Изобретение относится к области электрохимической обработки металлов и может применяться для электрохимического полирования различных деталей с внутренними пространственно-сложными поверхностями с внутренними уклонами.
Известно устройство для электрохимической обработки, выбранное в качестве прототипа, содержащее ручку с прикрепленными к ней съемными электродами, подключенными при помощи контакта и провода к отрицательному полюсу источника тока [Патент РФ №2472874, кл. C25F 7/00, C25F 3/16, Ручной инструмент-электрод для электрохимического полирования металлов, 2013].
Данное устройство имеет недостатки. На каждую форму поверхности необходима своя насадка. Низкая производительность обработки вследствие ручной доводки. Высокая цена изготовления инструмента электрода.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки пространственно-сложных поверхностей с достижением следующих технических результатов: повышение производительности и качества обработки металлических поверхностей за счет одновременной обработки всей поверхности детали; сохранение геометрических параметров, полученных до электрохимического полирования в труднодоступных местах перехода поверхностей за счет гибкости инструмента-электрода.
Эта задача решается тем, что инструмент для электрохимического полирования металлов содержит корпус из диэлектрического материала, закрепленный на нем инструмент-электрод, подключаемый к отрицательному полюсу источника постоянного тока, при этом инструмент-электрод с внешней стороны снабжен средствами для создания зазора между ним и обрабатываемой заготовкой, подключаемой к положительному полюсу источника постоянного тока, инструмент-электрод выполнен в виде насадки с мягкой трехслойной оболочкой, жестко закрепляемой на корпусе, причем первый слой оболочки выполнен из резины, образующей замкнутую камеру, второй слой - из металлической мелкоячеистой сетки, а третий - из неметаллической сетки, при этом в корпусе выполнены два отверстия, одно из которых выполнено с возможностью подключения к выходу насоса-компрессора, нагнетающего воздух, а второе - с возможностью подключения к входу вакуумного насоса. Радиусы сгиба трехслойной оболочки должны быть не меньше пяти миллиметров.
Выполнение инструмента-электрода в виде насадки с мягкой трехслойной оболочкой обеспечивает расширение технологических возможностей за счет возможности обработки различных заготовок сложной формы, в том числе с внутренними теневыми уклонами.
Жесткое закрепление мягкой трехслойной оболочки на корпусе обеспечивает равномерность прилегания поверхности инструмента-электрода по всей внутренней поверхности обрабатываемой заготовки.
Выполнение первого слоя резиновым, образующим замкнутую камеру, обеспечивает герметичность внутреннего объема инструмента-электрода, что позволяет изменять его объем в сторону увеличения.
Выполнение второго слоя из металлической мелкоячеистой сетки создает катод с максимальной рабочей площадью, что обеспечивает равномерный по поверхности процесс электрохимической обработки.
Выполнение третьего слоя из неметаллической сетки обеспечивает равномерность зазора между инструментом-электродом и поверхностью заготовки, из-за этого обработка происходит равномерно по всей поверхности, на которой находится мягкий инструмент-электрод, что обеспечивает качество полирования.
Выполнение в корпусе двух отверстий: одного для подключения выхода насоса-компрессора, нагнетающего воздух, другого - входа вакуумного насоса, обеспечивает быстрое образование поверхности инструмента-электрода эквидистантной обрабатываемой поверхности для обработки, в том числе с внутренними уклонами, и извлечение электрода после обработки из полости заготовки.
Радиус сгиба трехслойной оболочки величиной не меньше пяти диаметров обеспечивает технологичность инструмента-электрода, так как меньшие закругления могут привести к заломам металлической сетки.
