5, который - как общепринято - может регулироваться в своем продольном направлении (ось Z). На шлифовальном столе 5 находится подвижная несущая деталь 6, которая дополнительно может регулироваться перпендикулярно оси Z, следовательно, по направлению общепринятой оси X. Несущая деталь 6 несет бабку 7 обрабатываемой детали и заднюю бабку 8, между которыми зажат, например, метчик или подобный режущий инструмент 9. В этом случае появляющийся лишь здесь режущий инструмент 9 является одновременно обрабатываемой деталью. Таким образом, режущий инструмент 9 проходит в направлении оси Z и в то же время регулируемо вращается вокруг своей продольной оси, общепринятой оси С.
В представленном примере исполнения плоскость вращения шлифовального круга 4 проходит точно перпендикулярно продольной оси режущего инструмента 9. Но так не должно быть; уже упоминаемая возможность поворота шлифовальной бабки 2 вокруг вертикальной оси позволяет также установку шлифовального круга 4 под углом к обрабатываемой детали 9. И наоборот, шлифовальный стол также мог бы устанавливаться под углом к оси шлифовального шпинделя 3. В любом случае шлифовальный круг проходит относительно обрабатываемой детали в последовательности образующихся режущих зубьев 16 и канавок 17 (фигура 3).
Электронным устройством 10 управления согласуются последовательно-вращательные движения обрабатываемой детали 9 и шлифовального круга 4, а также движение подачи шлифовального круга на обрабатываемую деталь 9, так что осуществляется желаемое движение в последовательности канавок 17 и режущих зубьев 16.
Фигура 2 поясняет принцип регулирования. Предусмотрен регулирующий диск 11 с регулирующим гребнем 12, установленный с возможностью вращения и приводящийся во вращательное колебательное движение посредством малоинерционного высокоточного привода. Колебания происходят в свободно выбираемом большем или меньшем угле вращения, обозначенном на фигуре 2 как угол α. По аналогии с обозначением осей, принятым в процессе шлифования, ось вращения регулирующего диска 11 обозначена как ось А. Контур регулирующего гребня 12 копируется посредством копирующего механизма 13, который может работать по механическому, оптическому или электронному принципу, и полученный сигнал копирования через сигнальный провод 14 передается на уже упомянутое электронное устройство 10 управления. Альтернативно изображению, соответствующему фиг.2, особенно предпочтительна прямая механическая передача с контура регулирующего гребня 12 на движение подачи шлифовального круга.
Изменяющееся направление вращения задающего диска 11 обозначено стрелкой 15 направления вращения.
Если режущие зубья 16 на определенном метчике, формирователе резьбы или подобном режущем инструменте должны получить свое затылование шлифовальным кругом, то сначала из регулирующего гребня 12 подбирается определенный угловой сектор α, соответствующий наилучшим образом желаемому затыловочному режущему контуру режущего зуба 16. Затем производится затыловочное шлифование режущих зубьев 16 синхронно с копированием выбранного углового диапазона α на регулирующем гребне 12. Следующая возможность исполнения состоит в том, что копирование может производиться с различной скоростью. Например, допускается получать сильно изменяющийся затыловочный режущий контур благодаря тому, что больший угловой диапазон α копируется с большей скоростью; таким же образом можно получать скорее «спокойное» прохождение затыловочного режущего контура тем, что меньший сектора обходится медленнее. Если шлифовальный круг 4 достигает окончания режущего зуба 16 и переходит в канавку 17 между режущими зубьями 16, то заканчивается копирование углового диапазона; опять устанавливается исходное положение режущего инструмента 9 и шлифовального круга 4, шлифовальный круг 11 меняет направление своего вращения и тоже возвращается в исходное положение. Процесс повторяется для следующего режущего зуба 16.
Для лучшего восприятия на фигуре 3 еще раз представлены пропорции в поперечном сечении метчика. Режущие зубья 16 и канавки 17 чередуются, а затыловочный режущий контур образуется тем, что затылки режущих зубьев 16 отклоняются вовнутрь от контура 18 описывающей окружности. Для прохождения затылка режущего зуба 19 и, следовательно, затыловочного режущего контура возможны многочисленные вариации.
Перечень позиций
1 Станина
2 Шлифовальная бабка
3 Шлифовальный шпиндель
4 Шлифовальный круг
5 Шлифовальный стол
6 Несущая деталь
7 Бабка обрабатываемой детали
8 Задняя бабка
9 Режущий инструмент (обрабатываемая деталь)
10 Электронное устройство управления
11 Регулирующий диск
12 Регулирующий гребень
13 Копирующее устройство
14 Сигнальный провод
15 Стрелка направления вращения
16 Режущий зуб
17 Канавка
18 Контур описывающей окружности
19 Затылок режущего зуба
А Ось вращения регулирующего диска
С Ось вращения режущего инструмента
Х Направление подачи перпендикулярно оси режущего инструмента
Z Ось регулировки в продольном направлении обрабатываемой детали
α Выбираемый, регулировочный угловой диапазон регулирующего диска


Изобретение относится к области абразивной обработки и может быть использовано для затыловочного шлифования режущих зубьев режущего инструмента, подобного метчику или формирователю резьбы. Шлифовальному кругу придают дополнительное радиальное доворачивающее движение внутрь, которое выполняют согласованно с вращением регулирующего диска. Последний имеет регулирующий контур по образцу собирательной кривой, соответствующей большому числу возможных контуров затылования. На регулирующем диске выбирают участок с ограниченным заданным угловым диапазоном и сообщают диску колебательное вращательное движение в упомянутом угловом диапазоне. Этот участок диска копируется посредством механизма копирования, а результат передается по сигнальному проводу на устройство управления для регулирования движений шлифовального круга и обрабатываемого режущего инструмента. В результате повышается производительность шлифования за счет обеспечения малоинерционного регулирования при выполнении различных контуров затылования и исключения замены высокоточных элементов управления процессом шлифования. 2 н. и 4 з.п. ф-лы, 3 ил.