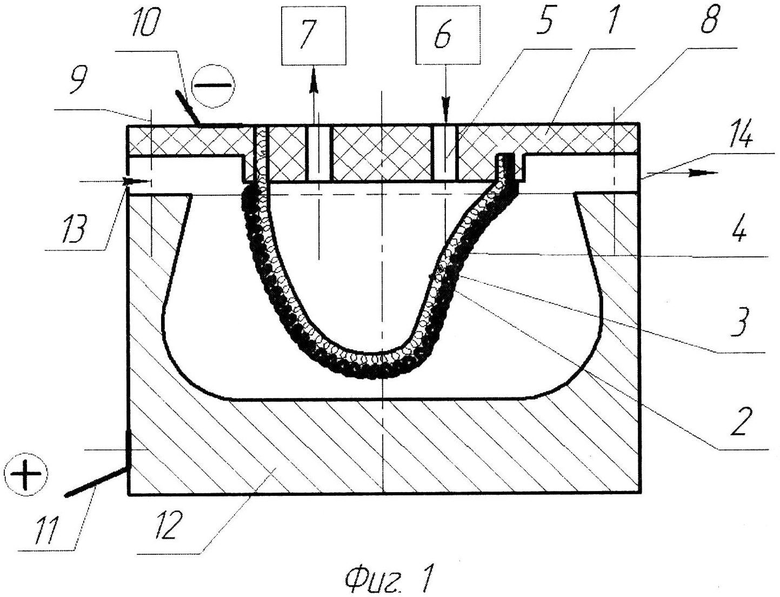
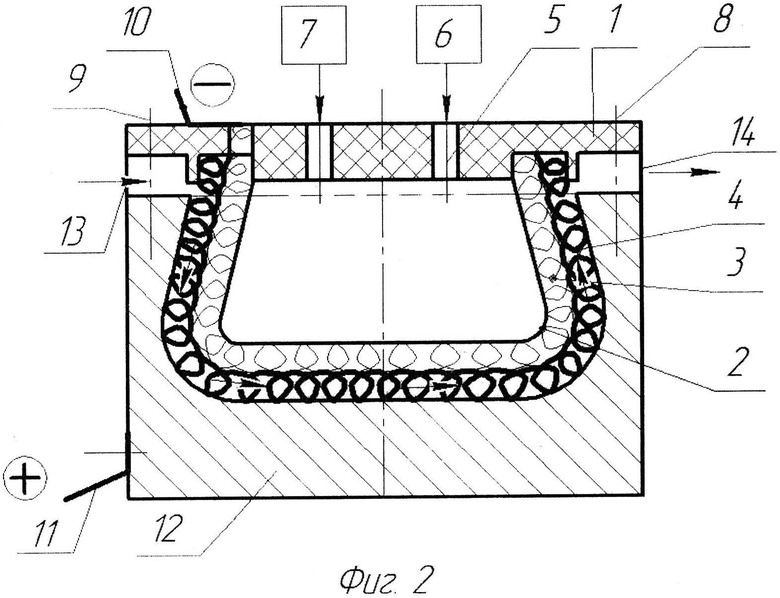
Предлагаемое изобретение иллюстрируется чертежами: на фиг. 1 приведен общий вид мягкого инструмента-электрода в виде трехслойной оболочки в нерабочем состоянии, на фиг. 2 - инструмент в рабочем состоянии.
Устройство (фиг. 1, 2) содержит корпус 1 из диэлектрического материала, в центре которого выполнен выступ, на который крепится мягкий инструмент-электрод, состоящий из трехслойной оболочки, первый слой 2 которого изготовлен из неметалла с большим коэффициентом упругости, например из резины; второй слой 3 изготовлен из металлической мелкоячеистой сетки, например из медной проволоки; третий слой 4 изготовлен из неметаллической сетки, например прорезиненной ткани, ячеистая площадь которой в 10-20 раз больше, чем у металлической сетки. К отверстиям 5 корпуса 1 подключаются два насоса. Насос-компрессор 6 создает давление внутри оболочки. Вакуумный насос 7 откачивает среду из нее. На корпусе 1 установлены штифты 8, винты 9, прикреплен провод 10 от отрицательного полюса источника тока (не показан), который соединен с металлической сеткой 3. Провод 11 от положительного полюса источника питания постоянного тока прикреплен к заготовке 12. Для подачи электролита используются отверстия 13, для отвода - отверстия 14.
Устройство работает следующим образом. Для выполнения электрохимического полирования заготовка 12 подключается проводом 11 к положительному полюсу источника постоянного тока, а инструмент-электрод - через провод 10 к отрицательному полюсу. Корпус 1 с закрепленным мягким трехслойным инструментом-электродом крепят на верхнем торце заготовки 12 с помощью штифтов 8 и винтов 9, и с помощью насоса-компрессора 6 нагнетают давление внутри инструмента-электрода до полного облегания внутренней поверхности заготовки 12 с эквидистантным зазором по всему объему, который обеспечивает третий слой 4. Далее через отверстия 13 подается электролит, который выливается через отверстия 14 в сливной бак (не показан). При наполнении всего зазора между заготовкой 12 и инструментом-электродом включается источник постоянного тока, происходит замыкание электрической цепи и начинается процесс электрохимического полирования. Время полирования, сила тока, плотность электролита подбираются опытным путем в зависимости от обрабатываемого материала и шероховатости обрабатываемой поверхности. Через определенные промежутки времени процесс полирования прерывается, устройство обесточивается и происходит прокачка электролита, т.к. на дне матрицы собирается продукт реакции - шлам, который затрудняет процесс полирования. Одновременно включается вакуумный насос 7 и происходит вакуумизация мягкого инструмента-электрода, и он сжимается, зазор увеличивается, обеспечивая свободный проток электролита. Затем после включения насоса-компрессора 6 включается источник постоянного тока и процесс повторяется.
При силе тока 200-300 ампер анодному растворению подвергаются в первую очередь выступы шероховатости на обрабатываемой поверхности, а основной металл детали не успевает вступить в реакцию. Вследствие этого выступы удаляются электрическим путем и шероховатость поверхности снижается. При отключении электрического питания электрохимическая обработка прекращается. После полирования деталь промывается водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2561556C2 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| Устройство для электрохимической обработки винтов | 2018 |
|
RU2700894C1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
Изобретение относится к области электрохимической обработки металлов и может применяться для электрохимического полирования пространственно-сложных поверхностей. Инструмент содержит корпус из диэлектрического материала, закрепленный на нем инструмент-электрод, подключаемый к отрицательному полюсу источника постоянного тока, при этом инструмент-электрод с внешней стороны снабжен средствами для создания зазора между ним и обрабатываемой заготовкой, подключаемой к положительному полюсу источника постоянного тока. Инструмент-электрод выполнен в виде насадки с мягкой трехслойной оболочкой, жестко закрепляемой на корпусе, причем первый слой оболочки выполнен из резины, образующей замкнутую камеру, второй слой - из металлической мелкоячеистой сетки, а третий - из неметаллической сетки, при этом в корпусе выполнены два отверстия, одно из которых выполнено с возможностью подключения к выходу насоса-компрессора, нагнетающего воздух, а второе - с возможностью подключения к входу вакуумного насоса. Изобретение обеспечивает повышение качества электрохимического полирования пространственно-сложных поверхностей при сохранении полученных до обработки ее геометрических параметров за счет быстрого формирования любых пространственно-сложных поверхностей и поддержания равномерного зазора между электродом и обрабатываемой поверхностью в трехкоординатном пространстве. 1 з.п. ф-лы, 2 ил.
1. Инструмент для электрохимического полирования металлов, содержащий корпус из диэлектрического материала, закрепленный на нем инструмент-электрод, подключаемый к отрицательному полюсу источника постоянного тока, при этом инструмент-электрод с внешней стороны снабжен средствами для создания зазора между ним и обрабатываемой заготовкой, подключаемой к положительному полюсу источника постоянного тока, отличающийся тем, что инструмент-электрод выполнен в виде насадки с мягкой трехслойной оболочкой, жестко закрепляемой на корпусе, причем первый слой оболочки выполнен из резины, образующей замкнутую камеру, второй слой - из металлической мелкоячеистой сетки, а третий - из неметаллической сетки, при этом в корпусе выполнены два отверстия, одно из которых выполнено с возможностью подключения к выходу насоса-компрессора, нагнетающего воздух, а второе - с возможностью подключения к входу вакуумного насоса.
2. Инструмент по п.1, отличающийся тем, что радиусы сгиба трехслойной оболочки должны быть не меньше пяти миллиметров.
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| US 2005284770 A1, 29.12.2005 | |||
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| JP 03257200 A, 15.11.1991 | |||