1. Способ затыловочного шлифования режущих зубьев режущего инструмента, подобного метчику или формирователю резьбы, включающий
a) ведение вращающегося шлифовального круга по вращающемуся режущему инструменту в последовательности режущих зубьев и подачу радиально внутрь,
b) наложение на движение подачи дополнительного радиального доворачивающего движения внутрь для затылования шлифовальным кругом,
c) регулирование дополнительного доворачивающего движения внутрь телом вращения, имеющим на своей внешней поверхности регулирующий контур, определяющий контур затылования шлифовальным кругом,
d) вращательное движение копирования тела вращения с регулирующим контуром, влияющее на регулируемое ответное движение друг на друга и друг от друга шлифовального круга и режущего инструмента в последовательности режущих зубьев с возможностью выполнения на режущих зубьях запланированного контура затылования шлифовальным кругом,
e) копирование регулирующего контура тела вращения при вращательном колебательном движении с обеспечением для любого режущего зуба прямого и обратного вращения в ограниченном вписанном угле регулирующего контура,
f) выбор величины вписанного угла из общего диапазона охвата регулирующего контура тела вращения вместе с угловыми скоростями вращательного движения копирования и режущего инструмента для определения контура затылования шлифовальным кругом режущих зубьев.
2. Способ по п.1, характеризующийся тем, что угловые скорости вращательного движения копирования и режущего инструмента изменяют в процессе работы.
3. Способ по п.1, характеризующийся тем, что регулирующий контур тела вращения по образцу собирательной кривой охватывает исходные величины для многочисленных возможных контуров затылования шлифовальным кругом.
4. Способ по любому из пп.1-3, характеризующийся тем, что
a) используют регулирующее тело вращения в виде вращающегося регулирующего диска с обводом, действующим как регулирующий контур по образцу регулирующего гребня,
b) контур регулирующего гребня копируют механически,
c) полученные от движения копирования управляющие сигналы и/или установочные усилия определяют взаимное движение друг на друга и друг от друга шлифовального круга и режущего инструмента в последовательности режущих зубьев и, таким образом, контур затылования шлифовальным кругом режущих зубьев.
5. Способ по одному из пп.1-3, характеризующийся тем, что в случае затыловочного шлифования режущих зубьев в заборной части метчиков используют шлифовальный круг с контуром, приведенным в соответствие с контуром заборной части.
6. Шлифовальный станок в виде универсального кругло-/профилешлифовального станка для осуществления способа по пп.1-5, характеризующийся тем, что он содержит
a) станину (1), выполненную с возможностью перемещения по ней в продольном направлении режущего инструмента, подобного метчику или формирователю резьбы, шлифовального стола (5) с бабкой (7) обрабатываемой детали и задней бабкой (8),
b) режущий инструмент (9), зажатый между бабкой (7) обрабатываемой детали и задней бабкой (8) и выполненный с возможностью вращательного движения,
c) шлифовальную бабку (2), содержащую шлифовальный шпиндель (3) с по меньшей мере одним вращающимся шлифовальным кругом (4),
d) шлифовальный круг (4), выполненный с возможностью подачи перпендикулярно или под углом к шлифуемому режущему инструменту (9) в последовательности его режущих зубьев (16) и канавок (17),
e) устройство (10) управления шлифовального станка, имеющего расположенный в нем вращающийся регулирующий диск (11) с регулирующим гребнем (12) на своем обводе, выполненный с возможностью возвратно-поступательного движения в выбранном угловом диапазоне посредством колебательного привода вращения, и
f) механизм (13) для копирования регулирующего гребня (12) в выбранном угловом диапазоне и регулирования ответного движения режущего инструмента (9) и шлифовального круга (4) с соответствующим согласованием согласно управляющим сигналам и/или установочным усилиям, полученным от движения копирования, причем
g) регулирующий диск (11) выполнен с обеспечением возвратно-поступательного движения относительно механизма (13) копирования, соответствующего циклу шлифования режущего зуба (16).
| DE 2952610 A1, 02.07.1981 | |||
| 1971 |
|
SU413637A1 | |
| Устройство к шлифовальным станкам для затылования инструмента | 1987 |
|
SU1733219A1 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 0 |
|
SU340516A1 |

